

Construction Sheets Made of High-Performance Flame-Retardant Nonwoven Fabrics and Combustion-Resistant Polyurethane Foam: Preparation Process and Property Evaluations

 and
and
Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Preparation of Flame-Retardant Nonwoven Fabrics
2.3. Preparation of Rigid Polyurethane (PU) Foam
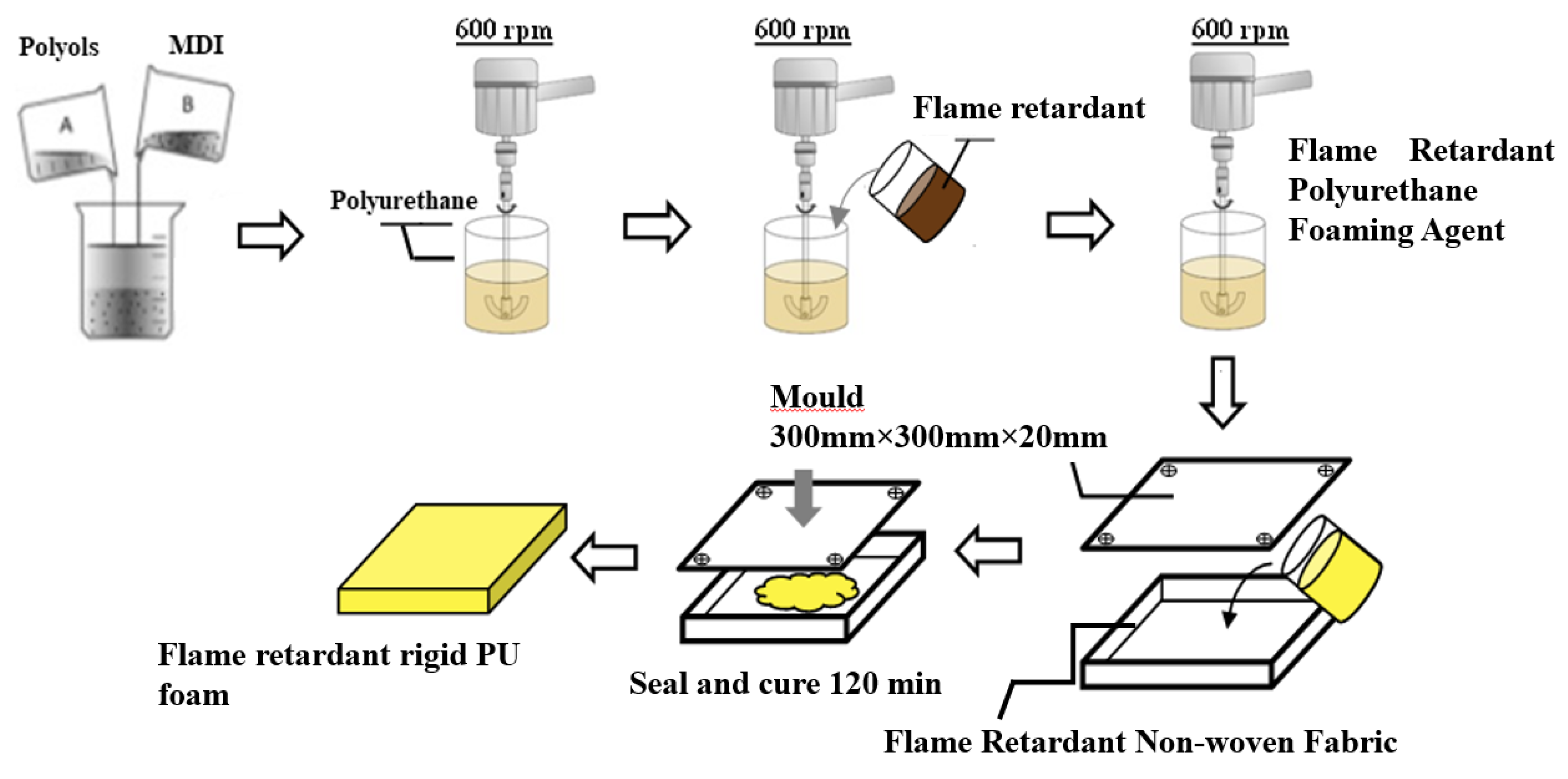
2.4. Preparation of Flame-Retardant Polyurethane Foam
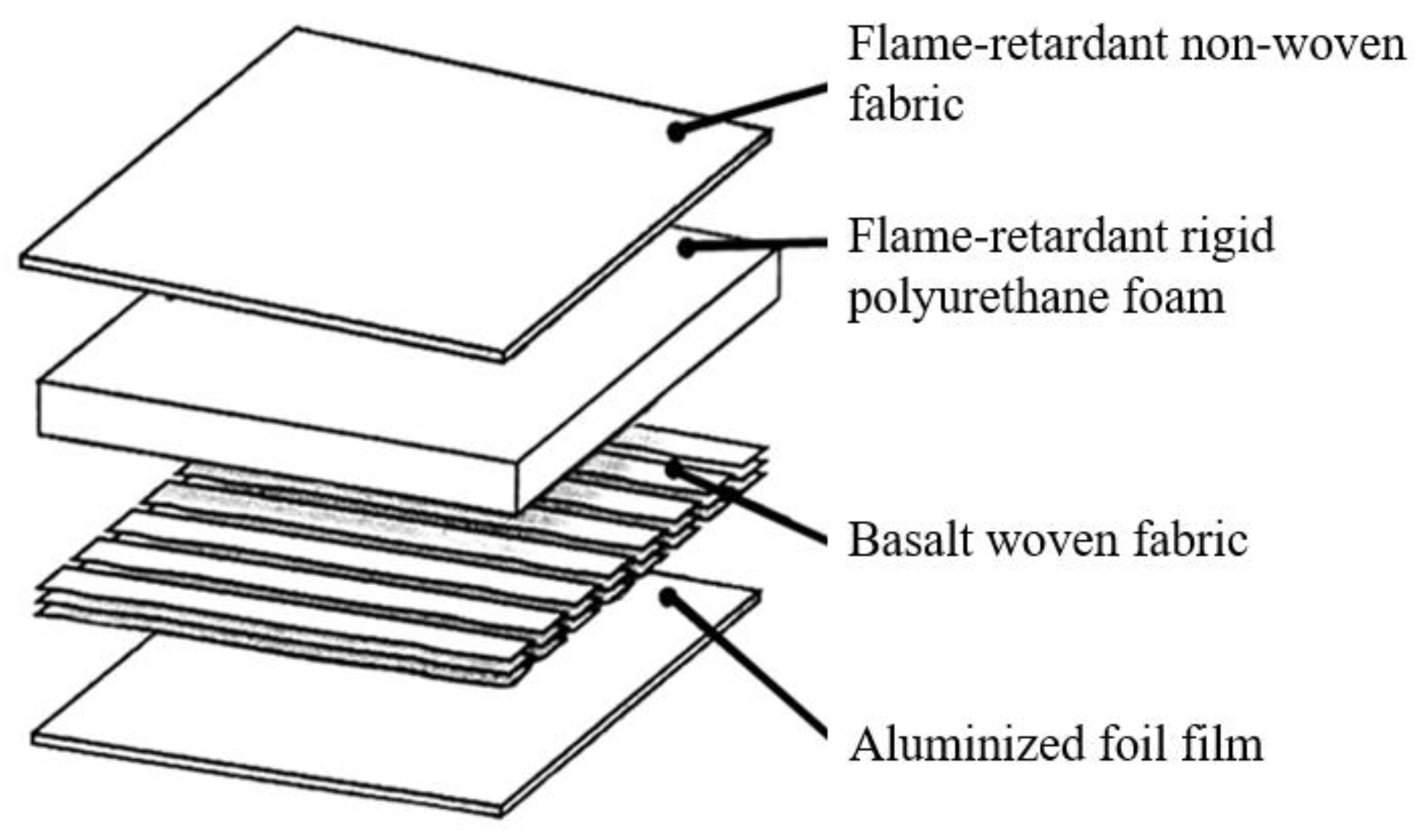
2.5. Preparation of Flame-Retardant Polyurethane Foam/Basalt Woven Fabric/Aluminized Foil Film Sandwich-Structured Composite Sheets
2.6. Characterizations
3. Results and Discussion
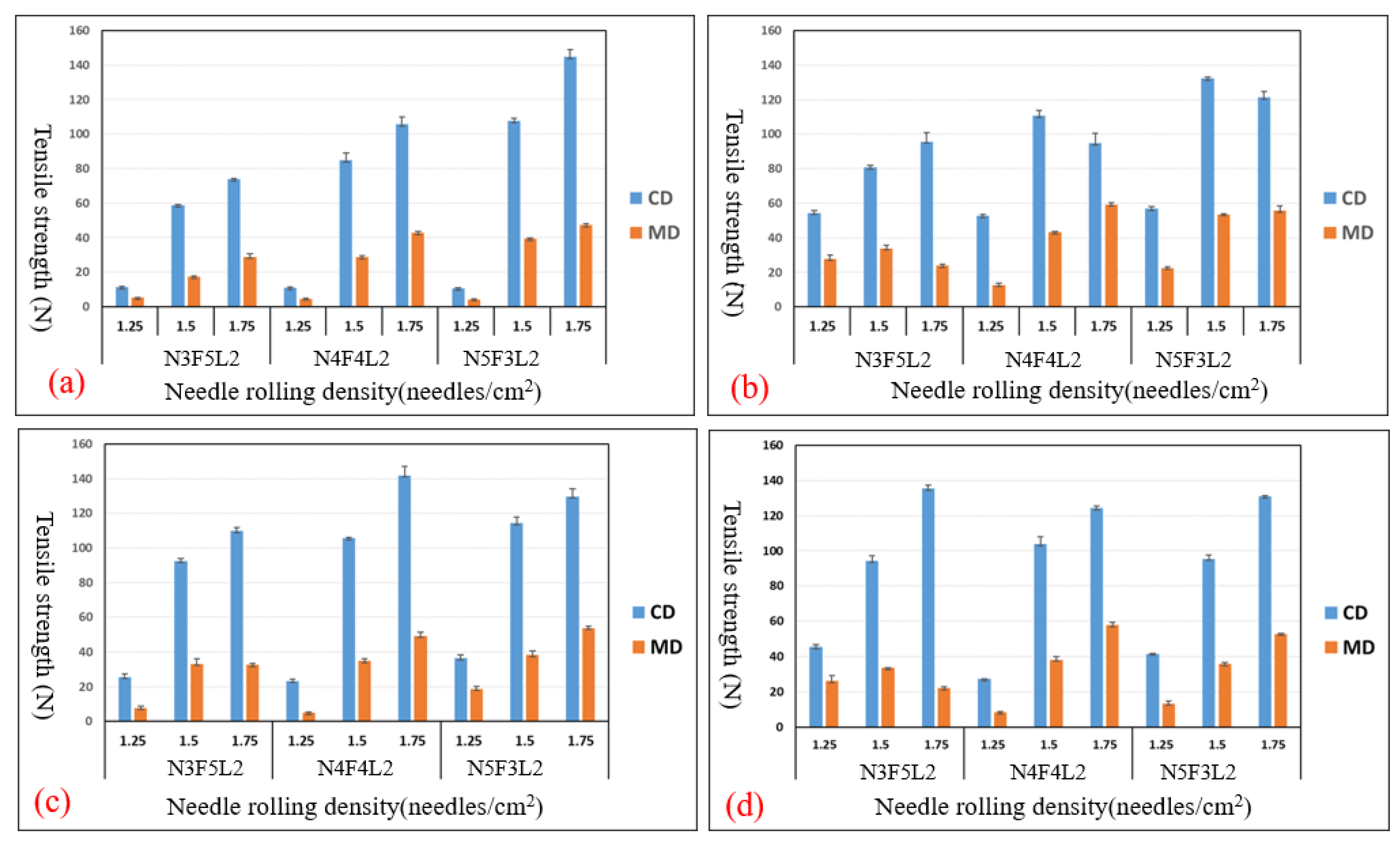
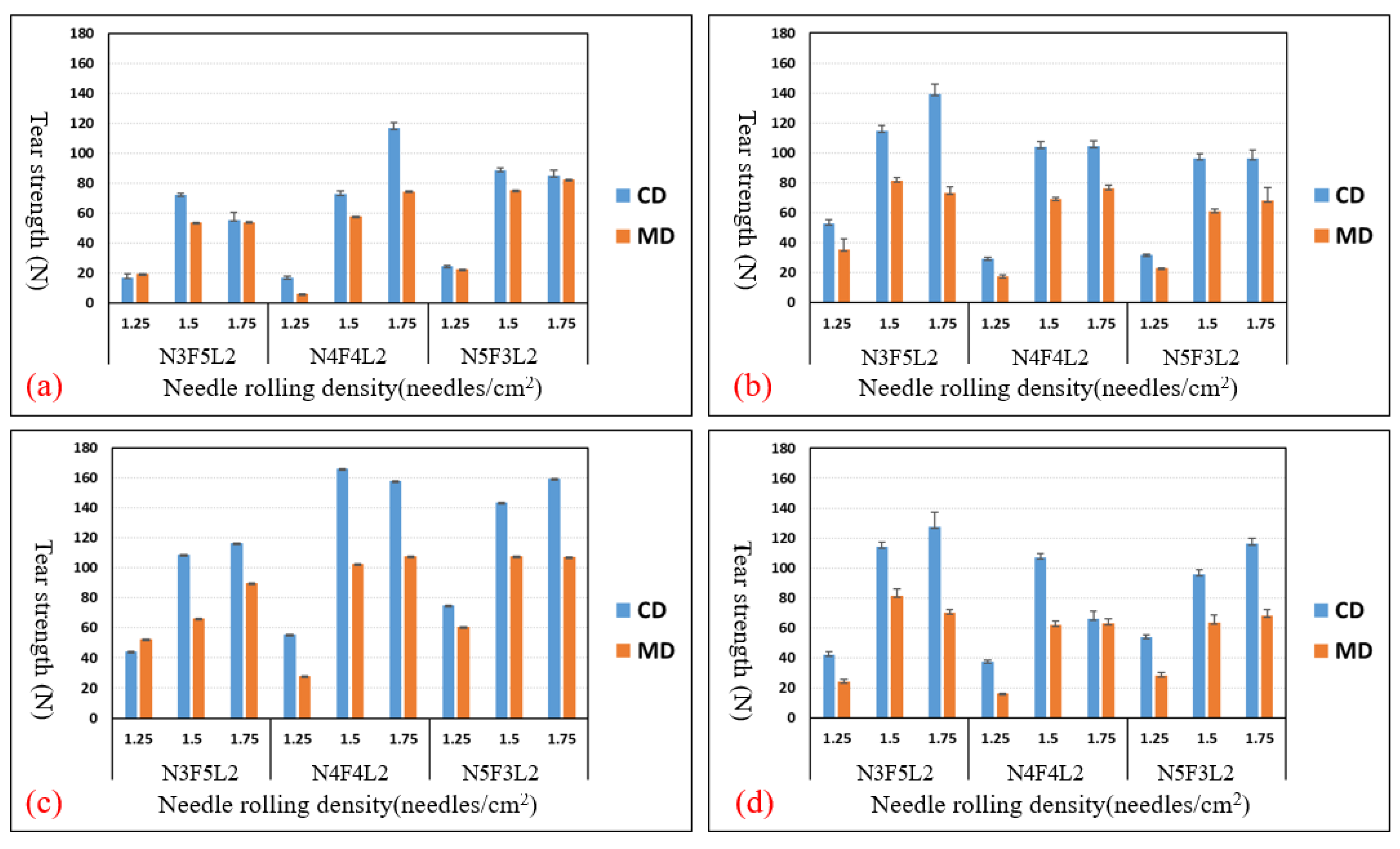
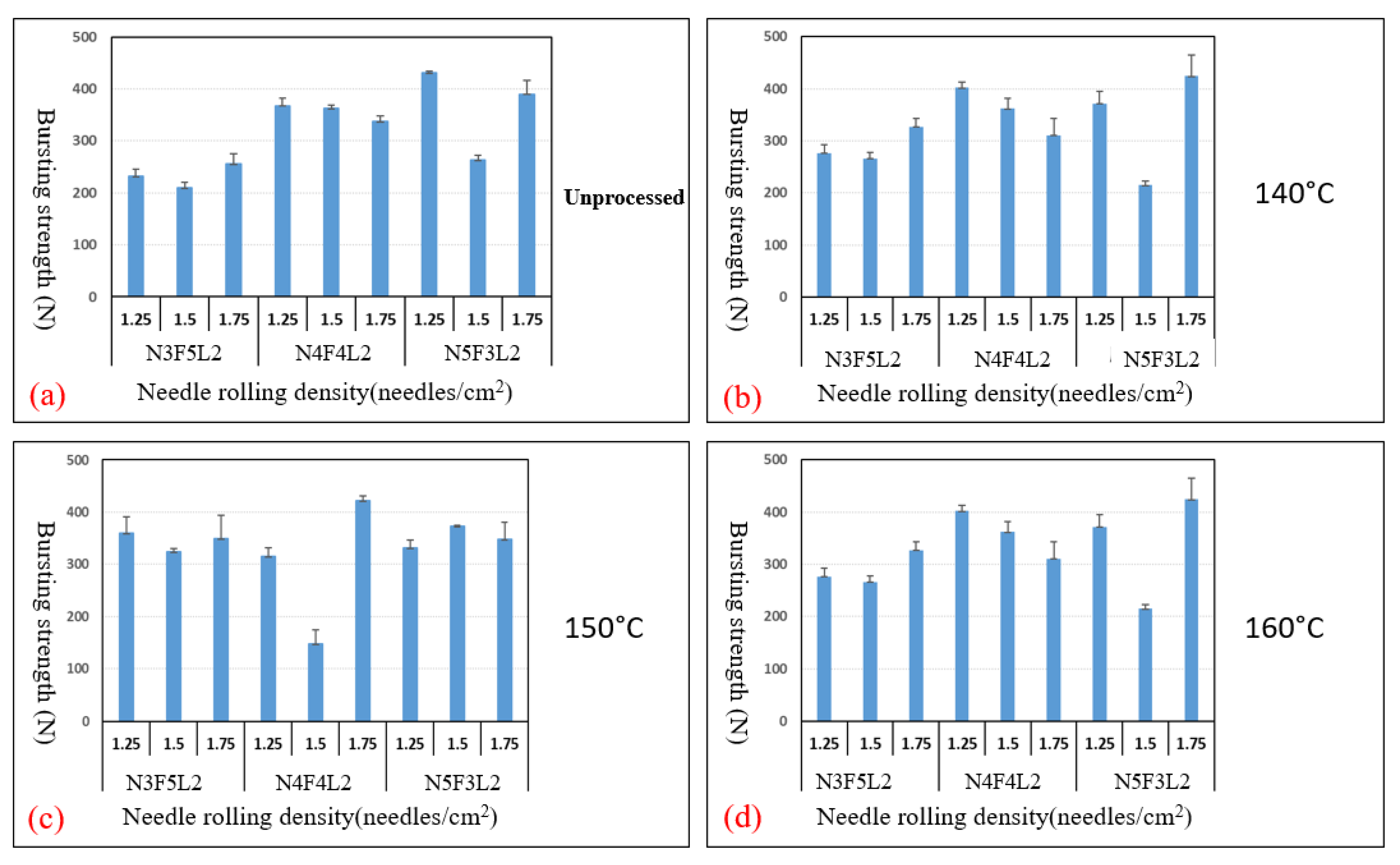
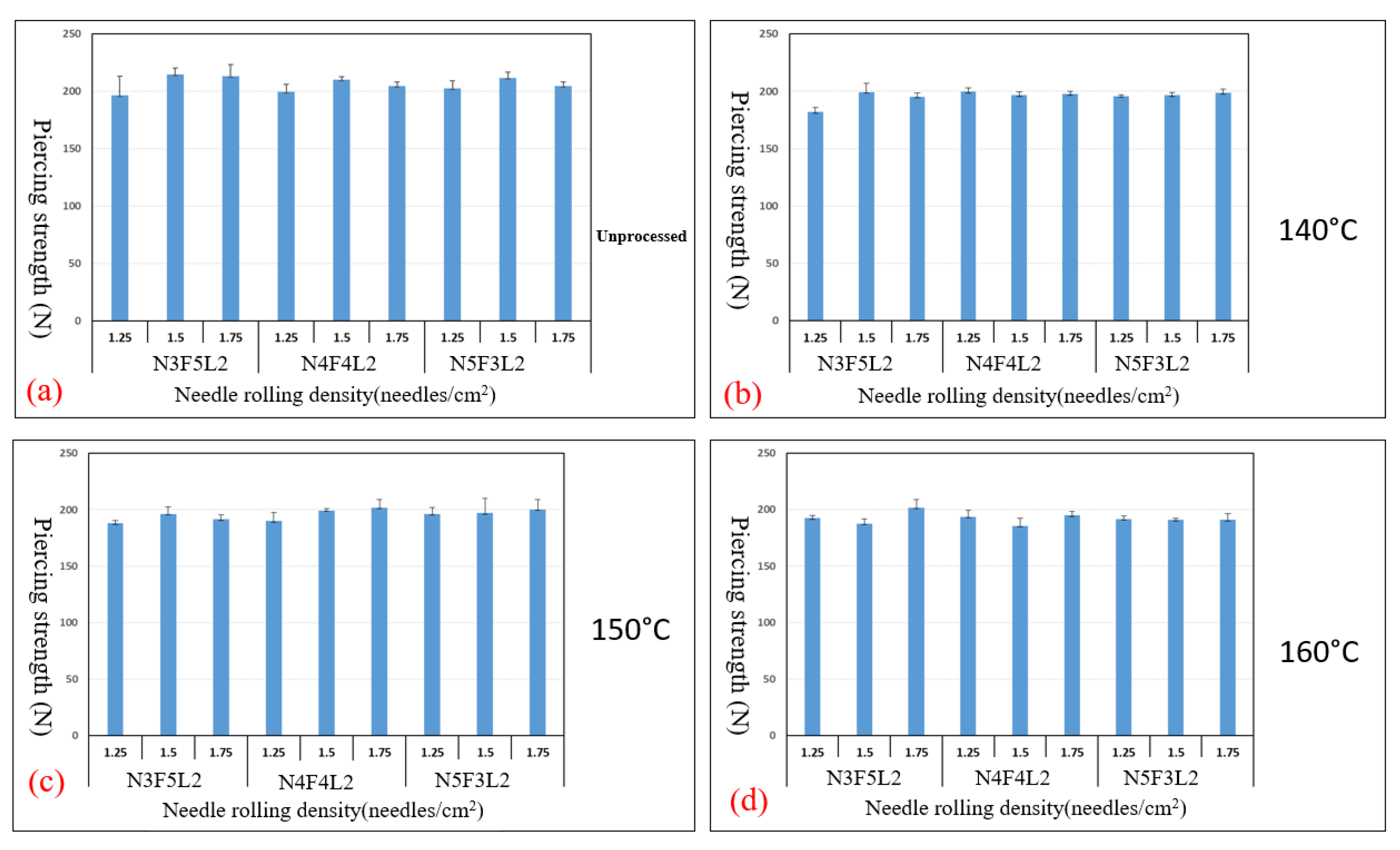
3.1. Effects of Hot-Pressing Temperature and Needle Rolling Density over Mechanical Properties of Flame-Retardant NFL Nonwoven Fabrics
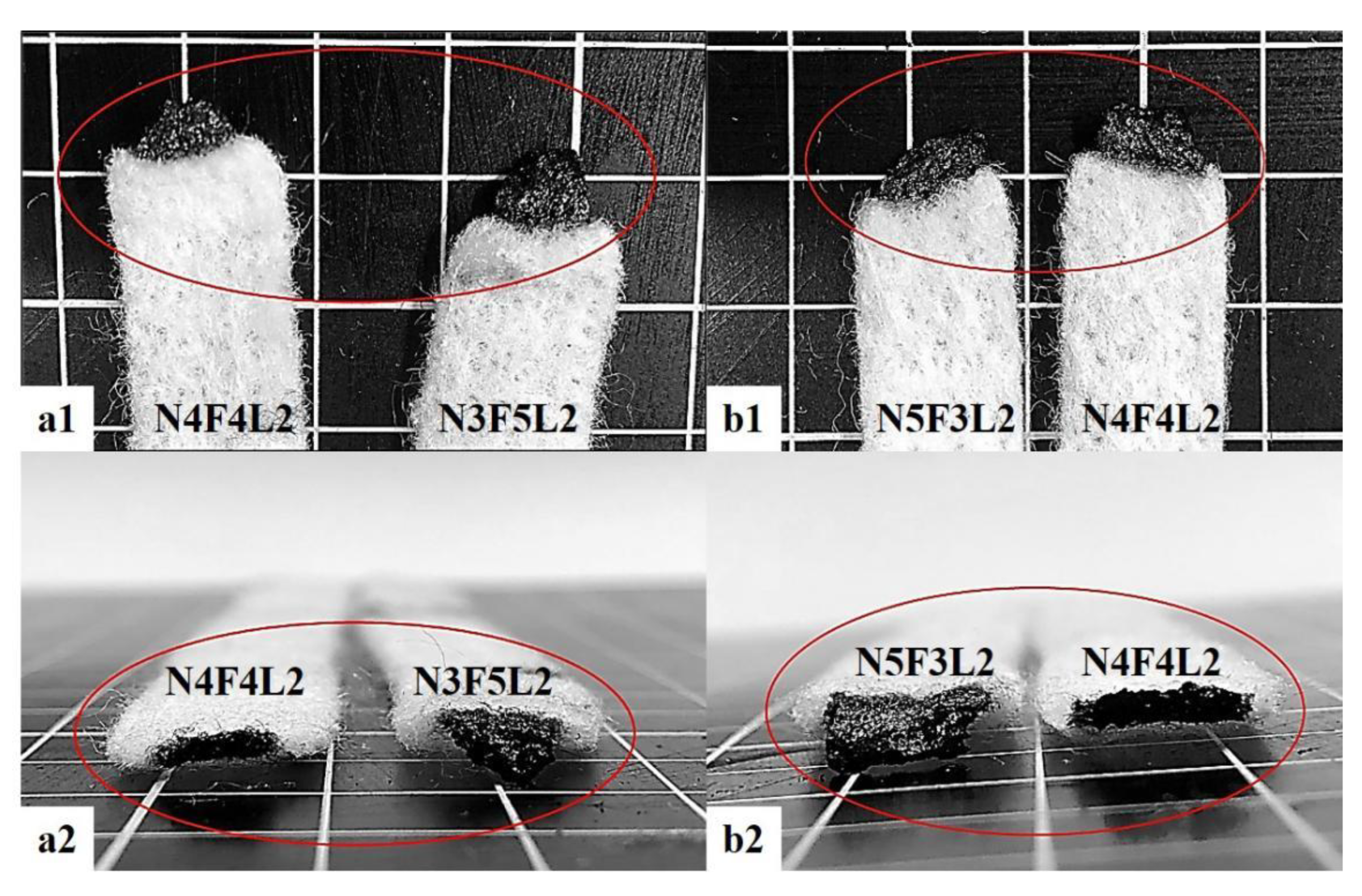
3.2. Effects of Hot-Pressing Temperature and Needle Rolling Density over Combustion Performance of Flame-Retardant NFL Nonwoven Fabrics
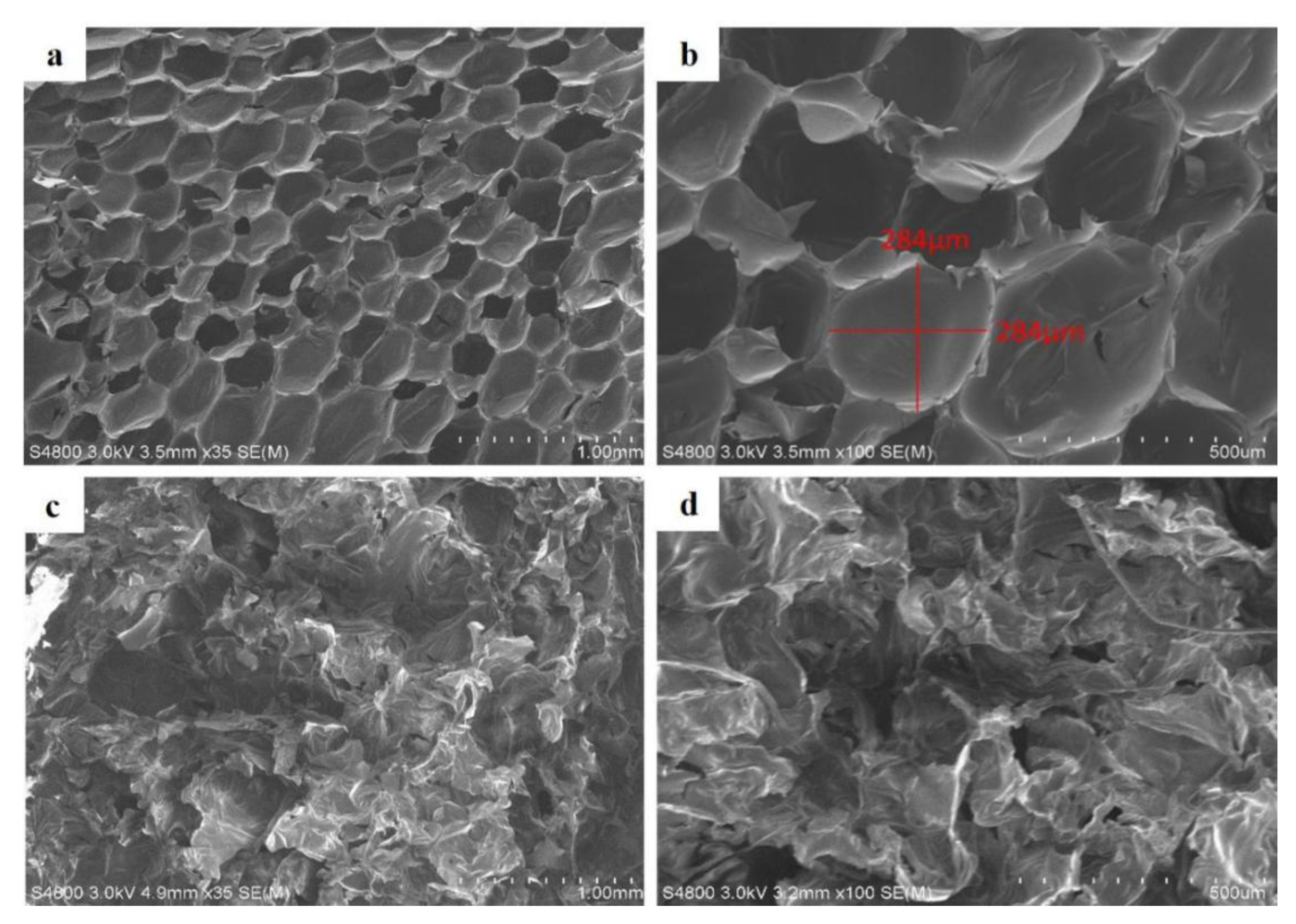
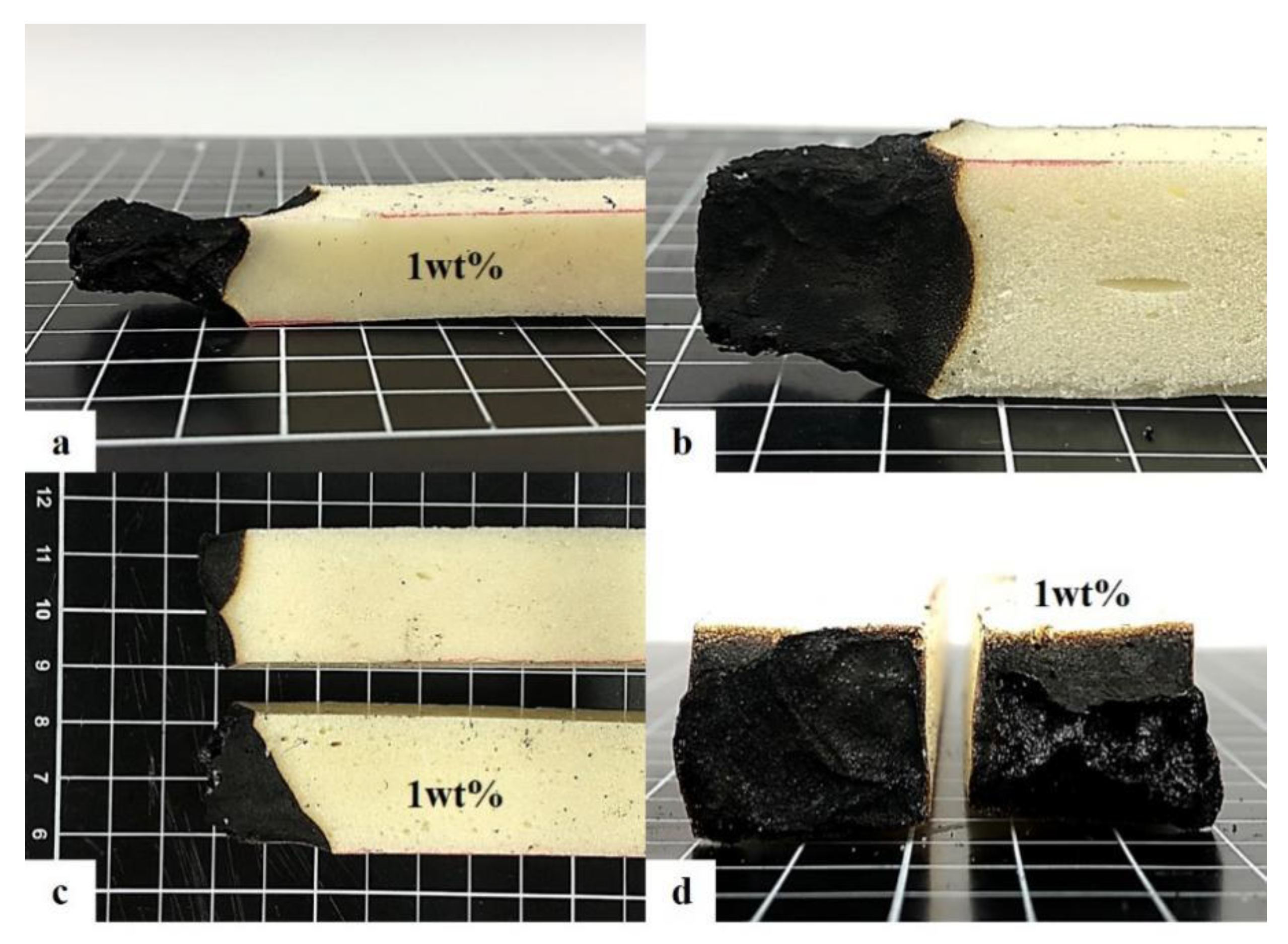
3.3. Property Evaluations of Flame-Retardant Polyurethane (PU) Foam
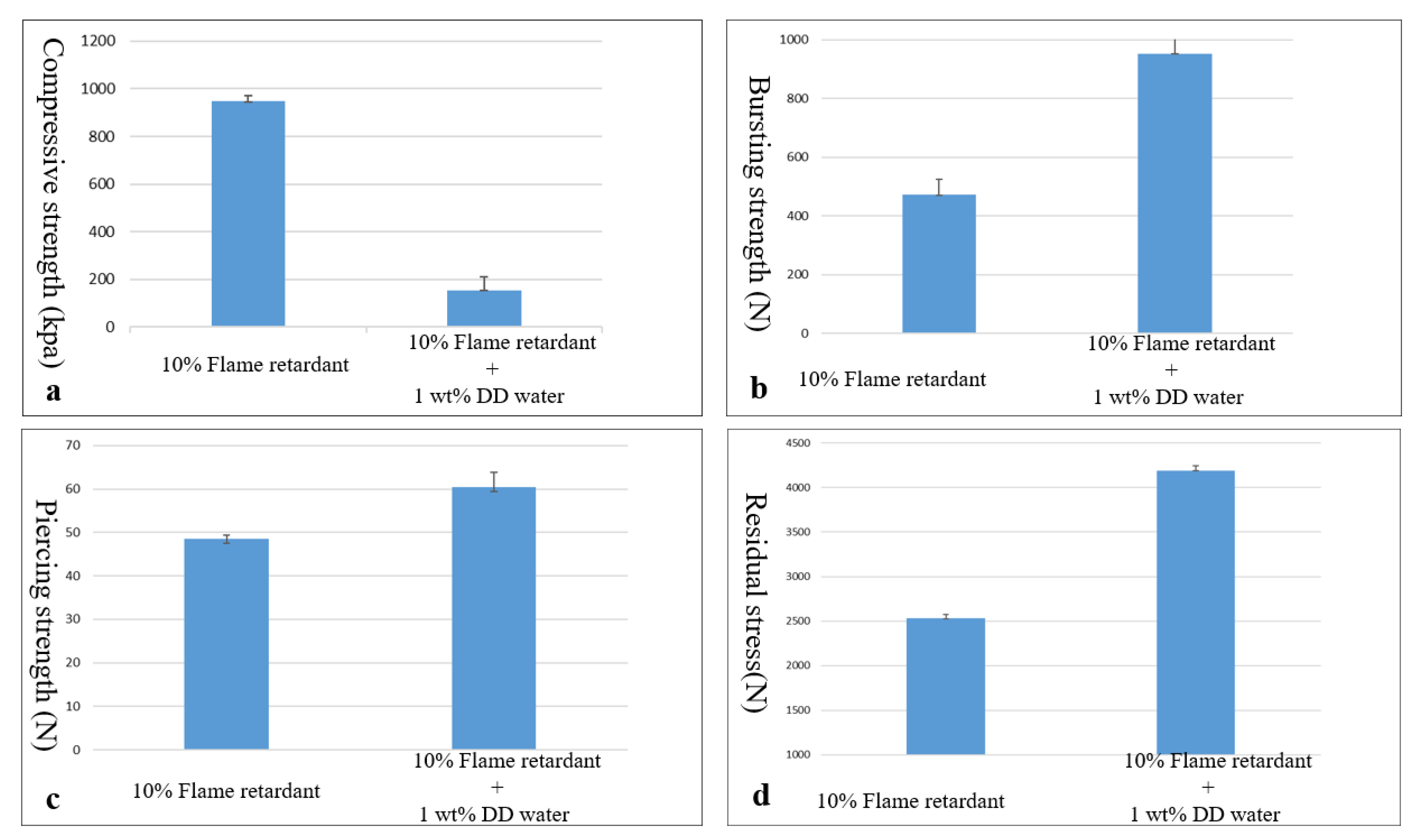
3.4. Mechanical Properties of Flame-Retardant Nonwoven Fabric/Flame-Retardant Rigid PU Foam/Basalt Woven Fabric/Aluminized Foil Film Composite Sheets
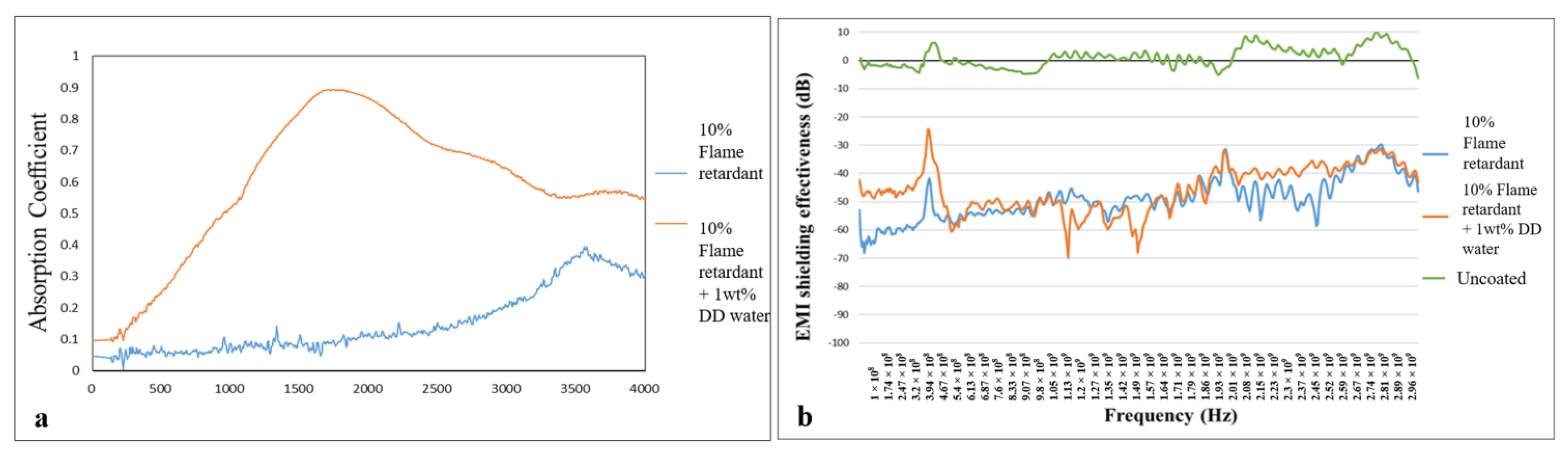
3.5. Sound Absorption and EMI SE of Flame-Retardant Nonwoven Fabric/Flame-Retardant Rigid PU Foam/Basalt Woven Fabric/Aluminized Foil Film Composite Sheets
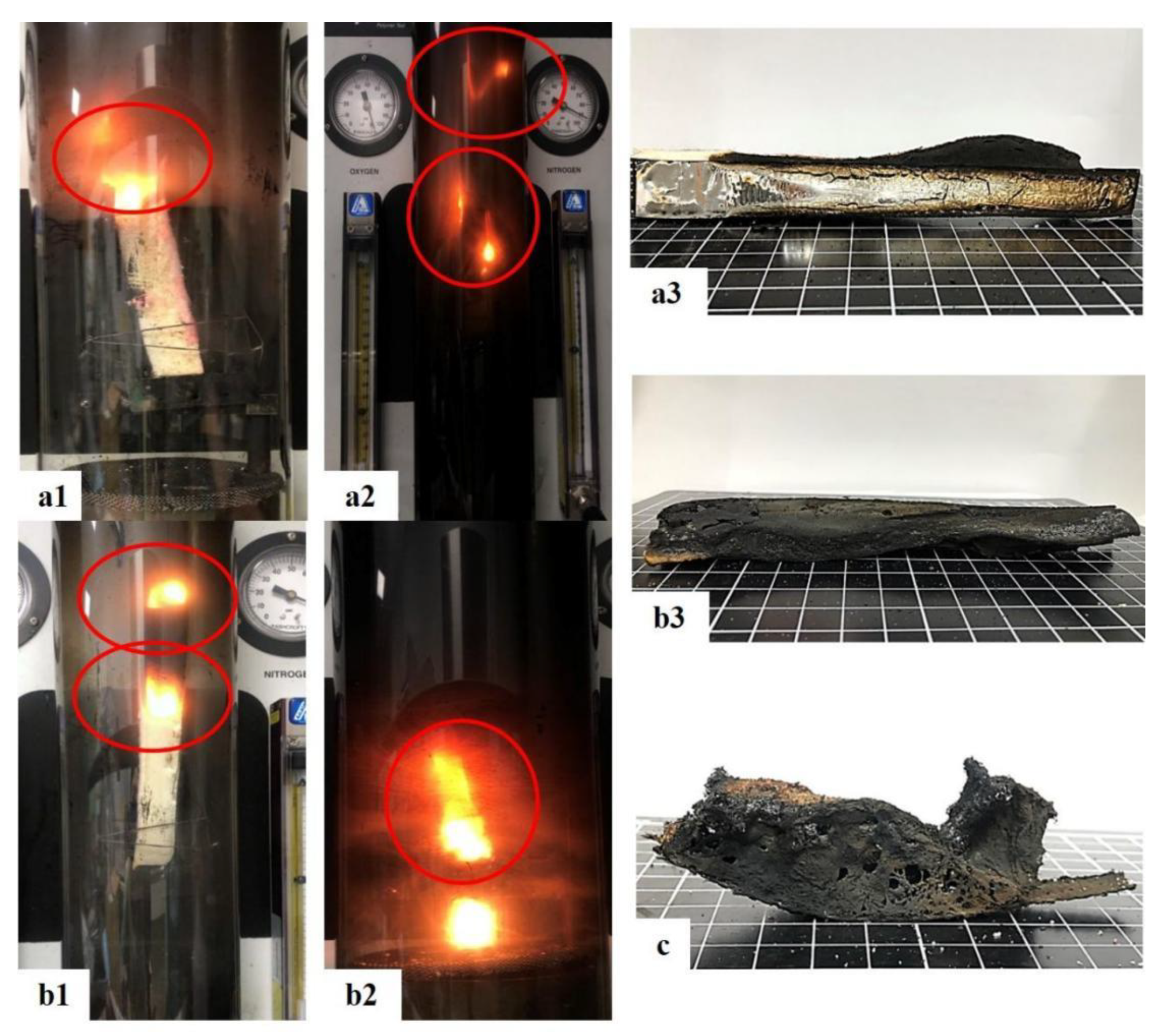
3.6. Combustion Resistance of Flame-Retardant Nonwoven Fabric/Flame-Retardant Rigid PU Foam/Basalt Woven Fabric/Aluminized Foil Film Composite Sheets
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ji, X.Y.; Chen, D.Y.; Shen, J.B.; Guo, S.Y. Flexible and flame-retarding thermoplastic polyurethane-based electromagnetic interference shielding composites. Chem. Eng. J. 2019, 370, 1341–1349. [Google Scholar] [CrossRef]
- Guo, W.W.; Zhao, Y.Y.; Wang, X.; Cai, W.; Wang, J.L.; Song, L.; Hu, Y. Multifunctional epoxy composites with highly flame retardant and effective electromagnetic interference shielding performances. Compos. Part B-Eng. 2020, 192, 107990. [Google Scholar] [CrossRef]
- Shi, H.G.; Zhao, H.B.; Liu, B.W.; Wang, Y.Z. Multifunctional Flame-Retardant Melamine-Based Hybrid Foam for Infrared Stealth, Thermal Insulation, and Electromagnetic Interference Shielding. Acs Appl. Mater. Interfaces 2021, 13, 26505–26514. [Google Scholar] [CrossRef]
- Hu, Q.; Wang, W.Q.; Ma, T.Y.; Zhang, C.D.; Kuang, J.; Wang, R. Anti-UV and hydrophobic dual-functional coating fabrication for flame retardant polyester fabrics by surface-initiated PET RAFT technique. Eur. Polym. J. 2022, 173, 14. [Google Scholar] [CrossRef]
- Xu, Y.J.; Li, W.; Zhu, M.; Yue, X.P.; Wang, M. Novel porous fiber-based composites with excellent sound-absorbing and flame-retardant properties. J. Wood Chem. Technol. 2020, 40, 285–293. [Google Scholar] [CrossRef]
- Cho, H.; Choi, C.; Kim, J.; Choi, D.; Lee, S.W. Eco-Materials Processing & Design VI; Kim, H.S., Park, S., Hur, B.Y., Eds.; Trans Tech Publications: Zurich, Switzerland, 2005; Volume 486–487, pp. 578–581. [Google Scholar]
- Lou, C.W.; Li, T.T.; Huang, C.L.; Hsu, Y.H.; Lin, J.H. Sound-Absorbing and Flame-Retarding Property of Nonwoven Compounded PU foam Planks. J. Eng. Fibers Fabr. 2015, 10, 29–38. [Google Scholar] [CrossRef] [Green Version]
- Mazzuca, P.; Firmo, J.P.; Correia, J.R.; Garrido, M. Mechanical behaviour in shear and compression of polyurethane foam at elevated temperature. J. Sandw. Struct. Mater. 2021, 24, 1429–1448. [Google Scholar] [CrossRef]
- Kweon, Y.H.; Tsuchida, M.; Miyazato, Y.; Aoki, T.; Kim, H.D.; Setoguchi, T. The Effect of Reflector with Sound-Absorbing Material on Supersonic Jet Noise. J. Therm. Sci. 2005, 14, 22–27. [Google Scholar] [CrossRef]
- Lin, J.H.; Li, T.T.; Hsu, Y.H.; Lou, C.W. Preparation and Property Evaluation of Sound-Absorbing/Thermal-Insulating PU Composite Boards with Cushion Protection. Fibers Polym. 2014, 15, 1478–1483. [Google Scholar] [CrossRef]
- Sukhawipat, N.; Saengdee, L.; Pasetto, P.; Junthip, J.; Martwong, E. Sustainable Rigid Polyurethane Foam from Wasted Palm Oil and Water Hyacinth Fiber Composite-A Green Sound-Absorbing Material. Polymers 2022, 14, 201. [Google Scholar] [CrossRef]
- Yang, X.C.; Peng, K.; Shen, X.M.; Zhang, X.N.; Bai, P.F.; Xu, P.J. Geometrical and Dimensional Optimization of Sound Absorbing Porous Copper with Cavity. Mater. Des. 2017, 131, 297–306. [Google Scholar] [CrossRef]
- Takezawa, A.; Yamamoto, T.; Zhang, X.P.; Yamakawa, K.; Nakano, S.; Kitamura, M. An objective function for the topology optimization of sound-absorbing materials. J. Sound Vib. 2019, 443, 804–819. [Google Scholar] [CrossRef]
- Demiryurek, O.; Aydemir, H. Sound absorbing properties of roller blind curtain fabrics. J. Ind. Text. 2017, 47, 3–19. [Google Scholar] [CrossRef]
- Wang, Y.C.; Lan, Y.R.; Shi, X.M.; Sheng, Y.Z.; Yang, Y.T.; Peng, S.; Xu, J.Z. Highly efficient fabrication of self-extinguished flame-retardant and underwater superoleophobic coatings through layer-by-layer method. Mater. Chem. Phys. 2020, 256, 12. [Google Scholar] [CrossRef]
- Yano, E. Adverse health effects of asbestos: Solving mysteries regarding asbestos carcinogenicity based on follow-up survey of a Chinese factory. Environ. Health Prev. Med. 2018, 23, 7. [Google Scholar] [CrossRef] [Green Version]
- Pauzi, N.; Majid, R.A.; Dzulkifli, M.H.; Yahya, M.Y. Development of rigid bio-based polyurethane foam reinforced with nanoclay. Compos. Part B-Eng. 2014, 67, 521–526. [Google Scholar] [CrossRef]
- Ma, Z.W.; Zhang, J.Z.; Liu, L.; Zheng, H.; Dai, J.F.; Tang, L.C.; Song, P.A. A highly fire-retardant rigid polyurethane foam capable of fire-warning. Compos. Commun. 2022, 29, 101046. [Google Scholar] [CrossRef]
- Cui, C.H.; Yan, D.X.; Pang, H.; Jia, L.C.; Xu, X.; Yang, S.; Xu, J.Z.; Li, Z.M. A high heat-resistance bioplastic foam with efficient electromagnetic interference shielding. Chem. Eng. J. 2017, 323, 29–36. [Google Scholar] [CrossRef]
- Li, Q.Y.; Zhang, S.Y.; Mahmood, K.; Jin, Y.; Huang, C.; Huang, Z.W.; Zhang, S.X.; Ming, W.Q. Fabrication of multifunctional PET fabrics with flame retardant, antibacterial and superhydrophobic properties. Prog. Org. Coat. 2021, 157, 10. [Google Scholar] [CrossRef]
- Khaleel, M.; Soykan, U.; Cetin, S. Influences of turkey feather fiber loading on significant characteristics of rigid polyurethane foam: Thermal degradation, heat insulation, acoustic performance, air permeability and cellular structure. Constr. Build. Mater. 2021, 308, 125014. [Google Scholar] [CrossRef]
- Husainie, S.M.; Deng, X.H.; Ghalia, M.A.; Robinson, J.; Naguib, H.E. Natural fillers as reinforcement for closed-molded polyurethane foam plaques: Mechanical, morphological, and thermal properties. Mater. Today Commun. 2021, 27, 102187. [Google Scholar] [CrossRef]
- Tiuc, A.E.; Nemes, O.; Vermesan, H.; Toma, A.C. New sound absorbent composite materials based on sawdust and polyurethane foam. Compos. Part B-Eng. 2019, 165, 120–130. [Google Scholar] [CrossRef]
- Tiuc, A.E.; Dan, V.; Vermesan, H.; Gabor, T.; Proorocu, M. Recovery of Sawdust and Recycled Rubber Granules as Sound Absorbing Materials. Environ. Eng. Manag. J. 2016, 15, 1093–1101. [Google Scholar] [CrossRef]
- Gama, N.; Silva, R.; Carvalho, A.P.O.; Ferreira, A.; Barros-Timmons, A. Sound absorption properties of polyurethane foams derived from crude glycerol and liquefied coffee grounds polyol. Polym. Test. 2017, 62, 13–22. [Google Scholar] [CrossRef]
- Lee, J.; Kim, G.H.; Ha, C.S. Sound Absorption Properties of Polyurethane/Nano-Silica Nanocomposite Foams. J. Appl. Polym. Sci. 2012, 123, 2384–2390. [Google Scholar] [CrossRef]
- Baek, S.H.; Choi, H.J.; Kim, J.H. Effects of Crushing Process and Aging Time on the Sound Absorption Properties of Polyurethane Foams. Polym. -Korea 2020, 44, 91–98. [Google Scholar] [CrossRef]
- del Rey, R.; Alba, J.; Arenas, J.P.; Sanchis, V.J. An empirical modelling of porous sound absorbing materials made of recycled foam. Appl. Acoust. 2012, 73, 604–609. [Google Scholar]
- Lin, J.H.; Li, T.T.; Huang, C.H.; Chuang, Y.C.; Lou, C.W. Manufacture and Properties of Protective Sound-Absorbing Mesh-Reinforced Composite Foam Board: Effects of Filler Content and Mesh Opening. Fibers Polym. 2015, 16, 2046–2055. [Google Scholar] [CrossRef]
- Tang, G.; Liu, M.R.; Deng, D.; Zhao, R.Q.; Liu, X.L.; Yang, Y.D.; Yang, S.J.; Liu, X.Y. Phosphorus-containing soybean oil-derived polyols for flame-retardant and smoke-suppressant rigid polyurethane foams. Polym. Degrad. Stab. 2021, 191, 109701. [Google Scholar] [CrossRef]
- Wang, S.H.; Wang, X.G.; Wang, X.; Li, H.F.; Sun, J.; Sun, W.X.; Yao, Y.; Gu, X.Y.; Zhang, S. Surface coated rigid polyurethane foam with durable flame retardancy and improved mechanical property. Chem. Eng. J. 2020, 385, 123755. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Unprocessed | 140 °C | |||||
| N3F5L2 | N4F4L2 | N5F3L2 | N3F5L2 | N4F4L2 | N5F3L2 | |
| 1.25 | 23 | 22 | 25 | 23 | 26 | 26 |
| 1.5 | 22 | 24 | 24 | 23 | 24 | 26 |
| 1.75 | 23 | 26 | 25 | 24 | 24 | 25 |
| 150 °C | 160 °C | |||||
| N3F5L2 | N4F4L2 | N5F3L2 | N3F5L2 | N4F4L2 | N5F3L2 | |
| 1.25 | 24 | 24 | 23 | 22 | 24 | 24 |
| 1.5 | 23 | 23 | 23 | 24 | 23 | 24 |
| 1.75 | 23 | 23 | 23 | 22 | 23 | 24 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shiu, B.-C.; Huang, C.-H.; Yang, H.-L.; Chen, Y.-S.; Lou, C.-W.; Lin, J.-H. Construction Sheets Made of High-Performance Flame-Retardant Nonwoven Fabrics and Combustion-Resistant Polyurethane Foam: Preparation Process and Property Evaluations. Polymers 2023, 15, 953. https://doi.org/10.3390/polym15040953
Shiu B-C, Huang C-H, Yang H-L, Chen Y-S, Lou C-W, Lin J-H. Construction Sheets Made of High-Performance Flame-Retardant Nonwoven Fabrics and Combustion-Resistant Polyurethane Foam: Preparation Process and Property Evaluations. Polymers. 2023; 15(4):953. https://doi.org/10.3390/polym15040953
Chicago/Turabian StyleShiu, Bing-Chiuan, Chen-Hung Huang, Hua-Lin Yang, Yueh-Sheng Chen, Ching-Wen Lou, and Jia-Horng Lin. 2023. "Construction Sheets Made of High-Performance Flame-Retardant Nonwoven Fabrics and Combustion-Resistant Polyurethane Foam: Preparation Process and Property Evaluations" Polymers 15, no. 4: 953. https://doi.org/10.3390/polym15040953