
By-Products from Food Industry as a Promising Alternative for the Conventional Fillers for Wood–Polymer Composites

 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Polymer Composites
2.3. Measurements
3. Results and Discussion
3.1. Melt Flow Index of Prepared Composites
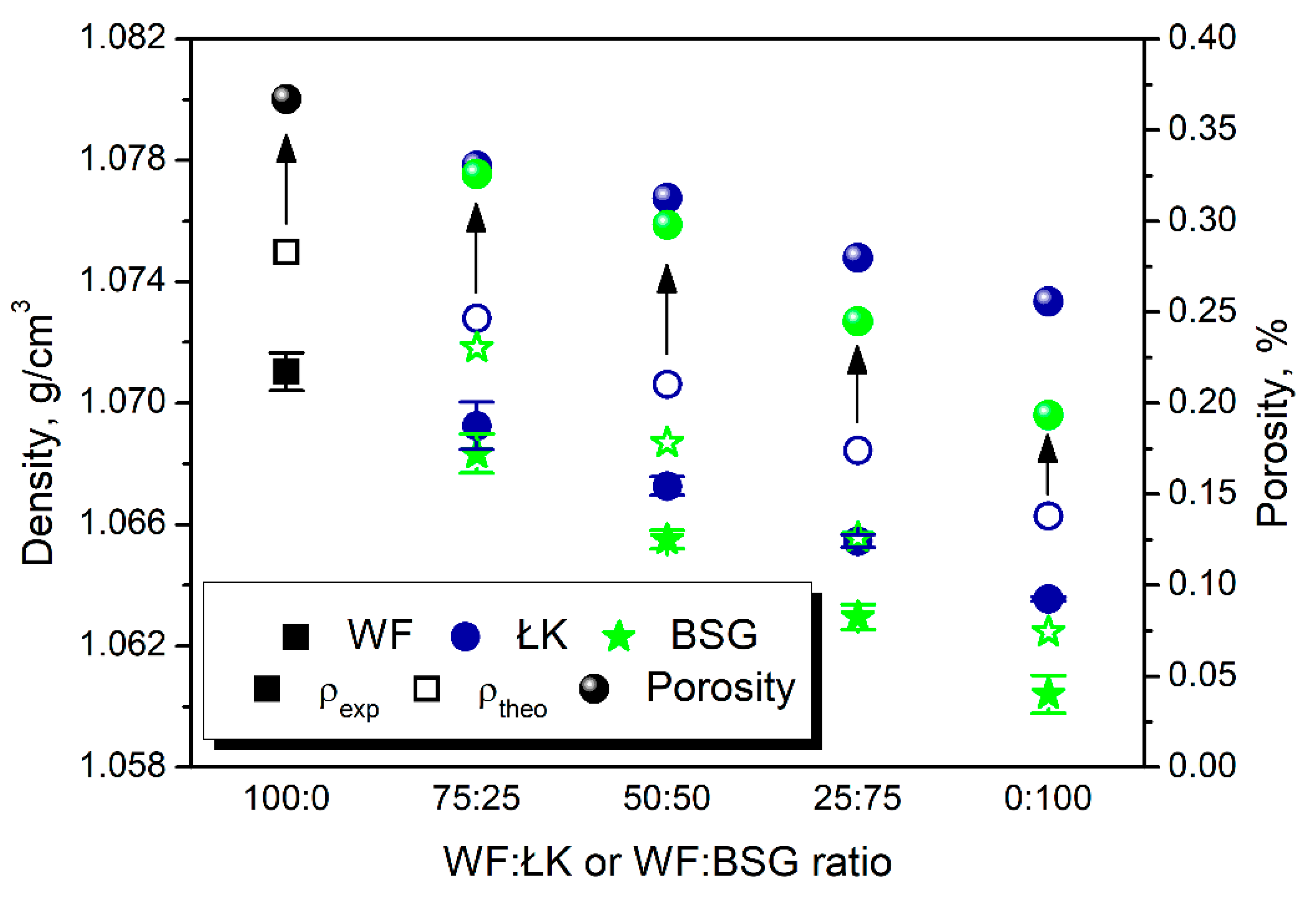
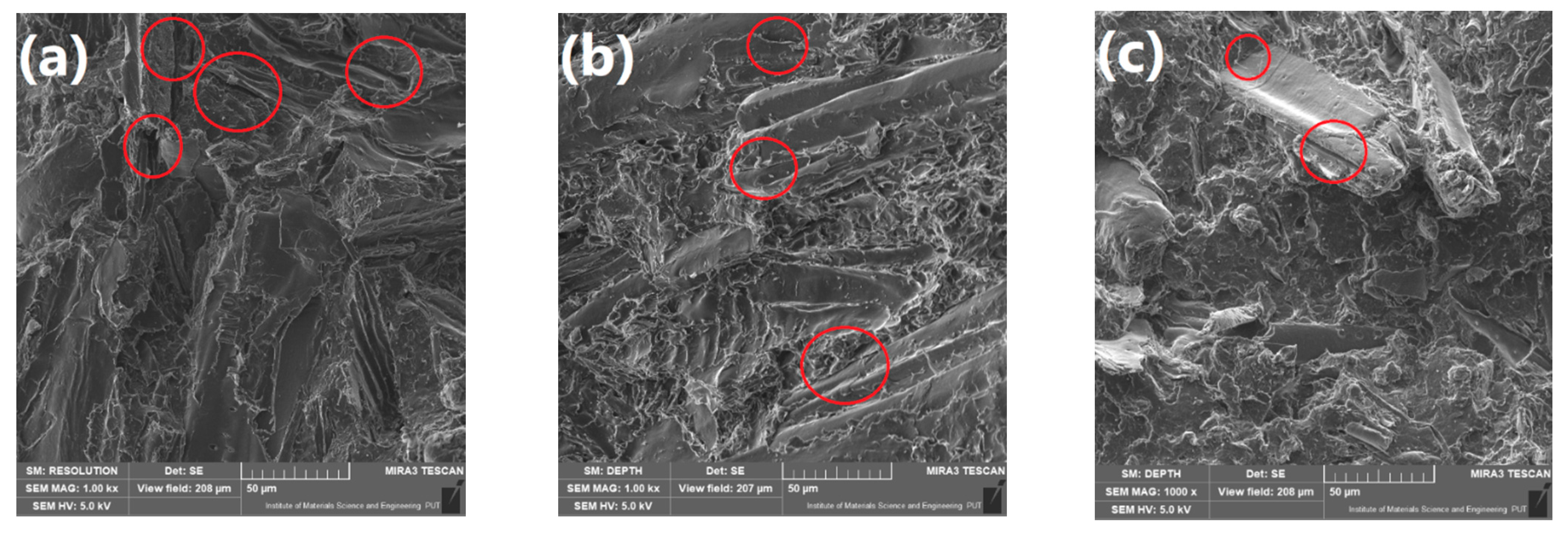
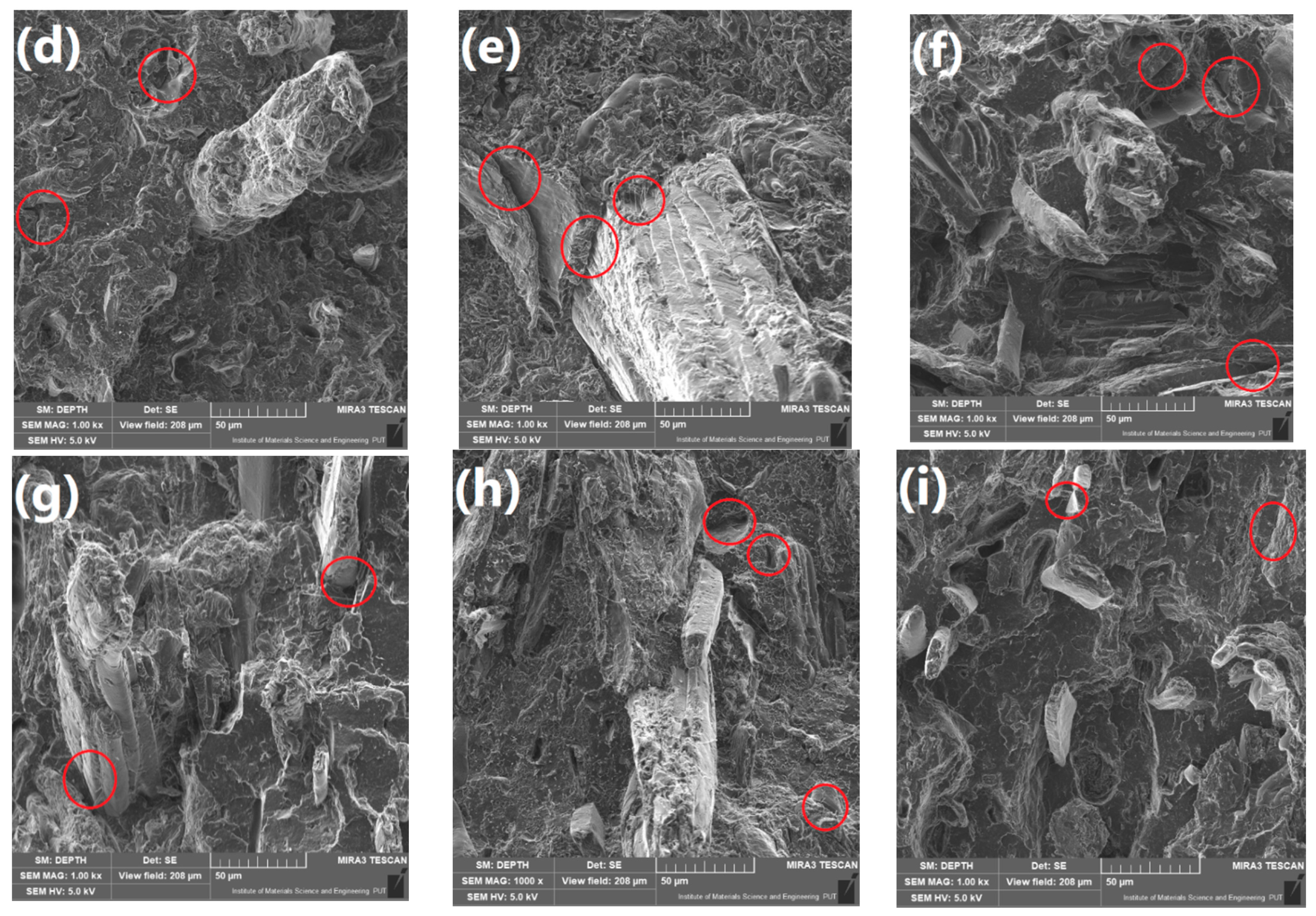
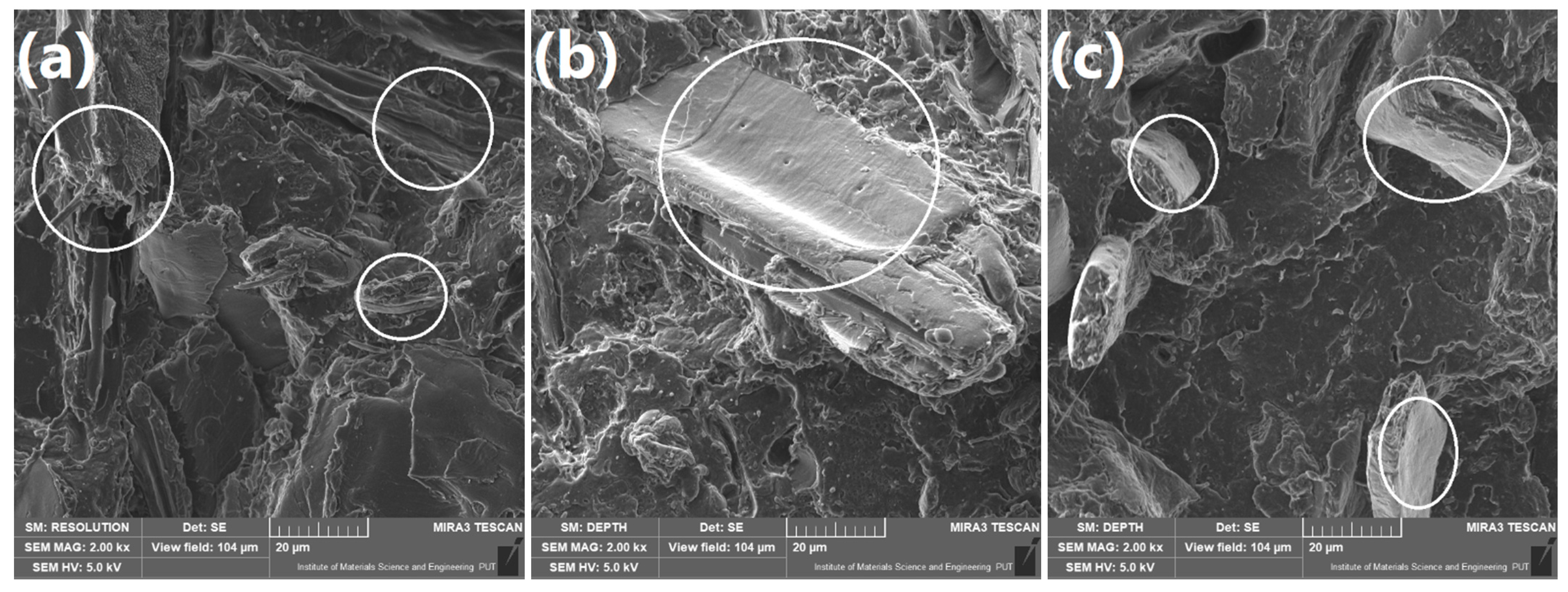
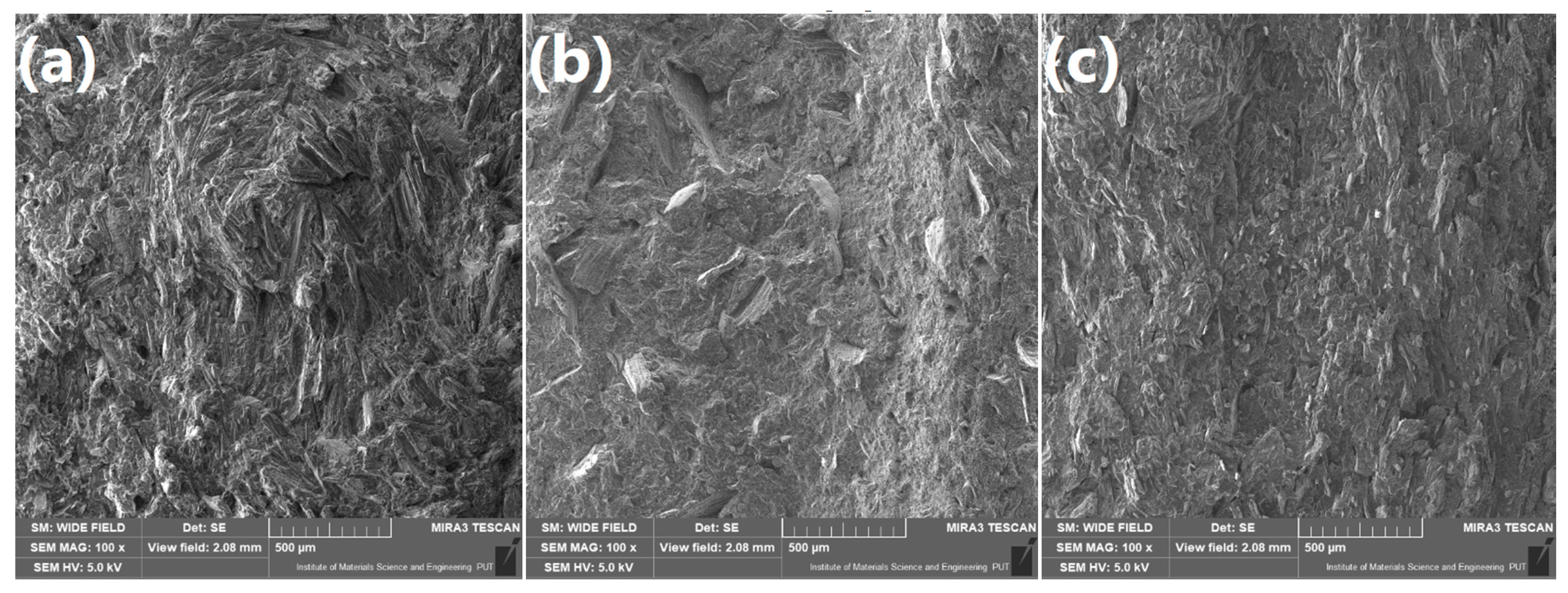
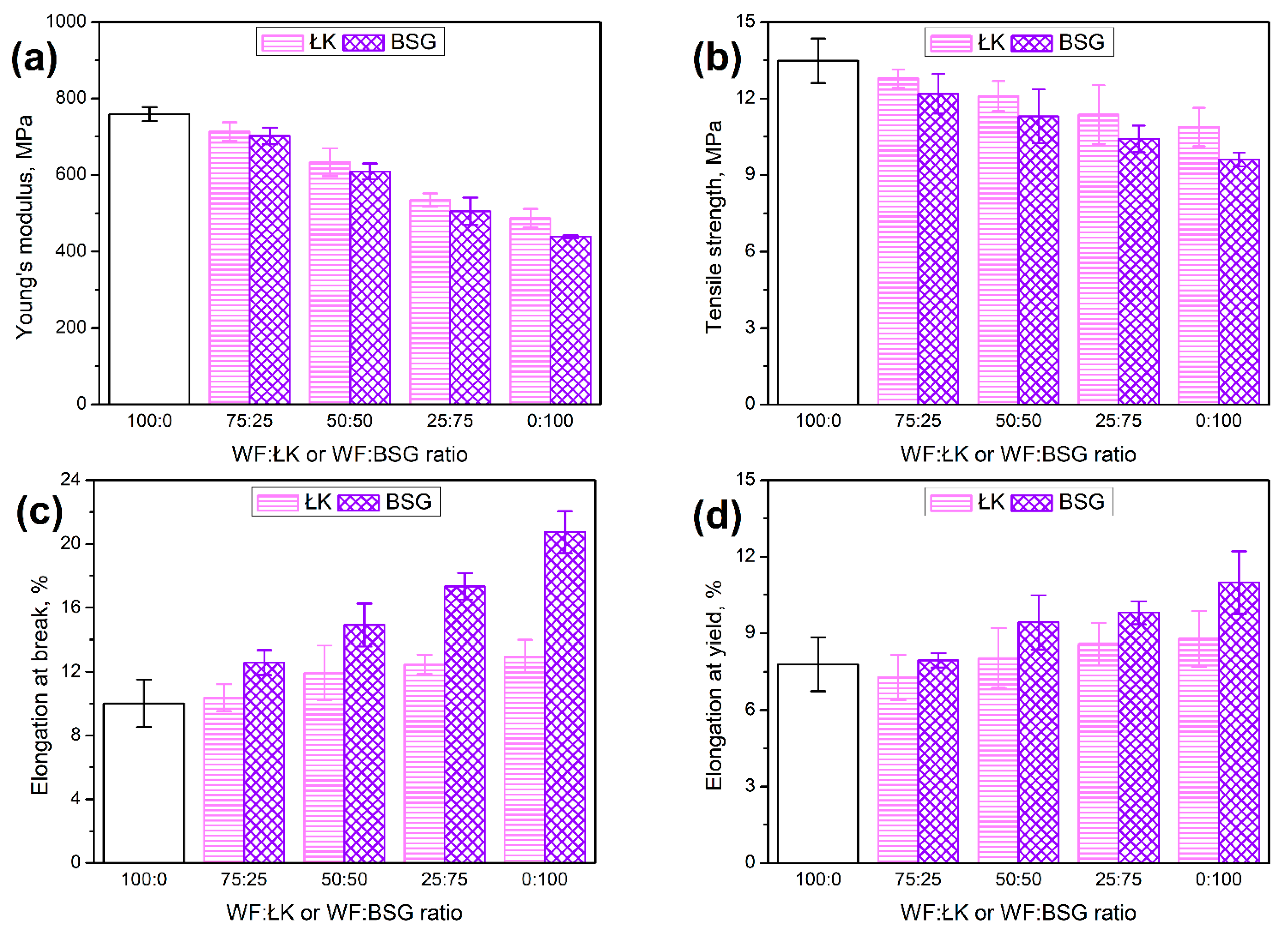
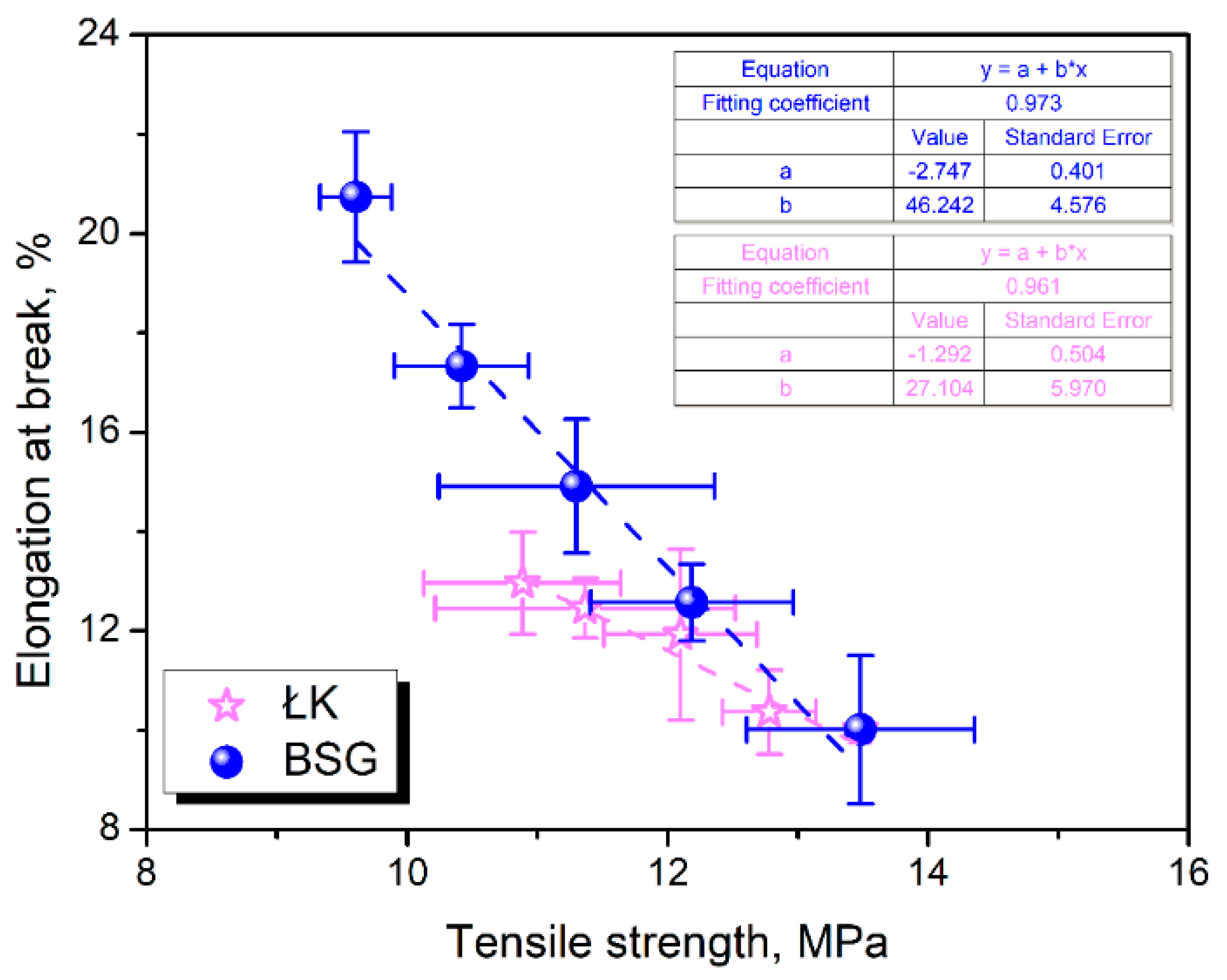
3.2. Structure and Physicomechanical Performance of Prepared Composites
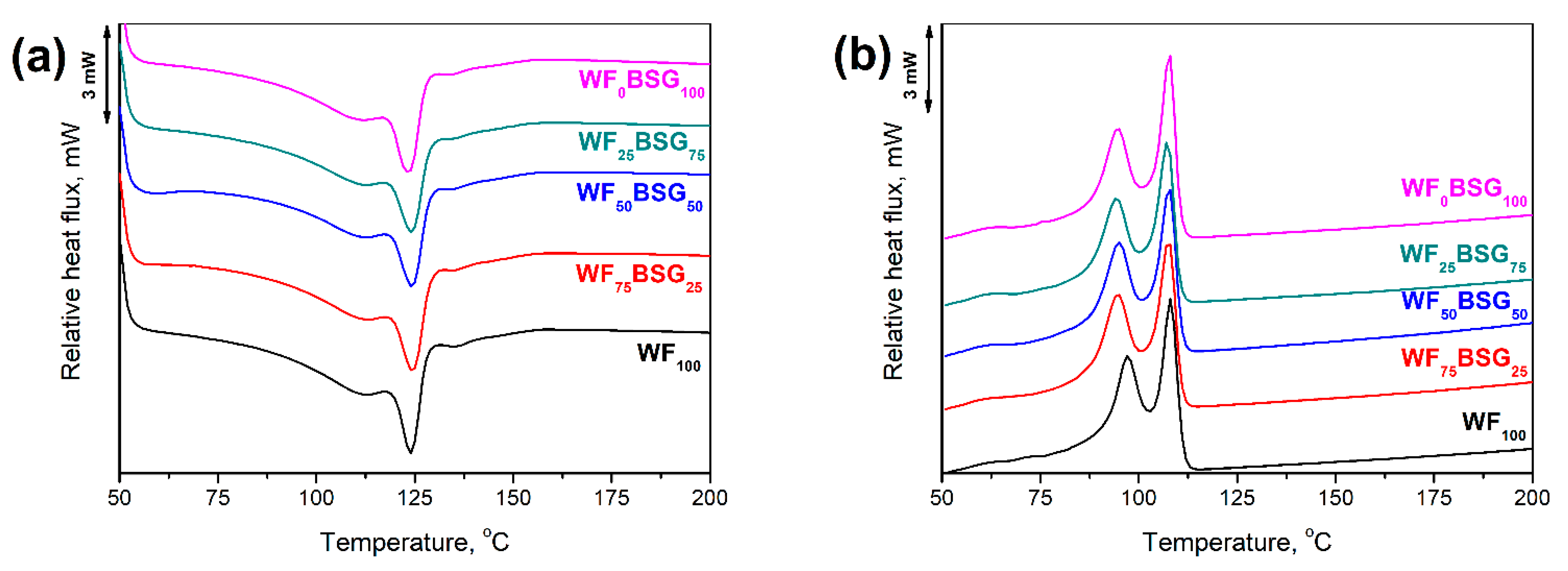
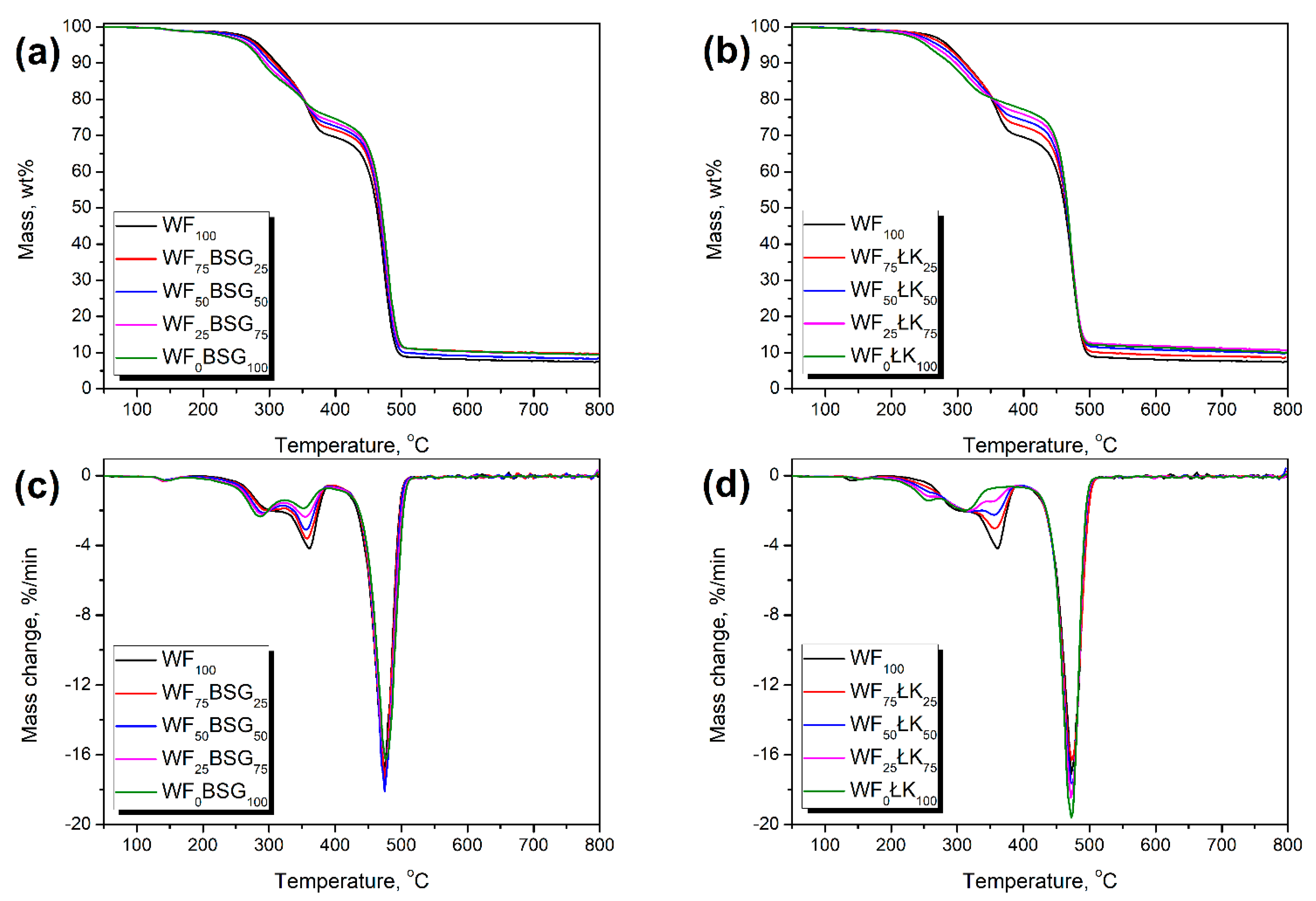
3.3. Thermal Properties of Prepared Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Caldeira, C.; De Laurentiis, V.; Corrado, S.; van Holsteijn, F.; Sala, S. Quantification of food waste per product group along the food supply chain in the European Union: A mass flow analysis. Resour. Conserv. Recy. 2019, 149, 479–488. [Google Scholar] [CrossRef]
- Food Wastage: Key Facts and Figures. Available online: http://www.fao.org/news/story/en/item/196402/icode/ (accessed on 26 February 2021).
- Hejna, A.; Kosmela, P.; Formela, K.; Piszczyk, Ł.; Haponiuk, J.T. Potential applications of crude glycerol in polymer technology–Current state and perspectives. Renew. Sust. Energy Rev. 2016, 66, 449–475. [Google Scholar] [CrossRef]
- Kurek, M.; Garofulić, I.E.; Bakić, M.T.; Ščetar, M.; Uzelac, V.D.; Galić, K. Development and evaluation of a novel antioxidant and pH indicator film based on chitosan and food waste sources of antioxidants. Food Hydrocolloid. 2018, 84, 238–246. [Google Scholar] [CrossRef]
- Makris, D.P.; Şahin, S. Polyphenolic Antioxidants from Agri-Food Waste Biomass. Antioxidants 2019, 8, 624. [Google Scholar] [CrossRef] [Green Version]
- Badolati, N.; Masselli, R.; Maisto, M.; Di Minno, A.; Tenore, G.C.; Stornaiuolo, M.; Novellino, E. Genotoxicity Assessment of Three Nutraceuticals Containing Natural Antioxidants Extracted from Agri-Food Waste Biomasses. Foods 2020, 9, 1461. [Google Scholar] [CrossRef]
- Ahmed, I.I.; Gupta, A.K. Pyrolysis and gasification of food waste: Syngas characteristics and char gasification kinetics. Appl. Energ. 2010, 87, 101–108. [Google Scholar] [CrossRef]
- Maag, A.R.; Paulsen, A.D.; Amundsen, T.J.; Yelvington, P.E.; Tompsett, G.A.; Timko, M.T. Catalytic Hydrothermal Liquefaction of Food Waste Using CeZrOx. Energies 2018, 11, 564. [Google Scholar] [CrossRef] [Green Version]
- Sharma, P.; Gaur, V.K.; Kim, S.H.; Pandey, A. Microbial strategies for bio-transforming food waste into resources. Bioresource Technol. 2020, 299, 122580. [Google Scholar] [CrossRef]
- Cinelli, P.; Seggiani, M.; Coltelli, M.B.; Danti, S.; Righetti, M.C.; Gigante, V.; Sandroni, M.; Signori, F.; Lazzeri, A. Overview of Agro-Food Waste and By-Products Valorization for Polymer Synthesis and Modification for Bio-Composite Production. Proceedings 2021, 69, 22. [Google Scholar] [CrossRef]
- Cecchi, T.; Giuliani, A.; Iacopini, F.; Santulli, C.; Sarasini, F.; Tirillo, J. Unprecedented high percentage of food waste powder filler in poly lactic acid green composites: Synthesis, characterization, and volatile profile. Environ. Sci. Pollut. Res. 2019, 26, 7263–7271. [Google Scholar] [CrossRef] [PubMed]
- Sharma, H.; Singh, I.; Misra, J.P. Mechanical and thermal behaviour of food waste (Citrus limetta peel) fillers–based novel epoxy composites. Polym. Polym. Compos. 2019, 27, 527–535. [Google Scholar] [CrossRef]
- Lebersorger, S.; Schneider, F. Discussion on the methodology for determining food waste in household waste composition studies. Waste Manag. 2011, 31, 1924–1933. [Google Scholar] [CrossRef]
- Zhang, R.; Elmashad, H.; Hartman, K.; Wang, F.; Liu, G.; Choate, C.; Gamble, P. Characterization of food waste as feedstock for anaerobic digestion. Bioresour. Technol. 2007, 98, 929–935. [Google Scholar] [CrossRef]
- Vieira, M.G.A.; da Silva, M.A.; dos Santos, L.O.; Beppu, M.M. Natural-based plasticizers and biopolymer films: A review. Eur. Polym. J. 2011, 47, 254–263. [Google Scholar] [CrossRef] [Green Version]
- Srebrenkoska, V.; Bogoeva Gaceva, G.; Dimeski, D. Biocomposites based on polylactic acid and their thermal behavior after recycing. Maced. J. Chem. Chem. Eng. 2014, 33, 277–285. [Google Scholar] [CrossRef] [Green Version]
- Tsang, Y.F.; Kumar, V.; Samadar, P.; Yang, Y.; Lee, J.; Ok, Y.S.; Song, H.; Kim, K.H.; Kwon, E.E.; Jeon, Y.J. Production of bioplastic through food waste valorization. Environ. Int. 2019, 127, 625–644. [Google Scholar] [CrossRef]
- Hejna, A.; Formela, K. Sposób Suszenia i Rozdrabniania Młóta Browarnianego. Polish patent application P.430449, 30 June 2019. [Google Scholar]
- Hejna, A.; Barczewski, M.; Skórczewska, K.; Szulc, J.; Chmielnicki, B.; Korol, J.; Formela, K. Sustainable upcycling of brewers‘ spent grain by thermo-mechanical treatment in twin-screw extruder. J. Clean. Prod. 2021, 285, 124839. [Google Scholar] [CrossRef]
- Akgul, M.; Tozluoglu, A. Some Chemical and Morphological Properties of Juvenile Woods from Beech (Fagus orientalis L.) and Pine (Pinus nigra A.) Plantations. Trend. Appl. Sci. Res. 2009, 4, 116–125. [Google Scholar] [CrossRef]
- Bodĭrlǎu, R.; Teacă, C.A.; Spiridon, I. Chemical modification of beech wood: Effect on thermal stability. Bioresources 2008, 3, 789–800. [Google Scholar]
- Hejna, A. Coffee Silverskin as a Potential Bio-Based Antioxidant for Polymer Materials: Brief Review. Proceedings 2021, 69, 20. [Google Scholar] [CrossRef]
- Lynch, K.M.; Steffen, E.J.; Arendt, E.K. Brewers’ spent grain: A review with an emphasis on food and health. J. I. Brewing 2016, 122, 553–568. [Google Scholar] [CrossRef]
- Qiu, W.; Zhang, F.; Endo, T.; Hirotsu, T. Isocyanate as a compatibilizing agent on the properties of highly crystalline cellulose/polypropylene composites. J. Mater. Sci. 2005, 40, 3607–3614. [Google Scholar] [CrossRef]
- Muhammad Khan, R.; Mushtaq, A.; Israr, A.; Nafees, A. Comparative Study for Melt Flow Index of High Density Polyethylene, Low Density Polyethylene and Linear Low Density Polyethylene. Pakis. J. Eng. Appl. Sci. 2019, 24, 18–25. [Google Scholar]
- Kazemi-Najafi, S.; Englund, K.R. Effect of highly degraded high-density polyethylene (HDPE) on processing and mechanical properties of wood flour-HDPE composites. J. Appl. Polym. Sci. 2013, 129, 3404–3410. [Google Scholar] [CrossRef]
- De Carvalho, M.S.; Azevedo, J.B.; Barbosa, J.D.V. Effect of the melt flow index of an HDPE matrix on the properties of composites with wood particles. Polym. Test. 2020, 90, 106678. [Google Scholar] [CrossRef]
- Santi, C.R.; Hage, E.; Vlachopoulos, J.; Correa, C.A. Rheology and Processing of HDPE/Wood Flour Composites. Int. Polym. Process. 2009, 24, 346–353. [Google Scholar] [CrossRef]
- Selmin, F.; Franceschini, I.; Cupone, I.E.; Minghetti, P.; Cilurzo, F. Aminoacids as non-traditional plasticizers of maltodextrins fast-dissolving film. Carbohydr. Polym. 2015, 115, 613–616. [Google Scholar] [CrossRef]
- Hejna, A.; Formela, K.; Saeb, M.R. Processing, mechanical and thermal behavior assessments of polycaprolactone/agricultural wastes biocomposites. Ind. Crop. Prod. 2015, 76, 725–733. [Google Scholar] [CrossRef]
- Hejna, A.; Barczewski, M.; Kosmela, P.; Mysiukiewicz, O.; Kuzmin, A. Coffee Silverskin as a Multifunctional Waste Filler for High-Density Polyethylene Green Composites. J. Compos. Sci. 2021, 5, 44. [Google Scholar] [CrossRef]
- Zarrinbakhsh, N.; Wang, T.; Rodriguez-Uribe, A.; Misra, M.; Mohanty, A.K. Characterization of Wastes and Coproducts from the Coffee Industry for Composite Material Production. BioResources 2016, 11, 7637–7653. [Google Scholar] [CrossRef] [Green Version]
- Fischer, H.; Polikarpov, I.; Craievich, A.F. Average protein density is a molecular-weight-dependent function. Protein Sci. 2009, 13, 2825–2828. [Google Scholar] [CrossRef]
- Yin, B.; Hakkarainen, M. Green Plasticizers from Liquefied Wood. Waste Biomass Valori. 2013, 5, 651–659. [Google Scholar] [CrossRef]
- Klímek, P.; Wimmer, R.; Kumar Mishra, P.; Kúdela, J. Utilizing brewer’s-spent-grain in wood-based particleboard manufacturing. J. Clean. Prod. 2017, 141, 812–817. [Google Scholar] [CrossRef]
- Hejna, A. Potential applications of by-products from the coffee industry in polymer technology—Current state and perspectives. Waste Manag. 2021, 121, 296–330. [Google Scholar] [CrossRef]
- Ikram, S.; Huang, L.; Zhang, H.; Wang, J.; Yin, M. Composition and Nutrient Value Proposition of Brewers Spent Grain. J. Food Sci. 2017, 82, 2232–2242. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mussatto, S.I.; Dragone, G.; Roberto, I.C. Brewers’ spent grain: Generation, characteristics and potential applications. J. Cereal Sci. 2006, 43, 1–14. [Google Scholar] [CrossRef]
- Ktenioudaki, A.; Chaurin, V.; Reis, S.F.; Gallagher, E. Brewer’s spent grain as a functional ingredient for breadsticks. Int. J. Food Sci. Technol. 2012, 47, 1765–1771. [Google Scholar] [CrossRef] [Green Version]
- Dominici, F.; García García, D.; Fombuena, V.; Luzi, F.; Puglia, D.; Torre, L.; Balart, R. Bio-Polyethylene-Based Composites Reinforced with Alkali and Palmitoyl Chloride-Treated Coffee Silverskin. Molecules 2019, 24, 3113. [Google Scholar] [CrossRef] [Green Version]
- Marghalani, H.Y. Effect of filler particles on surface roughness of experimental composite series. J. Appl. Oral Sci. 2010, 18, 59–67. [Google Scholar] [CrossRef] [Green Version]
- Chattopadhyay, P.K.; Das, N.C.; Chattopadhyay, S. Influence of interfacial roughness and the hybrid filler microstructures on the properties of ternary elastomeric composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1049–1059. [Google Scholar] [CrossRef]
- Njoku, R.E.; Okon, A.E.; Ikpaki, T.C. Effects of Variation of Particle Size and Weight Fraction on the Tensile Strength and Modulus of Periwinkle Shell Reinforced Polyester Composite. Niger. J. Technol. 2011, 30, 87–93. [Google Scholar]
- Durowaye, S.I.; Lawal, G.I.; Olagbaju, O.I. Microstructure and Mechanical Properties of Sisal Particles Reinforced Polypropylene Composite. Int. J. Compos. Mater. 2014, 4, 190–195. [Google Scholar]
- Hassan, S.B.; Aigbodion, V.S.; Patrick, S.N. Development of Polyester/Eggshell Particulate Composites. Tribol. Ind. 2012, 34, 217–225. [Google Scholar]
- Stein, T.M.; Gordon, S.H.; Greene, R.V. Amino acids as plasticizers: II Use of quantitative structure-property relationships to predict the behavior of monoammoniummonocarboxylate plasticizers in starch-glycerol blends. Carbohydr. Polym. 1999, 39, 7–16. [Google Scholar] [CrossRef]
- Fonseca, C.A.; Harrison, I.R. An investigation of co-crystallization in LDPE/HDPE blends using DSC and TREF. Thermochim. Acta 1998, 313, 37–41. [Google Scholar] [CrossRef]
- Munaro, M.; Akcelrud, L. Correlations between composition and crystallinity of LDPE/HDPE blends. J. Polym. Res. 2007, 15, 83–88. [Google Scholar] [CrossRef]
- Li, D.; Zhou, L.; Wang, X.; He, L.; Yang, X. Effect of Crystallinity of Polyethylene with Different Densities on Breakdown Strength and Conductance Property. Materials 2019, 12, 1746. [Google Scholar] [CrossRef] [Green Version]
- Hejna, A.; Kosmela, P. Insights into Compatibilization of Poly(ε-caprolactone)-based Biocomposites with Diisocyanates as Modifiers of Cellulose Fillers. Mindanao J. Sci. Technol. 2020, 18, 221–241. [Google Scholar]
- Li, C.; Luo, J.; Qin, Z.; Chen, H.; Gao, Q.; Li, J. Mechanical and thermal properties of microcrystalline cellulose-reinforced soy protein isolate–gelatin eco-friendly films. RSC Adv. 2015, 5, 56518–56525. [Google Scholar] [CrossRef]
- Almeida, G.; Remond, R.; Perre, P. Hygroscopic behaviour of lignocellulosic materials: Dataset at oscillating relative humidity variations. J. Build. Eng. 2018, 19, 320–333. [Google Scholar] [CrossRef]
- George, J.; Sreekala, M.S.; Thomas, S. A review on interface modification and characterization of natural fiber reinforced plastic composites. Polym. Eng. Sci. 2001, 41, 1471–1485. [Google Scholar] [CrossRef]
- Shen, D.K.; Gu, S. The mechanism for thermal decomposition of cellulose and its main products. Bioresour. Technol. 2009, 100, 6496–6504. [Google Scholar] [CrossRef]
- Bogoeva-Gaceva, G.; Dimeski, D.; Srebrenkoska, V. Biocomposites based on poly (lactic acid) and kenaf fibers: Effect of micro-fibrillated cellulose. Maced. J. Chem. Chem. Eng. 2013, 32, 331–335. [Google Scholar] [CrossRef]
- Vargun, E.; Baysal, E.; Turkoglu, T.; Yuksel, M.; Toker, H. Thermal degradation of oriental beech wood impregnated with different inorganic salts. Maderas. Cie. Tecnol. 2019, 21, 163–170. [Google Scholar] [CrossRef]
- Marková, I.; Ladomerský, J.; Hroncová, E.; Mračková, E. Thermal parameters of beech wood dust. BioResources 2018, 13, 3098–3109. [Google Scholar] [CrossRef]
- Vanreppelen, K.; Vanderheyden, S.; Kuppens, T.; Schreurs, S.; Yperman, J.; Carleer, R. Activated carbon from pyrolysis of brewer’s spent grain: Production and adsorption properties. Waste Manag. Res. 2014, 32, 634–645. [Google Scholar] [CrossRef]
- Borel, L.D.M.S.; Lira, T.S.; Ribeiro, J.A.; Ataíde, C.H.; Barrozo, M.A.S. Pyrolysis of brewer’s spent grain: Kinetic study and products identification. Ind. Crop. Prod. 2018, 121, 388–395. [Google Scholar] [CrossRef]
- Zedler, Ł.; Colom, X.; Saeb, M.R.; Formela, K. Preparation and characterization of natural rubber composites highly filled with brewers’ spent grain/ground tire rubber hybrid reinforcement. Compos. Part B Eng. 2018, 145, 182–188. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Zuorro, A.; Maffei, G.; Lavecchia, R.; Puglia, D.; Dominici, F.; Luzi, F.; Valente, T.; Torre, L. Recycling coffee silverskin in sustainable composites based on a poly(butylene adipate-co-terephthalate)/poly(3-hydroxybutyrate-co-3-hydroxyvalerate) matrix. Ind. Crop. Prod. 2018, 118, 311–320. [Google Scholar] [CrossRef]
- Totaro, G.; Sisti, L.; Fiorini, M.; Lancellotti, I.; Andreola, F.N.; Saccani, A. Formulation of Green Particulate Composites from PLA and PBS Matrix and Wastes Deriving from the Coffee Production. J. Polym. Environ. 2019, 27, 1488–1496. [Google Scholar] [CrossRef]
- Sharma, A.; Mandal, T.; Goswami, S. Cellulose nanofibers from rice straw: Process development for improved delignification and better crystallinity index. Trends Carbohyd. Res. 2018, 9, 1. [Google Scholar]
- Zhang, N.; Tao, P.; Lu, Y.; Nie, S. Effect of lignin on the thermal stability of cellulose nanofibrils produced from bagasse pulp. Cellulose 2019, 26, 7823–7835. [Google Scholar] [CrossRef]
- Aboulkas, A.; El Harfi, K.; El Bouadili, A. Thermal degradation behaviors of polyethylene and polypropylene. Part I: Pyrolysis kinetics and mechanisms. Energ. Conv. Manage. 2010, 51, 1363–1369. [Google Scholar] [CrossRef]
- Das, P.; Tiwari, P. Valorization of packaging plastic waste by slow pyrolysis. Resour. Conserv. Recy. 2018, 128, 69–77. [Google Scholar] [CrossRef]
- Rego, A.; Silva, A.S.; Grillo, A.V.; Santos, B.F. Thermogravimetric Study of Raw and Recycled Polyethylene Using Genetic Algorithm for Kinetic Parameters Estimation. Chem. Eng. Trans. 2019, 74, 145–150. [Google Scholar] [CrossRef]
- Contat-Rodrigo, L.; Ribes-Greus, A.; Imrie, C.T. Thermal analysis of high-density polyethylene and low-density polyethylene with enhanced biodegradability. J. Appl. Polym. Sci. 2002, 86, 764–772. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Filler | ||
|---|---|---|---|
| WF | ŁK | BSG | |
| Content, % Dry Mass | |||
| Cellulose | 42.9–47.7 | 17.9–23.8 | 16.8–26.0 |
| Hemicellulose | 21.4–24.4 | 7.5–16.7 | 19.2–29.6 |
| Holocellulose | 67.3–69.0 | 28.6–40.5 | 40.9–51.5 |
| Lignin | 25.5–29.2 | 28.6–31.0 | 11.9–27.8 |
| Ash | 0.3–0.4 | 4.5–7.6 | 1.2–4.6 |
| Protein | - | 11.8–18.7 | 15.3–24.7 |
| Lipids | - | 2.1–5.8 | 3.0–13.0 |
| Ref. | [20,21] | [22] | [23] |
| Component | Sample | ||||
|---|---|---|---|---|---|
| WF100 | WF75ŁK25 WF75BSG25 | WF50ŁK50 WF50BSG50 | WF25ŁK75 WF25BSG75 | WF0ŁK100 WF0BSG100 | |
| Content, wt% | |||||
| LDPE | 60 | 60 | 60 | 60 | 60 |
| WF | 40 | 30 | 20 | 10 | 0 |
| ŁK/BSG | 0 | 10 | 20 | 30 | 40 |
| Sample | MFR, g/10 min | MVR, cm3/10 min | Viscosity, Pa·s | Melt density, g/cm3 |
|---|---|---|---|---|
| WF100 | 3.230 ± 0.089 | 3.508 ± 0.076 | 1.0181 | 0.927 ± 0.003 |
| WF75BSG25 | 4.240 ± 0.071 | 4.605 ± 0.064 | 0.7889 | 0.923 ± 0.003 |
| WF50BSG50 | 5.765 ± 0.132 | 6.273 ± 0.130 | 0.5751 | 0.918 ± 0.002 |
| WF25BSG75 | 7.565 ± 0.134 | 8.260 ± 0.156 | 0.4511 | 0.914 ± 0.001 |
| WF0BSG100 | 10.555 ± 0.316 | 11.625 ± 0.319 | 0.3031 | 0.908 ± 0.002 |
| WF75ŁK25 | 4.155 ± 0.070 | 4.510 ± 0.087 | 0.7302 | 0.922 ± 0.002 |
| WF50ŁK50 | 5.500 ± 0.349 | 5.988 ± 0.360 | 0.5840 | 0.920 ± 0.007 |
| WF25ŁK75 | 6.838 ± 0.300 | 7.473 ± 0.308 | 0.4683 | 0.917 ± 0.005 |
| WF0ŁK100 | 8.780 ± 0.426 | 9.634 ± 0.456 | 0.3706 | 0.912 ± 0.002 |
| Sample | Tm1, °C | Tm2, °C | Tc1, °C | Tc2, °C | ΔT1, °C | ΔT2, °C |
|---|---|---|---|---|---|---|
| WF100 | 113.0 | 124.0 | 96.7 | 108.0 | 16.3 | 16.0 |
| WF75BSG25 | 112.9 | 124.0 | 95.0 | 107.9 | 17.9 | 16.1 |
| WF50BSG50 | 112.9 | 123.9 | 95.0 | 107.8 | 17.9 | 16.1 |
| WF25BSG75 | 112.8 | 123.9 | 94.7 | 107.6 | 18.1 | 16.3 |
| WF0BSG100 | 112.4 | 123.4 | 94.1 | 107.0 | 18.3 | 16.4 |
| WF75ŁK25 | 112.9 | 124.0 | 96.2 | 107.5 | 16.7 | 16.5 |
| WF50ŁK50 | 112.8 | 124.0 | 96.0 | 107.2 | 16.8 | 16.8 |
| WF25ŁK75 | 112.7 | 123.9 | 96.0 | 107.1 | 16.7 | 16.8 |
| WF0ŁK100 | 112.6 | 123.8 | 95.8 | 107.0 | 16.8 | 16.8 |
| Sample | WF100 | WF75BSG25 | WF50BSG50 | WF25BSG75 | WF0BSG100 | WF75ŁK25 | WF50ŁK50 | WF25ŁK75 | WF0ŁK100 |
|---|---|---|---|---|---|---|---|---|---|
| T-2%, °C | 250.7 | 241.7 | 237.9 | 222.3 | 219.2 | 242.8 | 233.8 | 226.3 | 215.8 |
| T-5%, °C | 285.1 | 281.0 | 277.2 | 270.4 | 266.7 | 280.0 | 270.9 | 261.2 | 252.7 |
| T-10%, °C | 311.3 | 307.3 | 302.2 | 295.4 | 290.7 | 309.9 | 304.5 | 297.5 | 288.8 |
| T-50%, °C | 462.4 | 465.3 | 466.5 | 467.9 | 469.5 | 464.5 | 465.1 | 466.2 | 466.3 |
| Residue, wt% | 7.49 | 7.78 | 8.42 | 9.60 | 9.52 | 8.74 | 9.97 | 10.61 | 11.08 |
| Tmax1, °C | 139.7 | 139.7 | 139.8 | 143.8 | 146.0 | 155.4 | 152.7 | 152.0 | 152.1 |
| Tmax2, °C | - | - | - | - | - | - | 259.9 | 258.8 | 256.9 |
| Tmax3, °C | 312.7 | 298.1 | 292.2 | 289.8 | 285.9 | 322.2 | 319.8 | 314.6 | 311.0 |
| Tmax4, °C | 360.2 | 357.2 | 356.3 | 354.3 | 352.0 | 356.9 | 355.8 | 351.1 | 347.8 |
| Tmax5, °C | 472.0 | 474.8 | 475.0 | 476.4 | 476.6 | 472.6 | 473.2 | 473.1 | 472.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hejna, A.; Korol, J.; Kosmela, P.; Kuzmin, A.; Piasecki, A.; Kulawik, A.; Chmielnicki, B. By-Products from Food Industry as a Promising Alternative for the Conventional Fillers for Wood–Polymer Composites. Polymers 2021, 13, 893. https://doi.org/10.3390/polym13060893
Hejna A, Korol J, Kosmela P, Kuzmin A, Piasecki A, Kulawik A, Chmielnicki B. By-Products from Food Industry as a Promising Alternative for the Conventional Fillers for Wood–Polymer Composites. Polymers. 2021; 13(6):893. https://doi.org/10.3390/polym13060893
Chicago/Turabian StyleHejna, Aleksander, Jerzy Korol, Paulina Kosmela, Anton Kuzmin, Adam Piasecki, Arkadiusz Kulawik, and Błażej Chmielnicki. 2021. "By-Products from Food Industry as a Promising Alternative for the Conventional Fillers for Wood–Polymer Composites" Polymers 13, no. 6: 893. https://doi.org/10.3390/polym13060893