Combination of Superheated Steam with Laccase Pretreatment Together with Size Reduction to Enhance Enzymatic Hydrolysis of Oil Palm Biomass


 ,
,
Abstract
:1. Introduction
2. Results and Discussion
2.1. Chemical Composition Analysis
2.2. Effect of Pretreatments on Chemical Compositions
2.2.1. Superheated Steam Pretreatment
2.2.2. Effect of Laccase Loadings on Lignin Removal
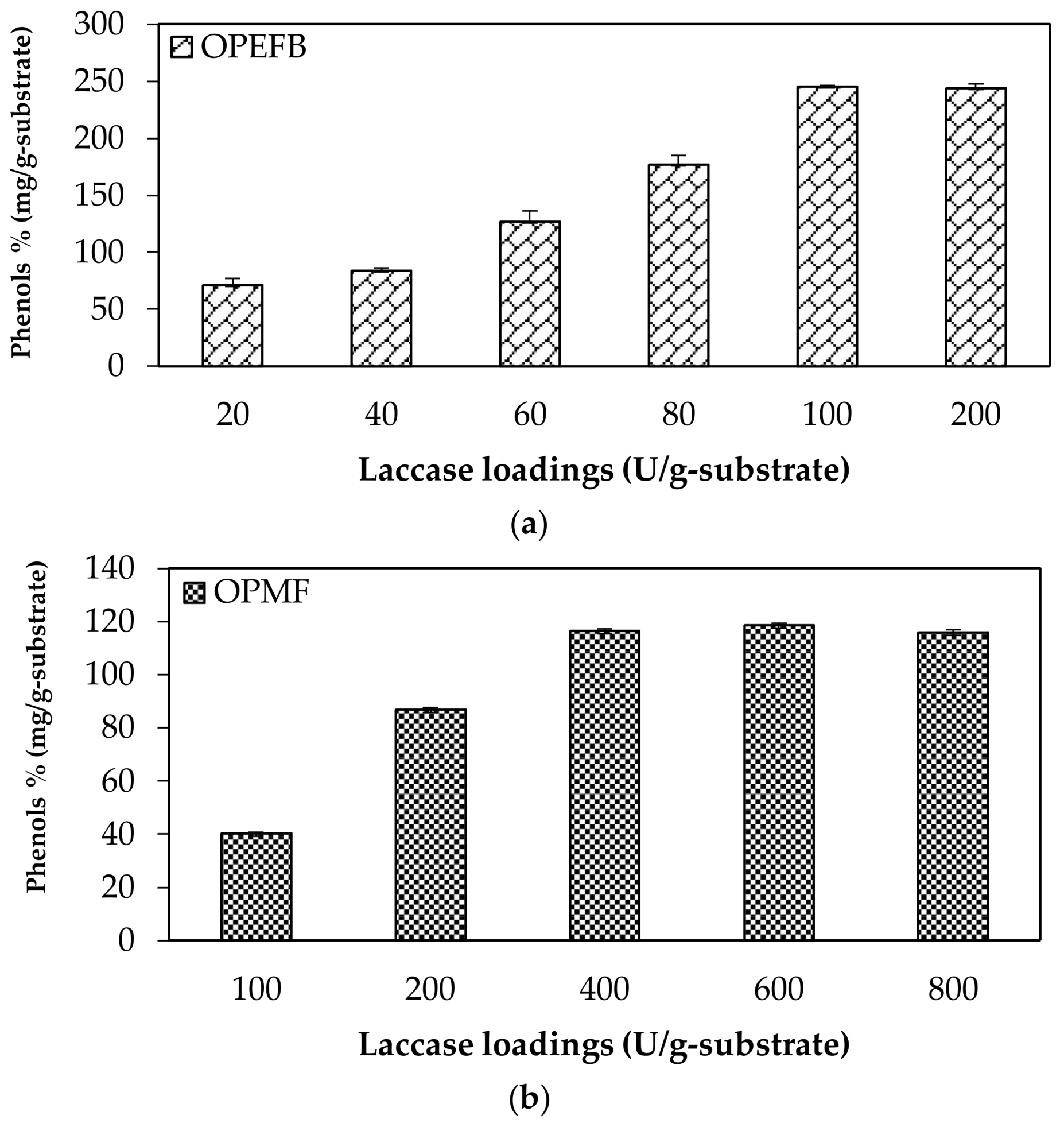
2.2.3. Total Phenolic Compounds after Laccase Pretreatment
2.2.4. Combination of Pretreatments with Size Reduction
2.3. Structural Analysis Using SEM
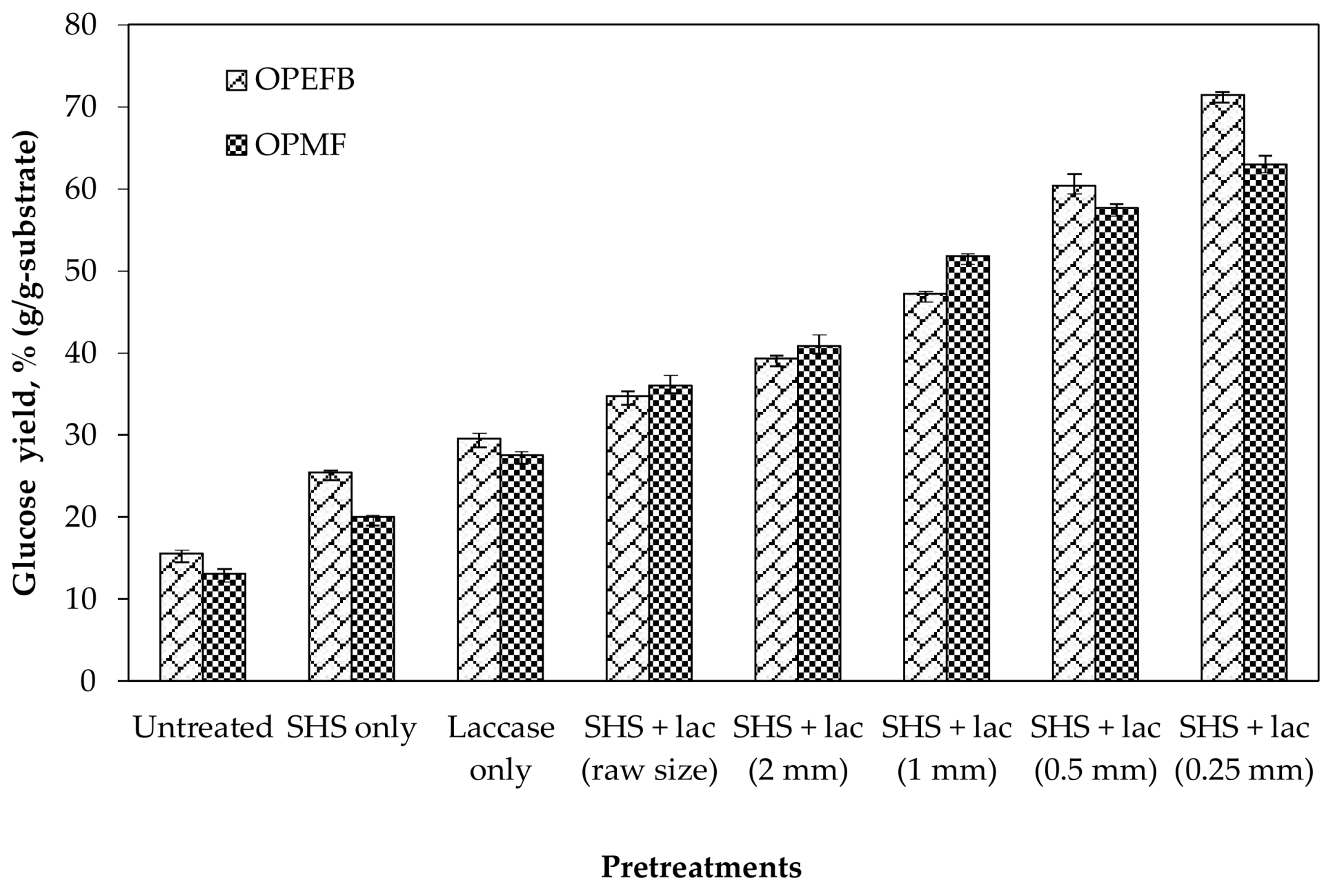
2.4. Saccharification of Pretreated OPEFB and OPMF
3. Materials and Methods
3.1. Raw Materials
3.2. Characterization
3.2.1. Determination of Extractives
3.2.2. Determination of Lignocellulosic Compositions
3.2.3. Determination of Ash Content
3.3. Superheated Steam Pretreatment
3.4. Laccase Pretreatment
3.5. Saccharification
3.6. Analytical Procedures
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ibrahim, M.F.; Ramli, N.; Bahrin, E.K.; Abd-Aziz, S. Cellulosic biobutanol by Clostridia: Challenges and improvements. Renew. Sustain. Energy Rev. 2017, 79, 1241–1254. [Google Scholar] [CrossRef]
- Malaysian Palm Oil Board, Oil Palm Estates, Economic & Industry Development Division. Oil Palm Planted Area. January—December 2016. Available online: http://bepi.mpob.gov.my/index.php/statistics/area.html (accessed on 7 October 2017).
- Loh, S.K. The potential of the Malaysian oil palm biomass as a renewable energy source. Energy Convers. Manag. 2017, 141, 285–298. [Google Scholar] [CrossRef]
- Siddiquee, S.; Shafawati, S.N.; Naher, L. Effective composting of empty fruit bunches using potential Trichoderma strains. Biotechnol. Rep. 2017, 13, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Zainal, N.H.; Aziz, A.A.; Idris, J.; Mamat, R.; Hassan, M.A.; Bahrin, E.K.; Abd-Aziz, S. Microwave-assisted pre-carbonisation of palm kernel shell produced charcoal with high heating value and low gaseous emission. J. Clean. Prod. 2017, 142, 2945–2949. [Google Scholar] [CrossRef]
- Limayem, A.; Ricke, S.C. Lignocellulosic biomass for bioethanol production: Current perspectives, potential issues and future prospects. Prog. Energy Combust. Sci. 2012, 38, 449–467. [Google Scholar] [CrossRef]
- Taifor, A.F.; Zakaria, M.R.; Mohd Yusoff, M.Z.; Toshinari, M.; Hassan, M.A.; Shirai, Y. Elucidating substrate utilization in biohydrogen production from palm oil mill effluent by Escherichia coli. Int. J. Hydrog. Energy 2017, 42, 5812–5819. [Google Scholar] [CrossRef]
- Zakaria, M.R.; Fujimoto, S.; Hirata, S.; Hassan, M.A. Ball milling pretreatment of oil palm biomass for enhancing enzymatic hydrolysis. Appl. Biochem. Biotechnol. 2014, 173, 1778–1789. [Google Scholar] [CrossRef] [PubMed]
- Kong, S.H.; Loh, S.K.; Bachmann, R.T.; Rahim, S.A.; Salimon, J. Biochar from oil palm biomass: A review of its potential and challenges. Renew. Sustain. Energy Rev. 2014, 39, 729–739. [Google Scholar] [CrossRef]
- Zakaria, M.R.; Hirata, S.; Hassan, M.A. Combined pretreatment using alkaline hydrothermal and ball milling to enhance enzymatic hydrolysis of oil palm mesocarp fiber. Bioresour. Technol. 2014, 169, 236–243. [Google Scholar] [CrossRef] [PubMed]
- Iberahim, N.I.; Jahim, J.M.; Harun, S.; Nor, M.T.M.; Hassan, O. Sodium hydroxide pretreatment and enzymatic hydrolysis of oil palm mesocarp fiber. Int. J. Chem. Eng. Appl. 2013, 4, 101–105. [Google Scholar] [CrossRef]
- Sun, S.; Sun, S.; Cao, X.; Sun, R. The role of pretreatment in improving the enzymatic hydrolysis of lignocellulosic materials. Bioresour. Technol. 2016, 199, 49–58. [Google Scholar] [CrossRef] [PubMed]
- Isroi; Ishola, M.M.; Millati, R.; Syamsiah, S.; Cahyanto, M.N.; Niklasson, C.; Taherzadeh, M.J. Structural changes of oil palm empty fruit bunch (OPEFB) after fungal and phosphoric acid pretreatment. Molecules 2012, 17, 14995–15002. [Google Scholar] [CrossRef] [PubMed]
- Kshirsagar, S.D.; Waghmare, P.R.; Loni, P.C.; Patil, S.A.; Govindwar, S.P. RSC Advances characterization and optimization of enzymatic hydrolysis conditions by response surface methodology. RSC Adv. 2015, 5, 46525–46533. [Google Scholar] [CrossRef]
- Bahrin, E.K.; Baharuddin, A.S.; Ibrahim, M.F.; Abdul Razak, M.N.; Sulaiman, A.; Abd-Aziz, S.; Hassan, M.A.; Shirai, Y.; Nishida, H. Physicochemical property changes and enzymatic hydrolysis enhancement of oil palm empty fruit bunches treated with superheated steam. BioResources 2012, 7, 1784–1801. [Google Scholar]
- Warid, M.N.M.; Ariffin, H.; Hassan, M.; Shirai, Y. Optimization of superheated steam treatment to improve surface modification of oil palm biomass fiber. BioResources 2016, 11, 5780–5796. [Google Scholar]
- Zakaria, M.R.; Norrrahim, M.N.F.; Hirata, S.; Hassan, M.A. Hydrothermal and wet disk milling pretreatment for high conversion of biosugars from oil palm mesocarp fiber. Bioresour. Technol. 2015, 181, 263–269. [Google Scholar] [CrossRef] [PubMed]
- Catherine, H.; Frédéric, D.; Penninckx, M. Product formation from phenolic compounds removal by laccases: A review. Environ. Technol. Innov. 2016, 5, 250–266. [Google Scholar] [CrossRef]
- Moreno, A.; Ibarra, D.; Mialon, A.; Ballesteros, M. A bacterial laccase for enhancing saccharification and ethanol fermentation of steam-pretreated biomass. Fermentation 2016, 2, 11. [Google Scholar] [CrossRef]
- Fillat, Ú.; Ibarra, D.; Eugenio, M.E.; Moreno, A.D.; Tomás-Pejó, E.; Martín-Sampedro, R. Laccases as a potential tool for the efficient conversion of lignocellulosic biomass: A Review. Fermentation 2017, 3, 17. [Google Scholar] [CrossRef]
- Saha, B.C.; Qureshi, N.; Kennedy, G.J.; Cotta, M.A. Biological pretreatment of corn stover with white-rot fungus for improved enzymatic hydrolysis. Int. Biodeterior. Biodegrad. 2016, 109, 29–35. [Google Scholar] [CrossRef]
- Zanirun, Z.; Bahrin, E.K.; Lai-Yee, P.; Hassan, M.A.; Abd-Aziz, S. Enhancement of fermentable sugars production from oil palm empty fruit bunch by ligninolytic enzymes mediator system. Int. Biodeterior. Biodegrad. 2015, 105, 13–20. [Google Scholar] [CrossRef]
- Sukri, S.S.M.; Rahman, R.A.; Md Illias, R.; Yaakob, H. Optimization of alkaline pretreatment conditions of oil palm fronds in improving the lignocelluloses contents for reducing sugar production. Rom. Biotechnol. Lett. 2014, 19, 9006–9018. [Google Scholar]
- Agbor, V.B.; Cicek, N.; Sparling, R.; Berlin, A.; Levin, D.B. Biomass pretreatment: Fundamentals toward application. Biotechnol. Adv. 2011, 29, 675–685. [Google Scholar] [CrossRef] [PubMed]
- Donohoe, B.S.; Decker, S.R.; Tucker, M.P.; Himmel, M.E.; Vinzant, T.B. Visualizing lignin coalescence and migration through maize cell walls following thermochemical pretreatment. Biotechnol. Bioeng. 2008, 101, 913–925. [Google Scholar] [CrossRef] [PubMed]
- Pu, Y.; Hu, F.; Huang, F.; Davison, B.H.; Ragauskas, A.J. Assessing the molecular structure basis for biomass recalcitrance during dilute acid and hydrothermal pretreatments. Biotechnol. Biofuels 2013, 6, 15. [Google Scholar] [CrossRef] [PubMed]
- Rencoret, J.; Pereira, A.; Río, J.C.D.; Martínez, A.T.; Gutiérrez, A. Laccase-mediator pretreatment of wheat straw degrades lignin and improves saccharification. BioEnergy Res. 2016, 9, 917–930. [Google Scholar] [CrossRef]
- Yu, H.; Li, X.; Xing, Y.; Liu, Z.; Jiang, J. A sequential combination of laccase pretreatment and enzymatic hydrolysis for glucose production from furfural residues. BioResources 2014, 9, 4581–4595. [Google Scholar] [CrossRef]
- Moldes, D.; Díaz, M.; Tzanov, T.; Vidal, T. Comparative study of the efficiency of synthetic and natural mediators in laccase-assisted bleaching of eucalyptus kraft pulp. Bioresour. Technol. 2008, 99, 7959–7965. [Google Scholar] [CrossRef] [PubMed]
- Alvira, P.; Moreno, A.D.; Ibarra, D.; Sáez, F.; Ballesteros, M. Improving the fermentation performance of saccharomyces cerevisiae by laccase during ethanol production from steam-exploded wheat straw at high-substrate loadings. Biotechnol. Prog. 2013, 29, 74–82. [Google Scholar] [CrossRef] [PubMed]
- Bitra, V.S.P.; Womac, A.R.; Chevanan, N.; Sokhansanj, S. Comminution properties of biomass in hammer mill and its particle size characterization. In Proceedings of the ASABE Annual Internationnal Meeting, Detroit, MI, USA, 29 June–2 July 2008. [Google Scholar] [CrossRef]
- Ndukwu, M.; Nwakuba, N.; Henry, O. Measurement of energy requirements for size reduction of palm kernel and groundnut shells for downstream bioenergy generation. J. Eng. Technol. Res. 2016, 8, 47–57. [Google Scholar] [CrossRef]
- Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, A.; Sluiter, J.; Templeton, D. Preparation of Samples for Compositional Analysis; Technical Report No. NREL/TP 510-42620; National Renewable Energy Laboratory: Golden, CO, USA, 2008; pp. 1–12.
- Castoldi, R.; Bracht, A.; de Morais, G.R.; Baesso, M.L.; Correa, R.C.G.; Peralta, R.A.; Moreira, R.d.F.P.M.; Polizeli, M.d.L.T.d.M.; de Souza, C.G.M.; Peralta, R.M. Biological pretreatment of Eucalyptus grandis sawdust with white-rot fungi: Study of degradation patterns and saccharification kinetics. Chem. Eng. J. 2014, 258, 240–246. [Google Scholar] [CrossRef]
- Sluiter, A.; Ruiz, R.; Scarlata, C.; Sluiter, J.A.; Templeton, D. Determination of Extractives in Biomass; Technical Report No. NREL/TP-510-42619; National Renewable Energy Laboratory: Golden, CO, USA, 2008; pp. 1–12.
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D.C. Determination of Structural Carbohydrates and Lignin in Biomass; Technical Report No. NREL/TP-510-42618; National Renewable Energy Laboratory: Golden, CO, USA, 2012; pp. 1–18.
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Ash in Biomass; Technical Report No. NREL/TP-510-42622; National Renewable Energy Laboratory: Golden, CO, USA, 2008; pp. 1–8.
- Wi, S.G.; Cho, E.J.; Lee, D.-S.; Lee, S.J.; Lee, Y.J.; Bae, H.-J. Lignocellulose conversion for biofuel: A new pretreatment greatly improves downstream biocatalytic hydrolysis of various lignocellulosic materials. Biotechnol. Biofuels. 2015, 8, 228. [Google Scholar] [CrossRef] [PubMed]
- Bourbonnais, R.; Paice, M.G. Veratryl alcohol oxidases from the lignin-degrading basidiomycete Pleurotus sajor-caju. Biochem. J. 1988, 255, 445–450. [Google Scholar] [CrossRef] [PubMed]
- Makkar, H.P.S. Measurement of total phenolics and tannins using Folin-Ciocalteu Method. In Quantification of Tannins in and Tree Shrub Foliage; Springer: Dordrecht, The Netherlands, 2003; pp. 49–51. ISBN 978-94-017-0273-7. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Sugars, Byproducts, and Degradation Products in Liquid Fraction Process Samples; Technical Report No. NREL/TP-510-42623; National Renewable Energy Laboratory: Golden, CO, USA, 2008; pp. 1–14.
Sample Availability: Samples of the raw OPEFB and OPMF are available from the authors. |




{kind=link}
{kind=link}
{kind=link}
| Samples | Components (%) | References | ||||||
|---|---|---|---|---|---|---|---|---|
| Cellulose | Hemicellulose | Acid Insoluble Lignin | Acid Soluble Lignin | Water Extractives | Solvent Extractives | Ash | ||
| OPEFB | 38.1 ± 0.9 | 21.3 ± 1.1 | 22.6 ± 0.1 | 3.0 ± 0.0 | 8.3 ± 1.0 | 1.1 ± 0.1 a | 3.5 ± 0.5 | This study |
| 40.4 ± 2.4 | 20.2 ± 2.3 | 23.1 ± 0.5 | - | - | 2.5 ± 1.9 b | 5.9 ± 0.3 | [8] | |
| 38.3 ± 0.1 | 35.3 ± 0.1 | 22.1 ± 1.6 | - | - | 2.7 ± 1.3 a | 1.0 ± 0.1 | [9] | |
| OPMF | 27.8 ± 0.5 | 24.0 ± 0.4 | 27.9 ± 0.1 | 3.4 ± 0.2 | 4.9 ± 0.3 | 7.4 ± 0.6 a | 3.3 ± 0.3 | This study |
| 25.5 ± 1.7 | 25.7 ± 3.3 | 25.5 ± 0.5 | - | - | 11.4 ± 0.4 b | 5.8 ± 0.2 | [10] | |
| 28.8 ± 0.5 | 25.3 ± 0.7 | 28.9 ± 2.1 | - | - | 6.3 ± 0.5 a | 2.6 ± 0.3 | [11] | |
| Samples | Chemical Components (%) | |||||
|---|---|---|---|---|---|---|
| Cellulose | Hemicellulose | Acid Insoluble Lignin | Acid Soluble Lignin | Total Lignin | Lignin Removal | |
| Untreated OPEFB | 38.1 ± 0.9 | 21.3 ± 1.1 | 22.6 ± 0.1 | 3.0 ± 0.0 | 25.6 | - |
| Raw size, SHS 180 °C 60 min | 43.2 ± 0.9 | 17.3 ± 0.4 | 28.0 ± 0.1 | 4.0 ± 0.3 | 32.0 | - |
| Raw size, laccase 100 U/g | 45.5 ± 0.2 | 20.5 ± 0.3 | 19.6 ± 0.5 | 3.2 ± 0.0 | 22.8 | 10.9 |
| Raw size, SHS 180 °C 60 min, 100 U/g laccase | 47.4 ± 1.3 | 16.0 ± 0.4 | 17.8 ± 0.8 | 3.3 ± 0.2 | 21.1 | 17.6 |
| 2 mm, SHS 180 °C 60 min, 100 U/g laccase | 49.7 ± 0.9 | 16.2 ± 0.7 | 15.4 ± 0.6 | 3.2 ± 0.0 | 18.8 | 27.4 |
| 1 mm, SHS 180 °C 60 min, 100 U/g laccase | 52.5 ± 0.8 | 15.7 ± 0.9 | 14.5 ± 0.8 | 3.2 ± 0.3 | 17.7 | 30.9 |
| 0.5 mm, SHS 180 °C 60 min, 100 U/g laccase | 54.0 ± 0.4 | 14.9 ± 1.3 | 14.0 ± 0.7 | 3.0 ± 0.3 | 17.0 | 33.6 |
| 0.25 mm, SHS 180 °C 60 min, 100 U/g laccase | 57.3 ± 1.3 | 14.2 ± 1.8 | 12.7 ± 0.6 | 3.0 ± 0.0 | 15.7 | 38.7 |
| Untreated OPMF | 27.8 ± 0.5 | 24.0 ± 0.4 | 27.9 ± 0.1 | 3.4 ± 0.2 | 31.3 | - |
| Raw size, SHS 190 °C 60 min | 33.2 ± 0.6 | 18.9 ± 1.8 | 35.9 ± 0.6 | 3.8 ± 0.0 | 39.7 | - |
| Raw size, laccase, 400 U/g | 36.8 ± 0.4 | 22.7 ± 0.5 | 25.6 ± 0.1 | 3.1 ± 0.1 | 28.7 | 8.3 |
| Raw size, SHS 190 °C 60 min, 400 U/g laccase | 39.3 ± 0.3 | 18.6 ± 0.1 | 23.1 ± 0.5 | 3.4 ± 0.0 | 26.5 | 15.3 |
| 2 mm, SHS 190 °C 60 min, 400 U/g laccase | 43.0 ± 0.1 | 17.4 ± 0.4 | 21.5 ± 0.2 | 3.2 ± 0.5 | 24.7 | 21.1 |
| 1 mm, SHS 190 °C 60 min, 400 U/g laccase | 46.9 ± 1.2 | 16.5 ± 0.6 | 19.4 ± 1.2 | 3.1 ± 0.0 | 22.5 | 28.1 |
| 0.5 mm, SHS 190 °C 60 min, 400 U/g laccase | 48.5 ± 0.0 | 15.7 ± 1.1 | 16.9 ± 1.3 | 3.1 ± 0.0 | 20.0 | 36.1 |
| 0.25 mm, SHS 190 °C 60 min, 400 U/g laccase | 49.3 ± 1.5 | 15.0 ± 1.2 | 15.8 ± 0.4 | 3.1 ± 0.0 | 18.9 | 39.6 |
| Samples | Components (%) | Lignin Removal (%) | ||
|---|---|---|---|---|
| Insoluble Lignin | Soluble Lignin | Total Lignin | ||
| Untreated OPEFB | 22.6 ± 0.1 | 3.0 ± 0.0 | 25.6 | - |
| 20 U/g-substrate | 21.5 ± 0.2 | 3.2 ± 0.0 | 24.7 | 3.5 |
| 40 U/g-substrate | 21.0 ± 0.4 | 3.3 ± 0.4 | 24.3 | 5.0 |
| 60 U/g-substrate | 20.4 ± 1.1 | 3.3 ± 0.1 | 23.7 | 7.4 |
| 80 U/g-substrate | 20.1 ± 0.0 | 3.4 ± 0.0 | 23.5 | 8.2 |
| 100 U/g-substrate | 19.6 ± 0.5 | 3.2 ± 0.2 | 22.8 | 10.9 |
| 200 U/g-substrate | 19.6 ± 0.3 | 3.3 ± 0.0 | 22.9 | 10.5 |
| Untreated OPMF | 27.9 ± 0.1 | 3.4 ± 0.2 | 31.3 | - |
| 100 U/g-substrate | 27.4 ± 0.4 | 3.3 ± 0.1 | 30.7 | 1.9 |
| 200 U/g-substrate | 26.8 ± 1.1 | 3.1 ± 0.4 | 29.9 | 4.5 |
| 400 U/g-substrate | 25.6 ± 0.1 | 3.1 ± 0.1 | 28.7 | 8.3 |
| 600 U/g-substrate | 25.3 ± 0.1 | 3.3 ± 0.0 | 28.6 | 8.6 |
| 800 U/g-substrate | 25.5 ± 0.3 | 3.2 ± 0.2 | 28.7 | 8.3 |
| Substrates | Laccase Treatment | Laccase Loading (U/g-Substrate) | Lignin Removal (%) | References |
|---|---|---|---|---|
| Oil palm empty fruit bunch (OPEFB) | P. sanguineus UPM4 | 50 | 3.06 | [22] |
| Wheat straw fiber | P. cinnabarinus | 65 | 5.0 | [27] |
| Furfural residue | T. versicolor | 100 | 1.3 | [28] |
| Eucalyptus globules kraft pulp | T. vilosa | 17.5 | 23 | [29] |
| Oil palm empty fruit bunch (OPEFB) | T. versicolor | 100 | 10.9 | This study |
| Oil palm mesocarp fiber (OPMF) | T. versicolor | 400 | 8.3 | This study |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmad Rizal, N.F.A.; Ibrahim, M.F.; Zakaria, M.R.; Kamal Bahrin, E.; Abd-Aziz, S.; Hassan, M.A. Combination of Superheated Steam with Laccase Pretreatment Together with Size Reduction to Enhance Enzymatic Hydrolysis of Oil Palm Biomass. Molecules 2018, 23, 811. https://doi.org/10.3390/molecules23040811
Ahmad Rizal NFA, Ibrahim MF, Zakaria MR, Kamal Bahrin E, Abd-Aziz S, Hassan MA. Combination of Superheated Steam with Laccase Pretreatment Together with Size Reduction to Enhance Enzymatic Hydrolysis of Oil Palm Biomass. Molecules. 2018; 23(4):811. https://doi.org/10.3390/molecules23040811
Chicago/Turabian StyleAhmad Rizal, Nur Fatin Athirah, Mohamad Faizal Ibrahim, Mohd Rafein Zakaria, Ezyana Kamal Bahrin, Suraini Abd-Aziz, and Mohd Ali Hassan. 2018. "Combination of Superheated Steam with Laccase Pretreatment Together with Size Reduction to Enhance Enzymatic Hydrolysis of Oil Palm Biomass" Molecules 23, no. 4: 811. https://doi.org/10.3390/molecules23040811