
Research Status and Prospect of Laser Scribing Process and Equipment for Chemical Milling Parts in Aviation and Aerospace

Abstract
:1. Introduction
2. Process and Mechanism of Laser Scribing
2.1. Definition of Laser Scribing Process
2.2. Laser Scribing Process Requirements
2.3. Mechanism and Process Parameters of Laser Scribing
2.3.1. Laser Scribing Mechanism
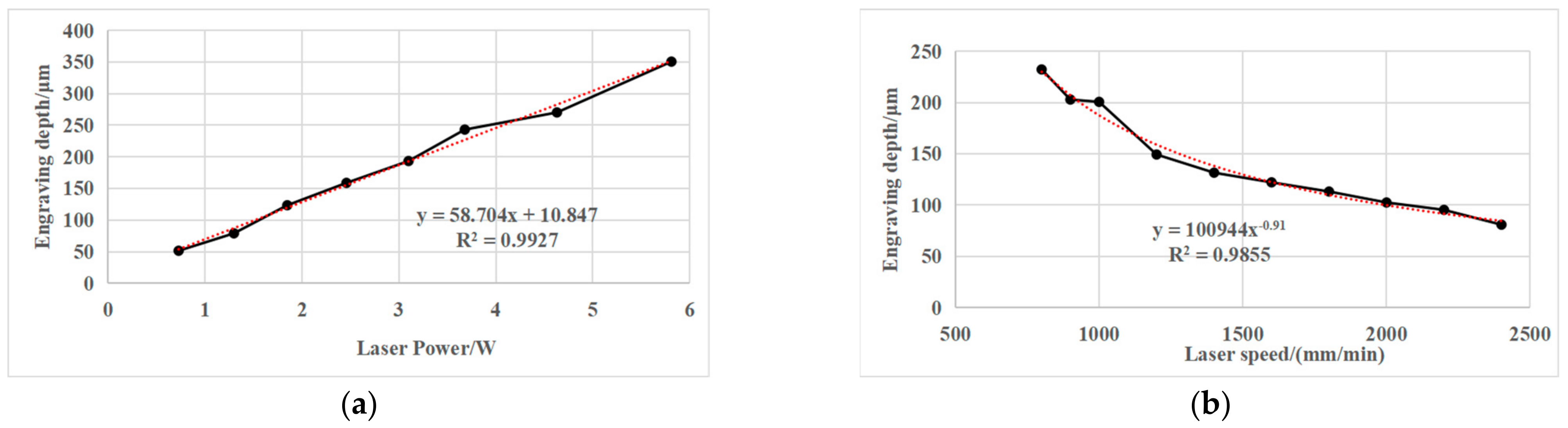
2.3.2. Laser Scribing Process Parameters
- Laser wavelength
- 2.
- Laser power
- is laser spot diameter;
- is laser fluence;
- is threshold fluence.
- is laser fluence in the target as a function of z;
- is effective absorption coefficient;
- is distance from material surface.
- 3.
- The incidence angle of the laser beam
- 4.
- Laser scribing speed
- is laser scribing speed;
- is spot diameter;
- is repetition rate.

- is residual height of ablation width.
- is laser fluence;
- is laser power;
- is laser scribing speed;
- is width of scribed line.
2.4. Key Research Points of Laser Scribing Process
- (1)
- Laser scribing process for chemical milling parts. The scribing model including laser parameters and motion parameters should be established based on scribing quality of different laser process parameters. Additionally, the process parameters of first and second scribing should be studied for the laser scribing of engine casing.
- (2)
- Ablation mechanism of different materials in laser scribing. Based on the maskant and substrate materials of laser scribing, the technology and model of laser ablation for organic polymer and metallic materials should be studied. By controlling the laser power, frequency, speed and other parameters, the shape of the scribing line on the part’s surface can be precisely controlled.
- (3)
- Laser selective removal process for “laser–maskant–substrate”. The process and evolution law of laser selective removal, the removal process for different film/substrate materials and the application of laser selective removal should be studied based on material physical–chemical properties and laser energy transmission characteristics.
- (4)
- Laser scribing equipment. According to the requirements of large size, complex feature surface and multiple scribing, a micro-kerf at the micron level and macro-pattern at the meter level should be realized in laser scribing. Laser scribing also needs to meet the requirements of accurate positioning and graphic etching on complex 3D surfaces, high processing and positioning accuracy and completing the etching of surface graphics in one run. Therefore, a five-axis CNC laser system with a large processing range and high processing accuracy must be used for laser scribing, which is to ensure that the laser head has a reasonable position and attitude in the laser manufacturing of 3D complex profiles.
3. Research Status of Laser Scribing Processes
3.1. Laser Scribing Process for Chemical Milling Parts
3.2. Laser Ablation for Mechanism and Model of Chemical Milling Maskant
3.3. Laser Selective Removal Process for “Laser–Maskant–Substrate”
4. Laser Scribing Equipment
4.1. Review of Laser Scribing Machine
4.2. Several Typical Scribing Machines
4.2.1. TORRESLASER Laser Scribing Machine
4.2.2. LASERDYNE-890 Fiber Laser System
4.2.3. Laser Scribing Machine of Xi’an Institute of Optics and Precision Mechanics of CAS
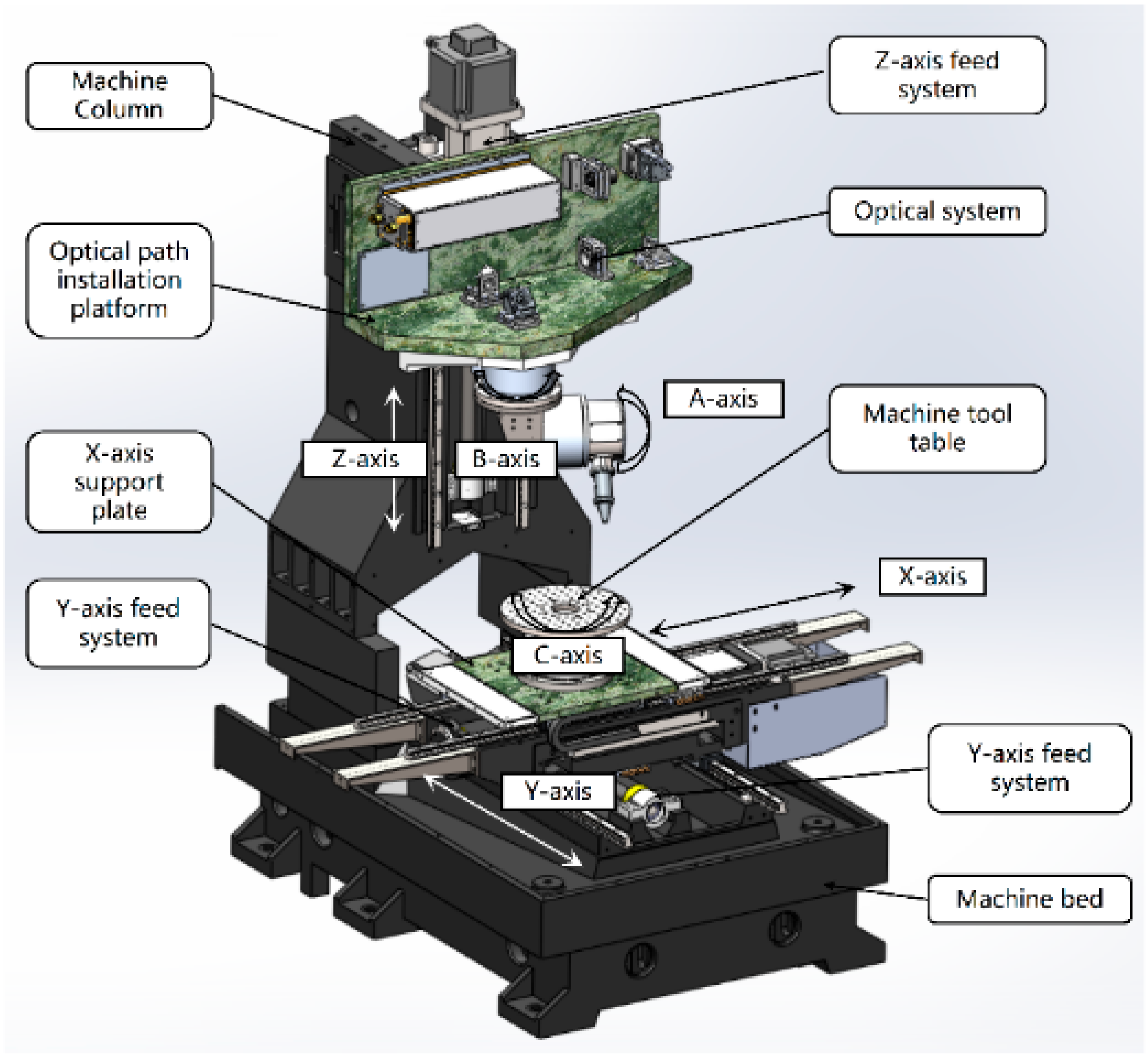
4.2.4. Laser Scribing Machine Designed by the Research Team of the Authors
4.3. Comments
5. Summary and Prospects
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Srinivas, G.; Raghunandana, K.; Shenoy, B.S. Recent developments in turbomachinery component materials and manufacturing challenges for aero engine applications. In IOP Conference Series: Materials Science and Engineering, Proceedings of the International Conference on Advances in Metallurgy, Materials and Manufacturing, Salem, India, 6–8 March 2017; IOP Publishing: Bristol, UK, 2018; Volume 314, p. 012012. [Google Scholar]
- Fuhrer, T.; Willberg, C.; Freund, S.; Heinecke, F. Automated model generation and sizing of aircraft structures. Aircr. Eng. Aerosp. Technol. 2016, 88, 268–276. [Google Scholar] [CrossRef]
- Heping, L.; Biao, W.; Jun, J.J.M. Study on NC Machining Technology of Typical Parts in Aeroengine. Machinery 2017, 55, 46–49. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Bonney, J.; Yamane, Y. An overview of the machinability of aeroengine alloys. J. Mater. Process. Technol. 2003, 134, 233–253. [Google Scholar] [CrossRef]
- DeForce, B.; Eden, T.J.; Pickering, H.W. Cold-Sprayed Aluminum Coatings for Magnesium Aircraft Components. Mater. Perform. 2009, 48, 40–44. [Google Scholar]
- Hansen, J.O.; Long, K.C.; Jackson, M.A.; Hodgens, H.M. Chemical Milling Process and Solution for Cast Titanium Alloys. U.S. Patent US 6,793,838, 21 September 2004. [Google Scholar]
- Staebler, C.J., Jr. Advanced Chemical Milling Processes; Grumman Aerospace Corp.: Bethpage, NY, USA, 1971. [Google Scholar]
- Hot, J.; Dasque, A.; Topalov, J.; Mazars, V.; Ringot, E. Titanium valorization: From chemical milling baths to air depollution applications. J. Clean. Prod. 2020, 249, 119344. [Google Scholar] [CrossRef]
- Mahamood, R.M.; Akinlabi, E.T. Chemical Cutting Process. In Advanced Noncontact Cutting and Joining Technologies; Springer: Berlin/Heidelberg, Germany, 2018; pp. 11–25. [Google Scholar]
- Dini, J.W. Chemical Milling. Int. Metall. Rev. 2013, 20, 29–56. [Google Scholar] [CrossRef]
- Leone, C.; Lopresto, V.; Minutolo, F.M.C.; De Iorio, I.; Rinaldi, N. Laser ablation of maskant used in chemical milling process for aerospace applications. In Proceedings of the XVIII International Symposium on Gas Flow, Chemical Lasers, and High-Power Lasers, Sofia, Bulgaria, 30 August–3 September 2010; p. 77511M. [Google Scholar]
- Nelson, C. Method and Apparatus for Automated Chemical Milling of Compound Curved Surfaces. U.S. Patent US 4,523,973, 18 June 1985. [Google Scholar]
- Gao, X.-J.; Huang, Q.-S.; Liu, B.-Q.; QIU, Z.-F.; Kan, T. Research on Application of Three Dimensional Laser Cutting Technique in Chemical Milling and Welding Case. Mach. Des. Manuf. 2012, 7, 92–94. [Google Scholar] [CrossRef]
- Nanjundeswaraswamy, T. Chemical Blanking and Chemical Milling Process an Outline. Arvind Kumar J. Eng. Res. Appl. 2019, 9, 83–86. [Google Scholar]
- Cao, J.P.; Xu, Z.B.; Wang, B.C.; Chen, R.J. Influence of injection air pressure on the microcapillary formation within extruded plastic films. J. Mater. Sci. 2012, 47, 8188–8196. [Google Scholar] [CrossRef]
- Jaffe, H.R.; Mitzelman, I. Automated Chemical Milling Process. U.S. Patent US 4,585,519, 29 April 1986. [Google Scholar]
- Li, Y. Research status and development trend of micro milling technology. Electron. Mech. Eng. 2008, 24, 26–32. [Google Scholar]
- Khan, S.A.; Sezer, N.; Koç, M. Design, synthesis, and characterization of hybrid micro-nano surface coatings for enhanced heat transfer applications. Int. J. Energy Res. 2020, 44, 12525–12534. [Google Scholar] [CrossRef]
- Mekaru, H.; Goto, H.; Takahashi, M. Development of ultrasonic micro hot embossing technology. Microelectron. Eng. 2007, 84, 1282–1287. [Google Scholar] [CrossRef]
- Sugawara, M. Plasma Etching: Fundamentals and Applications; OUP: Oxford, UK, 1998; Volume 7. [Google Scholar]
- Donnelly, V.M.; Kornblit, A. Plasma etching: Yesterday, today, and tomorrow. J. Vac. Sci. Technol. A 2013, 31, 050825. [Google Scholar] [CrossRef] [Green Version]
- Zenker, R. Modern Thermal Electron Beam Processes—Research Results and Industrial Application. 2009. Available online: https://www.fracturae.com/index.php/aim/article/view/388/357 (accessed on 1 February 2022).
- Darlington, J.; Francis, M.; Found, P.; Thomas, A.J. Design and implementation of a Drum-Buffer-Rope pull-system. Prod. Plan. Control 2015, 26, 489–504. [Google Scholar] [CrossRef]
- Pantsar, H.; Ruusu, R.; Laakso, P.; Jansson, A. Advances in 3D laser processing in mold technology. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Scottsdale, AZ, USA, 30 October–2 November 2006; p. 204. [Google Scholar] [CrossRef]
- Dubey, A.K.; Yadava, V. Laser beam machining—A review. Int. J. Mach. Tools Manuf. 2008, 48, 609–628. [Google Scholar] [CrossRef]
- Meijer, J. Laser beam machining (LBM), state of the art and new opportunities. J. Mater. Process. Technol. 2004, 149, 2–17. [Google Scholar] [CrossRef]
- Mishra, S.; Yadava, V. Laser Beam MicroMachining (LBMM)—A review. Opt. Lasers Eng. 2015, 73, 89–122. [Google Scholar] [CrossRef]
- Brimm, D.J. Chemical Milling Process. U.S. Patent US 4113549A, 12 September 1978. [Google Scholar]
- Tehrani, A.F.; Imanian, E. A new etchant for the chemical machining of St304. J. Mater. Process. Technol. 2004, 149, 404–408. [Google Scholar] [CrossRef]
- Narisaranukul, N. Modeling and Analysis of the Chemical Milling Process; Massachusetts Institute of Technology: Cambridge, MA, USA, 1997. [Google Scholar]
- Kumar, K.; Zindani, D.; Davim, J.P. Chemical Machining. In Advanced Machining and Manufacturing Processes; Springer: Berlin/Heidelberg, Germany, 2018; pp. 89–104. [Google Scholar]
- Lovoi, P. Laser/Robot Paint Stripping, Laser Ablation Coating Removal. In Novel Laser Sources and Applications, Proceedings of a Workshop Held in San Jose, CA, USA, 12–13 November 1993; SPIE Optical Engineering Press: Bellingham, WA, USA, 1988. [Google Scholar]
- Phipps, C. Laser Ablation and Its Applications; Springer: Berlin/Heidelberg, Germany, 2007; Volume 129. [Google Scholar]
- Wagle, P.G.; Tamboli, S.S.; More, A.P. Peelable coatings: A review. Prog. Org. Coat. 2021, 150, 106005. [Google Scholar] [CrossRef]
- Gray, J.E.; Luan, B. Protective coatings on magnesium and its alloys—A critical review. J. Alloys Compd. 2002, 336, 88–113. [Google Scholar] [CrossRef]
- LiYan, P.; Hui, W.; PengPeng, S.; Jian, W. Study on Laser Engraving Process Parameters of Protective Coatings on Titanium Alloy Substrate for Chemical Milling. Plat. Finish. 2021, 43, 29–35. [Google Scholar]
- Torrisi, L.; Borrielli, A.; Margarone, D. Study on the ablation threshold induced by pulsed lasers at different wavelengths. Nucl. Instrum. Methods Phys. Res. Sect. B-Beam Interact. Mater. At. 2007, 255, 373–379. [Google Scholar] [CrossRef]
- Bergström, D.; Kaplan, A.; Powell, J. Mathematical modelling of laser absorption mechanisms in metals: A review. Absorpt. Laser Light Rough Met. Surf. 2003, 19. Available online: https://www.diva-portal.org/smash/get/diva2:999341/FULLTEXT01.pdf#page=33 (accessed on 1 February 2022).
- Karas, M.; Bachmann, D.; Hillenkamp, F. Influence of the wavelength in high-irradiance ultraviolet laser desorption mass spectrometry of organic molecules. Anal. Chem. 2002, 57, 2935–2939. [Google Scholar] [CrossRef]
- Koh, Y.; Sárady, I. Cleaning of corroded iron artefacts using pulsed TEA CO2- and Nd:YAG-lasers. J. Cult. Herit. 2003, 4, 129–133. [Google Scholar] [CrossRef]
- Allen, S.D.; Lee, S.J.; Imen, K. Laser Cleaning Techniques for Critical Surfaces. Opt. Photon. News 1992, 3, 28–30. [Google Scholar] [CrossRef]
- Gnanamuthu, D.S.; Moores, R.J.; Paton, N.E.; Vyhna, R.F. Non-Contact Scribing Process for Organic Maskants on Metals or Alloys Thereof. U.S. Patent US 4,716,270, 29 December 1987. [Google Scholar]
- Pronko, P.P.; VanRompay, P.A.; Horvath, C.; Loesel, F.; Juhasz, T.; Liu, X.; Mourou, G. Avalanche ionization and dielectric breakdown in silicon with ultrafast laser pulses. Phys. Rev. B 1998, 58, 2387–2390. [Google Scholar] [CrossRef]
- Lippert, T.; Hauer, M.; Phipps, C.R.; Wokaun, A. Fundamentals and applications of polymers designed for laser ablation. Appl. Phys. A 2003, 77, 259–264. [Google Scholar] [CrossRef]
- Ghoochani, D.E.; Biglari, F.R.; Pazokian, H. Pulsed laser micro-machining of polymer for micro-channel fabrication: Theory and experiment. Infrared Phys. Technol. 2019, 102, 103068. [Google Scholar] [CrossRef]
- Westin, P.-O.; Schmidt, S.C.; Hüske, M.; Edoff, M. Influence of spacial and temporal laser beam characteristics on thin-film ablation. In Proceedings of the 24th European Photovoltaic Solar Energy Conference, Hamburg, Germany, 21–25 September 2009; pp. 3087–3090. [Google Scholar]
- Daly, R.T. Laser Scribing Apparatus. U.S. Patent US 3,626,141, 7 December 1971. [Google Scholar]
- Slysh, P. Laser Assisted Masking Process. U.S. Patent US 5,147,680, 5 September 1992. [Google Scholar]
- Griffin, B.M. Aluminum Chemical Milling. 2003, p. 1159. Available online: https://www.academia.edu/download/45969448/Handbook-of-Aluminum.pdf#page=1172 (accessed on 1 February 2022).
- Schmidt, M.; Zah, M.; Li, L.; Duflou, J.; Overmeyer, L.; Vollertsen, F. Advances in macro-scale laser processing. CIRP Ann.-Manuf. Technol. 2018, 67, 719–742. [Google Scholar] [CrossRef]
- Dyer, P.E. Excimer laser polymer ablation: The first twenty years. In Proceedings of the High-Power Laser Ablation IV, Taos, NM, USA, 22 April 2002; pp. 34–42. [Google Scholar]
- Bessmeltsev, V.P.; Bulushev, E.D. Optimization of laser micromachining regimes. Optoelectron. Instrum. Data Process. 2015, 50, 533–548. [Google Scholar] [CrossRef]
- Canel, T.; Kaya, A.U.; Celik, B. Parameter optimization of nanosecond laser for microdrilling on PVC by Taguchi method. Opt. Laser Technol. 2012, 44, 2347–2353. [Google Scholar] [CrossRef]
- Firdaus, A.; Baharin, S.; Ghazali, M.J.; Wahab, J.A. Laser surface texturing and its contribution to friction and wear reduction: A brief review. Ind. Lubr. Tribol. 2016, 68, 57–66. [Google Scholar] [CrossRef]
- Arnold, N.; Bityurin, N.; Bauerle, D. Laser-induced thermal degradation and ablation of polymers: Bulk model. Appl. Surf. Sci. 1999, 138, 212–217. [Google Scholar] [CrossRef]
- Nakamura, S.; Midorikawa, K.; Kumagai, H.; Obara, M.; Toyoda, K. Effect of pulse duration on ablation characteristics of tetrafluoroethylene-hexafluoropropylene copolymer film using Ti: Sapphire laser. Jpn. J. Appl. Phys. 1996, 35, 101. [Google Scholar] [CrossRef]
- Dyer, P.E. Laser ablation: Processes and applications. In Proceedings of the SPIE—The International Society for Optical Engineering Conference, Orlando, FL, USA, 21–22 April 1997; pp. 412–417. [Google Scholar]
- Escobar, L.E.C. Predictive Modeling, Simulation, and Optimization of Laser Processing Techniques: UV Nanosecond-Pulsed Laser Micromachining of Polymers and Selective Laser Melting of Powder Metals; Rutgers The State University of New Jersey: New Brunswick, NJ, USA, 2016. [Google Scholar]
- Desai, C.K.; Shaikh, A. Prediction of depth of cut for single-pass laser micro-milling process using semi-analytical, ANN and GP approaches. Int. J. Adv. Manuf. Technol. 2012, 60, 865–882. [Google Scholar] [CrossRef]
- Antończak, A.J.; Nowak, M.; Szustakiewicz, K.; Pigłowski, J.; Abramski, K.M. The influence of organobentonite clay on CO2 laser grooving of nylon 6 composites. Int. J. Adv. Manuf. Technol. 2013, 69, 1389–1401. [Google Scholar] [CrossRef] [Green Version]
- Sauerbrey, R.; Pettit, G.H. Theory for the etching of organic materials by ultraviolet laser pulses. Appl. Phys. Lett. 1989, 55, 421–423. [Google Scholar] [CrossRef]
- Whiting, P.; Dowden, J.M.; Kapadia, P.D.; Davis, M.P. A one-dimensional mathematical model of laser induced thermal ablation of biological tissue. Lasers Med. Sci. 1992, 7, 357–368. [Google Scholar] [CrossRef]
- Zhan, Y.L.; Ruan, M.; Li, W.; Li, H.; Hu, L.Y.; Ma, F.M.; Yu, Z.L.; Feng, W. Fabrication of anisotropic PTFE superhydrophobic surfaces using laser microprocessing and their self-cleaning and anti-icing behavior. Colloids Surf. A-Physicochem. Eng. Asp. 2017, 535, 8–15. [Google Scholar] [CrossRef]
- Pramanik, D.; Das, S.; Sarkar, S.; Debnath, S.K.; Kuar, A.S.; Mitra, S. Experimental Investigation of Fiber Laser Micro-Marking on Aluminum 6061 Alloy. In Proceedings of the International Conference on Mechanical Engineering, Malang, Indonesia, 23–25 October 2018; pp. 273–294. [Google Scholar]
- Lu, B.; Wang, Y.; Liu, Q.; Zhao, H.; Liaoning, T. Laser surface etching and its application on precise marking on surface of magnesium alloys. J. Univ. Sci. Technol. Liaoning 2016, 6, 434–439. [Google Scholar]
- Wang, C.; Zeng, X.Y. Study of laser carving three-dimensional structures on ceramics: Quality controlling and mechanisms. Opt. Laser Technol. 2007, 39, 1400–1405. [Google Scholar] [CrossRef]
- Zhao, K.; Jia, Z.Y.; Ma, J.W.; Liu, W.; Wang, L. Nanosecond multi-pulse laser milling for certain area removal of metal coating on plastics surface. Opt. Lasers Eng. 2014, 63, 58–69. [Google Scholar] [CrossRef]
- Yue, L.Y.; Wang, Z.B.; Li, L. Material morphological characteristics in laser ablation of alpha case from titanium alloy. Appl. Surf. Sci. 2012, 258, 8065–8071. [Google Scholar] [CrossRef]
- Haijiang, W.; Weiwei, L.; Yue, Y. Research status and prospect of laser cleaning of metal surface contamination. Intern. Combust. Engine Parts 2016, 8, 75–78. [Google Scholar] [CrossRef]
- Monette, D.L. Coating removal techniques in the aerospace industry. In Corrosion Control in the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2009; pp. 225–247. [Google Scholar]
- D’Addona, D.M.; Genna, S.; Giordano, A.; Leone, C.; Matarazzo, D.; Nele, L. Laser Ablation of Primer During the Welding Process of Iron Plate for Shipbuilding Industry. Procedia CIRP 2015, 33, 464–469. [Google Scholar] [CrossRef]
- Fox, J.A. Effect of water and paint coatings on laser-irradiated targets. Appl. Phys. Lett. 1974, 24, 461–464. [Google Scholar] [CrossRef]
- Tam, A.C.; Leung, W.P.; Zapka, W.; Ziemlich, W. Laser-cleaning techniques for removal of surface particulates. J. Appl. Phys. 1992, 71, 3515–3523. [Google Scholar] [CrossRef]
- Kopf, P.W.; Cheney, J.; Martin, J. Paint Removal from Composites and Protective Coating Development; Little (Arthur D) Inc.: Cambridge, MA, USA, 1991. [Google Scholar]
- Chen, G.X.; Kwee, T.J.; Tan, K.P.; Choo, Y.S.; Hong, M.H. Laser cleaning of steel for paint removal. Appl. Phys. A-Mater. Sci. Process. 2010, 101, 249–253. [Google Scholar] [CrossRef]
- Kan, C.W. CO2 laser treatment as a clean process for treating denim fabric. J. Clean. Prod. 2014, 66, 624–631. [Google Scholar] [CrossRef]
- Schweizer, G.; Werner, L. Industrial 2-kW TEA CO2 laser for paint stripping of aircraft. In Proceedings of the Gas Flow and Chemical Lasers: Tenth International Symposium, Friedrichshafen, Germany, 5 September 1994; pp. 57–62. [Google Scholar]
- Pantelakis, S.G.; Kermanidis, T.B.; Haidemenopoulos, G.N. Mechanical behavior of 2024 Al alloy specimen subjected to paint stripping by laser radiation and plasma etching. Theor. Appl. Fract. Mech. 1996, 25, 139–146. [Google Scholar] [CrossRef]
- Daurelio, G.; Chita, G.; Cinquepalmi, M. Laser surface cleaning, de-rusting, de-painting and de-oxidizing. Appl. Phys. A-Mater. Sci. Process. 1999, 69, S543–S546. [Google Scholar] [CrossRef]
- Klingenberg, M.L.; Naguy, D.A.; Naguy, T.A.; Straw, R.J.; Joseph, C.; Mongelli, G.A.; Nelson, G.C.; Denny, S.L.; Arthur, J.J. Transitioning laser technology to support air force depot transformation needs. Surf. Coat. Technol. 2007, 202, 45–57. [Google Scholar] [CrossRef]
- Hong, S.C.; Chong, S.Y.; Lee, J.R.; Park, C.Y. Investigation of laser pulse fatigue effect on unpainted and painted CFRP structures. Compos. Part B-Eng. 2014, 58, 343–351. [Google Scholar] [CrossRef]
- Marsh, G. The challenge of composite fuselage repair. Reinf. Plast. 2012, 56, 30–35. [Google Scholar] [CrossRef]
- Lee, J.M.; Watkins, K.G.; Steen, W.M. Angular laser cleaning for effective removal of particles from a solid surface. Appl. Phys. A-Mater. Sci. Process. 2000, 71, 671–674. [Google Scholar] [CrossRef]
- Ahn, D.; Jang, D.; Park, T.; Kim, D. Laser removal of lubricating oils from metal surfaces. Surf. Coat. Technol. 2012, 206, 3751–3757. [Google Scholar] [CrossRef]
- Tang, Q.H.; Zhou, D.; Wang, Y.L.; Liu, G.F. Laser cleaning of sulfide scale on compressor impeller blade. Appl. Surf. Sci. 2015, 355, 334–340. [Google Scholar] [CrossRef]
- Ye, Y.Y.; Yuan, X.D.; Xiang, X.; Cheng, X.F.; Miao, X.X. Laser cleaning of particle and grease contaminations on the surface of optics. Optik 2012, 123, 1056–1060. [Google Scholar] [CrossRef]
- Yokozeki, T.; Ishibashi, M.; Kobayashi, Y.; Shamoto, H.; Iwahori, Y. Evaluation of adhesively bonded joint strength of CFRP with laser treatment. Adv. Compos. Mater. 2016, 25, 317–327. [Google Scholar] [CrossRef]
- Davarpanah, A.; Hemat, A.; Larki, M. Coating Removal Techniques in Aerospace Industries: Study Case. J. Powder Metall. Min. 2017, 6, 2. [Google Scholar] [CrossRef] [Green Version]
- Li, X.Y.; Wang, H.Y.; Yu, W.J.; Wang, L.Q.; Wang, D.W.; Cheng, H.X.; Wang, L.H. Laser paint stripping strategy in engineering application: A systematic review. Optik 2021, 241, 167036. [Google Scholar] [CrossRef]
- Ryu, Y.R.; Zhu, S.; Han, S.W.; White, H.W. Application of pulsed-laser deposition technique for cleaning a GaAs surface and for epitaxial ZnSe film growth. J. Vac. Sci. Technol. A Vac. Surf. Film. 1998, 16, 3058–3063. [Google Scholar] [CrossRef]
- Ko, S.H.; Pan, H.; Hwang, D.J.; Chung, J.; Ryu, S.; Grigoropoulos, C.P.; Poulikakos, D. High resolution selective multilayer laser processing by nanosecond laser ablation of metal nanoparticle films. J. Appl. Phys. 2007, 102, 093102. [Google Scholar] [CrossRef] [Green Version]
- Marimuthu, S.; Kamara, A.M.; Whitehead, D.; Mativenga, P.; Li, L. Laser removal of TiN coatings from WC micro-tools and in-process monitoring. Opt. Laser Technol. 2010, 42, 1233–1239. [Google Scholar] [CrossRef]
- Takeshita, T.; Sugo, M.; Shibata, Y.; Kamioka, H.; Tohmori, Y. Adjustment of laser facet film reflectivity by ablation etching. IEEE Photonics Technol. Lett. 2004, 16, 42–44. [Google Scholar] [CrossRef]
- Li, F.; Chen, X.G.; Lin, W.H.; Pan, H.; Jin, X.; Hua, X.M. Nanosecond laser ablation of Al-Si coating on boron steel. Surf. Coat. Technol. 2017, 319, 129–135. [Google Scholar] [CrossRef]
- Li, G.-D.; Xiong, X.J.; Metallargy, E. Characteristics of TaC coatings ablated by low power laser. Mater. Sci. Eng. Power Metall. 2005, 10, 155–159. [Google Scholar] [CrossRef]
- Farid, N.; Chan, H.; Milne, D.; Brunton, A.; O’Connor, G.M. Stress assisted selective ablation of ITO thin film by picosecond laser. Appl. Surf. Sci. 2018, 427, 499–504. [Google Scholar] [CrossRef]
- Gakovic, B.; Tsibidis, G.D.; Skoulas, E.; Petrovic, S.M.; Vasic, B.; Stratakis, E. Partial ablation of Ti/Al nano-layer thin film by single femtosecond laser pulse. J. Appl. Phys. 2017, 122, 223106. [Google Scholar] [CrossRef] [Green Version]
- Romoli, L.; Khan, M.M.A.; Valentini, M. Through-the-thickness selective laser ablation of ceramic coatings on soda-lime glass. Opt. Laser Technol. 2017, 90, 113–121. [Google Scholar] [CrossRef]
- Koziol, P.; Antończak, A.J.; Szymczyk, P.E.; Stępak, B.; Łazarek, Ł.; Wójcik, M.R.; Walczakowski, M.; Abramski, K.M. Split-ring resonators manufactured on conductive layer by selective laser ablation. In Proceedings of the Second International Conference on Applications of Optics and Photonics, Aveiro, Portugal, 26–30 May 2014; p. 92860Y. [Google Scholar]
- Kasashima, N.; Kurita, T. Laser and electrochemical complex machining of micro-stent with on-machine three-dimensional measurement. Opt. Lasers Eng. 2012, 50, 354–358. [Google Scholar] [CrossRef]
- Meijer, J.; Du, K.; Gillner, A.; Hoffmann, D.; Kovalenko, V.S.; Masuzawa, T.; Ostendorf, A.; Poprawe, R.; Schulz, W. Laser machining by short and ultrashort pulses, state of the art and new opportunities in the age of the photons. CIRP Ann.-Manuf. Technol. 2002, 51, 531–550. [Google Scholar] [CrossRef] [Green Version]
- Kathuria, Y.P. Laser microprocessing of metallic stent for medical therapy. J. Mater. Process. Technol. 2005, 170, 545–550. [Google Scholar] [CrossRef]
- Leisten, O.; Fieret, J.; Boehlen, I.S.; Rumsby, P.T.; McEvoy, P.; Vardaxoglou, Y. Laser-assisted manufacture for performance-optimized dielectrically loaded GPS antennas for mobile telephones. In Proceedings of the Photon Processing in Microelectronics and Photonics, San Jose, CA, USA, 21–24 January 2002; pp. 397–403. [Google Scholar] [CrossRef]
- Soulard, F.; McWilliam, R.; Williams, G.; Toriz-Garcia, J.; Purvis, A.; Seed, N. Fabricating Non-Planar Antenna Structures by a Novel 3-D Holographic Photolithography Method. 2011. Available online: https://www.academia.edu/download/34406897/2011_Soulard_-_Fabricating_non-planar_antenna_structures_by_a_novel_3-D_holographic_photolithography_method.pdf (accessed on 1 February 2022).
- Ye, Y.-F.; Zhu, R.-L. Application of Laser in the Execution of Microband Antenna on Curved Surface. Chin. J. Lasers 2003, 30, 361–363. [Google Scholar] [CrossRef]
- Naeem, M. Flexible laser system for high precision cutting, welding and drilling for aerospace applications. Int. Conf. Photonic Technol. LANE 2014, 8, 1–11. [Google Scholar]
- Kaijin, H.; Changsheng, X. Development of three dimensional (3D) laser cutting. Laser Technol. 1998, 6, 152–156. [Google Scholar]
- Eidelberg, B. Linear motors drive advances in industrial laser applications. Ind. Laser Rev. 1995, 1, 15–18. [Google Scholar]
- King, R. Precision Laser Scribes Aircraft Skins. Des. News 1994, 5–9, 66–67. [Google Scholar]
- Gieras, J.F. Linear electric motors in machining processes. J. Int. Conf. Electr. Mach. Syst. 2013, 2, 380–389. [Google Scholar] [CrossRef] [Green Version]
- Sarh, B.; Buttrick, J.; Munk, C.; Bossi, R. Aircraft Manufacturing and Assembly. In Springer Handbook of Automation; Springer: Berlin/Heidelberg, Germany, 2009; pp. 893–910. [Google Scholar]
- Wissenbach, K. Tailored Light 2. Laser Application Technology; Springer: Berlin Heidelberg, Germany, 2009; pp. 384–415. [Google Scholar]
- Radtke, D.; Duparre, J.; Zeitner, U.D.; Tunnermann, A. Laser lithographic fabrication and characterization of a spherical artificial compound eye. Opt. Express 2007, 15, 3067–3077. [Google Scholar] [CrossRef] [PubMed]
- Gray, P.J.; Ismail, F.; Bedi, S. Arc-intersect method for -axis tool paths on a 5-axis machine. Int. J. Mach. Tools Manuf. 2007, 47, 182–190. [Google Scholar] [CrossRef]
- Diaci, J.; Bracun, D.; Gorkic, A.; Mozina, J. Rapid and flexible laser marking and engraving of tilted and curved surfaces. Opt. Lasers Eng. 2011, 49, 195–199. [Google Scholar] [CrossRef]
- Chen, M.F.; Hsiao, W.T.; Huang, W.L.; Hu, C.W.; Chen, Y.-P. Laser coding on the eggshell using pulsed-laser marking system. J. Mater. Process. Technol. 2009, 209, 737–744. [Google Scholar] [CrossRef]
- Jiang, M.; Wang, X.Z.; Ke, S.H.; Zhang, F.; Zeng, X.Y. Large scale layering laser surface texturing system based on high speed optical scanners and gantry machine tool. Robot. Comput.-Integr. Manuf. 2017, 48, 113–120. [Google Scholar] [CrossRef]
- Lianghui, C.; shengyu, Z.; Yongquan, Z.; Yi, Z. Key Technologies of Laser Machining of 5-Axes CNC System for Three-Dimensional Freeform Surface. Laser Optoelectron. Prog. 2015, 52, 071406. [Google Scholar] [CrossRef]
- Wang, X.Z.; Duan, J.; Jiang, M.; Ke, S.H.; Wu, B.Y.; Zeng, X.Y. Study of laser precision ablating texture patterns on large-scale freeform surface. Int. J. Adv. Manuf. Technol. 2017, 92, 4571–4581. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Frequency | 500 Hz | 1000 Hz | 5000 Hz | 10,000 Hz | 15,000 Hz | 20,000 Hz |
|---|---|---|---|---|---|---|
| Without argon protection |  |  |  |  |  |  |
| Under argon protection |  |  |  |  |  |  |
| Num | Laser Type | Pulse Width (ms) | Nozzle Distance (mm) | Power (W) | Frequency (Hz) | Scribing Speed (mm/s) | Scribing Quality |
|---|---|---|---|---|---|---|---|
| 1 | CO2 | 0.0018 | 1 | 50 | 100 | 400 | Uniform linewidth |
| 2 | CO2 | 0.0018 | 1 | 50 | 100 | 500 | Uniform linewidth |
| 3 | CO2 | 0.0018 | 1 | 50 | 100 | 600 | Uniform linewidth, the coating is intact |
| Time | Name | Manufacturer | Application Manufacturer | Application |
|---|---|---|---|---|
| 1980s | Multiaxis laser scribing machines | Douglas Aircraft Division of McDonnell Douglas | Douglas Aircraft Division of McDonnell Douglas | First scribing for aircraft skin |
| 1980s | Torreslaser laser scribing machine | M. Torres, Navarra, Spanish | Airbus, Toulousem, France; Boeing, Seattle, USA | First scribing for aircraft skin |
| 1980s | Laserdyne laser system | Prima Power Laserdyne, Minneapolis, USA | Unknown | First scribing for chemical milling parts in aerospace |
| 1993 | Automatic laser maskant scriber with linear synchronous motors (LSMs) | Boeing, Wichita, KS, USA | Boeing, Wichita, KS, USA | First scribing for aircraft skin |
| 2010 | Five-DOF gantry robotic system and flexible pogo fixture | Unknown | Unknown | First scribing for aircraft skin |
| 2018 | Laser scribing machine | Xi’an Institute of Optics and Precision Mechanics of CAS | AECC Shenyang Liming Aero-Engine Co., Ltd. Shenyang, China. | First scribing and second scribing for aerospace engine casing |
| Num | Parameter | Numerical Value |
|---|---|---|
| 1 | X/Y/Z-axis travel | 15,000 mm/4000 mm/1500 mm |
| 2 | X/Y/Z-axis feed speed | 10,000 mm/min |
| 3 | X/Y/Z-axis rapid traverse rate | 20,000 mm/min, 20,000 mm/min, 15,000 mm/min |
| 4 | C-axis rotation range | ±360° |
| 5 | C-axis rotation speed | 5400°/min |
| 6 | W-axis travel | ±8 mm |
| Num | Parameter | Numerical Value |
|---|---|---|
| 1 | X/Y/Z-axis travel | 1000 mm/1000 mm/2000 mm |
| 2 | A/B/C-axis travel | ±120°/±360°/±360° |
| 3 | X/Y/Z-axis accuracy | ≤10 μm |
| 4 | A/B/C-axis accuracy | ≤10″ |
| 5 | C-axis load capacity | 1000 kg |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Liu, Q.; Sun, P.; Zang, C.; Wang, L.; Ning, Z.; Li, M.; Wang, H. Research Status and Prospect of Laser Scribing Process and Equipment for Chemical Milling Parts in Aviation and Aerospace. Micromachines 2022, 13, 323. https://doi.org/10.3390/mi13020323
Wang J, Liu Q, Sun P, Zang C, Wang L, Ning Z, Li M, Wang H. Research Status and Prospect of Laser Scribing Process and Equipment for Chemical Milling Parts in Aviation and Aerospace. Micromachines. 2022; 13(2):323. https://doi.org/10.3390/mi13020323
Chicago/Turabian StyleWang, Jian, Qiang Liu, Pengpeng Sun, Chenxin Zang, Liuquan Wang, Zhiwei Ning, Ming Li, and Hui Wang. 2022. "Research Status and Prospect of Laser Scribing Process and Equipment for Chemical Milling Parts in Aviation and Aerospace" Micromachines 13, no. 2: 323. https://doi.org/10.3390/mi13020323