
Cone Clogging of Submerged Entry Nozzle in Rare Earth Treated Ultra-Low Carbon Al-Killed Steel and Its Effect on the Flow Field and Vortex in the Mold

 ,
,  ,
,
Abstract
:1. Introduction
2. Experimental Procedure and Methods
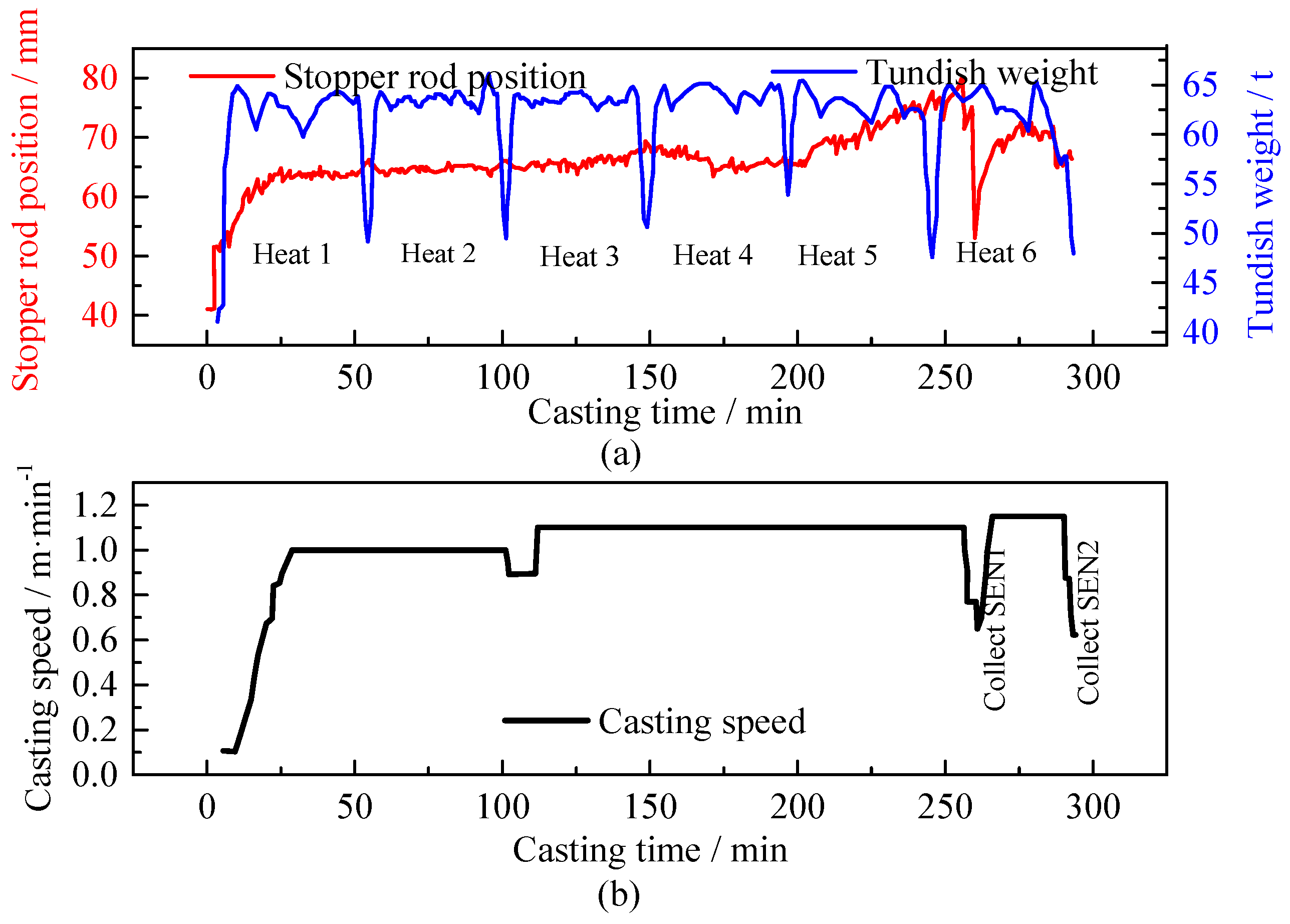
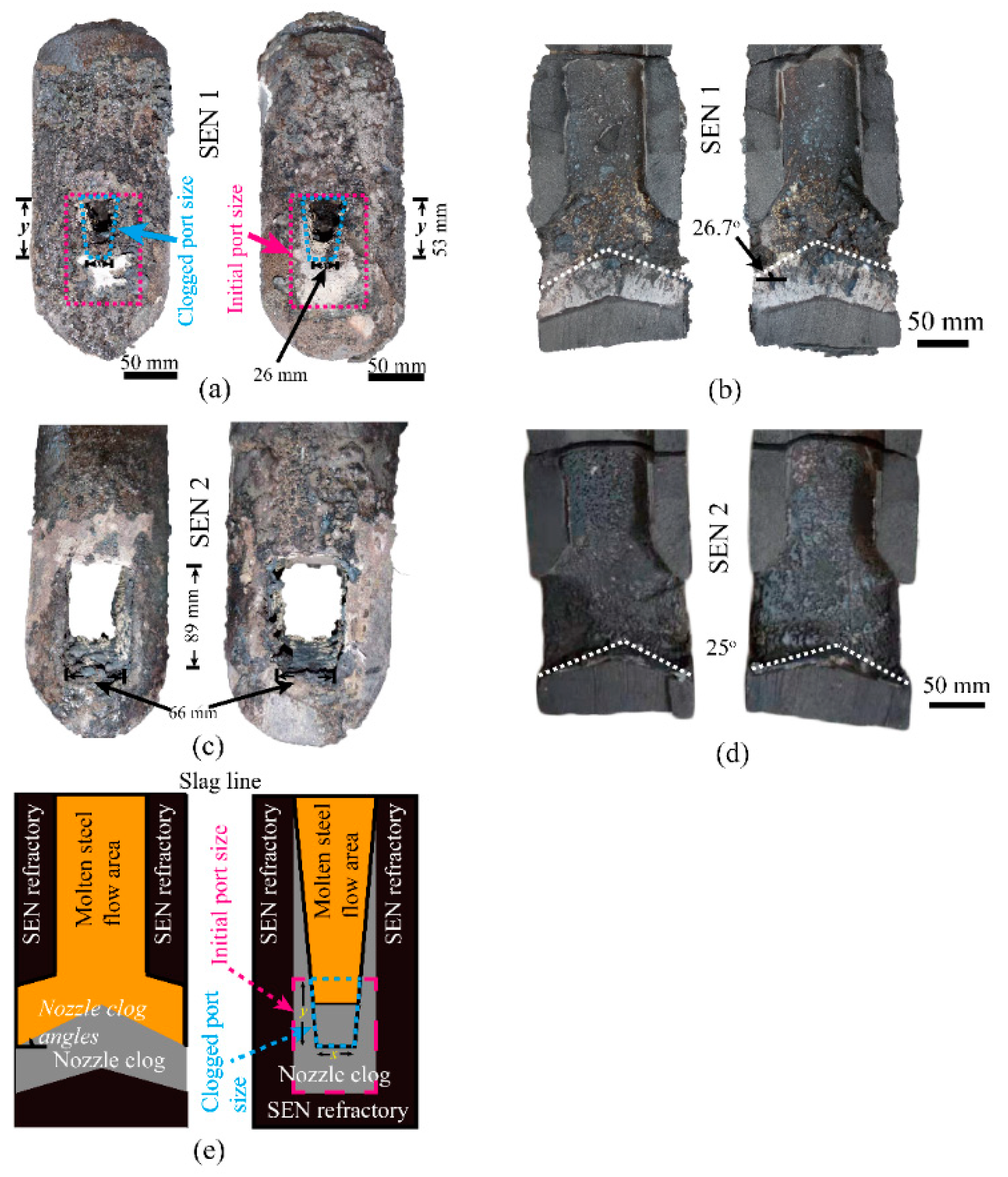
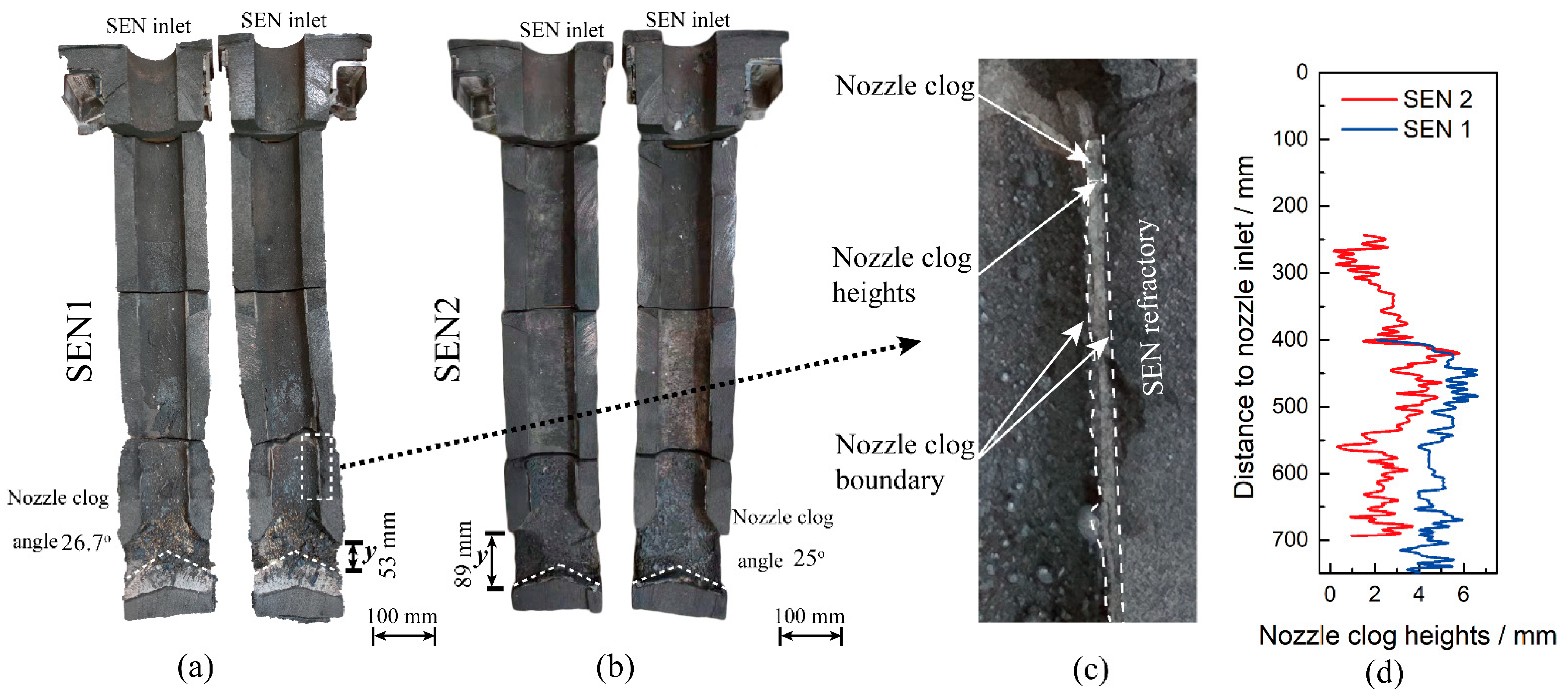
2.1. Description of Clogs’ Morphology in SEN
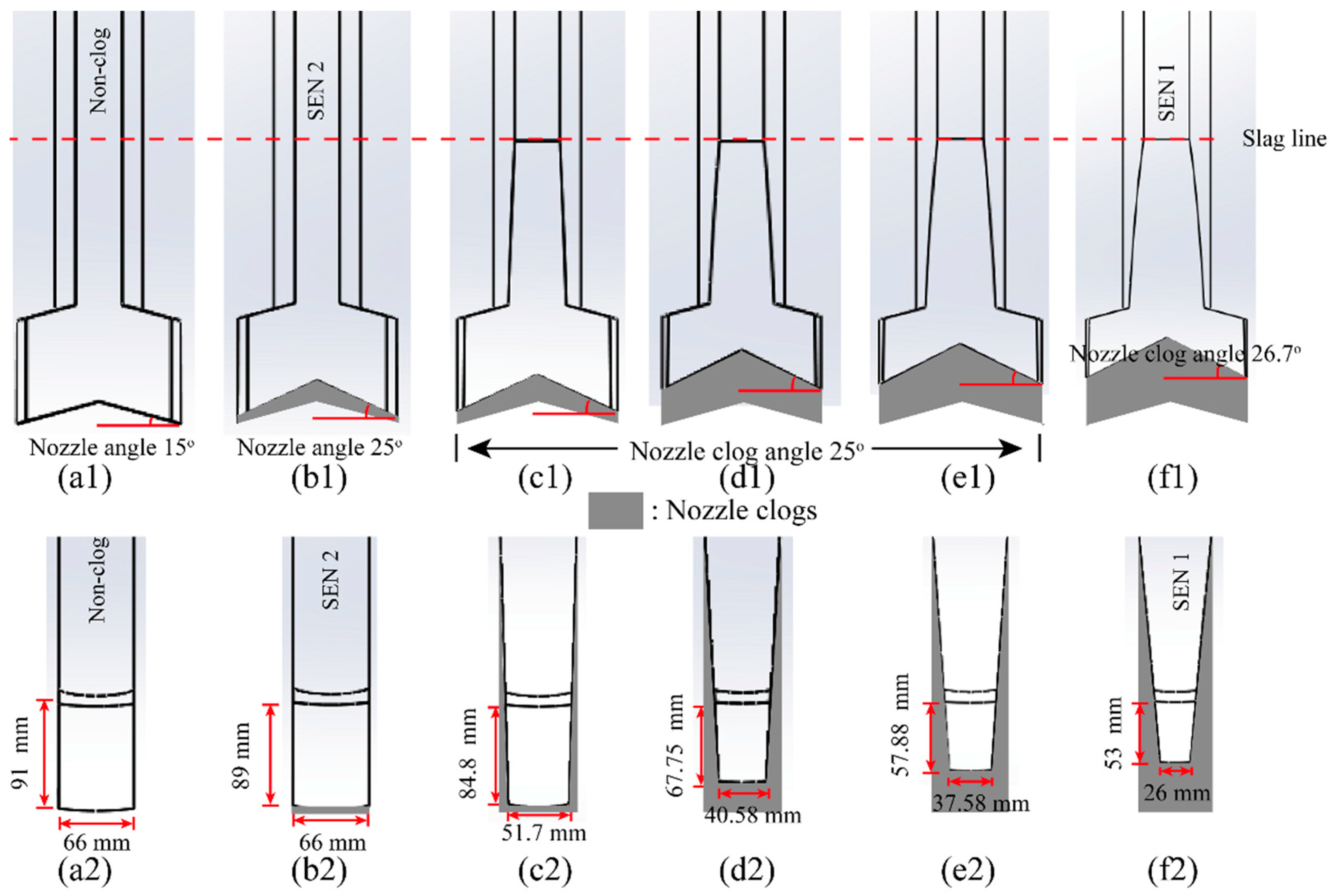
2.2. Geometry Model of SEN Clogging
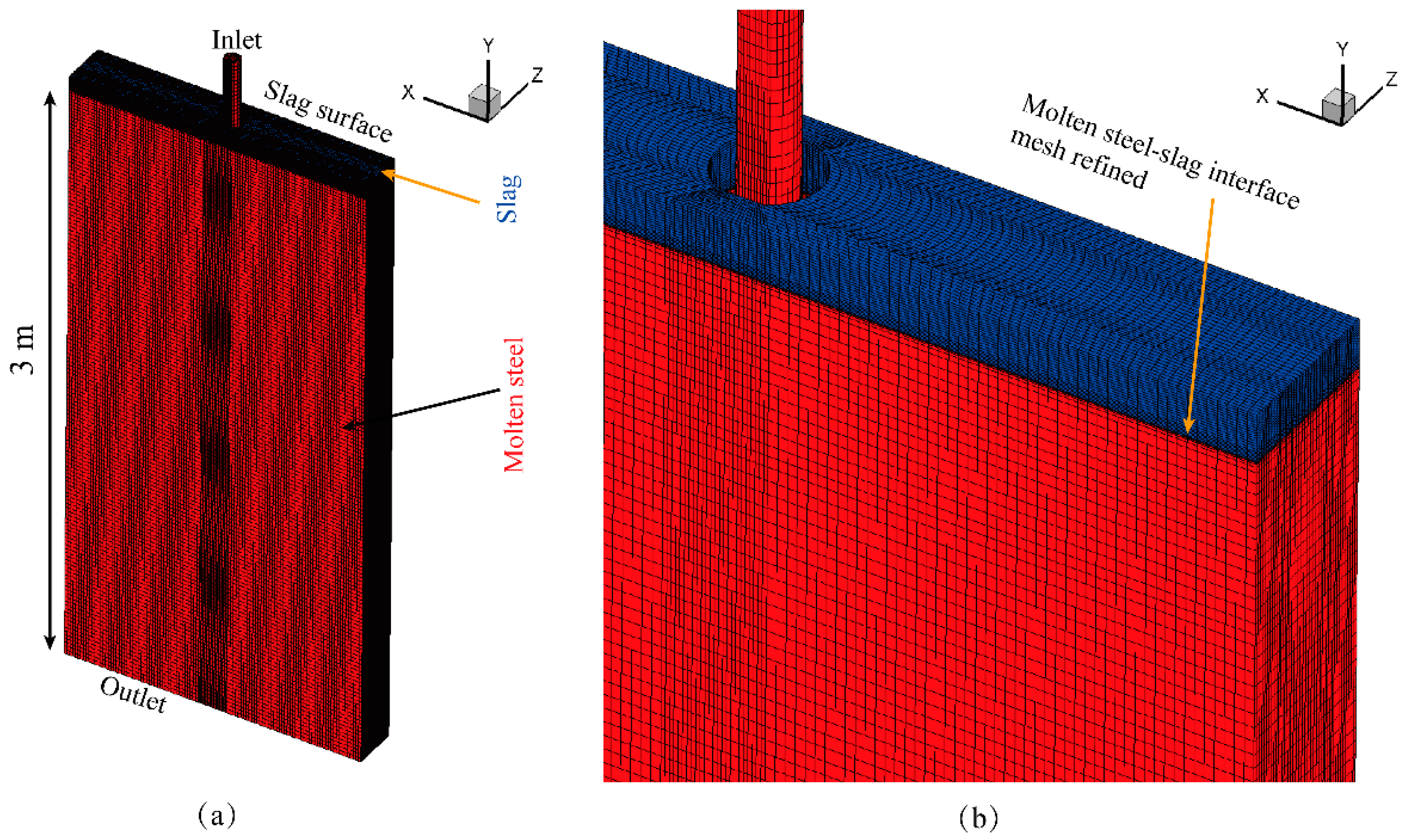
2.3. Numerical Modeling Methods for the Fluid Flow and Slag Layer in the Mold
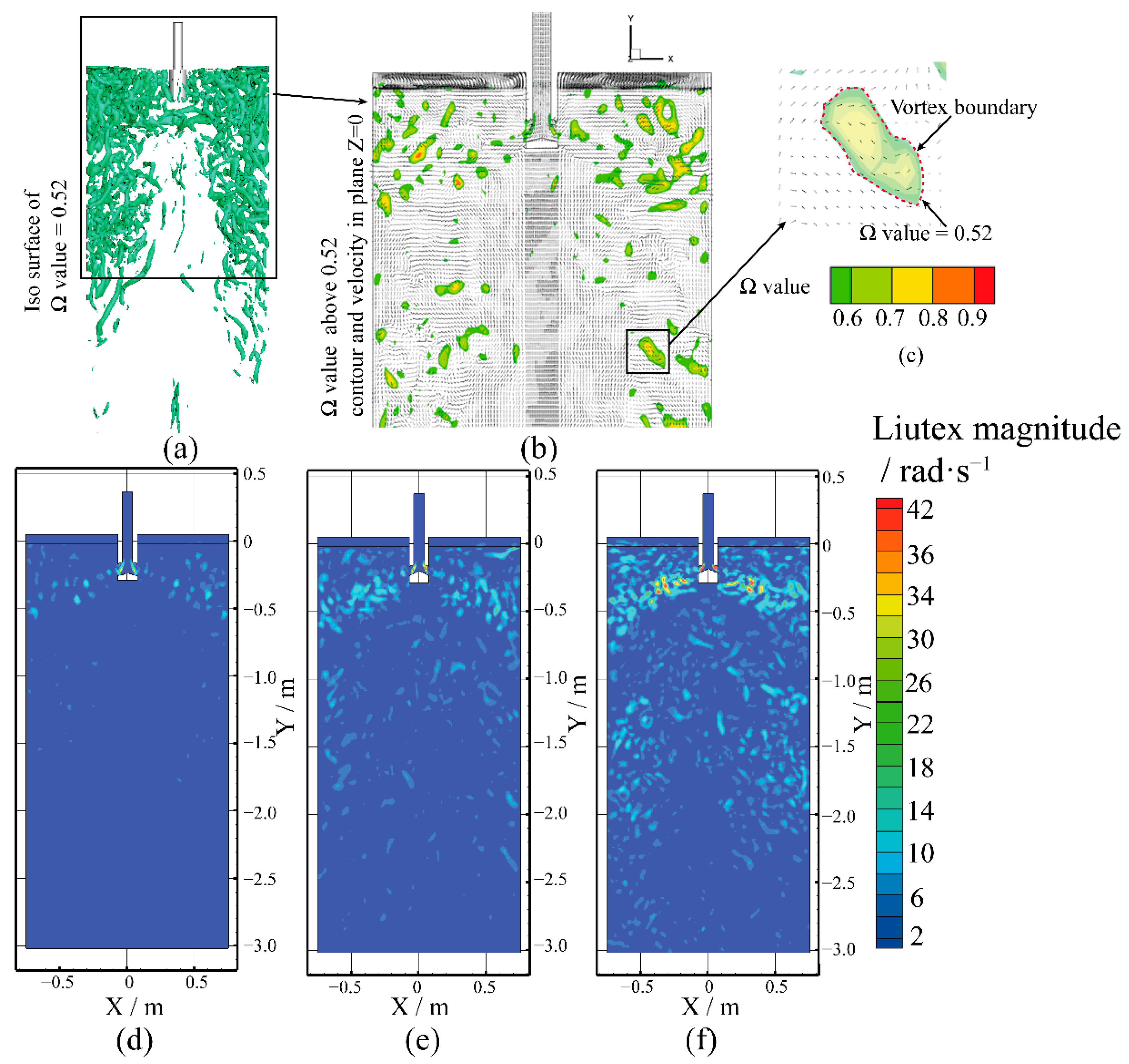
2.4. Vortex Visualization and Quantification in Mold
3. Results and Discussion
3.1. Macroscopic Features of the SEN Clogging
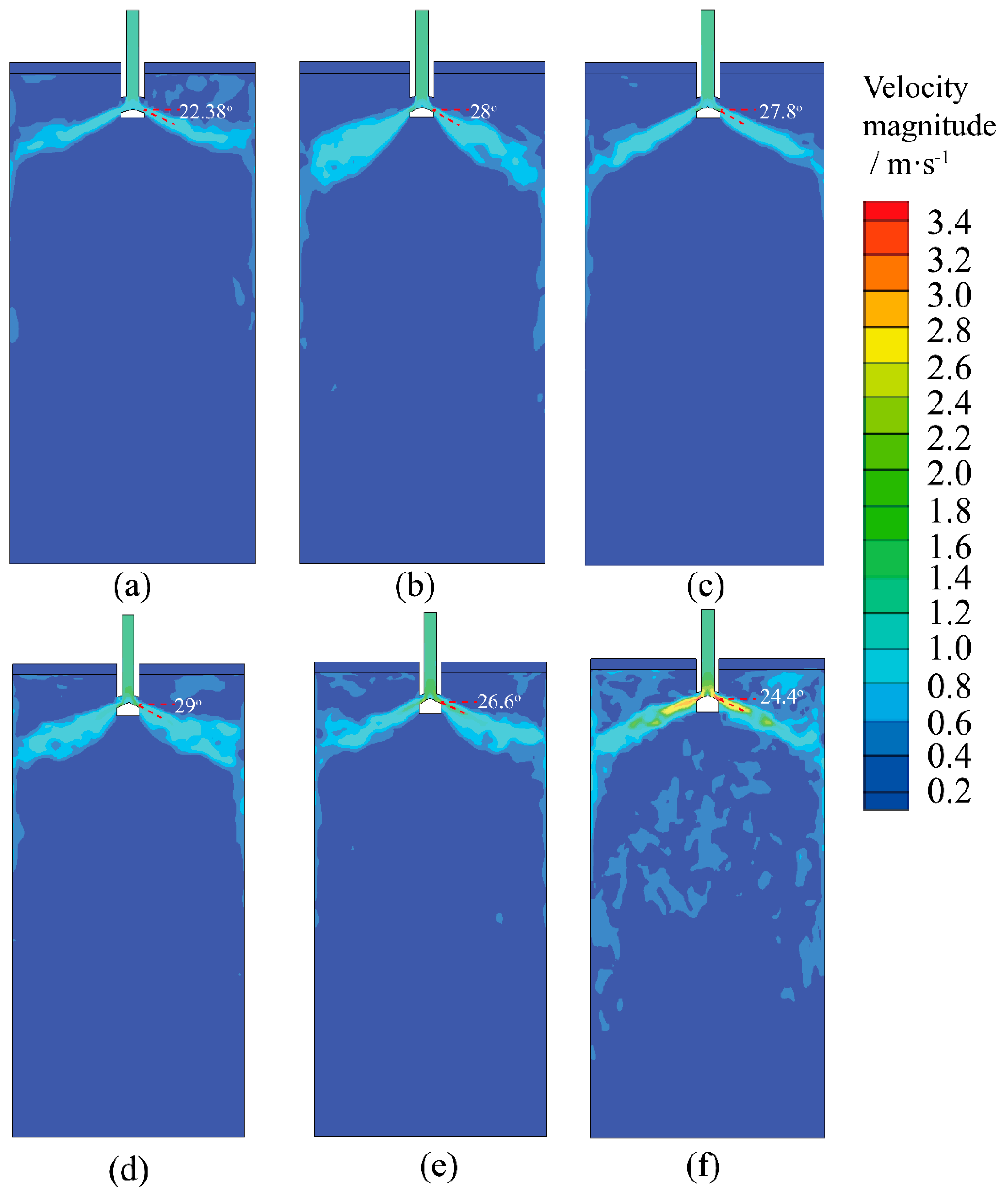
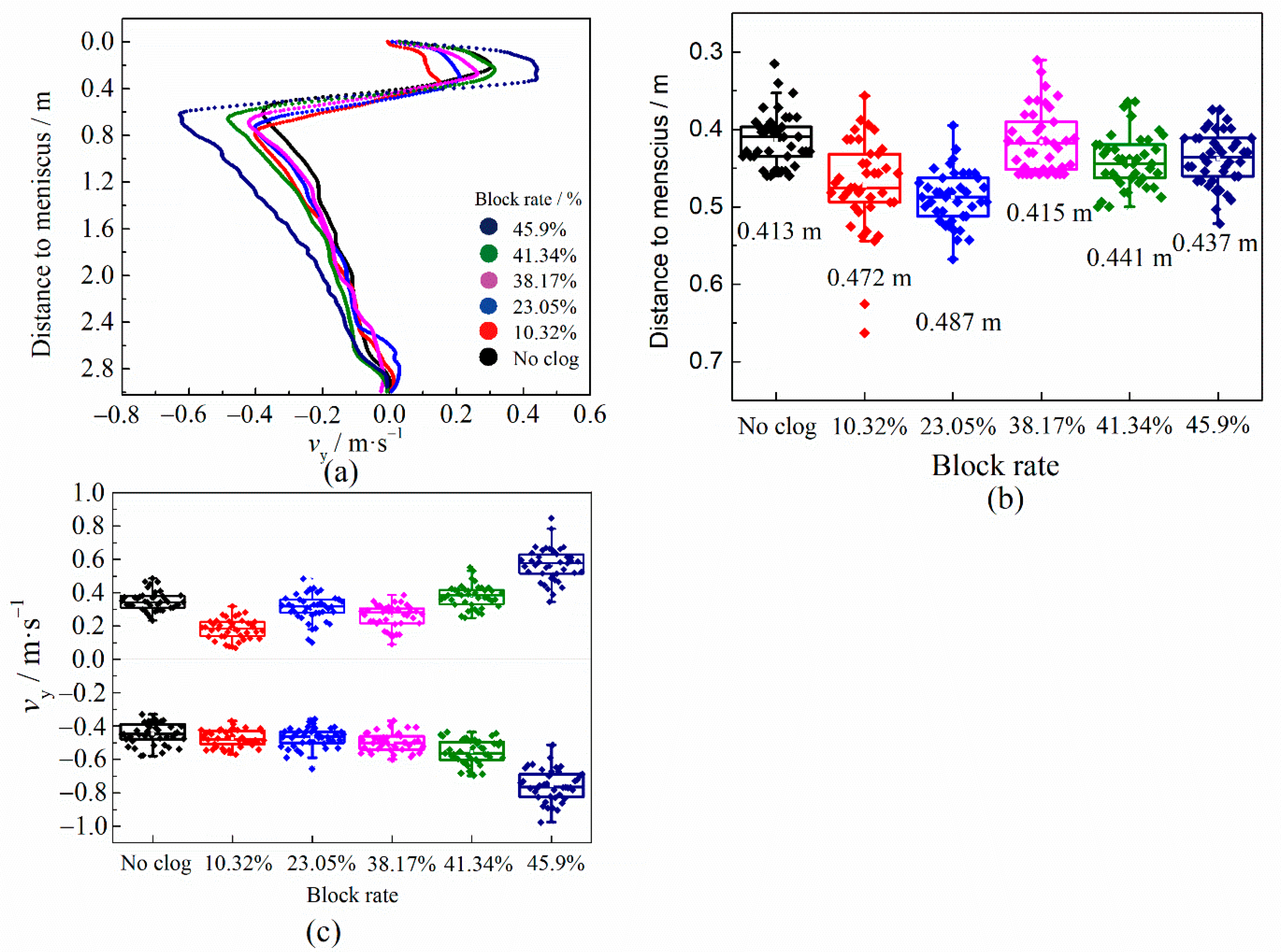
3.2. Effect of the Block Rate on Flow in the Mold
3.3. Effect of the Block Rate on the Vortex in Mold
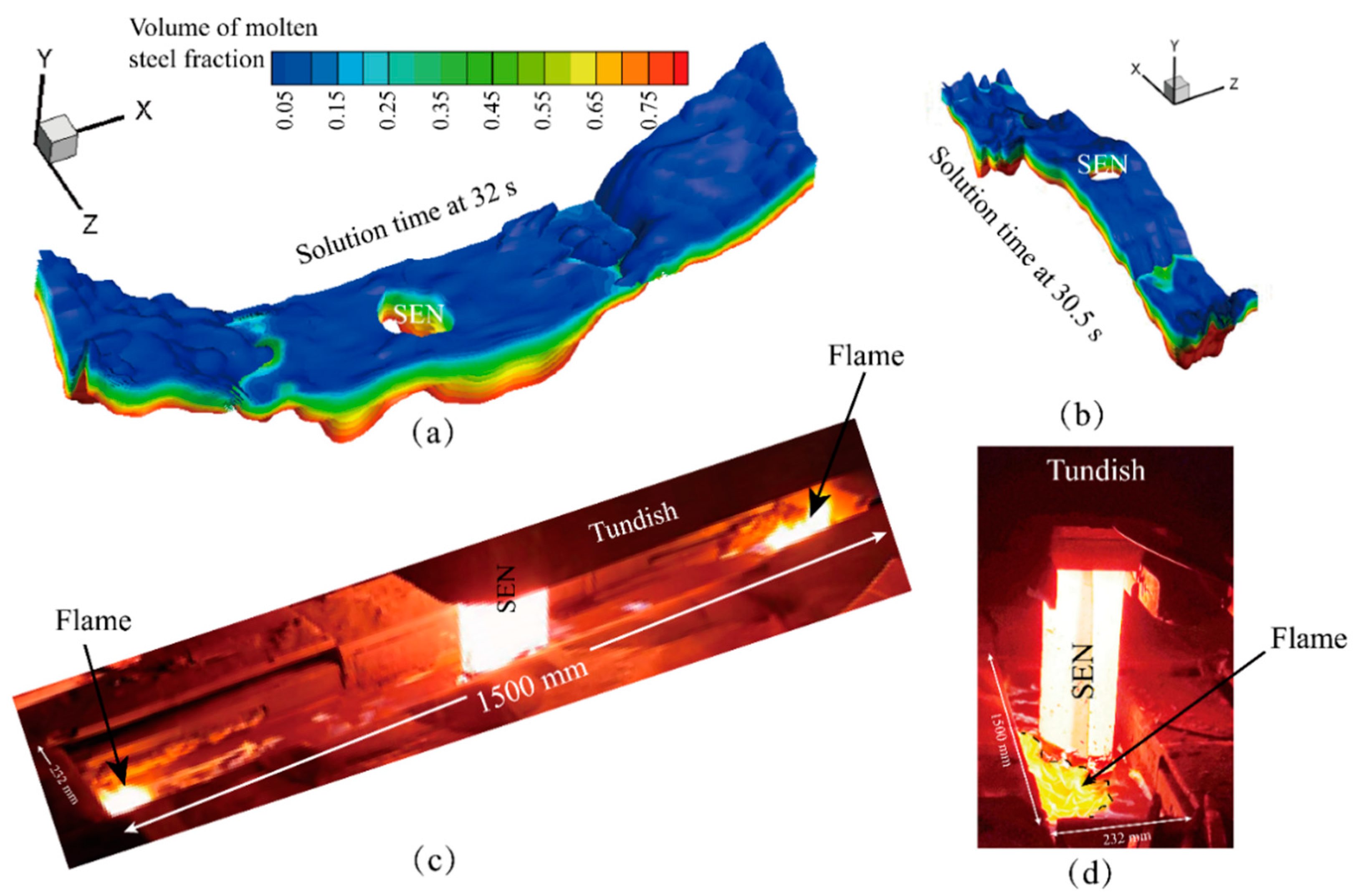
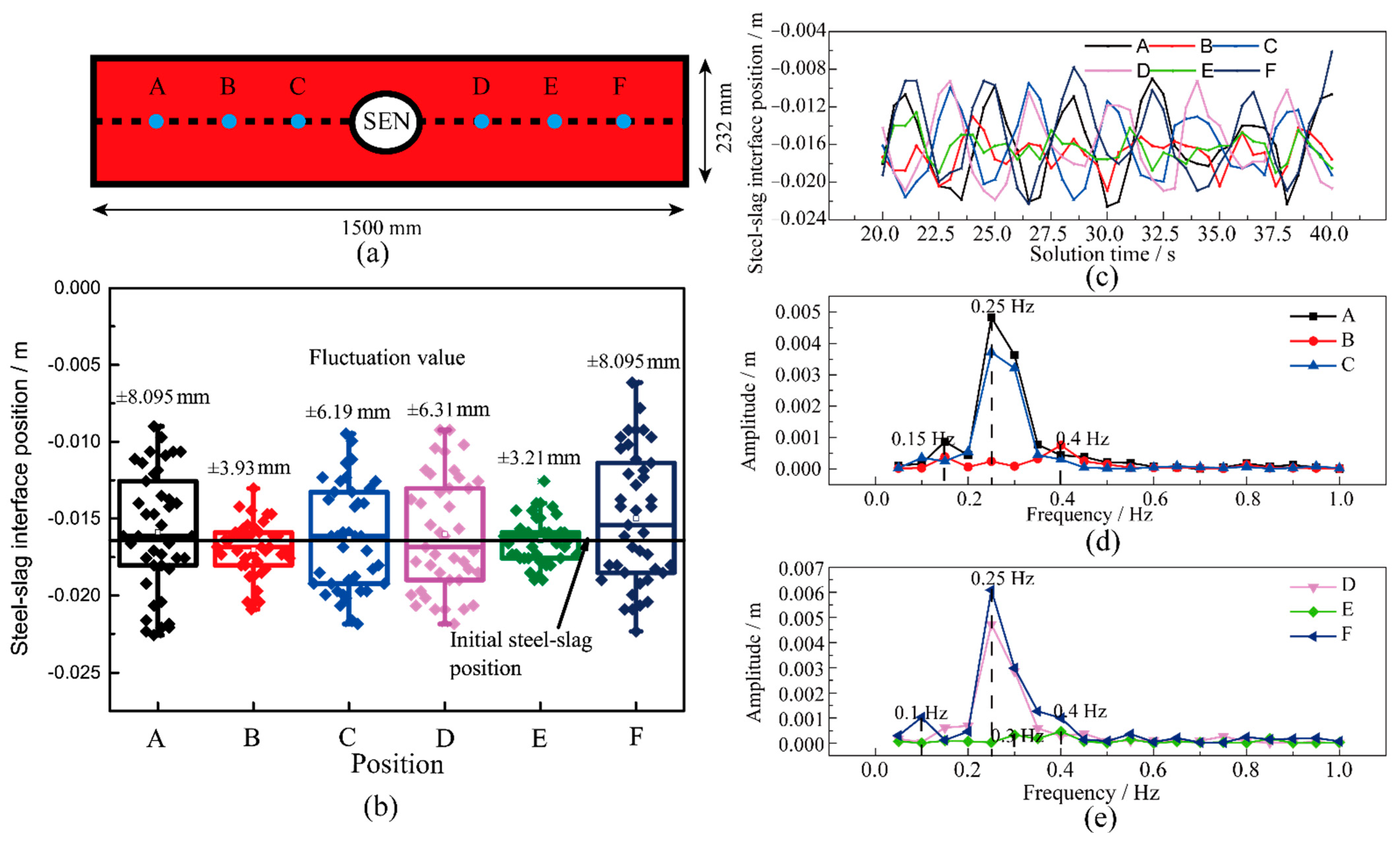
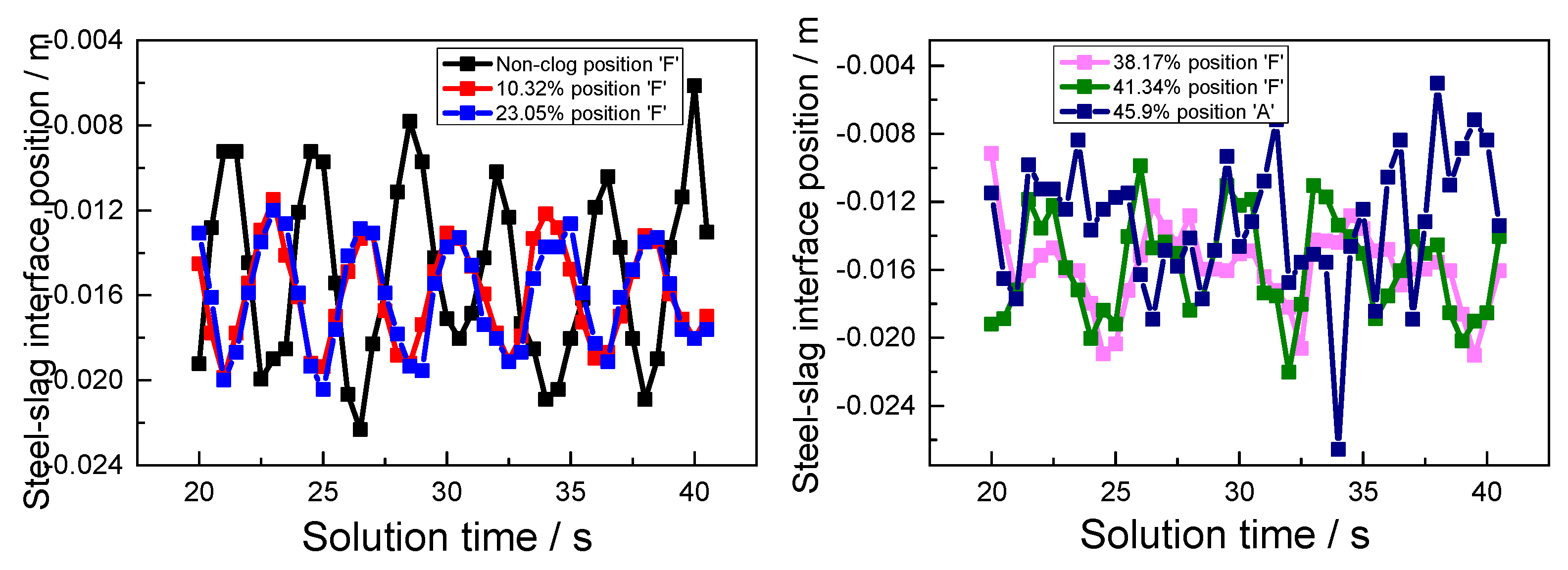
3.4. Effect of the Block Rate on the Steel–Slag Interface and Slag Entrapment
4. Conclusions
- Cone-shaped clogs were found at the bottom of the SENs based on the dissection of two SENs used for casting 1300 tons and 260 tons of Al-killed steel, respectively, and the thickness of the cone-shaped clogs increased with casting time. The tube-shaped clogs were mainly distributed on the inner wall of refractory in the range of 250 mm to 750 mm with a thickness of 2 to 6 mm.
- The fluctuation of the steel–slag interface increased from ±4.185 mm to ±10.765 mm as the block rate changed from 10.32% to 45.9%, which caused the impact point to fluctuate between 0.415 m and 0.487 m.
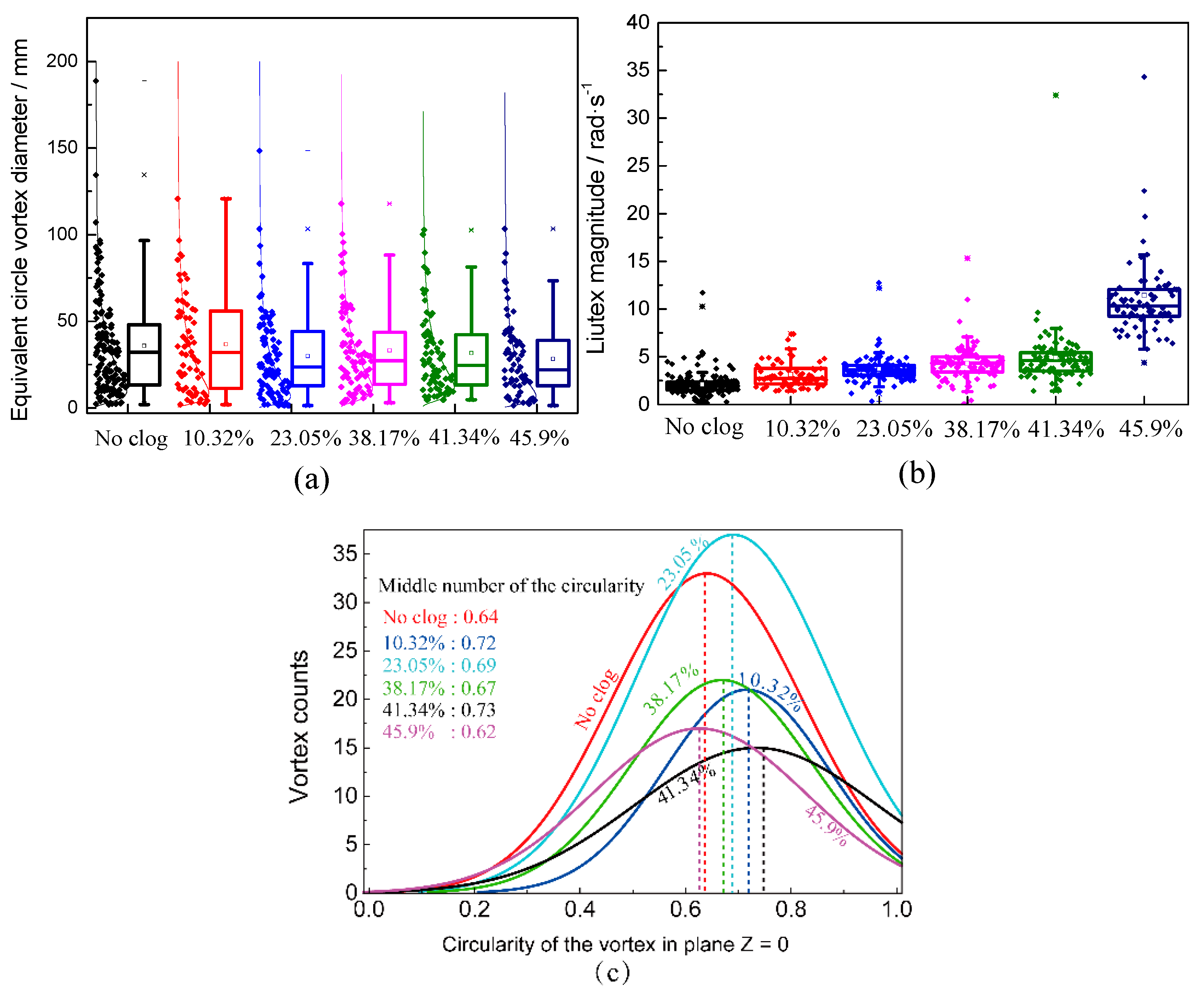
- The vortex’s rotation magnitude was significantly strengthened with an increase in the block rate. Liutex magnitude increased from 2 rad·s−1 with non-clogging to 10 rad·s−1 with a block rate of 45.9%. The vortex diameter was concentrated between 0 mm and 50 mm following a lognormal distribution.
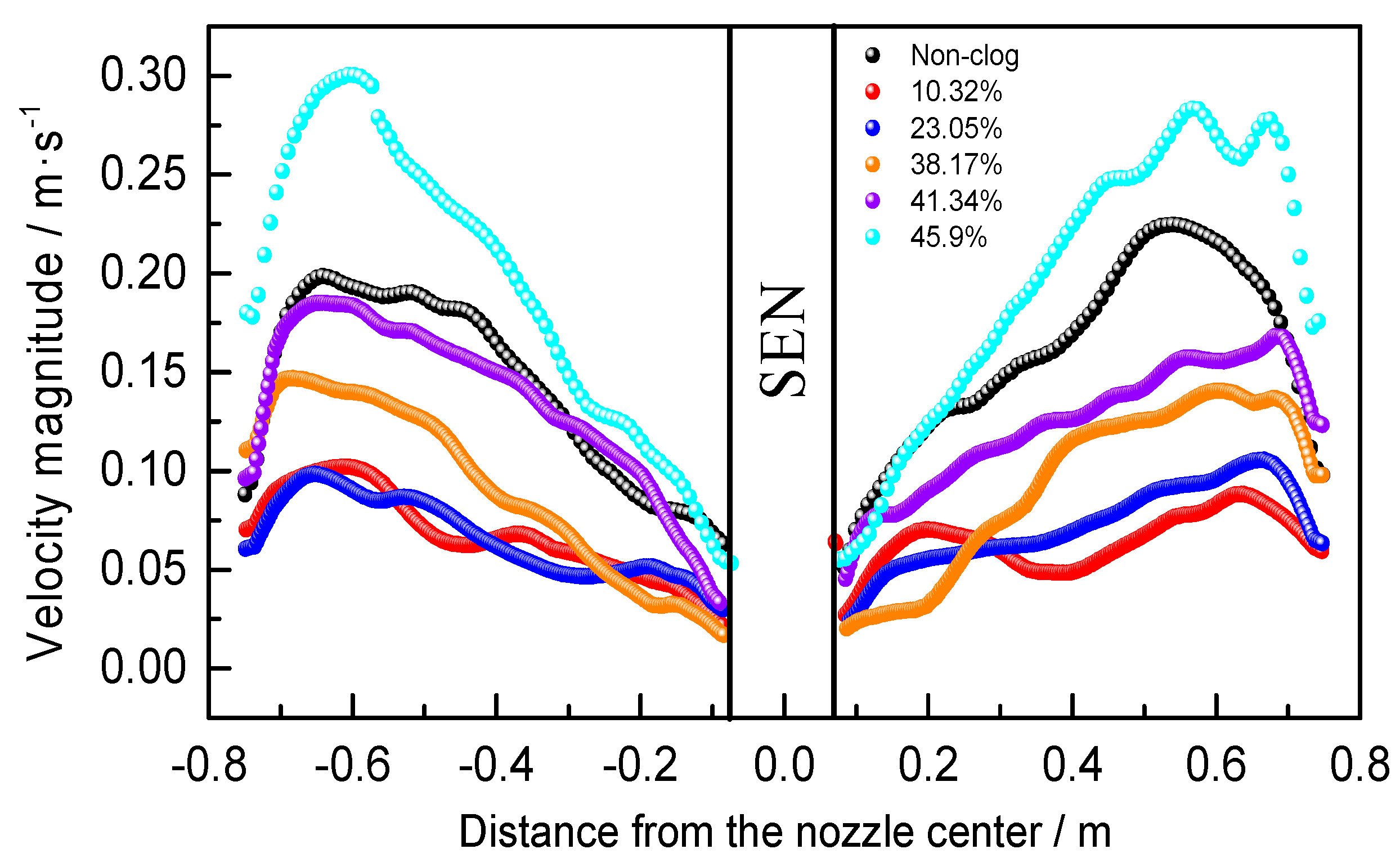
- The time-averaged velocity in the steel–slag interface increased when the block rate changed from 10.32% to 45.9% and reached the peak at 5/7 of half-width.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Singh, S.N. Mechanism of alumina build up in tundish nozzles during continuous casting of aluminum-killed steels. Metall. Trans. B 1974, 5, 2165–2178. [Google Scholar] [CrossRef]
- Devi, S.; Singh, R.K.; Sen, N.; Pradhan, N. Study of Calcium Treatment in Steel Ladles for the Modification of Alumina Inclusions to Avoid Nozzle Clogging during Casting. Mater. Sci. Forum 2020, 978, 12–20. [Google Scholar] [CrossRef]
- Tiekink, W. Al2O3 in Steel and Its Transformation with Calcium. Ph.D. Thesis, Technische Universiteit Delft, Delft, The Netherlands, 6 July 2012. [Google Scholar]
- Thomas, B.G. Review on Modeling and Simulation of Continuous Casting. Steel Res. Int. 2018, 89, 1700312. [Google Scholar] [CrossRef]
- Yao, M.; Fang, D.C.; Yin, H.B.; Wang, J.C.; Liu, X.; Yu, Y.; Liu, J.J. Development of an experimental system for the study of the effects of electromagnetic stirring on mold heat transfer. Metall. Trans. B 2005, 36, 475–478. [Google Scholar] [CrossRef]
- Thomas, B.G.; Yuan, Q.; Mahmood, S.; Liu, R.; Chaudhary, R. Transport and Entrapment of Particles in Steel Continuous Casting. Metall. Trans. B 2014, 45, 22–35. [Google Scholar] [CrossRef]
- Fei, P.; Min, Y.; Liu, C.J.; Jiang, M.F. Effect of continuous casting speed on mold surface flow and the related near-surface distribution of non-metallic inclusions. Int. J. Miner. Metall. Mater. 2019, 26, 186–193. [Google Scholar] [CrossRef]
- Zhao, P.; Li, Q.; Kuang, S.B.; Zou, Z.S. Mathematical Modeling of Liquid Slag Layer Fluctuation and Slag Droplets Entrainment in a Continuous Casting Mold Based on VOF-LES Method. High Temp. Mater. Processes 2017, 36, 551–561. [Google Scholar] [CrossRef]
- Wang, Y.; Fang, Q.; Zhang, H.; Zhou, J.N.; Liu, C.S.; Ni, H.W. Effect of Argon Blowing Rate on Multiphase Flow and Initial Solidification in a Slab Mold. Metall. Trans. B 2020, 51, 1088. [Google Scholar] [CrossRef]
- Huo, Y.K.; Zhao, L.H.; An, H.H.; Wang, M.; Zou, C.D. Model prediction of the effect of in-mold electromagnetic stirring on negative segregation under bloom surface. Int. J. Miner. Metall. Mater. 2020, 27, 319–327. [Google Scholar] [CrossRef]
- Li, X.; Wang, M.; Bao, Y.P.; Gong, J.; Wang, X.H.; Pang, W.G. Solidification Structure and Segregation of High Magnetic Induction Grain-Oriented Silicon Steel. Met. Mater. Int. 2019, 25, 1586–1592. [Google Scholar] [CrossRef]
- Bai, H.; Thomas, B.G. Effects of clogging, argon injection, and continuous casting conditions on flow and air aspiration in submerged entry nozzles. Metall. Trans. B 2001, 32, 707. [Google Scholar] [CrossRef]
- Hua, C.J.; Wang, M.; Zhang, M.Y.; Zheng, R.X.; Bao, Y.P. Effect of submerged entry nozzle wall surface morphologies on boundary layer structure and alumina inclusions transport. Chin. J. Eng. 2020. [Google Scholar] [CrossRef]
- Hua, C.J.; Wang, M.; Bao, Y.P. Effect of Nozzle Clogging on the Fluid Flow Pattern in a Billet Mold with Particle Image Velocimetry Technology. Metall. Trans. B 2020, 51, 2871–2881. [Google Scholar] [CrossRef]
- Cho, S.; Kim, S.H.; Chaudhary, R.; Thomas, B.G.; Shin, H.J.; Choi, W.Y.; Kim, S.W. Effect of Nozzle Clogging on Surface Flow and Vortex Formation in the Continuous Casting Mold. In Proceedings of the AISTech 2011, Indianapolis, IN, USA, 2–5 May 2011; pp. 85–95. [Google Scholar]
- Srinivas, P.S.; Singh, A.; Korath, J.M.; Jana, A.K. A water-model experimental study of vortex characteristics due to nozzle clogging in slab caster mould. Ironmak. Steelmak. 2016, 44, 473–485. [Google Scholar] [CrossRef]
- Hashimoto, Y.; Matsui, A.; Hayase, T.; Kano, M. Real-Time Estimation of Molten Steel Flow in Continuous Casting Mold. Metall. Trans. B 2020, 51, 581–588. [Google Scholar] [CrossRef]
- Stachnik, M.; Jakubowski, M. Multiphase model of flow and separation phases in a whirlpool: Advanced simulation and phenomena visualization approach. J. Food Eng. 2020, 274, 109846. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, L.T.; Ma, D.Z.; Wang, E.G. Numerical Simulation on Flow Characteristic of Molten Steel in the Mold with Freestanding Adjustable Combination Electromagnetic Brake. Metall. Trans. B 2020, 51, 2609–2627. [Google Scholar] [CrossRef]
- Liu, C.Q. Liutex-third generation of vortex definition and identification methods. Acta Aerodyn. Sinca 2020, 38, 413–431. [Google Scholar] [CrossRef]
- Jakubowski, M. Secondary flows occurring in a whirlpool separator—A study of phenomena—Observation, simulation and measurements. Chem. Process Eng. 2015, 36, 277–289. [Google Scholar] [CrossRef] [Green Version]
- Yin, Y.B.; Zhang, J.M. Mathematical Modeling on Transient Multiphase Flow and Slag Entrainment in Continuously Casting Mold with Double-ruler EMBr through LES+VOF+DPM Method. ISIJ Int. 2021, 61, 853–864. [Google Scholar] [CrossRef]
- Liu, C.Q.; Gao, Y.S.; Tian, S.L.; Dong, X.R. Rortex A New Vortex Vector Definition and Vorticity Tensor and Vector Decompositions. Phys. Fluids 2018, 30, 035103. [Google Scholar] [CrossRef] [Green Version]
- Gao, Y.; Liu, C.Q. Rortex and comparison with eigenvalue-based vortex identification criteria. Phys. Fluids 2018, 30, 85107–85118. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.Q. Letter: Galilean invariance of Rortex. Phys. Fluids 2018, 30, 111701. [Google Scholar] [CrossRef]
- Liu, C.Q.; Gao, Y.S.; Dong, X.R.; Wang, Y.Q.; Liu, J.M.; Zhang, Y.N.; Cai, X.S.; Cui, N. Third generation of vortex identification methods: Omega and Liutex/Rortex based systems. J. Hydrodyn. 2019, 31, 205–223. [Google Scholar] [CrossRef]
- Seath, D.D.; Wilson, D.R. Vortex-airfoil interaction tests. In Proceedings of the AIAA 24th Aerospace Sciences Meeting, Reno, NV, USA, 6–9 January 1986; pp. 1–4. [Google Scholar]
- Ren, S.B.; Fan, J.F.; Zhao, J.J.; Li, S. Mathematical simulation of surface wave created in a slab mold. J. Inner Mongolia Univ. Sci. Technol. 2008, 27, 54–58. [Google Scholar] [CrossRef]
- Liu, R.; Thomas, B.G.; Kalra, L.; Bhattacharya, T.; Dasgupta, A. Slidegate Dithering Effects on Transient Flow and Mold Level Fluctuations. In Proceedings of the AISTech conference proceedings, Pittsburgh, PA, USA, 6–9 May 2013; pp. 87–98. [Google Scholar]
- Teshima, T.; Kubota, J.; Suzuki, M.; Ozawa, K.; Masaoka, T.; Miyahara, S. Influence of casting conditions on the molten steel flow in continuous casting mold. Trans. Iron Steel Inst. Jpn. 1993, 79, 576–582. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.Z.; Li, Y.; Wang, Q.; Yan, C. Prediction model for steel/slag interfacial instability in continuous casting process. Ironmak. Steelmak. 2015, 42, 705–713. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Vn/mm3 | Vc/mm3 | Block Rate/% | x/mm | y/mm | x/y |
|---|---|---|---|---|---|
| 1,596,143.15 | 1,596,143.15 | Non-clog | 66.00 | 91.00 | 0.73 |
| 1,596,143.15 | 1,431,449.11 | 10.32 (SEN2) | 66.00 | 89.00 | 0.74 |
| 1,596,143.15 | 1,228,303.14 | 23.05 | 51.17 | 84.48 | 0.61 |
| 1,596,143.15 | 986,944.79 | 38.17 | 40.58 | 67.75 | 0.60 |
| 1,596,143.15 | 936,224.15 | 41.34 | 37.58 | 57.88 | 0.65 |
| 1,596,143.15 | 863,500.45 | 45.90 (SEN1) | 26.00 | 53.00 | 0.49 |
| Item | Parameters |
|---|---|
| SEN length | 940 mm |
| SEN inner diameter | ϕ 78 mm × 66 mm |
| SEN outer diameter | ϕ 145 mm × 130 mm |
| SEN port inclination | 15° |
| Immersed depth | 150 mm |
| Initial liquid slag layer thickness | 70 mm |
| SEN port diameter | 66 mm × 91 mm |
| Slab section size | 1500 mm × 232 mm |
| Casting speed | 1.1 m·min−1 |
| Molten steel density | 7004 kg·m−3 |
| Molten steel viscosity | 0.0067 kg·m−1·s−1 |
| Liquid slag density | 2500 kg·m−3 |
| Liquid slag viscosity | 0.33 Pa·s−1 |
| Steel slag interfacial tension | 1.345 N·m |
| Inlet velocity | 1.425 m·s−1 |
| Block Rate/% | Position of the Maximum Fluctuation | Numerical Simulation Results of the Steel–Slag Interface Maximum Fluctuation/mm | Fluctuation Frequency/Hz |
|---|---|---|---|
| Non-clog | F | ±8.095 | 0.25 |
| 10.32 | F | ±4.185 | 0.29 |
| 23.05 | A, F | ±4.215 | 0.29 |
| 38.17 | F | ±5.93 | 0.146, 0.29 |
| 41.34 | F | ±6.49 | 0.29 |
| 45.9 | A | ±10.765 | 0.146, 0.73 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hua, C.; Wang, M.; Senk, D.; Wang, H.; Zhang, Q.; Zhi, J.; Bao, Y. Cone Clogging of Submerged Entry Nozzle in Rare Earth Treated Ultra-Low Carbon Al-Killed Steel and Its Effect on the Flow Field and Vortex in the Mold. Metals 2021, 11, 662. https://doi.org/10.3390/met11040662
Hua C, Wang M, Senk D, Wang H, Zhang Q, Zhi J, Bao Y. Cone Clogging of Submerged Entry Nozzle in Rare Earth Treated Ultra-Low Carbon Al-Killed Steel and Its Effect on the Flow Field and Vortex in the Mold. Metals. 2021; 11(4):662. https://doi.org/10.3390/met11040662
Chicago/Turabian StyleHua, Chengjian, Min Wang, Dieter Senk, Hao Wang, Qi Zhang, Jianguo Zhi, and Yanping Bao. 2021. "Cone Clogging of Submerged Entry Nozzle in Rare Earth Treated Ultra-Low Carbon Al-Killed Steel and Its Effect on the Flow Field and Vortex in the Mold" Metals 11, no. 4: 662. https://doi.org/10.3390/met11040662