Modeling Precipitation Hardening and Yield Strength in Cast Al-Si-Mg-Mn Alloys



1
Department of Materials Science and Engineering, The Ohio State University, Columbus, OH 43210, USA
2
Alcoa Technical Center; New Kensington, PA 15068, USA
3
Department of Materials Science and Engineering & Department of Integrated System Engineering, The Ohio State University, Columbus, OH 43210, USA
*
Author to whom correspondence should be addressed.
Metals 2020, 10(10), 1356; https://doi.org/10.3390/met10101356
Submission received: 3 September 2020
/
Revised: 6 October 2020
/
Accepted: 8 October 2020
/
Published: 11 October 2020
(This article belongs to the Special Issue Multiscale Modeling of Materials and Processes)
Abstract
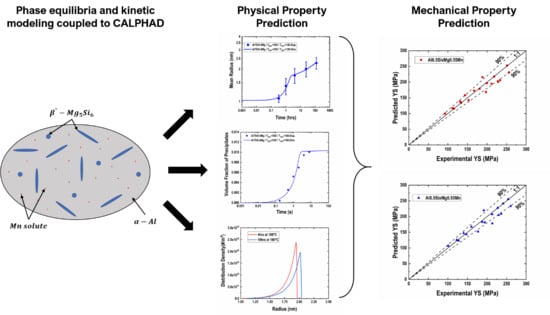
:An integrated precipitation and strengthening model, incorporating the effect of precipitate morphology on precipitation kinetics and yield strength, is developed based on a modified Kampmann–Wagner numerical (KWN) framework with a precipitate shape factor. The optimized model was used to predict the yield strength of Al-Si-Mg-Mn casting alloys produced by vacuum high pressure die casting at various aged (T6) conditions. The solid solution strengthening contribution of Mn, which is a common alloying element to avoid die soldering, was included in the model to increase the prediction accuracy. The experimental results and simulations show good agreement and the model is capable of reliably predicting yield strength of aluminum die castings after T6 heat treatment, providing a useful tool to tailor heat treatment for a variety of applications.
1. Introduction
Al-Si-Mg-Mn alloys produced by a vacuum high pressure die casting process (HPDC) are commonly used for high integrity structural components in the automotive industry. However, the mechanical properties of as-cast Al-Si-Mg-Mn alloys can rarely meet the structural requirements for these applications. Therefore, castings are generally subjected to subsequent heat treatment to further improve/optimize mechanical properties by spheroidizing eutectic Si particles and controlled precipitation of semicoherent and/or incoherent secondary phase particles that hamper dislocation motions (precipitation hardening). Engineers can tailor the mechanical properties by controlling the physical properties, such as number density, size, and volume fraction of secondary phase particles, using prescribed heat treatment schedules.
Si content in Al-Si-Mg-Mn alloys can range from 6 to 11 wt.% to achieve desired alloy fluidity depending on the intricacy of the casting geometry, while Mg concentration can vary between 0.1 and 0.6 wt.% to optimize the strength of the component. In addition to Si and Mg, Mn is also present in these alloys to mitigate the die soldering problem that is the source of increased scrap rate and downtime in die casting plants. While Si and Mg form the metastable β″(Mg5Si6) phase with needle morphology responsible for peak strength, Mn provides solid solution strengthening (SSS) due to its high solubility within the aluminum matrix [1]. The heat treatment schedule development is a daunting task considering the wide compositional range for the Al-Si-Mg-Mn alloy family and the large variety of specific property requirements for different applications.
The experimental design and validation of heat treatment schedules is a meticulous process that requires multiple iterations, since variations in alloy composition and processing conditions (cooling rate, quenching, room temperature storage, etc.) have a profound effect on the final mechanical properties of the heat-treated alloys. Therefore, it is of significant importance to predict critical heat treatment parameters using thermodynamic and kinetic modeling tools to accelerate the development of heat treatment schedules for different property requirements and reduce the cost by only performing selected experiments. The Kampmann–Wagner numerical (KWN) model [2], based on classical nucleation and growth theories (CNGTs), is the most common analytic method used to simulate the precipitation kinetics, and it allows prediction of the properties of precipitates, such as volume fraction, number density, the evolution of particle size distribution (PSD), and mean precipitate radius (spherical precipitates). The KWN model has been extensively used for simulation of precipitation kinetics in wrought aluminum alloys [3,4,5], but its application in cast aluminum alloys is still limited [6,7,8].
The casting process allows for production of complex components with a lower cost compared with many other production routes. Multiple wrought parts can often be consolidated into a single component by casting, which eliminates complicated joining operations. Al-Si-Mg-Mn alloys offer excellent castability, since Si forms a low-temperature eutectic with aluminum which improves alloy fluidity and reduces casting defects. Modeling of solidification microstructure and defect formation in Al-Si-Mg-based alloys has been well documented with recent progress in using the cellular automaton (CA) method for three-dimensional grain structure [9], gas porosity [10], and shrinkage porosity [11] in aluminum castings. Recently, a CA-FEA (finite element analysis) model has been developed to predict as-cast yield strength of Al-Si-Mg alloys based on location-specific solidification microstructure including porosity [12]. This model can be used to calculate the initial as-cast yield strength in precipitation modeling. It should be pointed out that gas porosity can be minimized by vacuuming the die cavity in the HPDC process, and the shrinkage porosity content is expected to be low for high Si content aluminum alloys.
For precipitation microstructure, the KWN model has been applied to numerous alloy systems including aluminum alloys [6,13,14,15,16], magnesium alloys [17,18], nickel alloys [19,20,21], and steels [22,23,24,25]. The classical KWN model was originally developed for simulating the precipitation of secondary phase particles with spherical morphology in a binary system [2]. Over the years, it has been extended to multi-component systems by coupling to CALPHAD. The accuracy and predictive capability of the KWN model can be improved further by incorporating the effect of particle morphology in nucleation and growth models. In recent studies, researchers investigated the effect of precipitate morphology on the precipitation kinetics, and the mechanical properties were modeled for multi-component Al-Mg-Si and Al-Si-Mg alloy systems [26,27,28,29,30,31]. The non-spherical precipitates have different interface properties and variation in their misfit strain energies due to anisotropy, which leads to differences in atomic attachment rates causing variations in nucleation and growth kinetics compared to spherical particles. Therefore, thermodynamic and kinetic parameters must be corrected using a shape factor () to account for the precipitate morphology. In addition, the non-spherical particles can block dislocation slip more effectively and improve the peak strength [32]. Apart from the precipitate shape, it is also crucial to consider SSS contribution from Mn and complete phase equilibria for the Al-Si-Mg-Mn alloy, since precipitation kinetics and yield strength of heat-treated alloys can be significantly altered due to changes in solute content in the matrix. The accurate consideration of phase equilibria (including all existing phases in the cast alloy microstructure) during solution and aging heat treatment processes using CALPHAD tools and incorporating shape factor in the modeling of precipitation and yield strength are critical.
In this study, an integrated precipitation and strengthening model, fully coupled with PanEngine, a module in multi-component thermodynamic calculation software from CompuTherm LLC. (Madison, WI, USA), is developed based on the KWN framework. Since the main strengthening phase β″-Mg5Si6 in Al-Si-Mg-Mn alloys is needle-shaped [8,26,33], the effect of non-spherical morphology must be considered along with the effect alloying elements on thermodynamic and kinetic parameters for accurate simulation. Therefore, the continuous nucleation, growth, and coarsening of the metastable β″-Mg5Si6 phase with needle morphology in Al-Si-Mg-Mn casting alloys were investigated using a modified KWN model that includes the effect of non-spherical precipitate morphology on the precipitation kinetics and resulting yield strength in the quaternary (Al-Si-Mg-Mn) system. The continuous size distribution of β″ precipitates is discretized into size classes, which contain a constant number density of precipitates of the same size. The time evolution of the tip radius of needle precipitates of each size class is tracked (Lagrange-like multi-class approach [34]) throughout the aging process. The evolution of yield strength is calculated based on the size distribution of needle-shaped precipitates and contribution of Mn content in the matrix to SSS.
The microstructure of cast Al-Si-Mg-Mn alloys in this study is more complex compared to wrought Al-Mg-Si alloys. The phase equilibria simulation was carried out to include secondary phases (Si, -Al15(Fe,Mn)3Si2, etc.) with high volume fractions to obtain accurate solute contents available in the matrix. Additionally, the dislocation and particle interaction equations for simulating precipitation hardening strength were included to modify the yield strength contribution from the needle-shaped precipitates.
2. Materials and Methods
2.1. Model Description
The precipitation from super saturated solid solution (SSSS) starts with formation cluster/co-clusters of Si and/or Mg that will eventually turn into spherical GP zones. The GP zones grow in the <100> directions of aluminum matrix to form a rod/needle-shaped coherent β″-Mg5S6 phase. In this model, a shape factor, i.e., the effect of precipitate morphology on nucleation and growth, was incorporated through modifying the governing equations of CNGTs. The shape factor is given as , and it is a function of aspect ratio which is defined as and assumed to be constant throughout the aging process in the current model. The precipitate morphology becomes spherical when , while the precipitate morphology evolves to a rod/needle shape and the CNGT equations are modified by a numerical factor to incorporate the morphology effect on nucleation and growth kinetics, when . Only nucleation and growth of β″ phase were considered in the present model. The morphology of β″ phase particles were approximated to a cylinder with a length of and radius of . The schematic of approximate β″ phase morphology is given in Figure 1. The interfacial energy between precipitate and matrix phases is assumed to be identical at the precipitate tip and side walls. To implement the model, the following assumptions were made: (1) the average matrix composition () is identical for every precipitate (mean-field approach); (2) the precipitates do not interact with one another; (3) the growth of precipitates is controlled by long-range diffusion of solute atoms; (4) the precipitates are stoichiometric; (5) the precipitates nucleate and grow parallel to [001]Al directions.
2.1.1. Nucleation Model
The classical nucleation theory describes the formation rate of stable clusters in a supersaturated matrix. Time-dependent homogeneous nucleation rate of β″ precipitates is given by:
where is the number of homogeneous nucleation sites (number of sites/m3); Z the Zeldovich factor (dimensionless) which accounts for the thermodynamic stability of critical nuclei; (s−1) is the atomic attachment rate to the critical nuclei; is the incubation time for homogeneous nucleation; is the critical nucleation energy barrier for homogeneous nucleation of precipitates;, , and are time, Boltzmann constant, and aging heat treatment temperature, respectively. The thermodynamic stability of needle-shaped β″ precipitates is expressed by Zeldovich factor:
where is the average atomic volume, is the interfacial energy, is the critical nuclei radius, and and are stoichiometric numbers of Mg and Si in the precipitate phase. In the treatment of attachment rate from Svoboda et al. [24], the effect of compositional difference between the precipitate and matrix phases was considered and attachment of solute atoms to the critical nucleus in multi-component alloys was assumed to controlled by the same combination of diffusive processes as the growth of precipitates. The attachment rate based on treatment of Svoboda et al. [24] is:
where a is the interatomic distance within the matrix phase; is the tracer diffusion coefficient of the solute atom; and are the mean solute content in the matrix and solute content in the precipitate phase.
When the homogeneous solid solution is quenched to a temperature where it becomes metastable, the energetically stable solute-rich clusters (nuclei) form because of thermal compositional fluctuations. The amplitude of the thermal compositional fluctuations must be large enough to reduce the free energy of the system (), so that can induce the formation of stable nuclei. Therefore, the nucleation process is characterized by an energy barrier needed to be overcome and incubation period which accounts for initial cluster formation through short-range diffusion. The critical nucleation energy and critical nuclei size were given as:
where is the volume free energy change which is comprised of chemical driving force () and volume misfit free energy (). In this model, volume misfit free energy, , was assumed to be zero. The incubation time, , for sFigure nuclei to form within the supersaturated matrix is a function of atomic attachment rate and Zeldovich factor Z and given as .
The nucleated particle with critical size of is in thermodynamic equilibrium with the surrounding matrix. In order for a precipitate to grow, its size must be larger than by the half of the Zeldovich factor, since the reciprocal of the Zeldovich factor is equal to the width of the nucleation energy barrier at a distance below its maximum. Therefore, the size of a stable cluster that can grow within the matrix is defined as [22]:
2.1.2. Growth Model
The stable nuclei of a precipitate phase are embedded in a supersaturated matrix. A concentration gradient between the particle and surrounding matrix exists, which provide the driving force for diffusion of solute atoms that will be attached to the surface of the precipitate, and thus, result in a steady growth. The solubility product growth model, which was first proposed by Maugis [22] and modified by Chen [8], for needle-shaped β″-Mg5Si6 phase particles was adopted in this work. The growth/dissolution rate of precipitate particles:
where is the chemical diffusivity of elements defined as in reference [35], , is the ratio of atomic volume of solute atoms within the matrix and precipitates, is the mole fraction of solute atoms at the precipitate side of the interface, and is the mole fraction of solute atoms at the matrix side of the interface. The concentrations at the interface, , are given by the equilibrium phase diagram for a planar precipitate/matrix interface. However, the equilibrium concentrations of two phases at the interface depend on the interface curvature associated with the size of the precipitates, which is called the Gibbs–Thomson effect [36,37]. The Gibbs–Thomson equation for calculating the interface composition at the matrix side is given as:
where is the molar volume of the precipitate, and and are equilibrium interface compositions on the matrix side of precipitate/matrix interface.
The growth/dissolution rate of precipitate of the same size and associated interface compositions of and are obtained by numerically solving Equations (7) and (8) using a Newton–Raphson algorithm. The total volume fraction of precipitates is the sum of volume fraction of individual size classes that has different number density and precipitate size. The total volume fraction of precipitate is:
where is the number of size classes; and are the number density and precipitate tip radius for size class . Once the volume fraction of precipitates is known, the solute content in the matrix can be calculated from the mass balance:
2.1.3. Yield Strength Model
The yield strength of an artificially aged alloy is the sum of the base yield strength , solid solution strengthening , and precipitation hardening . The overall yield strength of the alloy can be estimated by linearly adding these strengthening contributions:
The value of base yield strength, , depends on the thermal history of the casting alloy, and it can be determined by subtracting solid solution strength contribution from the as-quenched yield strength under the assumption of no precipitate existing in the microstructure after the solution heat treatment. The base yield strength, , of an alloy depends on alloy composition, casting conditions that determine microstructural features (grain size, morphology and size of Si phase, morphology and size of Fe-containing intermetallics, etc.) and casting defects (gas and shrinkage porosities). Since the modeling of complex solidification microstructure and resulting mechanical properties is not the focus of this manuscript, was determined experimentally for different alloy compositions.
Precipitation Hardening Model
The precipitates can increase the strength of an alloy by impeding the dislocation motion. The degree of strengthening is determined by size distribution, volume fraction, morphology, crystal structure of the particles, and the nature of the particle/matrix interface (coherent, semi-coherent, or incoherent). These parameters determine the nature of dislocation–particle interaction, which controls the macroscopic yield strength of the material. The governing equations for the precipitation model are presented in Table 1. The details of the model can be found in reference [8].
The model assumes that the needle-shaped precipitates are parallel to [001]Al directions and intersected by a (111)Al plane. The contribution of precipitates to the overall yield strength is size-dependent. Precipitates with a size larger than a predetermined critical radius () are considered as strong particles and interact with dislocations through Orowan looping, while the weak particles were cut by the dislocations and their contribution to the yield strength was scaled by . In addition, the average mean distance () for weak and strong particles is adjusted. The CRSS values, and , are calculated based on average resistance of force and the average mean distance of the weak and strong precipitates. Then, precipitation hardening contribution is calculated by converting CRSS values to equivalent strength using .
Solid Solution Strengthening Model
The yield strength of an aged alloy also has a contribution towards forming solid solution strengthening. Solute atoms can occupy lattice positions or interstitial sites in the crystal lattice of solvent atoms depending on their size. The presence of solute atoms dilates the solvent lattice, producing different types of stress fields surrounding the solutes. The interactions between the stress fields of dislocations and solute atoms usually result in improvements in the macroscopic strength of the alloy. The contribution of solute atoms to the overall yield strength is assumed to be additive and it can be calculated using the following expression:
where is the weight percent of the alloying element in the matrix phase, is the scaling factor related to size, modulus, and electronic mismatch of solute , and is a constant. As previously mentioned, Mn can contribute overall alloy strength through SSS. In this work, scaling factors , , and were used in the calculation of SSS [38], since tested HPDC Al-Si-Mg-Mn alloys contain up to 0.6 wt.% Mn.
2.2. Casting Trials and Heat Treatment Schedules
Vacuum HPDC castings were produced at Ryobi die casting plant, Shelbyville, Indiana. Ingots provided by Alcoa Technical Center, New Kensington, Pennsylvania were melted in a reverberatory furnace and were degassed and fluxed in the transfer using a rotary degassing unit. Plate castings of 100 mm × 300 mm with 3 mm thickness were cast on a 350-ton HPDC machine equipped with a vacuum system. The compositional analysis was conducted on the produced samples and results are presented in Table 2. Alloy compositions were adjusted to achieve two different levels of Si and three different Mg concentrations for each Si content.
Casting plates were solution heat treated at three different temperatures of 470/490/510 °C for 45 min and quenched in hot water. Then, solutionized plates were subjected to artificial aging at 180 and 200 °C for 2 h. The selected heat treatment schedule is in line with T6 heat treatment commonly used in industry to achieve peak strength in castings.
Flat tensile specimens were machined from casting plates according to ASTM E8 standard and tested per ASTM B155 specification. To ensure repeatability of the results, five specimens were tested for each condition.
3. Results and Discussions
3.1. Model Implementation and Optimization
The precipitation and strengthening models were coded using C++ language to couple with the PanEngine thermodynamic calculation software (2019, CompuTherm LLC, Madison, WI, USA), which was developed and deployed in the C++ environment. The PanAl2019 thermodynamic and kinetic database was used for all calculations. The coupling of CNGTs to the PanEngine provides information on phase equilibria and changes in the kinetic parameters with composition and temperature that are critical to the accuracy of the model.
The initial composition of the metastable solid solution is calculated using the point calculation function of PanEngine. It is assumed that the maximum solubility of elements is achieved at the end of the solution heat treatment. α-Al15(Fe,Mn)3Si2 phase, which is a common phase constituent in Al-Si-Mg-Mn alloys, was included in phase equilibria calculation at solution heat treatment temperatures along with eutectic Si for accurate prediction of solute contents (Si, Mg, and Mn) that contribute in the aging process. Only the phase equilibria between the aluminum matrix and β″-Mg5Si6 phase were considered for thermodynamic and kinetic calculations performed at aging heat treatment temperatures.
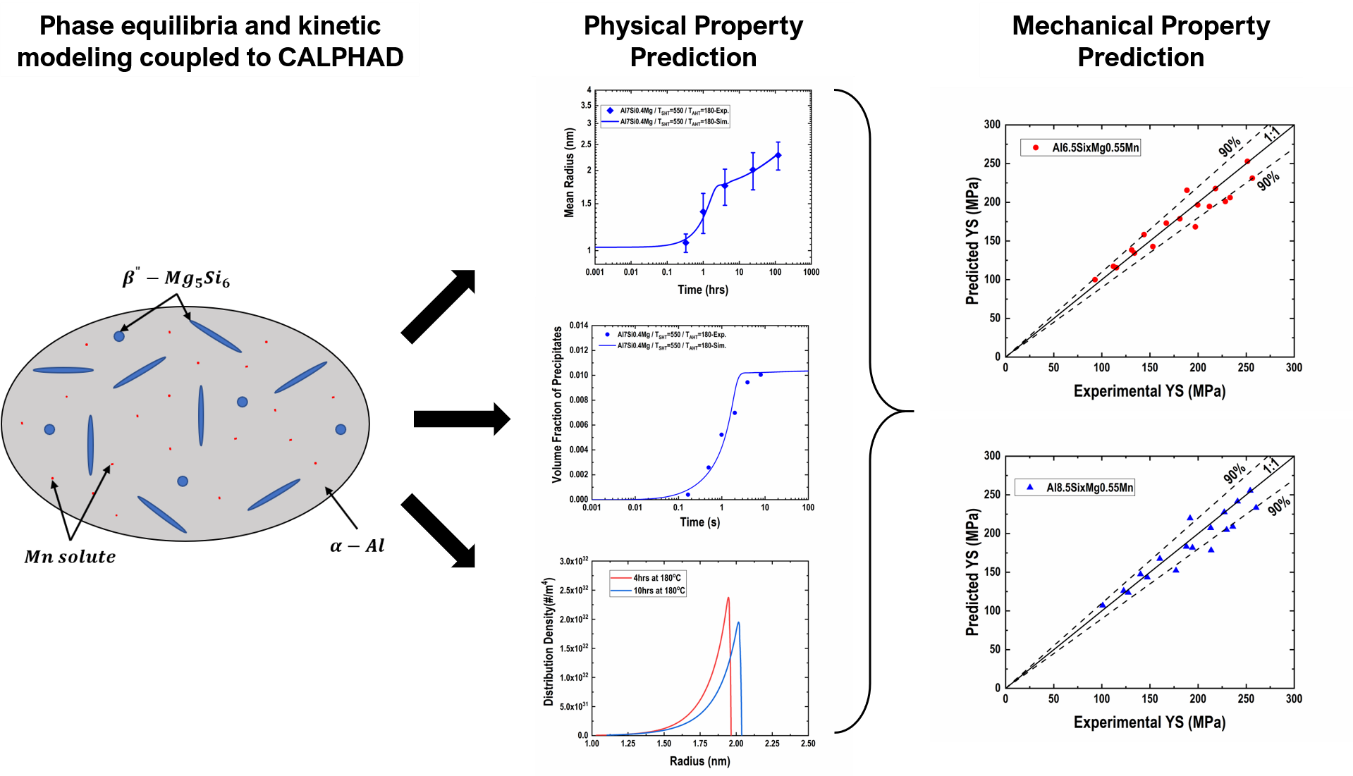
The flow chart of the precipitation model is presented in Figure 2. The classical nucleation and growth models were implemented using the “Lagrange-like multi-class approach”, as described by Perez et al. [34], to simulate concurrent nucleation, growth, and coarsening of precipitates. In this multi-class approach, the population of a size class stays constant, while time evolution of the radius of precipitates in a size class is tracked.
To accurately predict the physical properties of precipitates and the evolution of yield strength of Al-Si-Mg casting alloys, the precipitation and strength models need to be calibrated using the experimental data obtained for different heat treatment conditions and varying concentrations of alloying elements. The prediction accuracy of the model depends on establishing a good correlation between experiment and simulation during the calibration process. The input parameters for both precipitation and yield strength models are given in Table 3. The driving force for precipitation, temperature, and composition-dependent atomic mobility and chemical diffusivity of solute atoms are all calculated using the PanAl2019 thermodynamic and mobility database.
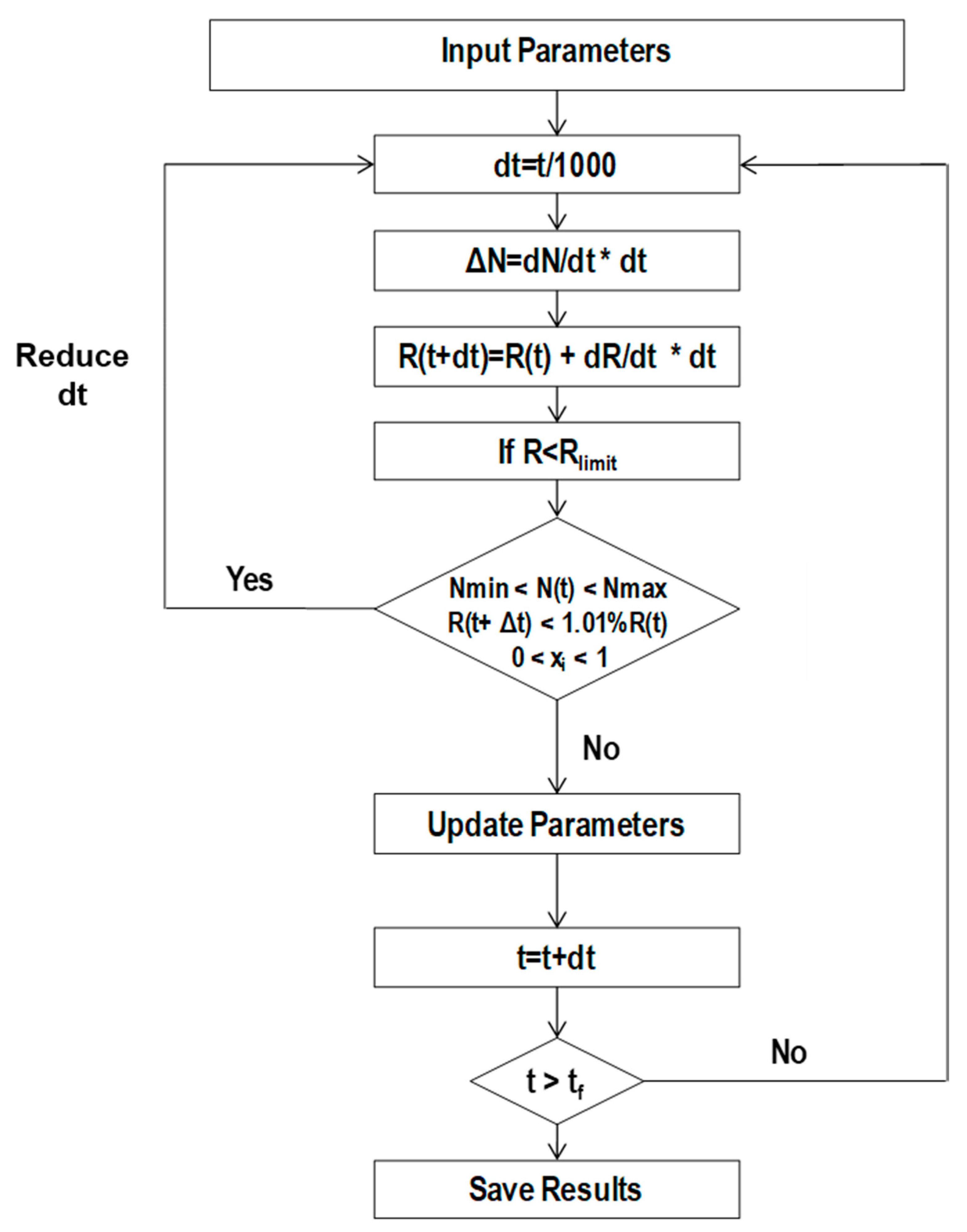
The model was optimized using physical property and yield strength data from references [8,26]. Figure 3a shows the evolution of mean precipitate radius for the Al-7 wt.% Si-0.4 wt.% Mg-0.12 wt.% Fe-0.01 wt.% Mn alloy that was solutionized at 550 °C and aged at 180 °C. The simulated mean radius of the tip of needle shaped is in good agreement with the experimental data. The evolution of volume fraction of precipitate at temperatures of 180 and 200 °C for Al-7 wt.% Si-0.4 wt.% Mg-0.12 wt.% Fe-0.01 wt.% Mn alloy is presented in Figure 3b. The experimental results obtained by Chen et al. [8] are included for comparison. The simulated volume fraction and experimental results are in good agreement for 180 °C. However, the simulated volume fraction changes more quickly than experimentally measured values at 200 °C, yet the model was able to predict the time which equilibrium volume fraction is achieved. The model predicts a steep increase in the volume fraction of precipitates in a shorter period at 200 °C. The higher aging temperature increased the discrepancy between simulation and experiment in the early stages in contrast to better agreement achieved in the coarsening stage.
The evolution in nucleation rate and number density of precipitates for the Al-7 wt.% Si-0.4 wt.% Mg-0.12 wt.% Fe-0.01 wt.% Mn alloy at 180 °C are presented in Figure 3c. The nucleation rate significantly decreases before the coarsening stage. The number density plateaus as the particles coarsen and it starts to decrease as the small size particles were consumed by the coarsening particles. The evolution of particle size distribution (PSD) is presented in Figure 3d for the same alloy composition and aging conditions. The PSD becomes broader with increasing time.
3.2. Yield Strength Prediction and Validation
Figure 3e shows the calculated yield strength of the Al-7 wt.% Si-0.4 wt.% Mg-0.12 wt.% Fe-0.01 wt.% Mn alloy at 180 and 200 °C compared with experimental data from Chen et al [8]. The experimental data are consistent with the calculated yield strength at under-aged and peak-aged conditions for 180 °C. The peak-aged condition was also accurately predicted at 200 °C. However, the calculated yield strength is overpredicted for over-aging conditions for both temperatures. In addition, the strength increases more rapidly at 200 °C for the under-aged condition. The deviation from the experimental results in the over-aging regime becomes more significant as the aging time and temperature increases. The overestimation of yield strength in the over-aging regime is persistent in all the calculations that were performed. The deviation from experimental data in the over-aged regime becomes more prominent for higher aging temperatures and lower Mg contents. The increased equilibrium solubility of Si obtained at higher solution heat treatment temperatures did not alter the calculated aging response at the over-aging regime. The discrepancy between the simulation and experiment is due to the idealized nature of the precipitation and strengthening models.
In the precipitation model, the only precipitating phase considered is the stoichiometric and coherent phase, which is responsible for peak age hardening in Al-Si-Mg alloys. The over-aging period involves the formation of metastable semi-coherent phase and stable non-coherent phase. The resistance of these precipitates to the movement of dislocations within the slip plane are lower compared to phase, since their lattice mismatch with the matrix is less compared to the phase. Therefore, the stress field associated with the misfit of and phases will be less, and they will provide lower resistance to dislocation motion, which explains the accelerated decrease in yield strength during the over-aging regime. Since the model does not consider the nucleation and growth of these phases, the model overestimates the yield strength in the over-aging regime [8].
The effect of Mg content on the physical properties of precipitates and evolution of yield strength are also considered for the calibration of the model using experimental data from Chen et al. The Mg concentrations of 0.26, 0.4, and 0.58 wt.% were simulated at 180 °C. The simulated evolution of yield strength for different concentrations of Mg in comparison with the experimental data is presented in Figure 3f. The simulated curves fit the experimental data relatively well in the early stages of the precipitation process for 0.26 and 0.4 wt.% Mg, while 0.58 wt.% deviates and the calculated strength is overestimated within the under-aging region. However, the peak strength prediction for all three compositions was relatively accurate.
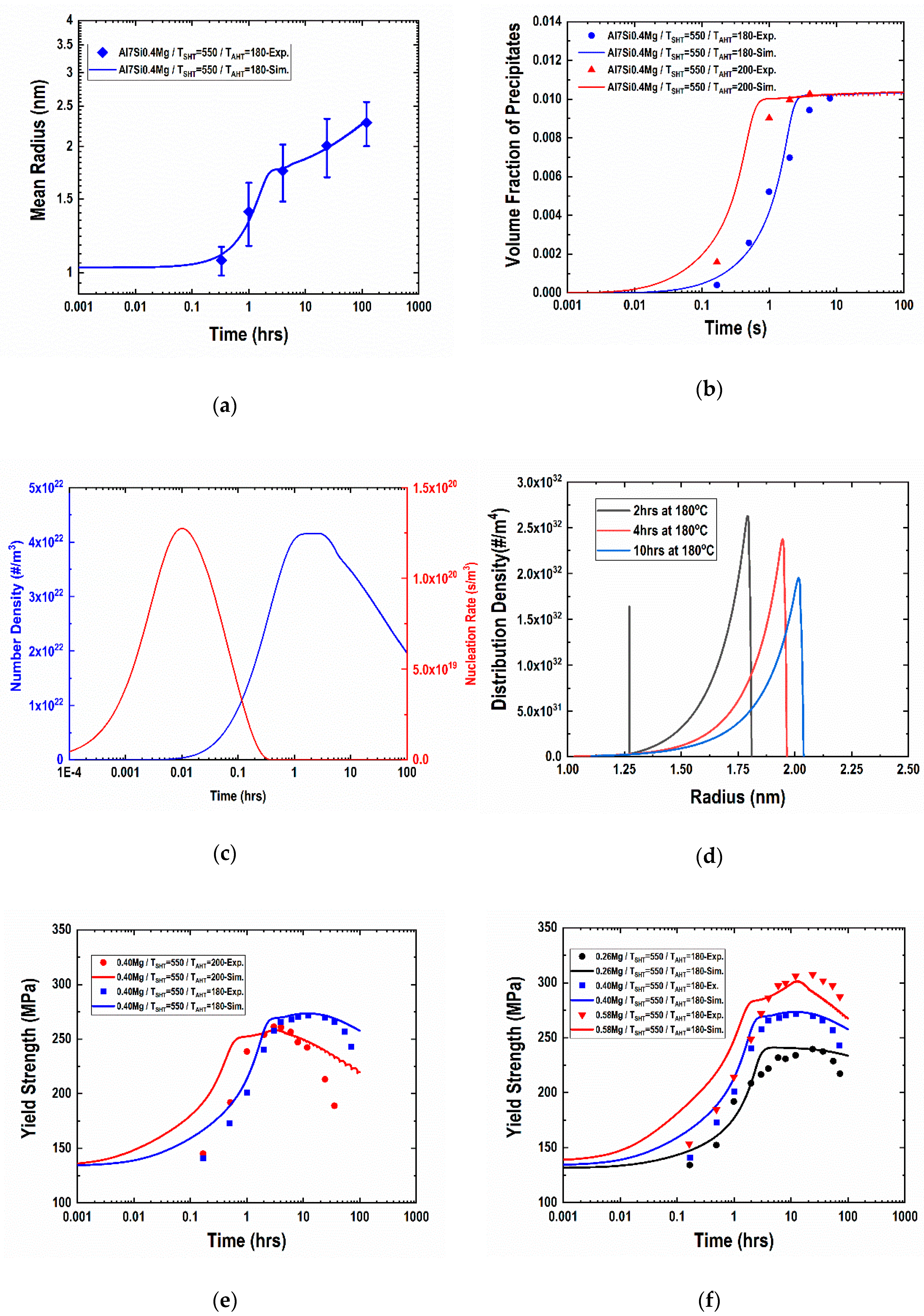
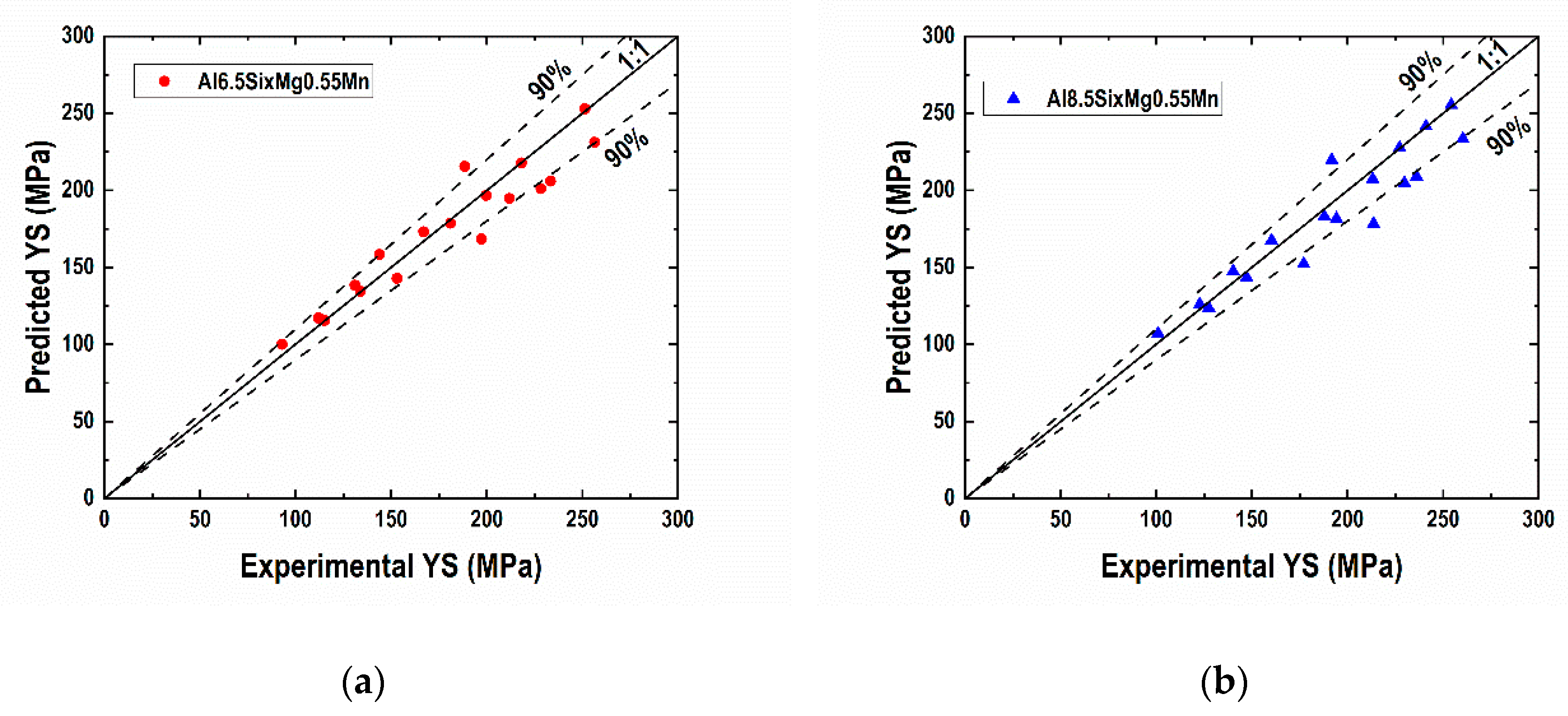
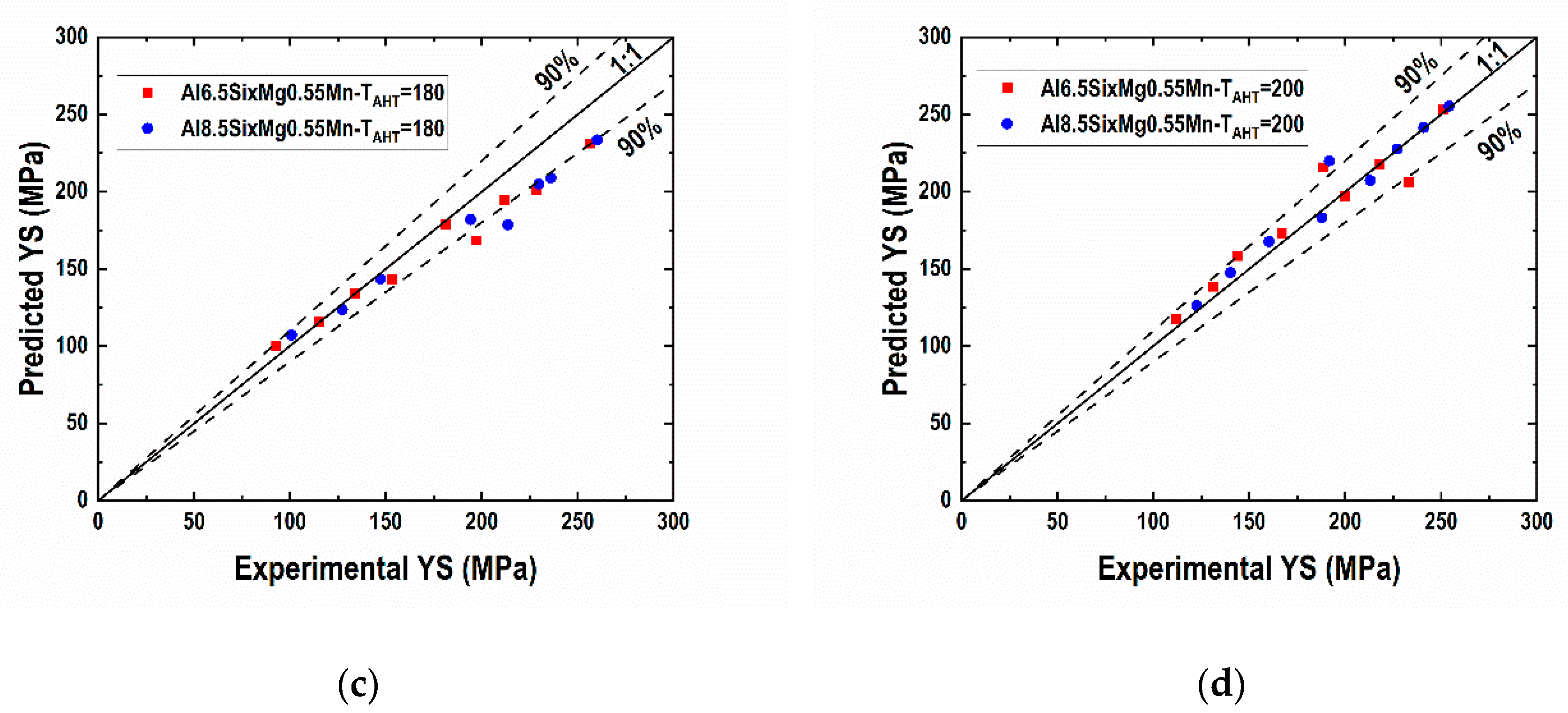
The calibrated model was used to predict the yield strength of EZCast alloy, which is the trademark name of the Al-Si-Mg-Mn alloy family from Alcoa, samples that were aged to the T6 condition. The composition of samples and heat treatment conditions are provided in Section 2.2. The experimental and simulated yield strength values that were obtained after 2 hours of aging were compared to evaluate the model’s predictive capability. The comparison results are presented in Figure 4. In Figure 4a,b, the results for 6.5 and 8.5 wt.% Si concentrations were plotted, respectively. Most of the results are within the 90% confidence range, regardless of the alloy composition (difference in Mg) and processing conditions (solution heat treatment and aging heat treatment temperatures). In Figure 4c,d, the samples were grouped based on aging temperature and the accuracy of predictions were evaluated. In the case of samples that were heat treated at 180 °C (Figure 4c), the model tends to underestimate yield strength based on comparison.
4. Conclusions
An integrated precipitation and strengthening model was developed based on a modified KWN framework including a precipitate shape factor, i.e., the effect of non-spherical precipitate morphology. The model is fully coupled to thermodynamic calculation software PanEngine for calculations of composition and temperature-dependent thermodynamic and kinetic material properties, which are important for accurate prediction of evolution of precipitates and overall yield strength. In addition, the effect of particle morphology and temperature dependency of aspect ratio, as well as the solid solution strengthening contribution of Mn were included in the new yield strength model.
This new model can predict the evolution of yield strength for under-aged and peak-aged conditions with reasonable accuracy. However, it slightly overpredicts the yield strength during the over-aged regime, which is more noticeable with high aging temperature and low Mg content. The main reason of overprediction of yield strength in the over-aging period was that other metastable precipitate phases, such as metastable phases (Mg9Si5), B′ (Mg9Al3Si7), (MgAl2Si2), and (MgAlSi), would not be considered in the model. These phases would have different elastic strain fields due to the incoherent nature of their interfaces with the aluminum matrix that alters their interaction with dislocations. Nonetheless, peak-aged conditions are most important in tailoring aging treatment for casting applications, and this model can be used to design and validate heat treatment parameters for a variety of applications of cast aluminum alloys.
Author Contributions
Conceptualization, X.Y. and A.A.L.; model development and implementation, E.C. and X.Y.; model validation; writing—original draft preparation, E.C.; writing—review and editing, X.Y. and A.A.L.; supervision, A.A.L. and X.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by National Science Foundation (Award CMMI-1432688).
Acknowledgments
The authors acknowledge the support by the National Science Foundation (Award CMMI-1432688), Alcoa Technical Center, and The Ohio State University Lightweight Materials and Manufacturing Research Laboratory.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ryen, Ø.; Holmedal, B.; Nijs, O.; Nes, E.; Sjölander, E.; Ekström, H.-E. Strengthening mechanisms in solid solution aluminum alloys. Metall. Mater. Trans. A 2006, 37, 1999–2006. [Google Scholar] [CrossRef]
- Wagner, R.; Kampmann, R.; Voorhees, P.W. Homogeneous Second-Phase Precipitation. In Phase Transformations in Materials; Wiley-VCH Verlag GmbH & Co. KGaA: Berlin, Germany, 2005; pp. 309–407. ISBN 9783527602643. [Google Scholar]
- Myhr, O.R.; Grong, Ø. Process modelling applied to 6082-T6 aluminium weldments—II. Applications of model. Acta Metall. Mater. 1991, 39, 2703–2708. [Google Scholar] [CrossRef]
- Myhr, O.R.; Grong, Ø.; Andersen, S.J. Modelling of the age hardening behaviour of Al–Mg–Si alloys. Acta Mater. 2001, 49, 65–75. [Google Scholar] [CrossRef]
- Du, Q.; Li, Y. An extension of the Kampmann–Wagner numerical model towards as-cast grain size prediction of multicomponent aluminum alloys. Acta Mater. 2014, 71, 380–389. [Google Scholar] [CrossRef]
- Rometsch, P.A.; Schaffer, G.B. An age hardening model for Al–7Si–Mg casting alloys. Mater. Sci. Eng. A 2002, 325, 424–434. [Google Scholar] [CrossRef]
- Sjölander, E.; Seifeddine, S.; Svensson, I.L. Modelling yield strength of heat treated Al–Si–Mg casting alloys. Int. J. Cast Met. Res. 2011, 24, 338–346. [Google Scholar] [CrossRef]
- Chen, R.; Xu, Q.; Guo, H.; Xia, Z.; Wu, Q.; Liu, B. Modeling the precipitation kinetics and tensile properties in Al-7Si-Mg cast aluminum alloys. Mater. Sci. Eng. A 2017, 685, 403–416. [Google Scholar] [CrossRef]
- Gu, C.; Lu, Y.; Cinkilic, E.; Miao, J.; Klarner, A.; Yan, X.; Luo, A.A. Predicting grain structure in high pressure die casting of aluminum alloys: A coupled cellular automaton and process model. Comput. Mater. Sci. 2019, 161, 64–75. [Google Scholar] [CrossRef]
- Gu, C.; Lu, Y.; Ridgeway, C.D.; Cinkilic, E.; Luo, A.A. Three-dimensional cellular automaton simulation of coupled hydrogen porosity and microstructure during solidification of ternary aluminum alloys. Sci. Rep. 2019, 9, 13099. [Google Scholar] [CrossRef]
- Gu, C.; Ridgeway, C.D.; Cinkilic, E.; Lu, Y.; Luo, A.A. Predicting gas and shrinkage porosity in solidification microstructure: A coupled three-dimensional cellular automaton model. J. Mater. Sci. Technol. 2020, 49, 91–105. [Google Scholar] [CrossRef]
- Ridgeway, C.D.; Gu, C.; Ripplinger, K.; Detwiler, D.; Ji, M.; Soghrati, S.; Luo, A.A. Prediction of location specific mechanical properties of aluminum casting using a new CA-FEA (cellular automaton-finite element analysis) approach. Mater. Des. 2020, 194, 108929. [Google Scholar] [CrossRef]
- Du, Q.; Poole, W.J.; Wells, M.A. A mathematical model coupled to CALPHAD to predict precipitation kinetics for multicomponent aluminum alloys. Acta Mater. 2012, 60, 3830–3839. [Google Scholar] [CrossRef]
- Robson, J.D. Modelling the overlap of nucleation, growth and coarsening during precipitation. Acta Mater. 2004, 52, 4669–4676. [Google Scholar] [CrossRef]
- Robson, J.D.; Prangnell, P.B. Modelling Al3Zr dispersoid precipitation in multicomponent aluminium alloys. Mater. Sci. Eng. A 2003, 352, 240–250. [Google Scholar] [CrossRef]
- Seifeddine, S.; Wéssen, M.; Svensson, I.L. Use of simulation to predict microstructure and mechanical properties in an as-cast aluminium cylinder head comparison-with experiments. Metall. Sci. Tecnol. 2013, 24, 26–32. [Google Scholar]
- Zhang, C.; Cao, W.; Chen, S.L.; Zhu, J.; Zhang, F.; Luo, A.A.; Schmid-Fetzer, R. Precipitation Simulation of AZ91 Alloy. JOM 2014, 66, 389–396. [Google Scholar] [CrossRef]
- Robson, J.D. Modeling competitive continuous and discontinuous precipitation. Acta Mater. 2013, 61, 7781–7790. [Google Scholar] [CrossRef]
- Rettig, R.; Singer, R.F.F. Numerical modelling of precipitation of topologically close-packed phases in nickel-base superalloys. Acta Mater. 2011, 59, 317–327. [Google Scholar] [CrossRef]
- Rougier, L.; Jacot, A.; Gandin, C.-A.; Di Napoli, P.; Théry, P.-Y.; Ponsen, D.; Jaquet, V. Numerical simulation of precipitation in multicomponent Ni-base alloys. Acta Mater. 2013, 61, 6396–6405. [Google Scholar] [CrossRef]
- Bonvalet, M.; Philippe, T.; Sauvage, X.; Blavette, D. Modeling of precipitation kinetics in multicomponent systems: Application to model superalloys. Acta Mater. 2015, 100, 169–177. [Google Scholar] [CrossRef]
- Maugis, P.; Gouné, M. Kinetics of vanadium carbonitride precipitation in steel: A computer model. Acta Mater. 2005, 53, 3359–3367. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.; Enomoto, M. Numerical Simulation of Copper Precipitation during Aging in Deformed Fe-Cu Alloys. ISIJ Int. 2005, 45, 1335–1344. [Google Scholar] [CrossRef] [Green Version]
- Svoboda, J.; Fischer, F.D.; Fratzl, P.; Kozeschnik, E. Modelling of kinetics in multi-component multi-phase systems with spherical precipitates: I: Theory. Mater. Sci. Eng. A 2004, 385, 166–174. [Google Scholar] [CrossRef]
- Kozeschnik, E.; Svoboda, J.; Fratzl, P.; Fischer, F.D. Modelling of kinetics in multi-component multi-phase systems with spherical precipitates: II: Numerical solution and application. Mater. Sci. Eng. A 2004, 385, 157–165. [Google Scholar] [CrossRef]
- Chen, R.; Xu, Q.; Guo, H.; Xia, Z.; Wu, Q.; Liu, B. Correlation of solidification microstructure refining scale, Mg composition and heat treatment conditions with mechanical properties in Al-7Si-Mg cast aluminum alloys. Mater. Sci. Eng. A 2017, 685, 391–402. [Google Scholar] [CrossRef]
- Holmedal, B.; Osmundsen, E.; Du, Q. Precipitation of Non-Spherical Particles in Aluminum Alloys Part I: Generalization of the Kampmann–Wagner Numerical Model. Metall. Mater. Trans. A 2016, 47, 581–588. [Google Scholar] [CrossRef] [Green Version]
- Du, Q.; Holmedal, B.; Friis, J.; Marioara, C.D. Precipitation of Non-spherical Particles in Aluminum Alloys Part II: Numerical Simulation and Experimental Characterization During Aging Treatment of an Al-Mg-Si Alloy. Metall. Mater. Trans. A 2016, 47, 589–599. [Google Scholar] [CrossRef]
- Myhr, O.R.; Grong, Ø.; Schäfer, C. An Extended Age-Hardening Model for Al-Mg-Si Alloys Incorporating the Room-Temperature Storage and Cold Deformation Process Stages. Metall. Mater. Trans. A 2015, 46, 6018–6039. [Google Scholar] [CrossRef]
- Bardel, D.; Perez, M.; Nelias, D.; Deschamps, A.; Hutchinson, C.R.; Maisonnette, D.; Chaise, T.; Garnier, J.; Bourlier, F. Coupled precipitation and yield strength modelling for non-isothermal treatments of a 6061 aluminium alloy. Acta Mater. 2014, 62, 129–140. [Google Scholar] [CrossRef] [Green Version]
- Cao, W.; Zhang, F.; Chen, S.-L.; Zhang, C.; Chang, Y.A. An integrated computational tool for precipitation simulation. JOM 2011, 63, 29–34. [Google Scholar] [CrossRef]
- Kelly, P.M. The effect of particle shape on dispersion hardening. Scr. Metall. 1972, 6, 647–656. [Google Scholar] [CrossRef]
- Xu, J.; Pan, Y.; Lu, T.; Bo, B. Synergistic effects of composition and heat treatment on microstructure and properties of vacuum die cast Al-Si-Mg-Mn alloys. China Foundry 2018, 15, 117–123. [Google Scholar] [CrossRef] [Green Version]
- Perez, M.; Dumont, M.; Acevedo-Reyes, D. Implementation of classical nucleation and growth theories for precipitation. Acta Mater. 2008, 56, 2119–2132. [Google Scholar] [CrossRef]
- Campbell, C.E.; Boettinger, W.J.; Kattner, U.R. Development of a diffusion mobility database for Ni-base superalloys. Acta Mater. 2002, 50, 775–792. [Google Scholar] [CrossRef]
- Perez, M. Gibbs–Thomson effects in phase transformations. Scr. Mater. 2005, 52, 709–712. [Google Scholar] [CrossRef]
- Shahandeh, S.; Nategh, S. A computational thermodynamics approach to the Gibbs–Thomson effect. Mater. Sci. Eng. A 2007, 443, 178–184. [Google Scholar] [CrossRef]
- Myhr, O.R.; Hopperstad, O.S.; Børvik, T. A Combined Precipitation, Yield Stress, and Work Hardening Model for Al-Mg-Si Alloys Incorporating the Effects of Strain Rate and Temperature. Metall. Mater. Trans. A 2018, 49, 3592–3609. [Google Scholar] [CrossRef]
- Myhr, O.R.; Grong, Ø. Modelling of non-isothermal transformations in alloys containing a particle distribution. Acta Mater. 2000, 48, 1605–1615. [Google Scholar] [CrossRef]
Figure 1.
Schematic description of β″-Mg5S6 phase. The precipitates are assumed to grow at the needle tip and their length changes based on the aspect ratio.
Figure 1.
Schematic description of β″-Mg5S6 phase. The precipitates are assumed to grow at the needle tip and their length changes based on the aspect ratio.

Figure 2.
Flow chart of the integrated precipitation and strengthening model.

Figure 3.
The optimization of integrated precipitation and strengthening models: (a) calculated mean tip radius of needle precipitates and comparison to the experimental data; (b) calculated volume fraction of needle precipitates and comparison to the experimental data; (c) the evolution of particle nucleation rate and number density at 180 °C (d); the evolution of particle size distribution (PSD) with time; (e) the comparison of simulated and experimental yield strength for two different aging temperatures; (f) the comparison of simulated and experimental yield strength for three different levels of Mg.
Figure 3.
The optimization of integrated precipitation and strengthening models: (a) calculated mean tip radius of needle precipitates and comparison to the experimental data; (b) calculated volume fraction of needle precipitates and comparison to the experimental data; (c) the evolution of particle nucleation rate and number density at 180 °C (d); the evolution of particle size distribution (PSD) with time; (e) the comparison of simulated and experimental yield strength for two different aging temperatures; (f) the comparison of simulated and experimental yield strength for three different levels of Mg.

Figure 4.
The application of the optimized model to the industrial alloy and comparison of experimental and predicted yield strength for: (a) low Si (6.5 wt.%) alloy set; (b) high Si (8.5 wt.%); (c) aging temperature of 180 °C; and (d) aging temperature of 200 °C.
Figure 4.
The application of the optimized model to the industrial alloy and comparison of experimental and predicted yield strength for: (a) low Si (6.5 wt.%) alloy set; (b) high Si (8.5 wt.%); (c) aging temperature of 180 °C; and (d) aging temperature of 200 °C.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The governing equations of precipitation hardening model.
| - | Weak Obstacle | Strong Obstacle |
|---|---|---|
| The resistance force of precipitates in a class | ||
| The average resistance force of obstacles | ||
| The average mean distance | ||
| The critical resolved shear stress (CRSS) | ||
| The precipitation hardening contribution | ||
Table 2.
Composition of the produced alloy.
| Alloy | Si | Mg | Fe | Mn | Zn | Sr | Ti | Cr |
|---|---|---|---|---|---|---|---|---|
| A1 | 6.66 | 0.184 | 0.123 | 0.552 | 0.005 | 0.0133 | 0.063 | 0.002 |
| A2 | 6.61 | 0.306 | 0.124 | 0.546 | 0.005 | 0.0132 | 0.062 | 0.002 |
| A3 | 6.58 | 0.441 | 0.123 | 0.538 | 0.005 | 0.0160 | 0.062 | 0.002 |
| B1 | 8.54 | 0.189 | 0.133 | 0.567 | 0.016 | 0.0144 | 0.064 | 0.003 |
| B2 | 8.54 | 0.316 | 0.137 | 0.558 | 0.017 | 0.0140 | 0.063 | 0.003 |
| B3 | 8.45 | 0.451 | 0.143 | 0.553 | 0.017 | 0.0137 | 0.062 | 0.003 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Cinkilic, E.; Yan, X.; Luo, A.A. Modeling Precipitation Hardening and Yield Strength in Cast Al-Si-Mg-Mn Alloys. Metals 2020, 10, 1356. https://doi.org/10.3390/met10101356
AMA Style
Cinkilic E, Yan X, Luo AA. Modeling Precipitation Hardening and Yield Strength in Cast Al-Si-Mg-Mn Alloys. Metals. 2020; 10(10):1356. https://doi.org/10.3390/met10101356
Chicago/Turabian StyleCinkilic, Emre, Xinyan Yan, and Alan A. Luo. 2020. "Modeling Precipitation Hardening and Yield Strength in Cast Al-Si-Mg-Mn Alloys" Metals 10, no. 10: 1356. https://doi.org/10.3390/met10101356
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.