
Using the Spark Plasma Sintering System for Fabrication of Advanced Semiconductor Materials
 , , , , , and
, , , , , and 
Abstract
:1. Introduction
- An example of compacting grounded arc-melted materials with an SPS device (research performed before SPS upgrade).
- An original approach to an SPS system extension, allowing a detailed measurement of the sintering system.
- An approach to use an SPS device as an SHS reactor, which is possible due to multi-point parameter measurement.
- Annealing temperature—the highest maintained temperature over a process.
- Pressure—uniaxial pressure applied to the sample during the sintering process.
- Dwell time—sintering temperature holding time.
2. Materials and Methods
2.1. Materials
- Arc-melted semiconductor materials, HCST-x () for x = [0, 0.01, 0.02, 0.05, 0.10] and HZNSS-x ( (half-Heusler) for x = [0.01, 0.02, 0.05])
- Bismuth telluride-based materials synthesized by SHS technique materials (PBSTS-xxs). The reference material (PBSTq), fabricated inside a quartz vacuum tube, is also included for comparison.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Identification | Chemical Formula | Processing Method |
|---|---|---|
| HCST-01 | AM, SPS | |
| HCST-02 | AM, SPS | |
| HCST-05 | AM, SPS | |
| HCST-10 | AM, SPS | |
| HZNSS-01 | AM, SPS | |
| HZNSS-02 | AM, SPS | |
| HZNSS-05 | AM, SPS | |
| PBSTq (pREF) | Melting, SPS | |
| PBSTS-01s | SHS, SPS | |
| PBSTS-06s | SHS, SPS | |
| PBSTS-12s | SHS, SPS | |
| PBSTS-18s | SHS, SPS |
2.2. SPS System
2.3. Arc Melting of HCST Cobalt Triantimonide and HZNSS Half-Heusler
- Cobalt triantimonide: T = 650 °C, P = 50 MPa, time = 15 min.
- Half-Heusler: T = 1000 °C, P = 50 MPa, time = 25 min.
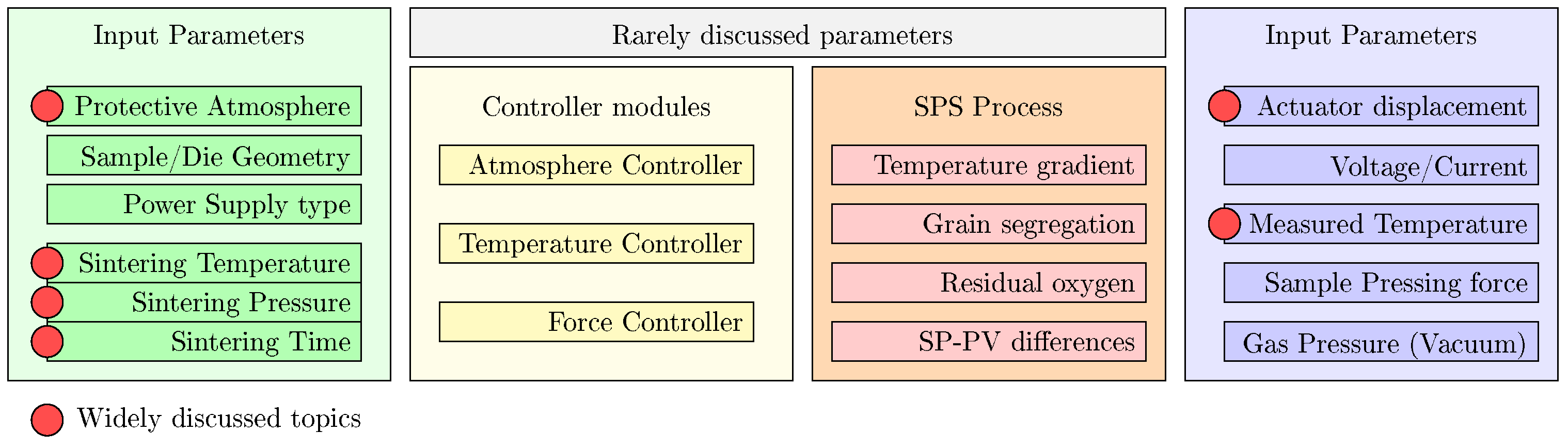
2.4. Process Data Collection and Device Upgrade
- Acquisition of power supply parameters (voltage and current), allowed us to gain information about delivered power and, in some cases, the resistance of the sintering system.
- Constant stabilization of the pressing force. A hysteresis regulator was used previously, causing lower reproducibility of the pressure value over time. Now, a 5-way proportional valve driven by a quasi-logic controller is installed, resulting in high stability and reproducibility of the pressure.
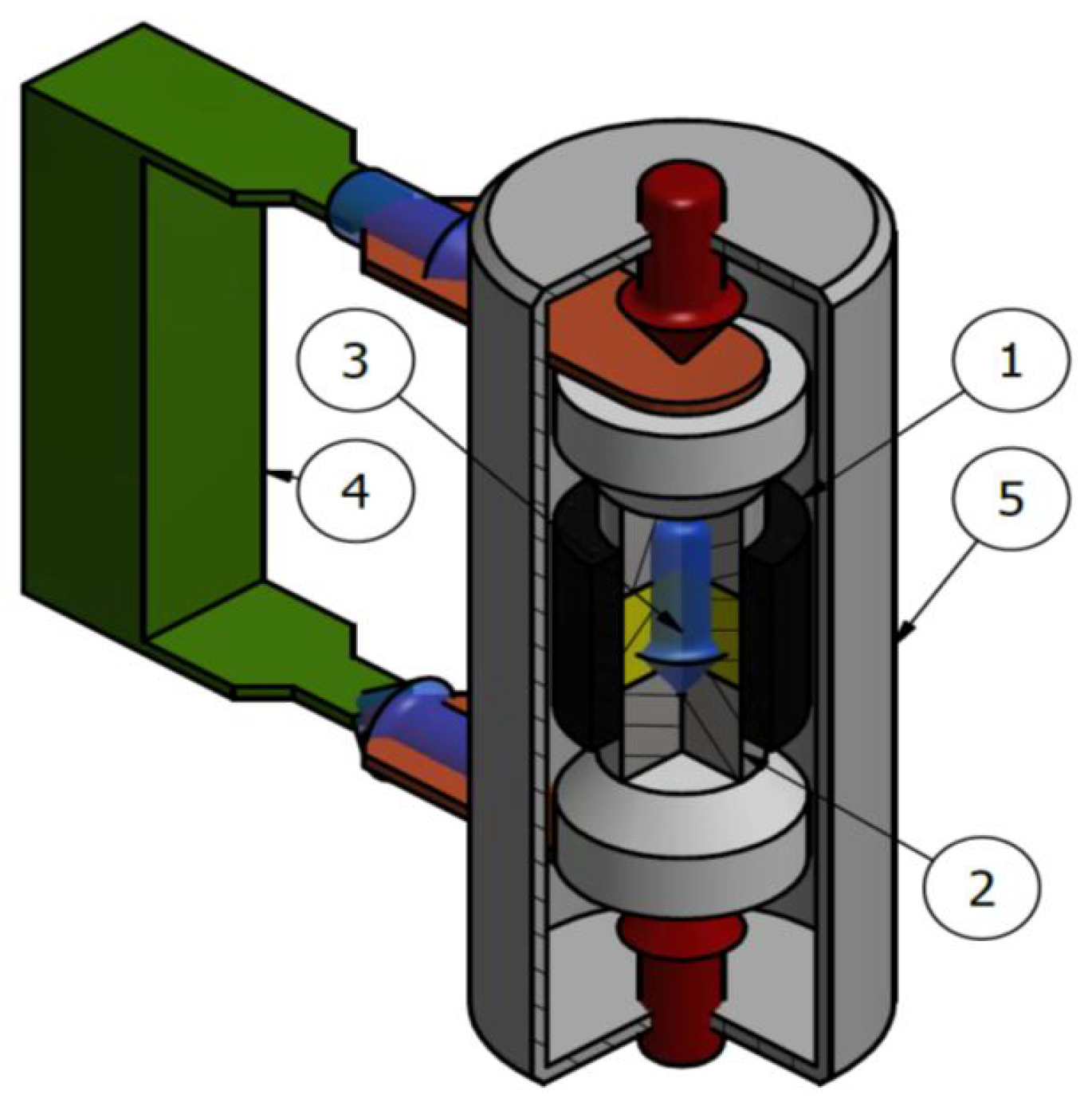
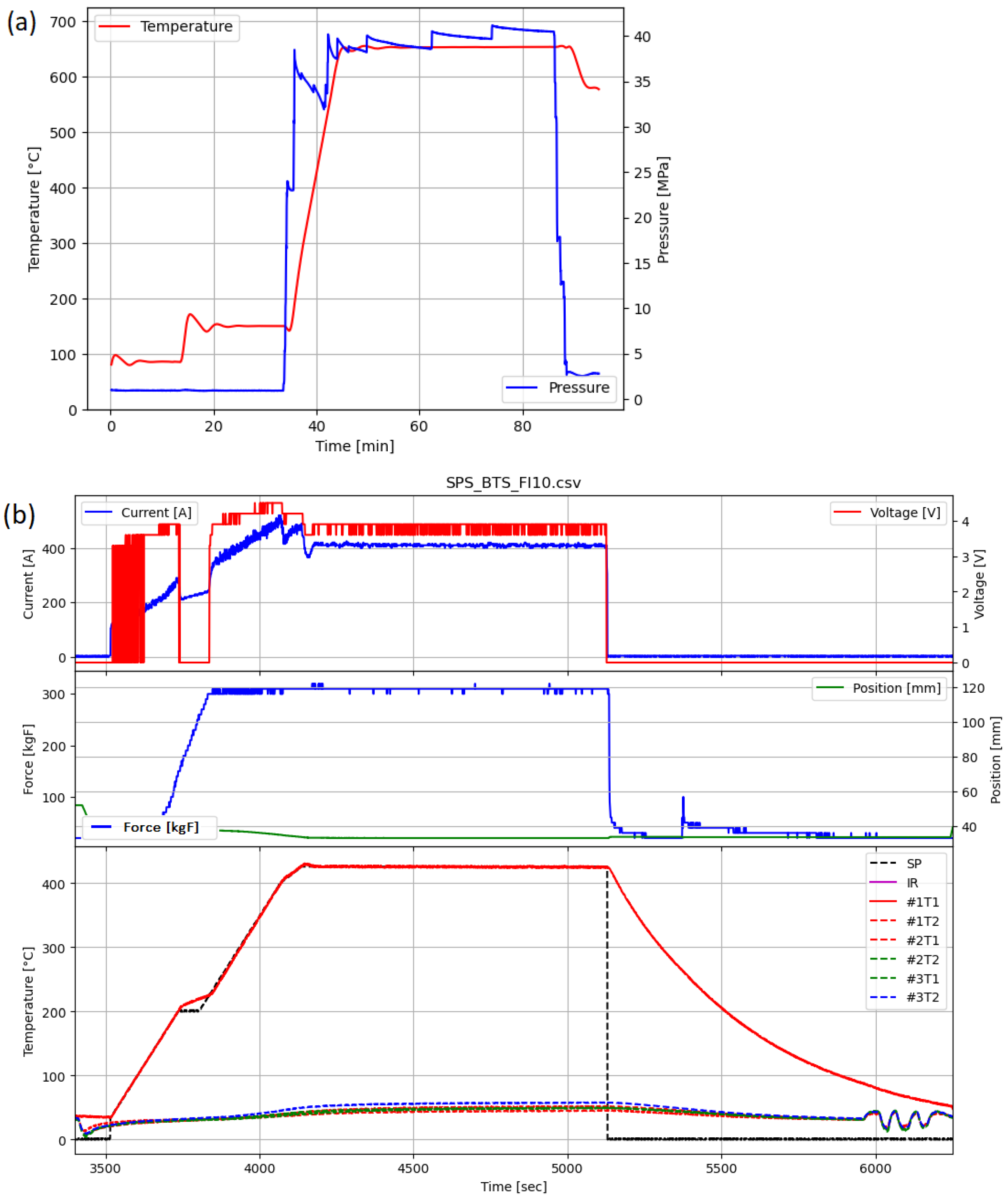
- Up to 6 thermocouples (labeled as #1T1, #1T2, #2T1, #2T2, #3T1, #3T2) can be connected to determine the temperature gradient across the sample up to 950 °C. Figure 3 presents an example of thermocouple placement, where #1T1 is a process control thermocouple, and other sensors collect temperatures from different parts of the system allowing us to determine the temperature gradient. Before the upgrade only one temperature was acquired.
- Above 500 °C, infrared temperature measurement can be used. The infrared curve shows when the temperature exceeds 500 °C (Figure 5).


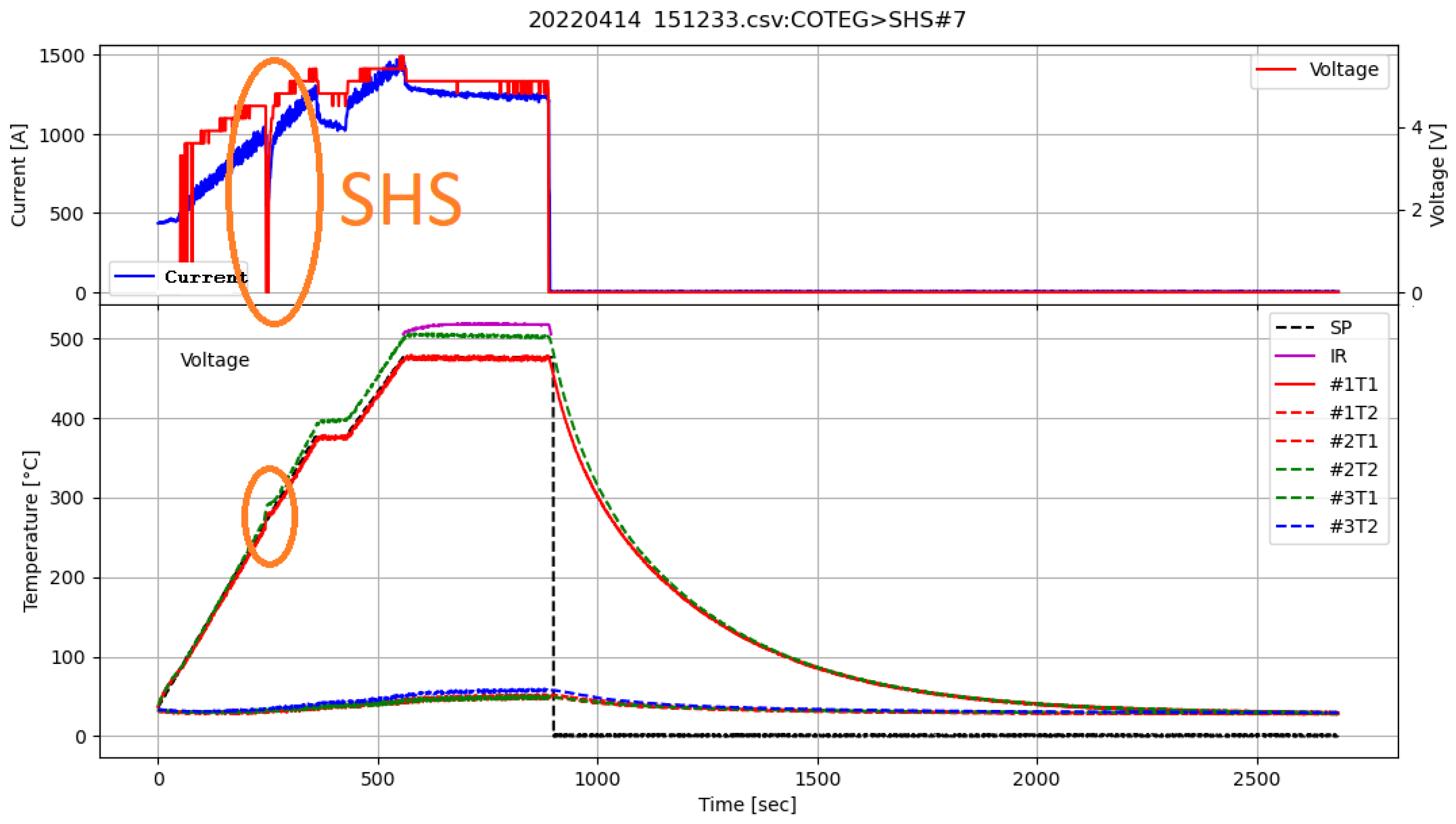
2.5. SHS
- Heating the system to 375 °C and maintaining this temperature for 60 s. This step realizes the first, exothermic stage of materials synthesis (SHS occurs during the first initial heating).
- Heating the system to 475 °C and maintaining this temperature for 300 s. This step was applied to fully react reagents and homogenize material.

2.6. XRD Diffraction
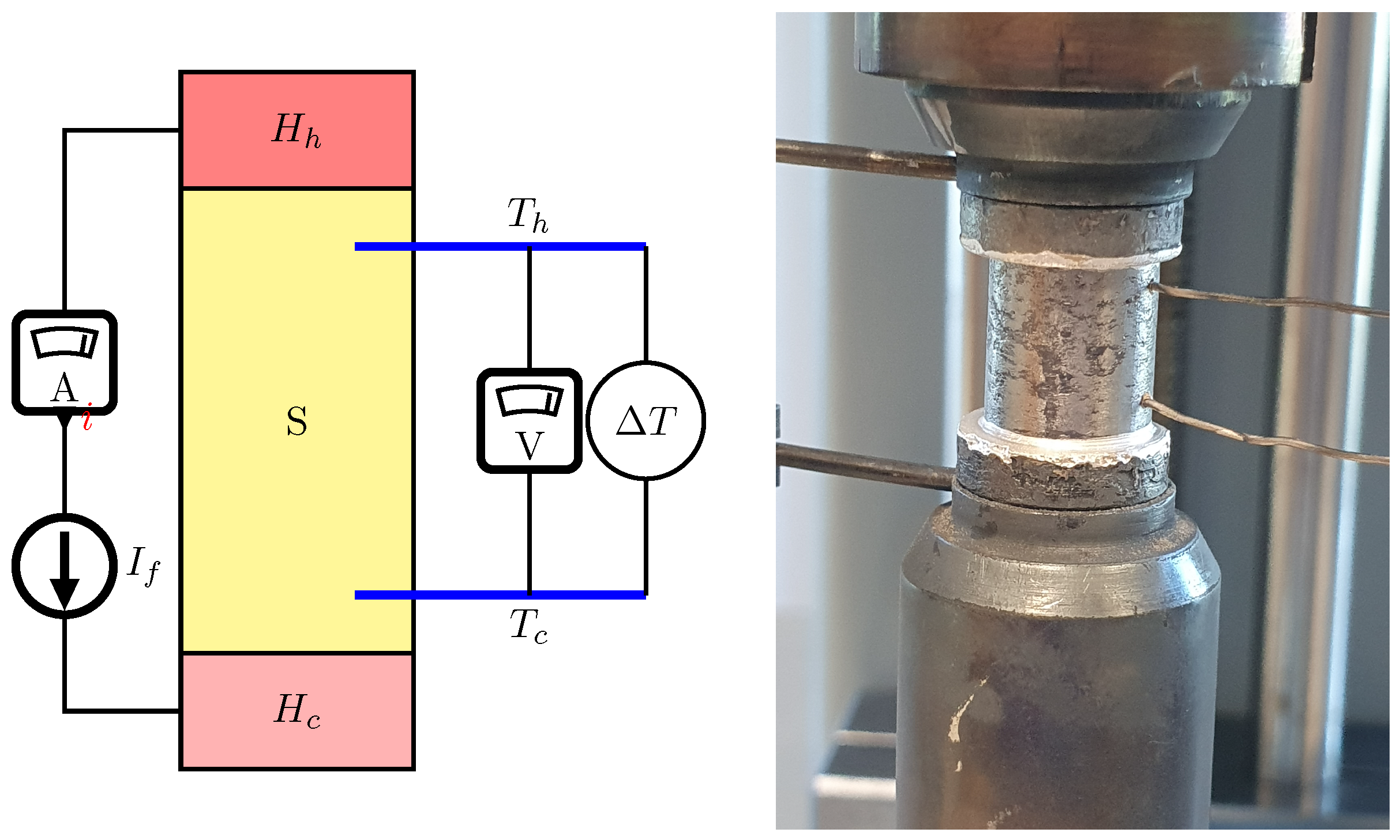
2.7. Thermal and Electrical Parameter Characterization
3. Results
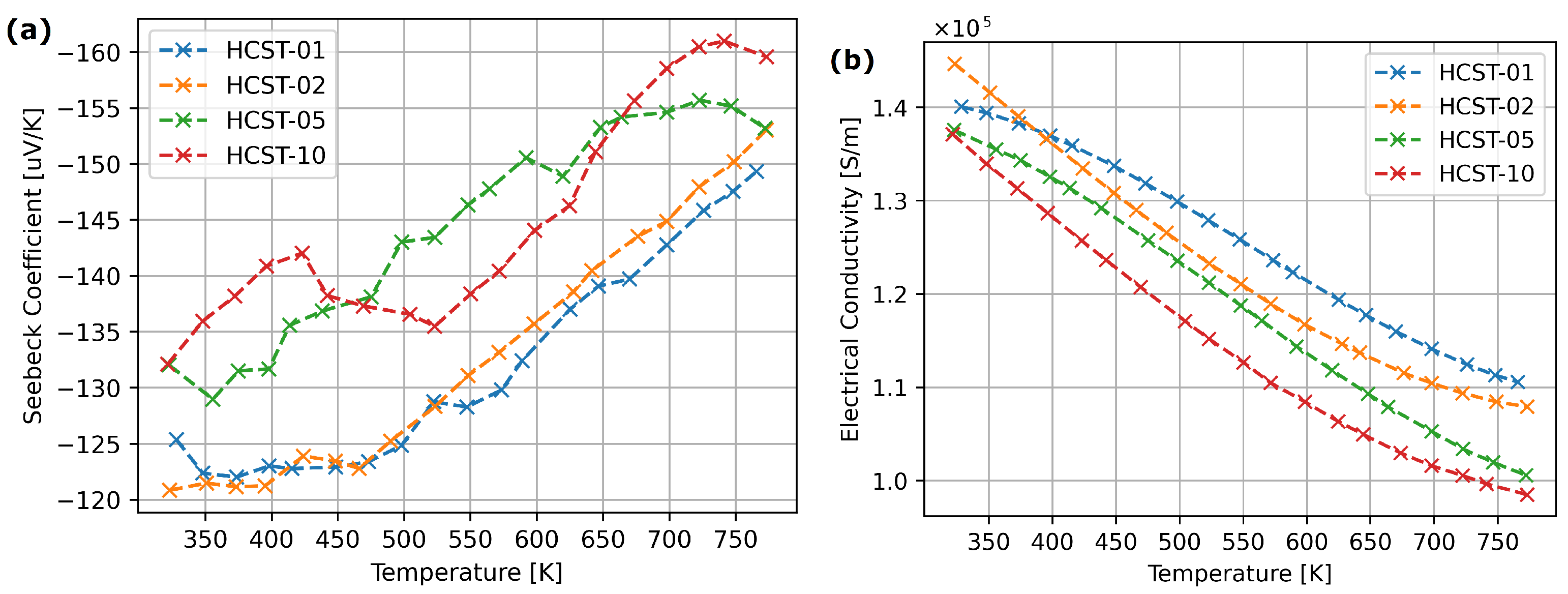
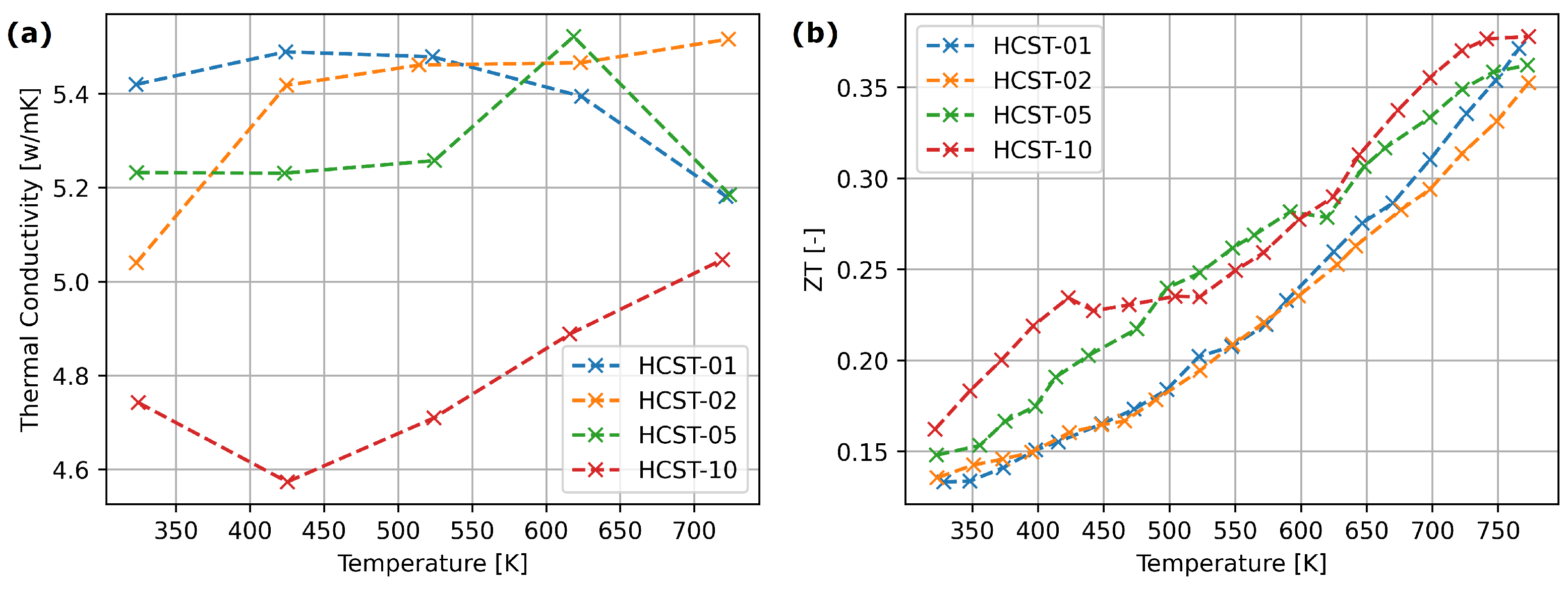
3.1. Thermoelectric Properties of Arc-Melted and SPS-Processed Materials
3.2. SHS Results
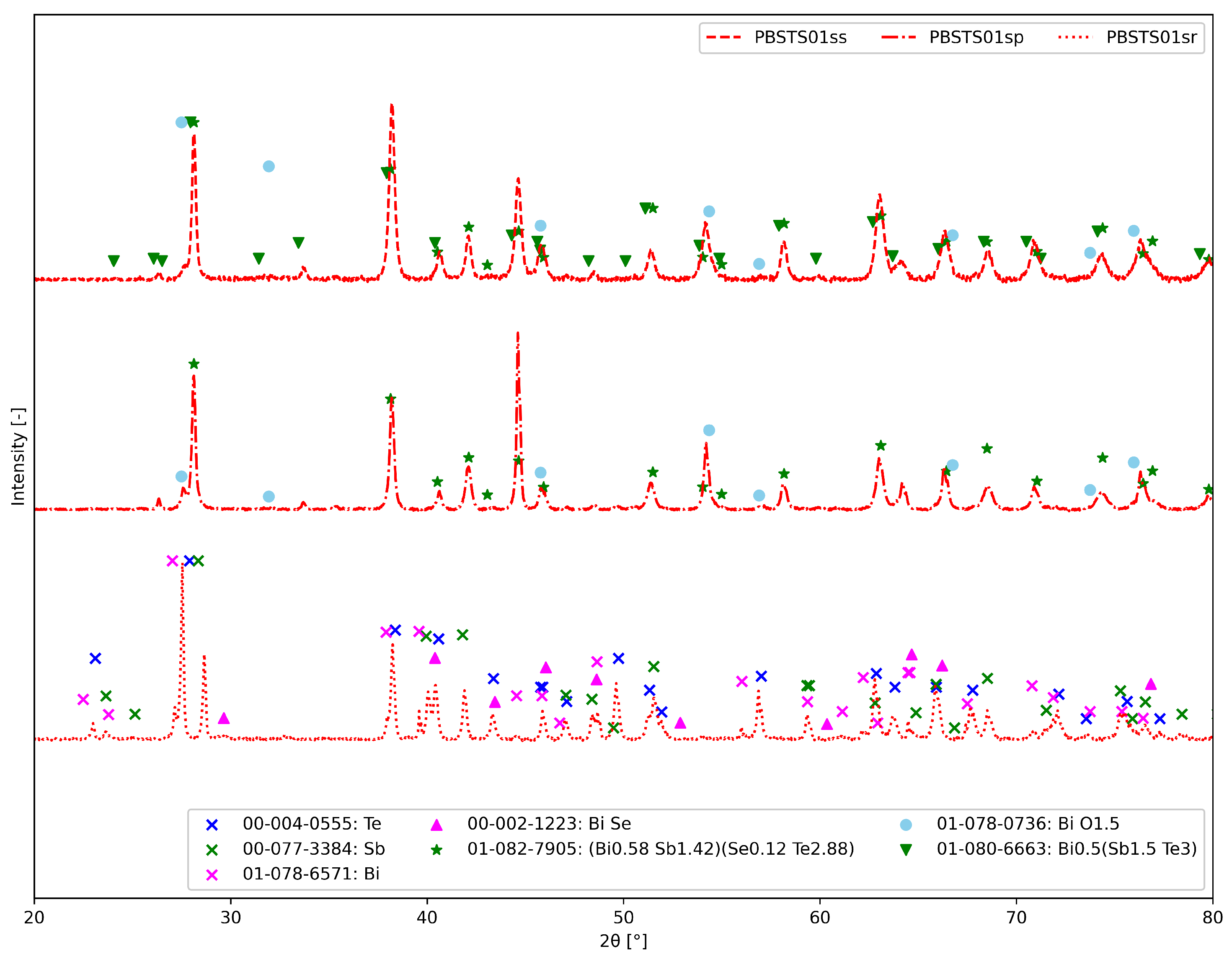
3.2.1. Analysis of the SHS Stages
- PBSTS01sr—The material after the homogenization process in an automatic mortar. This is the analysis of the phase composition, in addition to confirming the presence of pure elements, i.e., tellurium (00-004-0555), antimony (00-077-3384) and bismuth (01-078-6571).
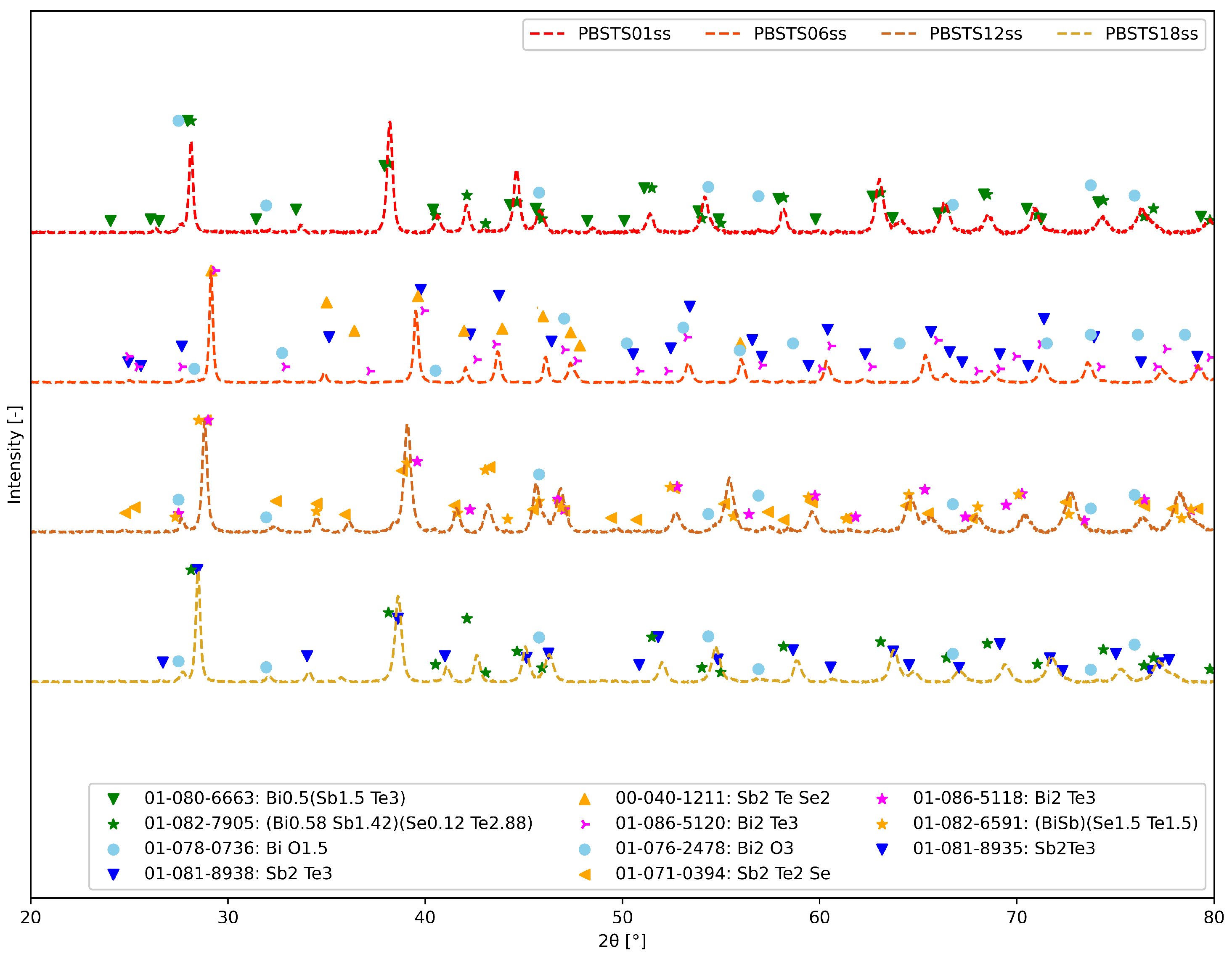
- PBSTS01sp—The fragmented material after synthesis SHS consisted mainly of the phase (01-082-7905) and bismuth oxide (01-078-0736). Some of the reflections are difficult to distinguish due to their overlap.
- PBSTS01ss—The material after the SPS technique contained the phase and probably bismuth oxide (01-078-0736).
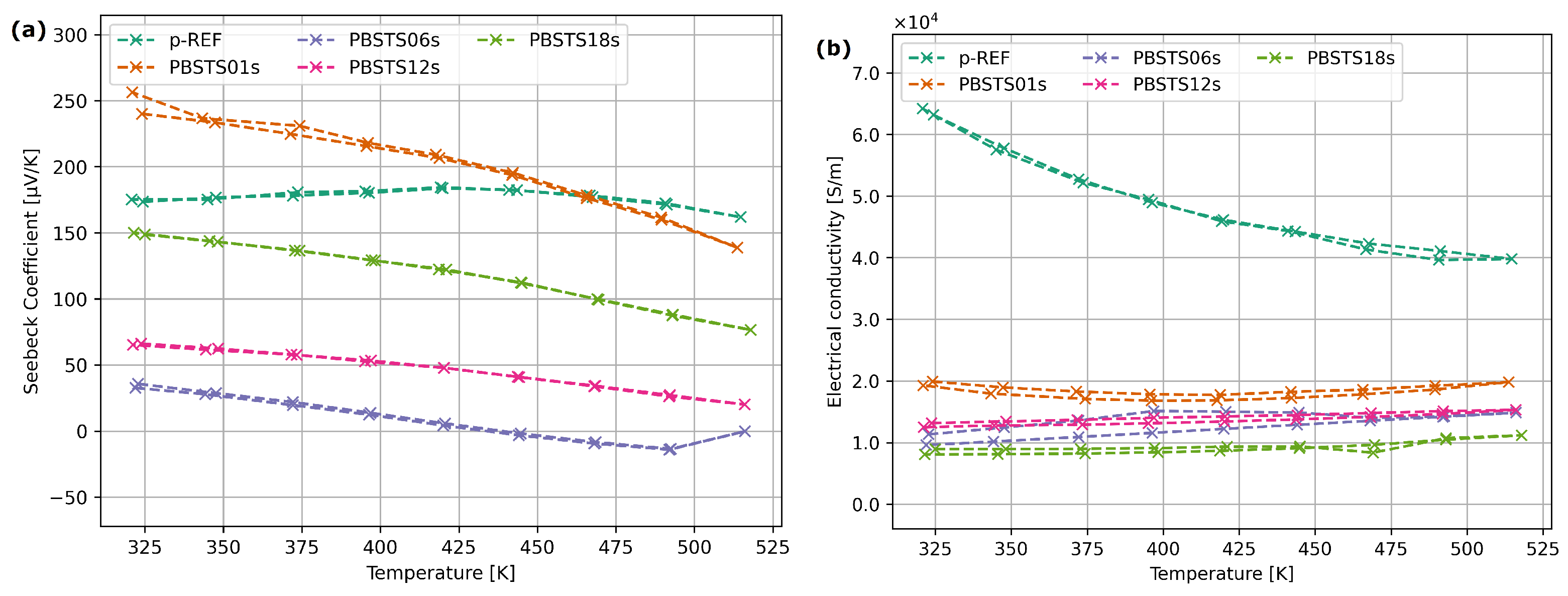
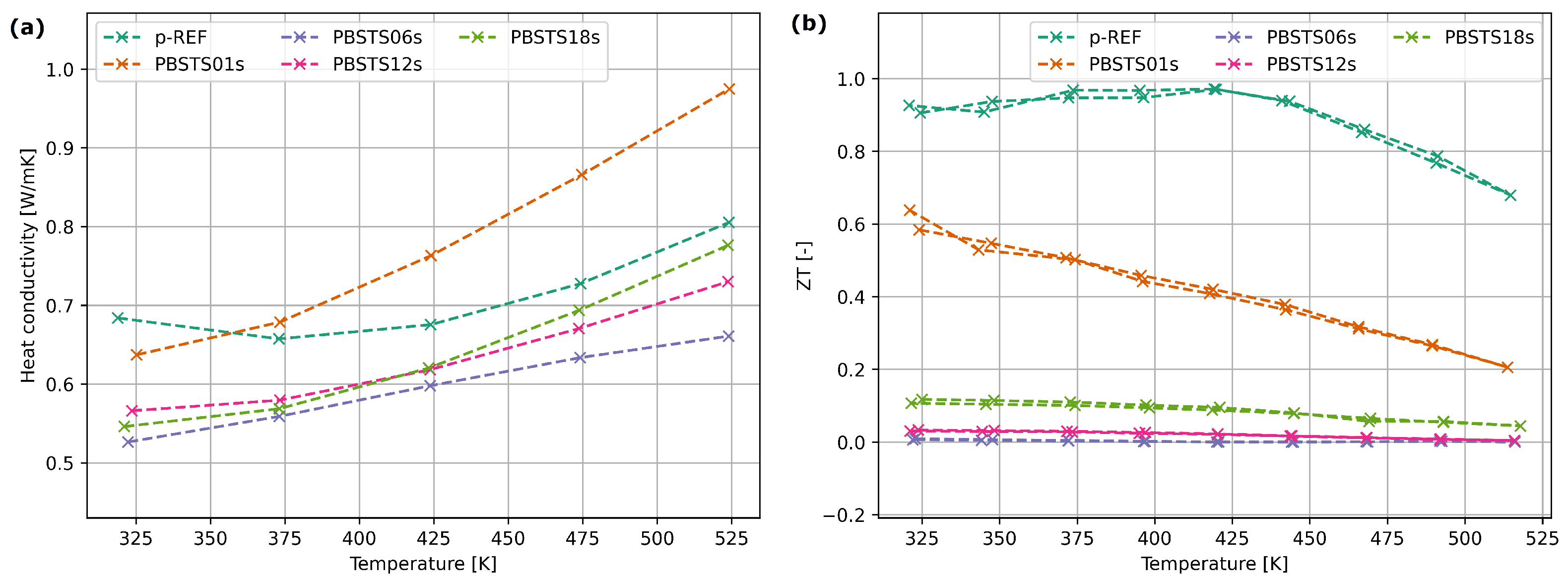
3.2.2. Thermoelectric Properties of SHS-Processed Bismuth Telluride
4. Discussion
4.1. The Properties of Arc-Melted Materials
4.2. SHS
4.3. Thermoelectric Properties of SHS Materials
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| SPS | Spark Plasma Sintering |
| SHS | Self-propagating High-temperature Synthesis |
| AM | Arc Melting |
| ZT | Thermoelectric Figure-of-merit |
References
- Ratzker, B.; Sokol, M. Exploring the capabilities of high-pressure spark plasma sintering (HPSPS): A review of materials processing and properties. Mater. Des. 2023, 233, 112238. [Google Scholar] [CrossRef]
- Cincotti, A.; Locci, A.; Orrù, R.; Cao, G. Modeling of SPS apparatus: Temperature, current and strain distribution with no powders. AIChE J. 2007, 53, 703–719. [Google Scholar] [CrossRef]
- Stuer, M.; Bowen, P.; Zhao, Z. Spark Plasma Sintering of Ceramics: From Modeling to Practice. Ceramics 2020, 3, 476–493. [Google Scholar] [CrossRef]
- Nosewicz, S.; Jurczak, G.; Chrominski, W.; Rojek, J.; Kaszyca, K.; Chmielewski, M. Combined EBSD and Computer-Assisted Quantitative Analysis of the Impact of Spark Plasma Sintering Parameters on the Structure of Porous Materials. Metall. Mater. Trans. A 2022, 53, 4101–4125. [Google Scholar] [CrossRef]
- Saleemi, M.; Toprak, M.S.; Li, S.; Johnsson, M.; Muhammed, M. Synthesis, processing, and thermoelectric properties of bulk nanostructured bismuth telluride (Bi2Te3). J. Mater. Chem. 2012, 22, 725–730. [Google Scholar] [CrossRef]
- Lim, S.S.; Jung, S.J.; Kim, B.K.; Kim, D.I.; Lee, B.H.; Won, S.O.; Shin, J.; Park, H.H.; Kim, S.K.; Kim, J.S.; et al. Combined hot extrusion and spark plasma sintering method for producing highly textured thermoelectric Bi2Te3 alloys. J. Eur. Ceram. Soc. 2020, 40, 3042–3048. [Google Scholar] [CrossRef]
- Pietrzak, K.; Sobczak, N.; Chmielewski, M.; Homa, M.; Gazda, A.; Zybała, R.; Strojny-Nędza, A. Effects of Carbon Allotropic Forms on Microstructure and Thermal Properties of Cu-C Composites Produced by SPS. J. Mater. Eng. Perform. 2016, 25, 3077–3083. [Google Scholar] [CrossRef]
- Zybała, R.; Schmidt, M.; Kaszyca, K.; Chmielewski, M.; Kruszewski, M.; Jasiński, M.; Rajska, M.; Ciupiński, Ł. Characterization of nanostructured bulk cobalt triantimonide doped with tellurium and indium prepared by pulsed plasma in liquid method. Bull. Pol. Acad. Sci. Tech. Sci. 2020, 68, 125–134. [Google Scholar] [CrossRef]
- Kim, H.S.; Liu, W.; Chen, G.; Chu, C.W.; Ren, Z. Relationship between thermoelectric figure of merit and energy conversion efficiency. Proc. Natl. Acad. Sci. USA 2015, 112, 8205–8210. [Google Scholar] [CrossRef] [PubMed]
- Park, O.; Park, S.J.; Kim, H.S.; Lee, S.W.; Heo, M.; Kim, S.I. Enhanced thermoelectric transport properties of Bi2Te3 polycrystalline alloys via carrier type change arising from slight Pb doping. Mater. Sci. Semicond. Process. 2023, 166, 107723. [Google Scholar] [CrossRef]
- Hu, X.; Fan, X.; Feng, B.; Kong, D.; Liu, P.; Xu, C.; Kuang, Z.; Li, G.; Li, Y. Decoupling Seebeck coefficient and resistivity, and simultaneously optimizing thermoelectric and mechanical performances for n-type BiTeSe alloy by multi-pass equal channel angular extrusion. Mater. Sci. Eng. B 2021, 263, 114846. [Google Scholar] [CrossRef]
- Dongre, B.; Carrete, J.; Wen, S.; Ma, J.; Li, W.; Mingo, N.; Madsen, G.K.H. Combined treatment of phonon scattering by electrons and point defects explains the thermal conductivity reduction in highly-doped Si. J. Mater. Chem. A 2020, 8, 1273–1278. [Google Scholar] [CrossRef]
- Mao, J.; Niedziela, J.L.; Wang, Y.; Xia, Y.; Ge, B.; Liu, Z.; Zhou, J.; Ren, Z.; Liu, W.; Chan, M.K.; et al. Self-compensation induced vacancies for significant phonon scattering in InSb. Nano Energy 2018, 48, 189–196. [Google Scholar] [CrossRef]
- d’Angelo, M.; Galassi, C.; Lecis, N. Thermoelectric Materials and Applications: A Review. Energies 2023, 16, 6409. [Google Scholar] [CrossRef]
- Marchenkov, V.V.; Lukoyanov, A.V.; Baidak, S.T.; Perevalova, A.N.; Fominykh, B.M.; Naumov, S.V.; Marchenkova, E.B. Electronic Structure and Transport Properties of Bi2Te3 and Bi2Se3 Single Crystals. Micromachines 2023, 14, 1888. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.; Aizawa, T.; Yamamoto, A.; Ohta, T. Thermoelectric properties of n-type (Bi2Se3)x(Bi2Te3)1-x prepared by bulk mechanical alloying and hot pressing. J. Alloys Compd. 2000, 312, 326–330. [Google Scholar] [CrossRef]
- Bucholc, B.; Kaszyca, K.; Śpiewak, P.; Mars, K.; Kruszewski, M.J.; Ciupiński, Ł.; Kowiorski, K.; Zybała, R. Thermoelectric properties of bismuth-doped magnesium silicide obtained by the self-propagating high-temperature synthesis. Bull. Pol. Acad. Sci. Tech. Sci. 2022, 70, e141007. [Google Scholar] [CrossRef]
- Liu, R.; Tan, X.; Ren, G.; Liu, Y.; Zhou, Z.; Liu, C.; Lin, Y.; Nan, C. Enhanced Thermoelectric Performance of Te-Doped Bi2Se3-xTex Bulks by Self-Propagating High-Temperature Synthesis. Crystals 2017, 7, 257. [Google Scholar] [CrossRef]
- Zheng, G.; Su, X.; Liang, T.; Lu, Q.; Yan, Y.; Uher, C.; Tang, X. High thermoelectric performance of mechanically robust n-type Bi2Te3-xSex prepared by combustion synthesis. J. Mater. Chem. A 2015, 3, 6603–6613. [Google Scholar] [CrossRef]
- Knight, R.; Smith, R.W.; Apelian, D. Application of plasma arc melting technology to processing of reactive metals. Int. Mater. Rev. 1991, 36, 221–252. [Google Scholar] [CrossRef]
- Aversano, F.; Palumbo, M.; Ferrario, A.; Boldrini, S.; Fanciulli, C.; Baricco, M.; Castellero, A. Role of secondary phases and thermal cycling on thermoelectric properties of TiNiSn half-Heusler alloy prepared by different processing routes. Intermetallics 2020, 127, 106988. [Google Scholar] [CrossRef]
- Zhang, J.; Hu, Y.; Wei, Q.; Xiao, Y.; Chen, P.; Luo, G.; Shen, Q. Microstructure and mechanical properties of RexNbMoTaW high-entropy alloys prepared by arc melting using metal powders. J. Alloys Compd. 2020, 827, 154301. [Google Scholar] [CrossRef]
- Cieslak, J.; Tobola, J.; Berent, K.; Marciszko, M. Phase composition of AlxFeNiCrCo high entropy alloys prepared by sintering and arc-melting methods. J. Alloys Compd. 2018, 740, 264–272. [Google Scholar] [CrossRef]
- Zhang, J.; Xiong, K.; Huang, L.; Xie, B.; Ren, D.; Tang, C.; Feng, W. Effect of Doping with Different Nb Contents on the Properties of CoCrFeNi High-Entropy Alloys. Materials 2023, 16, 6407. [Google Scholar] [CrossRef] [PubMed]
- Yamada, O.; Miyamoto, Y.; Koizumi, M. Self-Propagating High-Temperature Synthesis (SHS) of SiC Powders and the Properties of the Sintered Compact. J. Jpn. Soc. Powder Powder Metall. 1986, 33, 286–290. [Google Scholar] [CrossRef]
- Moskovskikh, D.O.; Mukasyan, A.S.; Rogachev, A.S. Self-propagating high-temperature synthesis of silicon carbide nanopowders. Dokl. Phys. Chem. 2013, 449, 41–43. [Google Scholar] [CrossRef]
- Yasenchuk, Y.; Marchenko, E.; Gunther, V.; Radkevich, A.; Kokorev, O.; Gunther, S.; Baigonakova, G.; Hodorenko, V.; Chekalkin, T.; Kang, J.H.; et al. Biocompatibility and Clinical Application of Porous TiNi Alloys Made by Self-Propagating High-Temperature Synthesis (SHS). Materials 2019, 12, 2405. [Google Scholar] [CrossRef] [PubMed]
- Kruszewski, M.; Kot, M.; Cymerman, K.; Chmielewski, M.; Moszczyńska, D.; Małek, M.; Ciupiński, Ł. Rapid fabrication of Se-modified skutterudites obtained via self-propagating high-temperature synthesis and pulse plasma sintering route. Ceram. Int. 2023, 49, 9560–9565. [Google Scholar] [CrossRef]
- Min, S.; Blumm, J.; Lindemann, A. A new laser flash system for measurement of the thermophysical properties. Thermochim. Acta 2007, 455, 46–49. [Google Scholar] [CrossRef]
- Ratzker, B.; Sokol, M.; Kalabukhov, S.; Frage, N. Creep of Polycrystalline Magnesium Aluminate Spinel Studied by an SPS Apparatus. Materials 2016, 9, 493. [Google Scholar] [CrossRef]
- Qiu, J.; Yan, Y.; Xie, H.; Luo, T.; Xia, F.; Yao, L.; Zhang, M.; Zhu, T.; Tan, G.; Su, X.; et al. Achieving superior performance in thermoelectric Bi0.4Sb1.6Te3.72 by enhancing texture and inducing high-density line defects. Sci. China Mater. 2021, 64, 1507–1520. [Google Scholar] [CrossRef]
- Guo, X.; Jia, X.; Jie, K.; Sun, H.; Zhang, Y.; Sun, B.; Ma, H. Thermoelectric transport properties and crystal growth of BiSbTe3 bulk materials produced by a unique high-pressure synthesis. CrystEngComm 2013, 15, 7236–7242. [Google Scholar] [CrossRef]
- Zhai, R.S.; Wu, Y.H.; Zhu, T.J.; Zhao, X.B. Thermoelectric performance of p-type zone-melted Se-doped Bi0.5Sb1.5Te3 alloys. Rare Met. 2018, 37, 308–315. [Google Scholar] [CrossRef]











| Parameter | Value/Range | Unit |
|---|---|---|
| Operating temperature | RT-2000 | °C |
| Sample diameter | 10–50 1 | mm |
| Power supply max. current | 5000 | A |
| Power supply max. voltage | 10 | V |
| Power supply type | Alternate current | |
| Ultimate vacuum | mBar | |
| Pressing force (max) | 10 | Tons |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaszyca, K.; Chmielewski, M.; Bucholc, B.; Błyskun, P.; Nisar, F.; Rojek, J.; Zybała, R. Using the Spark Plasma Sintering System for Fabrication of Advanced Semiconductor Materials. Materials 2024, 17, 1422. https://doi.org/10.3390/ma17061422
Kaszyca K, Chmielewski M, Bucholc B, Błyskun P, Nisar F, Rojek J, Zybała R. Using the Spark Plasma Sintering System for Fabrication of Advanced Semiconductor Materials. Materials. 2024; 17(6):1422. https://doi.org/10.3390/ma17061422
Chicago/Turabian StyleKaszyca, Kamil, Marcin Chmielewski, Bartosz Bucholc, Piotr Błyskun, Fatima Nisar, Jerzy Rojek, and Rafał Zybała. 2024. "Using the Spark Plasma Sintering System for Fabrication of Advanced Semiconductor Materials" Materials 17, no. 6: 1422. https://doi.org/10.3390/ma17061422