
Enhancing Sustainability and Antifungal Properties of Biodegradable Composites: Caffeine-Treated Wood as a Filler for Polylactide
 , ,
, ,  , , and
, , and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Wood Treatment
2.3. Microorganism Preparation
2.4. Preparation of Composites
2.5. X-ray Diffraction
2.6. Differential Scanning Calorimetry
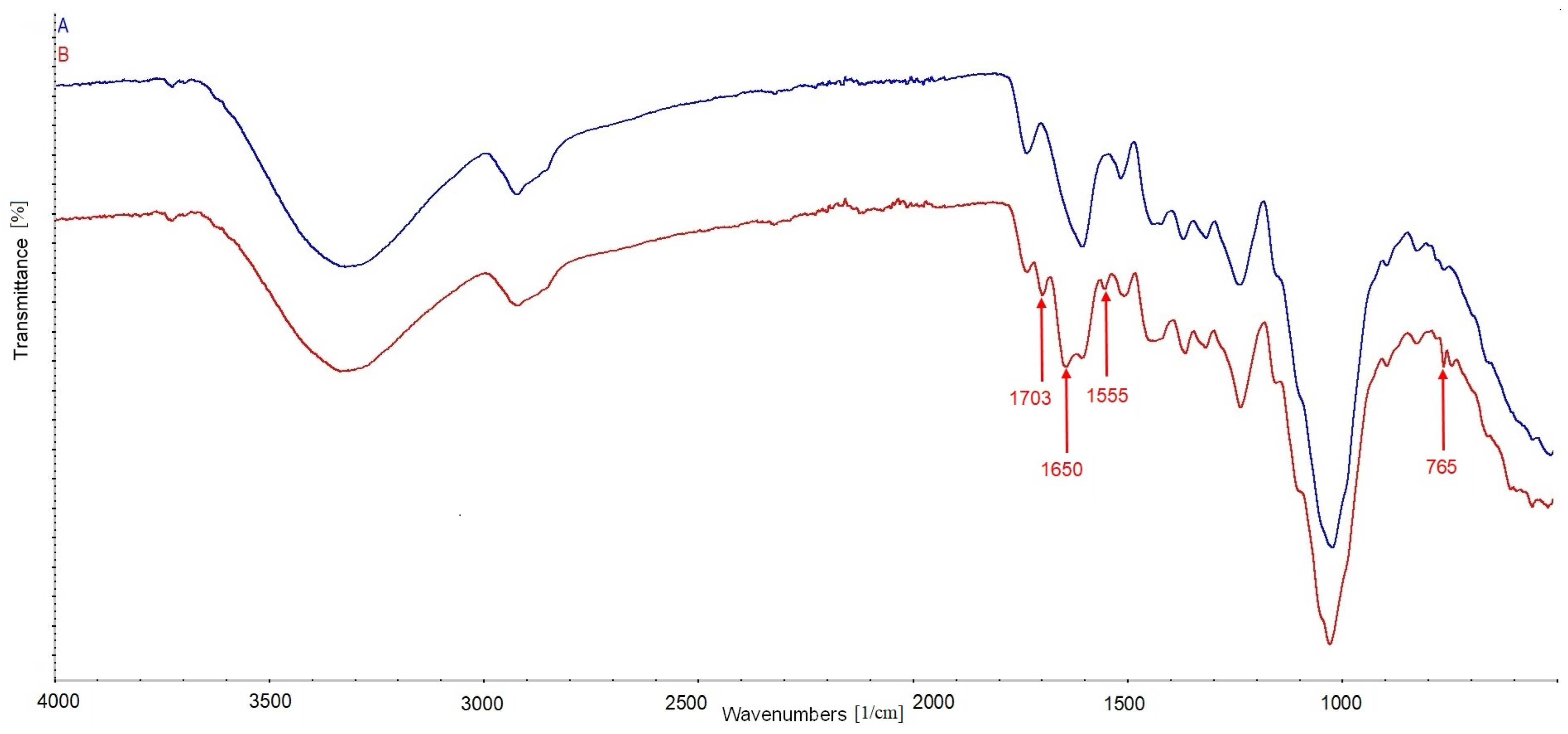
2.7. Fourier Transformation Infrared Spectroscopy
2.8. Thermogravimetric Analysis
2.9. Polarized Light Microscopy
2.10. Contact Angle Measurements
2.11. Antimicrobial Properties
3. Results and Discussion
3.1. Structure of Lignocellulosic Materials
3.2. Nucleation Ability of Wood Fillers and Crystallization Process in Composites
3.3. Thermogravimetric Analysis
3.4. Contact Angle Measurements
3.5. Antimicrobial Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dobrzyńska-Mizera, M.; Knitter, M.; Woźniak-Braszak, A.; Baranowski, M.; Sterzyński, T.; Di Lorenzo, M.L. Poly(l-Lactic Acid)/Pine Wood Bio-Based Composites. Materials 2020, 13, 3776. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Lin, M.; Xu, Z.; Lin, M. Polylactic acid-based wood-plastic 3D printing composite and its properties. BioResources 2019, 14, 8484–8498. [Google Scholar] [CrossRef]
- Peltola, H.; Pääkkönen, E.; Jetsu, P.; Heinemann, S. Wood based PLA and PP composites: Effect of fibre type and matrix polymer on fibre morphology, dispersion and composite properties. Compos. Part A Appl. Sci. Manuf. 2014, 61, 13–22. [Google Scholar] [CrossRef]
- Kim, D.; Andou, Y.; Shirai, Y.; Nishida, H. Biomass-based composites from poly (lactic acid) and wood flour by vapor-phase assisted surface polymerization. ACS Appl. Mater. Interfaces 2011, 3, 385–391. [Google Scholar] [CrossRef] [PubMed]
- Pilla, S.; Gong, S.; O’Neill, E.; Yang, L.; Rowell, R.M. Polylactide-recycled wood fiber composites. J. Appl. Polym. Sci. 2009, 111, 37–47. [Google Scholar] [CrossRef]
- Narlıoğlu, N.; Salan, T.; Alma, M.H. Properties of 3D-printed wood sawdust-reinforced PLA composites. BioResources 2021, 16, 5467. [Google Scholar] [CrossRef]
- Medved, S.; Tomec, D.K.; Balzano, A.; Merela, M. Alien Wood Species as a Resource for Wood-Plastic Composites. Appl. Sci. 2021, 11, 44. [Google Scholar] [CrossRef]
- Pilla, S.; Gong, S.; O’Neill, E.; Rowell, R.M.; Krzysik, A.M. Polylactide-pine wood flour composites. Polym. Eng. Sci. 2008, 48, 578–587. [Google Scholar] [CrossRef]
- Li, X.; Yu, J.; Meng, L.; Li, C.; Liu, M.; Meng, L. Study of PLA-based Wood-Plastic Composites. In Proceedings of the 3rd International Conference on Mechanical Engineering and Materials (ICMEM 2022), Nanchang, China, 18–19 November 2022; Journal of Physics: Conference Series. p. 012029. [Google Scholar]
- Lee, S.-Y.; Kang, I.-A.; Doh, G.-H.; Yoon, H.-G.; Park, B.-D.; Wu, Q. Thermal and Mechanical Properties of Wood Flour/Talc-filled Polylactic Acid Composites: Effect of Filler Content and Coupling Treatment. J. Thermoplast. Compos. Mater. 2008, 21, 209–223. [Google Scholar] [CrossRef]
- Dalu, M.; Temiz, A.; Altuntaş, E.; Demirel, G.K.; Aslan, M. Characterization of tanalith E treated wood flour filled polylactic acid composites. Polym. Test. 2019, 76, 376–384. [Google Scholar] [CrossRef]
- Grząbka-Zasadzińska, A.; Klapiszewski, Ł.; Borysiak, S.; Jesionowski, T. Thermal and mechanical properties of silica–lignin/polylactide composites subjected to biodegradation. Materials 2018, 11, 2257. [Google Scholar] [CrossRef]
- Grząbka-Zasadzińska, A.; Odalanowska, M.; Borysiak, S. Thermal and mechanical properties of biodegradable composites with nanometric cellulose. J. Therm. Anal. Calorim. 2019, 138, 4407–4416. [Google Scholar] [CrossRef]
- Turalija, M.; Bischof, S.; Budimir, A.; Gaan, S. Antimicrobial PLA films from environment friendly additives. Compos. Part B Eng. 2016, 102, 94–99. [Google Scholar] [CrossRef]
- Busolo, M.A.; Lagaron, J.M. Antimicrobial biocomposites of melt-compounded polylactide films containing silver-based engineered clays. J. Plast. Film. Sheeting 2013, 29, 290–305. [Google Scholar] [CrossRef]
- Harnet, J.-C.; Guen, E.; Ball, V.; Tenenbaum, H.; Ogier, J.; Haikel, Y.; Vodouhê, C. Antibacterial protection of suture material by chlorhexidine-functionalized polyelectrolyte multilayer films. J. Mater. Sci. Mater. Med. 2009, 20, 185–193. [Google Scholar] [CrossRef]
- Verma, M.; Biswal, A.K.; Dhingra, S.; Gupta, A.; Saha, S. Antibacterial response of polylactide surfaces modified with hydrophilic polymer brushes. Iran. Polym. J. 2019, 28, 493–504. [Google Scholar] [CrossRef]
- Ahmed, J.; Hiremath, N.; Jacob, H. Antimicrobial, Rheological, and Thermal Properties of Plasticized Polylactide Films Incorporated with Essential Oils to Inhibit Staphylococcus aureus and Campylobacter jejuni. J. Food Sci. 2016, 81, E419–E429. [Google Scholar] [CrossRef] [PubMed]
- Hill, C.A. Wood Modification: Chemical, Thermal and other Processes; John Wiley & Sons: Hoboken, NJ, USA, 2007. [Google Scholar]
- Shao, L.; Xi, Y.; Weng, Y. Recent Advances in PLA-Based Antibacterial Food Packaging and Its Applications. Molecules 2022, 27, 5953. [Google Scholar] [CrossRef] [PubMed]
- Pánek, M.; Borůvka, V.; Nábělková, J.; Šimůnková, K.; Zeidler, A.; Novák, D.; Černý, R.; Kobetičová, K. Efficacy of Caffeine Treatment for Wood Protection—Influence of Wood and Fungi Species. Polymers 2021, 13, 3758. [Google Scholar] [CrossRef] [PubMed]
- Kwaśniewska-Sip, P.; Cofta, G.; Nowak, P.B. Resistance of fungal growth on Scots pine treated with caffeine. Int. Biodeterior. Biodegrad. 2018, 132, 178–184. [Google Scholar] [CrossRef]
- Kobetičová, K.; Ďurišová, K.; Nábělková, J. Caffeine Interactions with Wood Polymers. Forests 2021, 12, 533. [Google Scholar] [CrossRef]
- Oguz, H.; Dogan, C.; Kara, D.; Ozen, Z.T.; Ovali, D.; Nofar, M. Development of PLA-PBAT and PLA-PBSA bio-blends: Effects of processing type and PLA crystallinity on morphology and mechanical properties. AIP Conf. Proc. 2019, 2055, 030003. [Google Scholar] [CrossRef]
- Tomczak, D.; Woźniak, M.; Ratajczak, I.; Sip, A.; Baranowska, M.; Bula, K.; Čabalová, I.; Bubeníková, T.; Borysiak, S. Caffeine-treated wood as an innovative filler for advanced polymer composites. J. Wood Chem. Technol. 2023, 43, 271–288. [Google Scholar] [CrossRef]
- Garlotta, D. A Literature Review of Poly(Lactic Acid). J. Polym. Environ. 2001, 9, 63–84. [Google Scholar] [CrossRef]
- Lersten, N.R.; Horner, H.T. Calcium oxalate crystal types and trends in their distribution patterns in leaves of Prunus (Rosaceae: Prunoideae). Plant Syst. Evol. 2000, 224, 83–96. [Google Scholar] [CrossRef]
- Krikorian, V.; Pochan, D.J. Poly (l-Lactic Acid)/Layered Silicate Nanocomposite: Fabrication, Characterization, and Properties. Chem. Mater. 2003, 15, 4317–4324. [Google Scholar] [CrossRef]
- Cosnita, M.; Cazan, C.; Duta, A. Effect of waste polyethylene terephthalate content on the durability and mechanical properties of composites with tire rubber matrix. J. Compos. Mater. 2017, 51, 357–372. [Google Scholar] [CrossRef]
- Borysiak, S.; Grząbka-Zasadzińska, A.; Odalanowska, M.; Skrzypczak, A.; Ratajczak, I. The effect of chemical modification of wood in ionic liquids on the supermolecular structure and mechanical properties of wood/polypropylene composites. Cellulose 2018, 25, 4639–4652. [Google Scholar] [CrossRef]
- Wang, J.; Bai, J.; Zhang, Y.; Fang, H.; Wang, Z. Shear-induced enhancements of crystallization kinetics and morphological transformation for long chain branched polylactides with different branching degrees. Sci. Rep. 2016, 6, 26560. [Google Scholar] [CrossRef] [PubMed]
- Garbarczyk, J.; Borysiak, S. Kompozyty polipropylenu z włóknami celulozowymi. Cz. 1. Wpływ warunków wytłaczania i wtryskiwania na strukturę matrycy polipropylenowej. Polimery 2004, 49, 541–546. [Google Scholar] [CrossRef]
- Woźniak, M.; Gromadzka, K.; Kwaśniewska-Sip, P.; Cofta, G.; Ratajczak, I. Chitosan–caffeine formulation as an ecological preservative in wood protection. Wood Sci. Technol. 2022, 56, 1851–1867. [Google Scholar] [CrossRef]
- Belščak-Cvitanović, A.; Komes, D.; Karlović, S.; Djaković, S.; Špoljarić, I.; Mršić, G.; Ježek, D. Improving the controlled delivery formulations of caffeine in alginate hydrogel beads combined with pectin, carrageenan, chitosan and psyllium. Food Chem. 2015, 167, 378–386. [Google Scholar] [CrossRef] [PubMed]
- Kwaśniewska-Sip, P.; Woźniak, M.; Jankowski, W.; Ratajczak, I.; Cofta, G. Chemical changes of wood treated with caffeine. Materials 2021, 14, 497. [Google Scholar] [CrossRef] [PubMed]
- Mysiukiewicz, O.; Barczewski, M. Crystallization of polylactide-based green composites filled with oil-rich waste fillers. J. Polym. Res. 2020, 27, 374. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, C.; Shen, C. Crystallization behavior of poly(lactic acid) and its blends. Polym. Cryst. 2021, 4, e10171. [Google Scholar] [CrossRef]
- Xin, J.; Meng, X.; Xu, X.; Zhu, Q.; Naveed, H.B.; Ma, W. Cold Crystallization Temperature Correlated Phase Separation, Performance, and Stability of Polymer Solar Cells. Matter 2019, 1, 1316–1330. [Google Scholar] [CrossRef]
- Lunt, J. Large-scale production, properties and commercial applications of polylactic acid polymers. Polym. Degrad. Stab. 1998, 59, 145–152. [Google Scholar] [CrossRef]
- Beauson, J.; Schillani, G.; Van der Schueren, L.; Goutianos, S. The effect of processing conditions and polymer crystallinity on the mechanical properties of unidirectional self-reinforced PLA composites. Compos. Part A Appl. Sci. Manuf. 2022, 152, 106668. [Google Scholar] [CrossRef]
- Huang, T.; Yamaguchi, M. Effect of cooling conditions on the mechanical properties of crystalline poly(lactic acid). J. Appl. Polym. Sci. 2017, 134, 44960. [Google Scholar] [CrossRef]
- Simmons, H.; Tiwary, P.; Colwell, J.E.; Kontopoulou, M. Improvements in the crystallinity and mechanical properties of PLA by nucleation and annealing. Polym. Degrad. Stab. 2019, 166, 248–257. [Google Scholar] [CrossRef]
- Ming, Y.; Zhou, Z.; Hao, T.; Nie, Y. Polymer Nanocomposites: Role of modified filler content and interfacial interaction on crystallization. Eur. Polym. J. 2022, 162, 110894. [Google Scholar] [CrossRef]
- Wang, B.; Wen, T.; Zhang, X.; Tercjak, A.; Dong, X.; Müller, A.J.; Wang, D.; Cavallo, D. Nucleation of Poly(lactide) on the Surface of Different Fibers. Macromolecules 2019, 52, 6274–6284. [Google Scholar] [CrossRef]
- Wang, C.; Fang, C.Y.; Wang, C.Y. Electrospun poly(butylene terephthalate) fibers: Entanglement density effect on fiber diameter and fiber nucleating ability towards isotactic polypropylene. Polymer 2015, 72, 21. [Google Scholar] [CrossRef]
- Kopinke, F.D.; Remmler, M.; Mackenzie, K.; Möder, M.; Wachsen, O. Thermal decomposition of biodegradable polyesters—II. Poly(lactic acid). Polym. Degrad. Stab. 1996, 53, 329–342. [Google Scholar] [CrossRef]
- Zhang, L.; Lv, S.; Sun, C.; Wan, L.; Tan, H.; Zhang, Y. Effect of MAH-g-PLA on the Properties of Wood Fiber/Polylactic Acid Composites. Polymers 2017, 9, 591. [Google Scholar] [CrossRef]
- Awal, A.; Rana, M.; Sain, M. Thermorheological and mechanical properties of cellulose reinforced PLA bio-composites. Mech. Mater. 2015, 80, 87–95. [Google Scholar] [CrossRef]
- Tao, Y.; Wang, H.; Li, Z.; Li, P.; Shi, S.Q. Development and Application of Wood Flour-Filled Polylactic Acid Composite Filament for 3D Printing. Materials 2017, 10, 339. [Google Scholar] [CrossRef]
- Renneckar, S.; Zink-Sharp, A.; Ward, T.C.; Glasser, W.G. Compositional analysis of thermoplastic wood composites by TGA. J. Appl. Polym. Sci. 2004, 93, 1484–1492. [Google Scholar] [CrossRef]
- Huda, M.S.; Drzal, L.T.; Misra, M.; Mohanty, A.K. Wood-fiber-reinforced poly(lactic acid) composites: Evaluation of the physicomechanical and morphological properties. J. Appl. Polym. Sci. 2006, 102, 4856–4869. [Google Scholar] [CrossRef]
- Poletto, M.; Zattera, A.J.; Santana, R.M.C. Thermal decomposition of wood: Kinetics and degradation mechanisms. Bioresour. Technol. 2012, 126, 7–12. [Google Scholar] [CrossRef] [PubMed]
- Tavagnacco, L.; Engström, O.; Schnupf, U.; Saboungi, M.-L.; Himmel, M.; Widmalm, G.; Cesàro, A.; Brady, J.W. Caffeine and Sugars Interact in Aqueous Solutions: A Simulation and NMR Study. J. Phys. Chem. B 2012, 116, 11701–11711. [Google Scholar] [CrossRef]
- Gorrasi, G.; Pantani, R. Hydrolysis and Biodegradation of Poly (lactic acid). Synth. Struct. Prop. Poly (Lact. Acid) 2018, 279, 119–151. [Google Scholar]
- Tsuji, H. Hydrolic degradation. In Poly(Lactic Acid); John Wiley & Sons: Hoboken, NJ, USA, 2022; pp. 467–516. [Google Scholar]
- Kale, G.; Kijchavengkul, T.; Auras, R.; Rubino, M.; Selke, S.E.; Singh, S.P. Compostability of bioplastic packaging materials: An overview. Macromol. Biosci. 2007, 7, 255–277. [Google Scholar] [CrossRef]
- Arora, D.S.; Ohlan, D. In vitro studies on antifungal activity of tea (Camellia sinensis) and coffee (Coffea arabica) against wood-rotting fungi. J. Basic Microbiol. 1997, 37, 159–165. [Google Scholar] [CrossRef]
- Adams, D.J. Fungal cell wall chitinases and glucanases. Microbiology 2004, 150, 2029–2035. [Google Scholar] [CrossRef]
- Pánek, M.; Šimůnková, K.; Novák, D.; Dvořák, O.; Schönfelder, O.; Šedivka, P.; Kobetičová, K. Caffeine and TiO2 Nanoparticles Treatment of Spruce and Beech Wood for Increasing Transparent Coating Resistance against UV-Radiation and Mould Attacks. Coatings 2020, 10, 1141. [Google Scholar] [CrossRef]
- Brozdowski, J.; Waliszewska, B.; Gacnik, S.; Hudina, M.; Veberic, R.; Mikulic-Petkovsek, M. Phenolic composition of leaf and flower extracts of black cherry (Prunus serotina Ehrh.). Ann. For. Sci. 2021, 78, 66. [Google Scholar] [CrossRef]
- Daglia, M. Polyphenols as antimicrobial agents. Curr. Opin. Biotechnol. 2012, 23, 174–181. [Google Scholar] [CrossRef]
- Takó, M.; Kerekes, E.B.; Zambrano, C.; Kotogán, A.; Papp, T.; Krisch, J.; Vágvölgyi, C. Plant Phenolics and Phenolic-Enriched Extracts as Antimicrobial Agents against Food-Contaminating Microorganisms. Antioxidants 2020, 9, 165. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Microorganisms | Category | Origin |
|---|---|---|
| Gram-positive bacteria | ||
| Listeria innocua | non-pathogenic bacteria with strong adhesive properties found in many production plants; | ATCC 33090 |
| Listeria monocytogenes | pathogenic bacteria; parasite of animals and humans; | ATCC 19111 |
| Fungi | ||
| Fusarium oxysporum | toxin-producing fungi | environmental isolate |
| Fusarium culmorum | toxin-producing fungi | environmental isolate |
| Alternaria alternata | fungi that cause spoilage of various raw materials and food products. | environmental isolate |
| Trichoderma viride | fungi used in biological protection of plants against pathogenic organisms | environmental isolate |
| Polymer Matrix | Filler Type | Filler Content | Sample Name |
|---|---|---|---|
| PLA | - | 0% | PLA |
| untreated wood | 10% | PLA + 10 W | |
| 20% | PLA + 20 W | ||
| 30% | PLA + 30 W | ||
| caffeine-treated wood | 10% | PLA + 10 CW | |
| 20% | PLA + 20 CW | ||
| 30% | PLA + 30 CW |
| Sample | Tcc [°C] | Tm [°C] | Tc [°C] | ΔHm [J/g] | Xc [%] |
|---|---|---|---|---|---|
| PLA | 100.3 | 176.5 | nd | 37.39 | 28 |
| PLA + 10 W | 97.8 | 178.3 | 95.9 | 58.72 | 60 |
| PLA + 20 W | 95.0 | 177.7 | 102.5 | 46.23 | 56 |
| PLA + 30 W | 96.5 | 177.7 | 102.6 | 46.65 | 64 |
| PLA + 10 CW | 98.4 | 177.6 | 99.9 | 53.01 | 45 |
| PLA + 20 CW | nd | 176.9 | 104.9 | 38.29 | 52 |
| PLA + 30 CW | nd | 176.3 | 106.9 | 37.35 | 58 |
| Sample | Temperature [°C] | Char Content at 500 °C [%] | ||
|---|---|---|---|---|
| at 10% Mass Loss | at 50% Mass Loss | at 90% Mass Loss | ||
| PLA | 332 | 350 | 362 | 0.9 |
| PLA + 30 W | 316 | 345 | 410 | 9.0 |
| PLA + 30 CW | 315 | 347 | 471 | 9.8 |
| Fungi | PLA | PLA + 10 W | PLA + 20 W | PLA + 30 W | PLA + 10 CW | PLA + 20 CW | PLA + 30 CW |
|---|---|---|---|---|---|---|---|
| F. oxysporum | 2 | 2 | 2 | 0 | 0 | 0 | 0 |
| F. culmorum | 2 | 2 | 2 | 0 | 0 | 0 | 0 |
| A. alternata | 2 | 2 | 2 | 1 | 0 | 0 | 0 |
| T. viride | 2 | 2 | 2 | 2 | 0 | 0 | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grząbka-Zasadzińska, A.; Woźniak, M.; Kaszubowska-Rzepka, A.; Baranowska, M.; Sip, A.; Ratajczak, I.; Borysiak, S. Enhancing Sustainability and Antifungal Properties of Biodegradable Composites: Caffeine-Treated Wood as a Filler for Polylactide. Materials 2024, 17, 698. https://doi.org/10.3390/ma17030698
Grząbka-Zasadzińska A, Woźniak M, Kaszubowska-Rzepka A, Baranowska M, Sip A, Ratajczak I, Borysiak S. Enhancing Sustainability and Antifungal Properties of Biodegradable Composites: Caffeine-Treated Wood as a Filler for Polylactide. Materials. 2024; 17(3):698. https://doi.org/10.3390/ma17030698
Chicago/Turabian StyleGrząbka-Zasadzińska, Aleksandra, Magdalena Woźniak, Agata Kaszubowska-Rzepka, Marlena Baranowska, Anna Sip, Izabela Ratajczak, and Sławomir Borysiak. 2024. "Enhancing Sustainability and Antifungal Properties of Biodegradable Composites: Caffeine-Treated Wood as a Filler for Polylactide" Materials 17, no. 3: 698. https://doi.org/10.3390/ma17030698