
A Statistical and Optimization Study on the Influence of Different Abrasive Types on Kerf Quality and Productivity during Abrasive Waterjet (AWJ) Milling of Ti-4Al-6V

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
Grey Relational Analysis (GRA) Method
3. Results and Discussion
3.1. Experimental Results and Microscope Observation of the Produced Slots
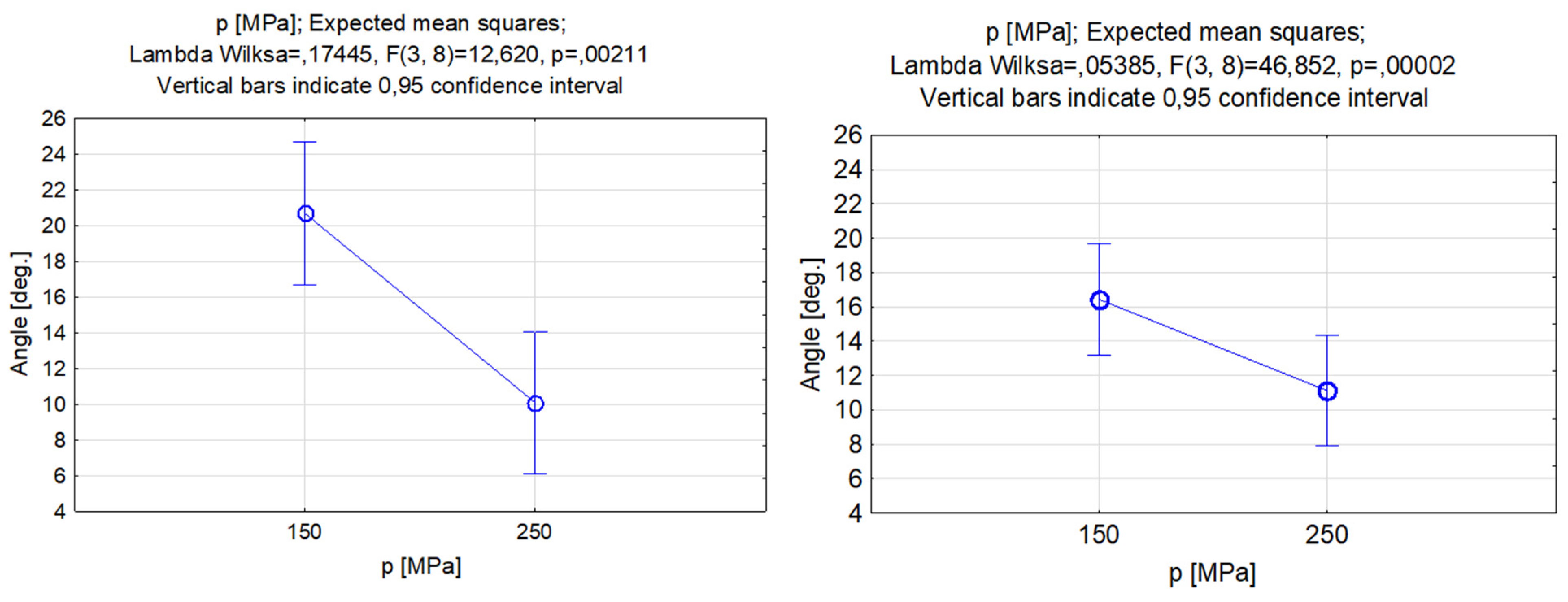
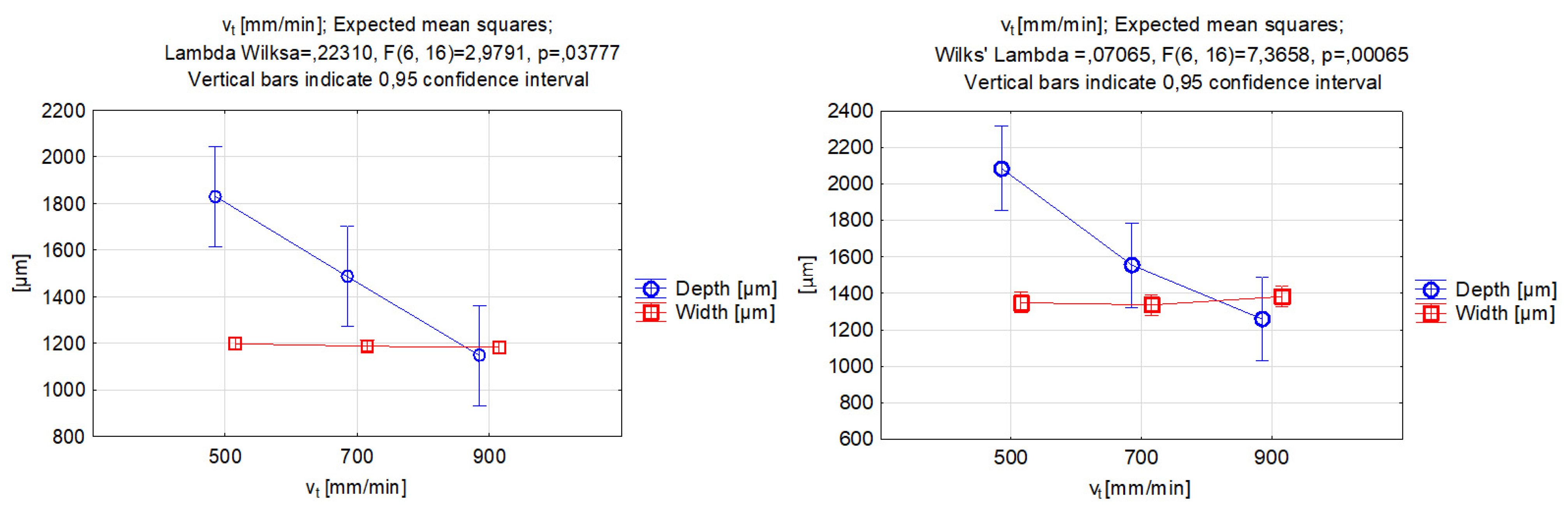
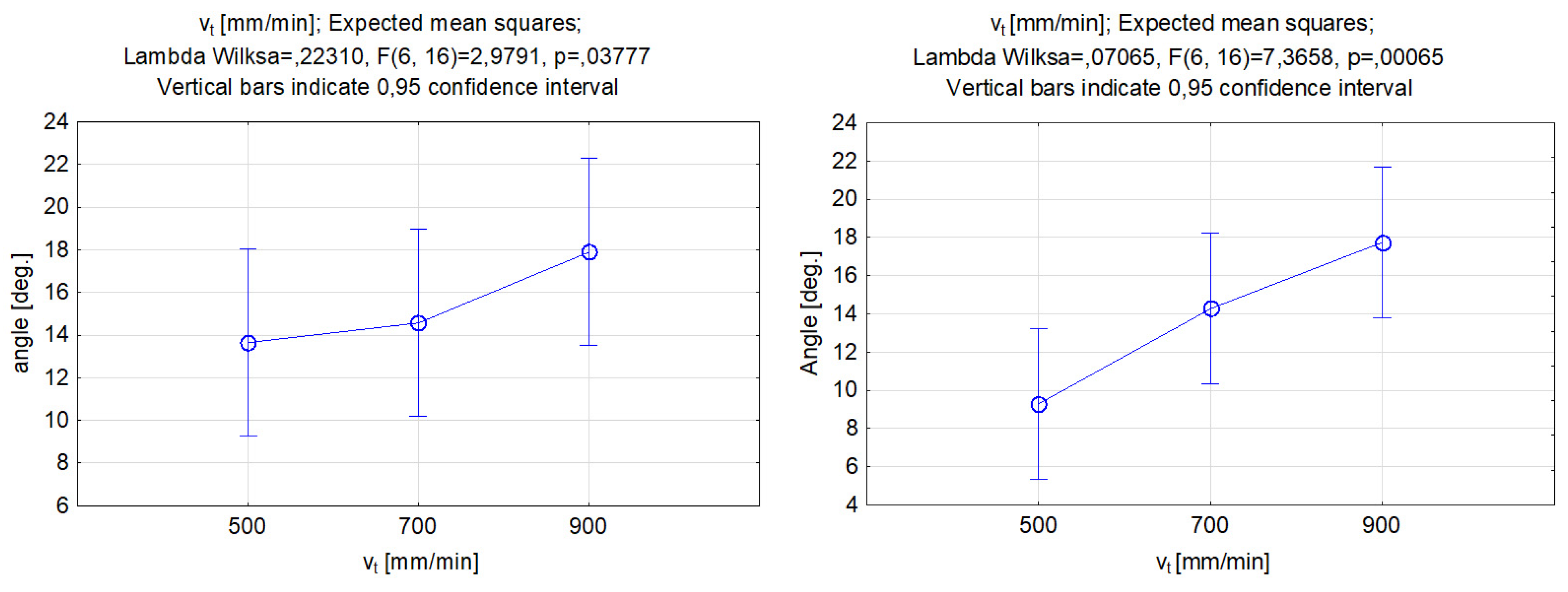
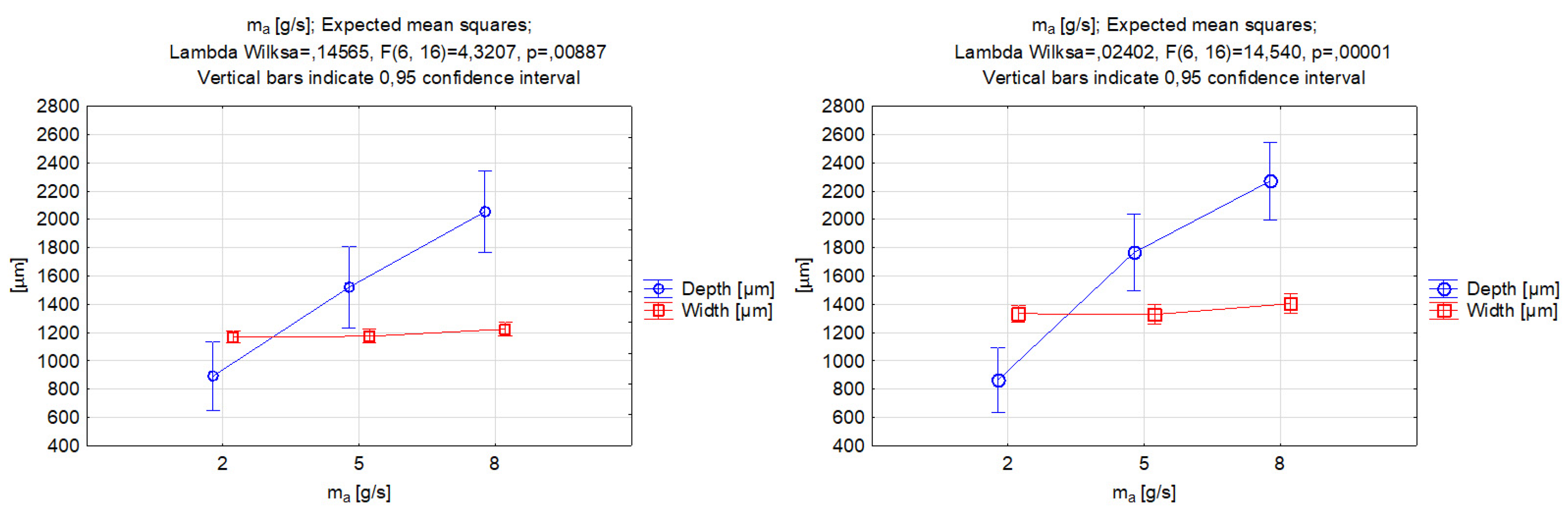
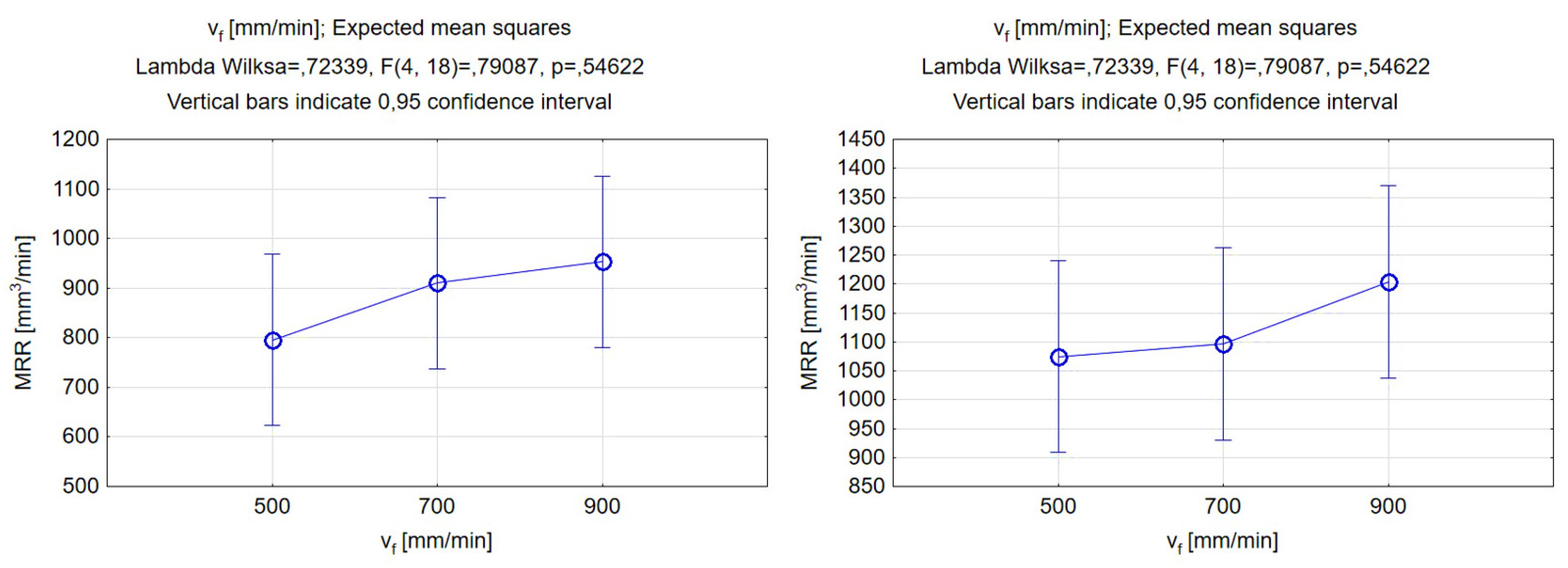
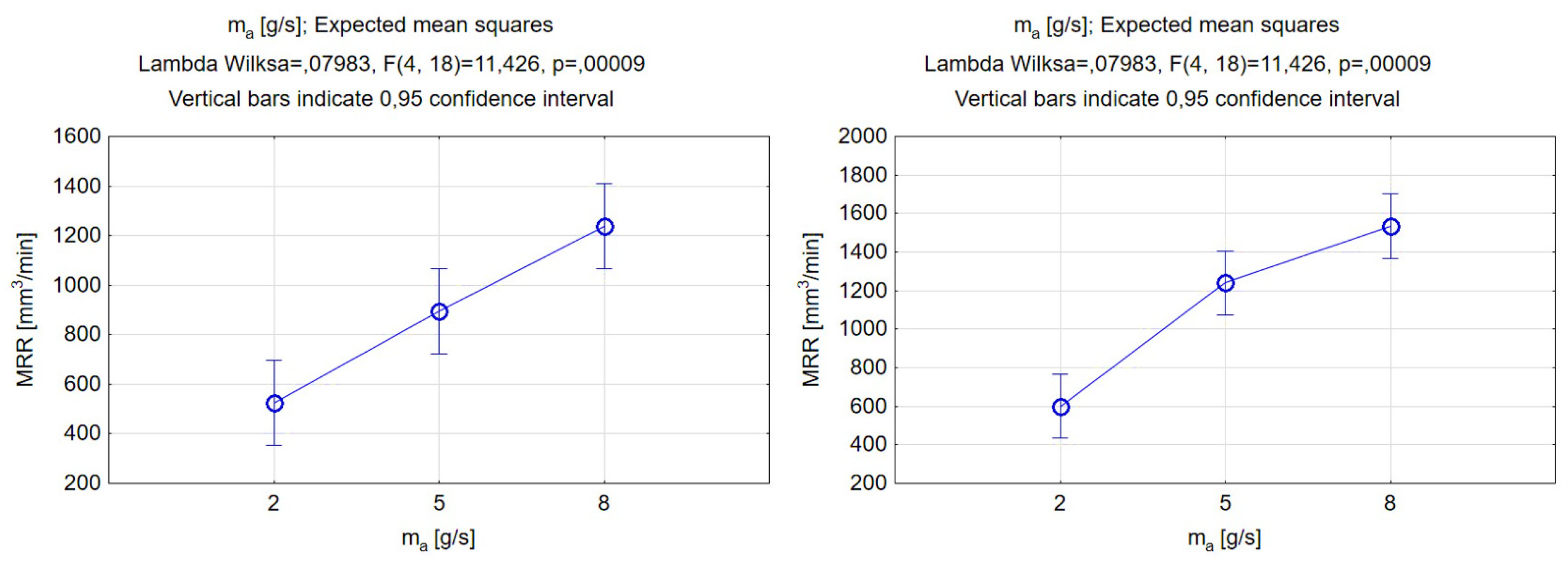
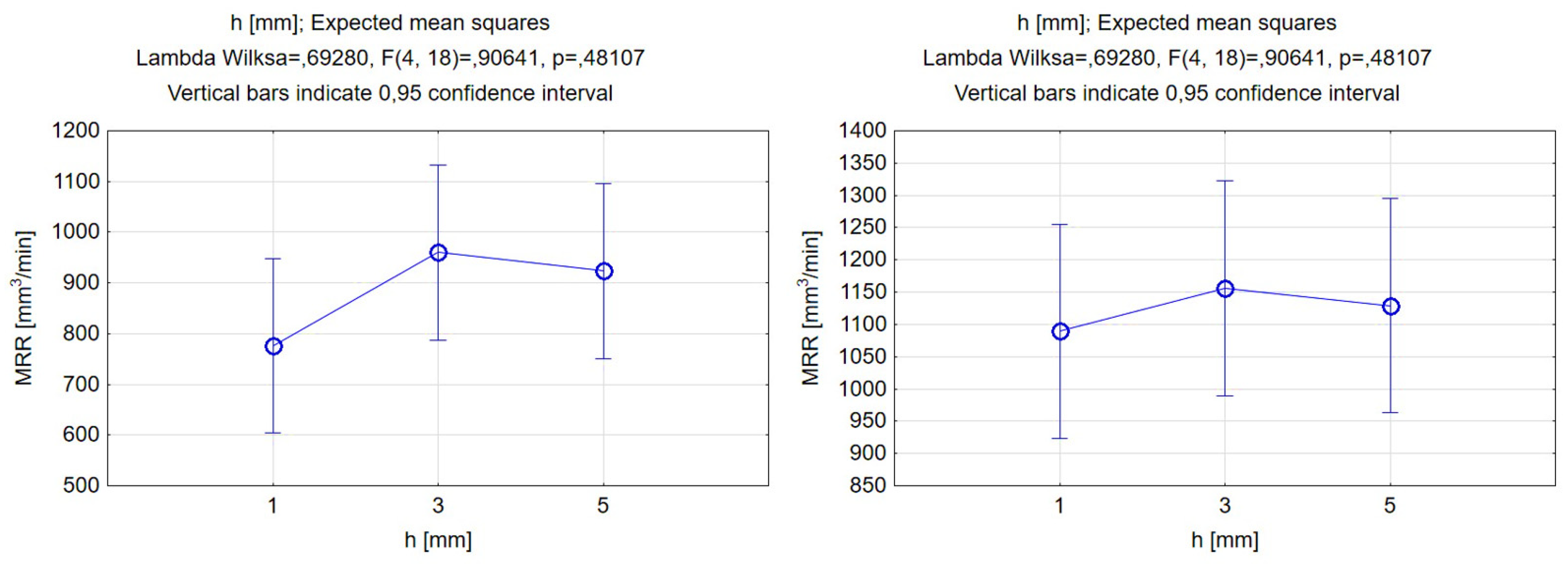
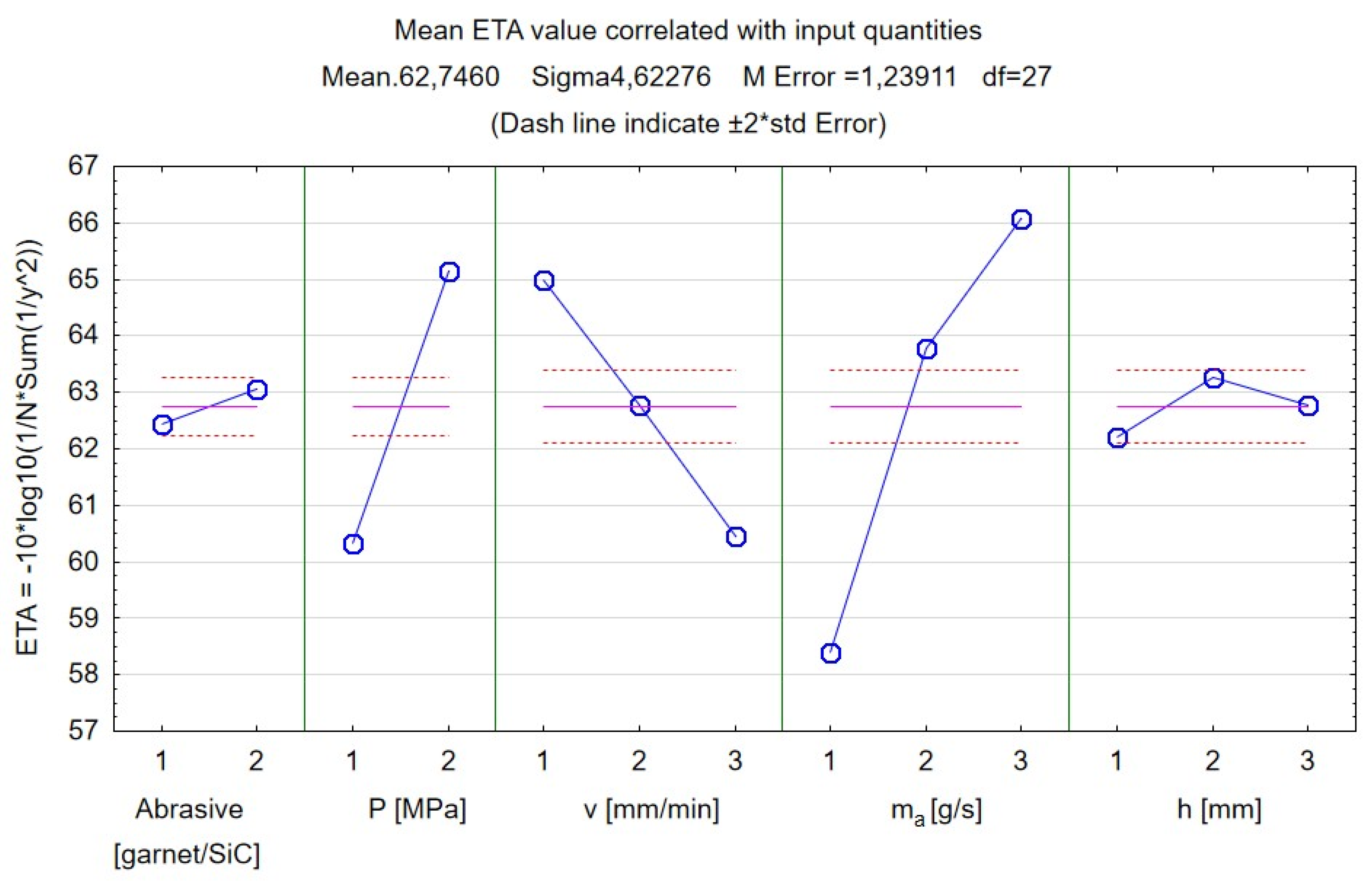
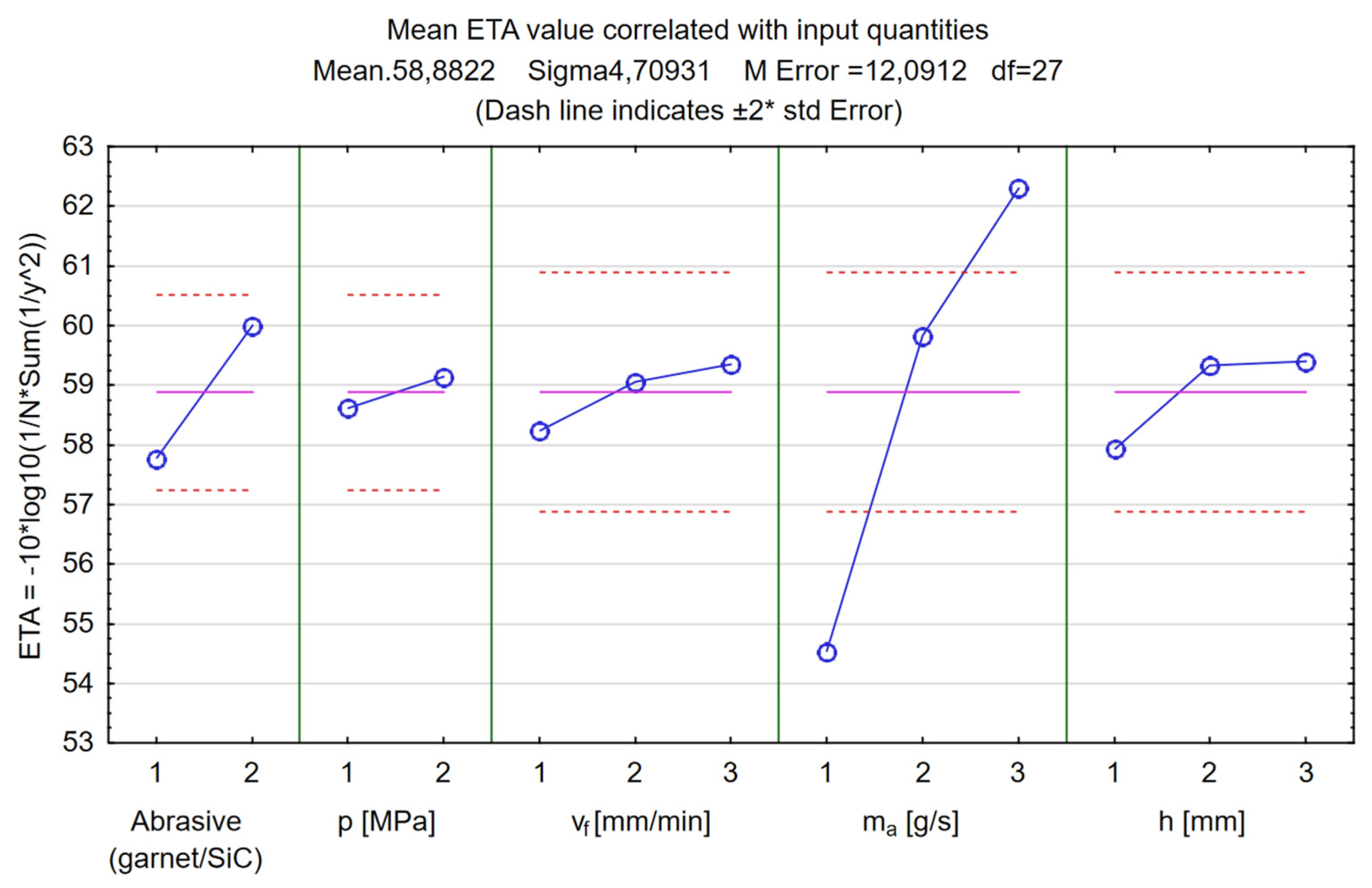
3.2. Statistical Analysis of the Experimental Results
3.3. Single Objective Optimization of the Process Outputs
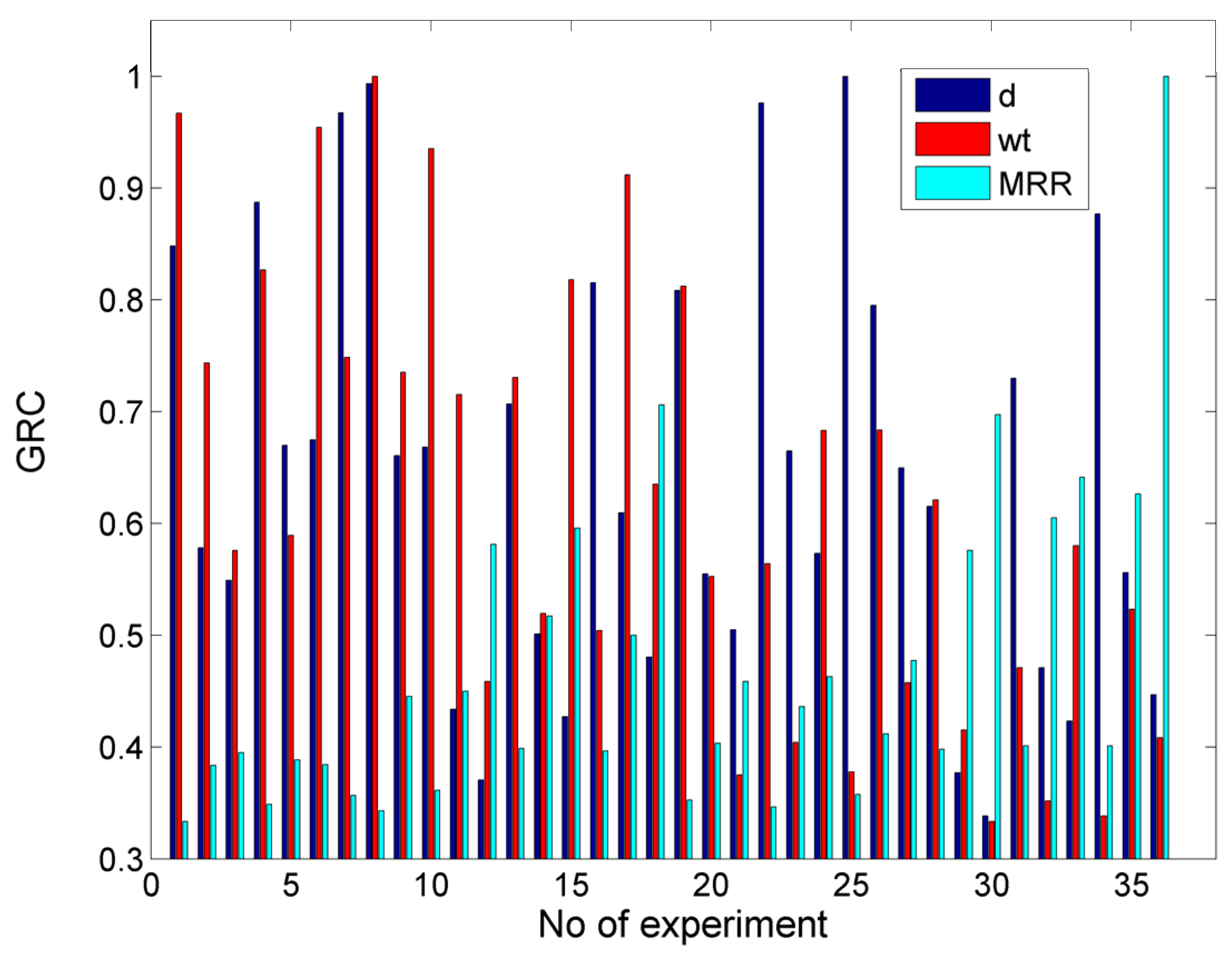
3.4. Multi-Objective Optimization of Process Outputs
3.4.1. First Optimization Case
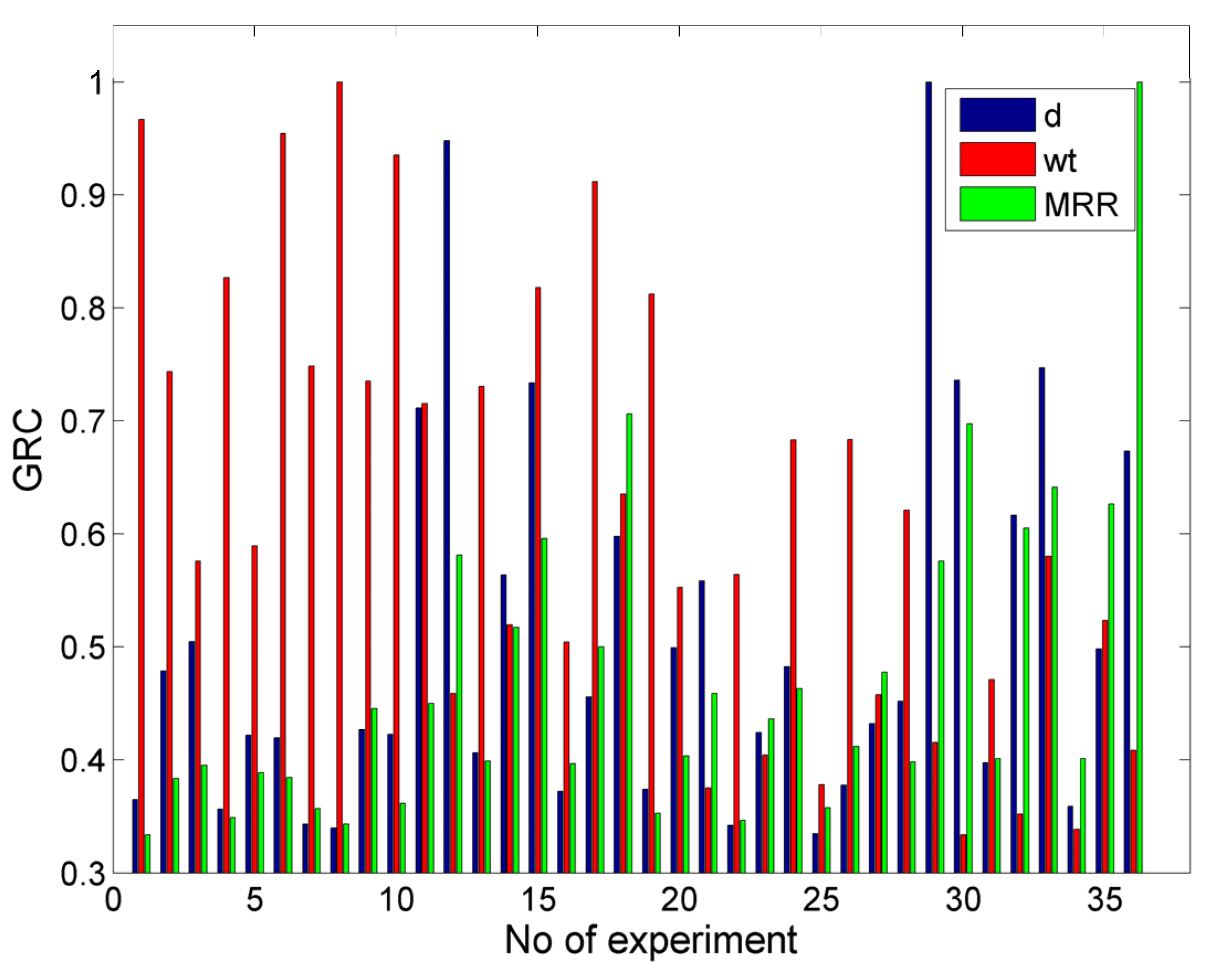
3.4.2. Second Optimization Case
3.4.3. The Third Optimization Case
4. Conclusions
- The use of silicon carbide abrasives enhances AWJ machining, thereby yielding greater depths and a MRR, as well as reduced kerf taper angles under similar conditions. While SiC usage reduces the machining time and energy consumption, it also leads to increased kerf width and accelerated nozzle wear.
- Single-objective optimization identified the optimal input parameters within a specified range for achieving the maximum groove depth and minimum kerf taper angle. Moreover, regarding the MRR, a significant increase can be obtained with the use of silicon carbide compared with garnet use.
- Conversely, multi-objective optimization when using the GRA method in various practical scenarios unveiled additional insights into the capabilities of the AWJM process. In controlled depth milling, with a focus on minimizing kerf width, garnet emerged as the optimal abrasive. Its usage allowed for an improved approximation of the desired depth values, and it also simultaneously achieved low kerf width values and a sufficient MRR.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, T.; Liu, C.-T. Design of titanium alloys by additive manufacturing: A critical review. Adv. Powder Mater. 2022, 1, 100014. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, L. A Review on Biomedical Titanium Alloys: Recent Progress and Prospect. Adv. Eng. Mater. 2019, 21, 1801215. [Google Scholar] [CrossRef]
- Yan, Y.; Lin, J.; Liu, T.; Liu, B.; Wang, B.; Qiao, L.; Tu, J.; Cao, J.; Qi, J. Corrosion behavior of stainless steel-tungsten carbide joints brazed with AgCuX (X = In, Ti) alloys. Corros. Sci. 2022, 200, 110231. [Google Scholar] [CrossRef]
- Pervaiz, S.; Anwar, S.; Qureshi, I.; Ahmed, N. Recent Advances in the Machining of Titanium Alloys using Minimum Quantity Lubrication (MQL) Based Techniques. Int. J. Precis. Eng. Manuf.-Green Tech. 2019, 6, 133–145. [Google Scholar] [CrossRef]
- Singh, H.; Sharma, V.S.; Singh, S.; Dogra, M. Nanofluids assisted environmental friendly lubricating strategies for the surface grinding of titanium alloy: Ti6Al4V-ELI. J. Manuf. Process. 2019, 39, 241–249. [Google Scholar] [CrossRef]
- Gupta, M.K.; Song, Q.; Liu, Z.; Sarikaya, M.; Mia, M.; Jamil, M.; Singla, A.K.; Bansal, A.; Pimenov, D.Y.; Kuntoğlu, M. Tribological performance based machinability investigations in cryogenic cooling assisted turning of α-β titanium Alloy. Tribol. Int. 2021, 160, 107032. [Google Scholar] [CrossRef]
- Elhami, S.; Razfar, M.R. Application of nano electrolyte in the electrochemical discharge machining process. Precis. Eng. 2020, 64, 34–44. [Google Scholar] [CrossRef]
- Llanto, J.M.; Tolouei-Rad, M.; Vafadar, A.; Aamir, M. Recent progress trend on abrasive waterjet cutting of metallic materials: A review. Appl. Sci. 2021, 11, 3344. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, Y.; Natsu, W. Influence of electrolyte flow mode on characteristics of electrochemical machining with electrolyte suction tool. Int. J. Mach. Tools Manuf. 2019, 142, 66–75. [Google Scholar] [CrossRef]
- De Bartolomeis, A.; Newman, S.T.; Jawahir, I.S.; Biermann, D.; Shokrani, A. Future research directions in the machining of Inconel 718. J. Mater. Process. Technol. 2021, 297, 117260. [Google Scholar] [CrossRef]
- Natarajan, Y.; Murugesan, P.K.; Mohan, M.; Khan, S.A.; Liyakath, A. Abrasive Water Jet Machining process: A state of art of review. J. Manuf. Process. 2020, 49, 271–322. [Google Scholar] [CrossRef]
- Akkurt, A. The effect of cutting process on surface microstructure and hardness of pure and Al 6061 aluminium alloy. Eng. Sci. Technol. Int. J. 2015, 18, 303–308. [Google Scholar] [CrossRef]
- Haddad, M.; Zitoune, R.; Bougherara, H.; Eyma, F.; Castanié, B. Study of trimming damages of CFRP structures in function of the machining processes and their impact on the mechanical behavior. Compos. Part B Eng. 2014, 57, 136–143. [Google Scholar] [CrossRef]
- Chen, F.L.; Wang, J.; Lemma, E.; Siores, E. Striation formation mechanisms on the jet cutting surface. J. Mater. Process. Technol. 2003, 141, 213–218. [Google Scholar] [CrossRef]
- Lemma, E.; Deam, R.; Chen, L. Maximum depth of cut and mechanics of erosion in AWJ oscillation cutting of ductile materials. J. Mater. Process. Technol. 2005, 160, 188–197. [Google Scholar] [CrossRef]
- Junkar, M.; Jurisevic, B.; Fajdiga, M.; Grah, M. Finite element analysis of single-particle impact in abrasive water jet machining. Int. J. Impact Eng. 2006, 32, 1095–1112. [Google Scholar] [CrossRef]
- Zeng, J.; Kim, T.J. An erosion model of polycrystalline ceramics in abrasive waterjet cutting. Wear 1996, 193, 207–217. [Google Scholar] [CrossRef]
- Nguyen, T.; Wang, J. A review on the erosion mechanisms in abrasive waterjet micromachining of brittle materials. Int. J. Extrem. Manuf. 2019, 1, 012006. [Google Scholar] [CrossRef]
- Alberdi, A.; Rivero, A.; López de Lacalle, L.N.; Etxeberria, I.; Suárez, A. Effect of process parameter on the kerf geometry in abrasive water jet milling. Int. J. Adv. Manuf. Technol. 2010, 51, 467–480. [Google Scholar] [CrossRef]
- Rabani, A.; Madariaga, J.; Bouvier, C.; Axinte, D. An approach for using iterative learning for controlling the jet penetration depth in abrasive waterjet milling. J. Manuf. Process. 2016, 22, 99–107. [Google Scholar] [CrossRef]
- Panchal, K.D.; Shaikh, A.H. Performance analysis and process parameters optimisation on specific cutting energy in the abrasive waterjet cutting. Int. J. Ambient. Energy 2022, 43, 4247–4254. [Google Scholar] [CrossRef]
- Uhlmann, E.; Männel, C.; Braun, T. Efficient abrasive water jet milling for near-net-shape fabrication of difficult-to-cut materials. Int. J. Adv. Manuf. Technol. 2020, 111, 685–693. [Google Scholar] [CrossRef]
- Yuan, Y.; Chen, J.; Gao, H.; Wang, X. An investigation into the abrasive waterjet milling circular pocket on titanium alloy. Int. J. Adv. Manuf. Technol. 2020, 107, 4503–4515. [Google Scholar] [CrossRef]
- Alberdi, A.; Rivero, A.; Lopez de Lacalle, L.N. Experimental study of the slot overlapping and tool path variation effect in abrasive waterjet milling. J. Manuf. Sci. Eng. 2011, 133, 034502. [Google Scholar] [CrossRef]
- Chen, F.L.; Siores, E.; Patel, K.; Momber, A.W. Minimising particle contamination at abrasive waterjet machined surfaces by a nozzle oscillation technique. Int. J. Mach. Tools Manuf. 2002, 42, 1385–1390. [Google Scholar] [CrossRef]
- Rivero, A.; Alberdi, A.; Artaza, T.; Mendia, L.; Lamikiz, A. Surface properties and fatigue failure analysis of alloy 718 surfaces milled by abrasive and plain waterjet. Int. J. Adv. Manuf. Technol. 2018, 94, 2929–2938. [Google Scholar] [CrossRef]
- Fowler, G.; Shipway, P.H.; Pashby, I.R. A technical note on grit embedment following abrasive water-jet milling of a titanium alloy. J. Mater. Process. Technol. 2005, 159, 356–368. [Google Scholar] [CrossRef]
- Boud, F.; Carpenter, C.; Folkes, J.; Shipway, P.H. Abrasive waterjet cutting of a titanium alloy: The influence of abrasive morphology and mechanical properties on workpiece grit embedment and cut quality. J. Mater. Process. Technol. 2010, 210, 2197–2205. [Google Scholar] [CrossRef]
- Hashish, M. Characteristics of surfaces machined with abrasive water jets. J. Eng. Mater. Tech. 1991, 113, 354–362. [Google Scholar] [CrossRef]
- Bergs, T.; Schüler, M.; Dadgar, M.; Herrig, T.; Klink, A. Investigation of Waterjet Phases on Material Removal Characteristics. Procedia CIRP 2020, 95, 12–17. [Google Scholar] [CrossRef]
- Stachowiak, G.B.; Stachowiak, G.W. The effects of particle characteristics on three body abrasive wear. Wear 2001, 249, 201–207. [Google Scholar] [CrossRef]
- Fowler, G.; Pashby, I.R.; Shipway, P.H. The effect of particle hardness and shape when abrasive water jet milling titanium alloy Ti6Al4V. Wear 2009, 266, 613–620. [Google Scholar] [CrossRef]
- Fowler, G.; Shipway, P.H.; Pashby, I.R. Abrasive water-jet controlled depth milling of Ti6Al4V alloy—An investigation of the role of jet—Workpiece traverse speed and abrasive grit size on the characteristics of the milled material. J. Mater. Process. Technol. 2005, 161, 407–414. [Google Scholar] [CrossRef]
- Perec, A. Experimental research into alternative abrasive material for the abrasive water-jet cutting of titanium. Int. J. Adv. Manuf. Technol. 2018, 97, 1529–1540. [Google Scholar] [CrossRef]
- Perec, A.; Pude, F.; Grigoryev, A.; Kaufeld, M. A study of wear on focusing tubes exposed to corundum-based abrasives in the waterjet cutting process. Int. J. Adv. Manuf. Technol. 2019, 104, 2415–2427. [Google Scholar] [CrossRef]
- Perec, A. Research into the disintegration of abrasive materials in the abrasive water jet machining process. Materials 2021, 14, 3940. [Google Scholar] [CrossRef]
- Palaniyappan, S.; Veiravan, A.; Kaliyamoorthy, R.; Kumar, V. Sustainable solution to low-cost alternative abrasive from electric ceramic insulator waste for use in abrasive waterjet machining. Int. J. Adv. Manuf. Technol. 2022, 120, 5243–5257. [Google Scholar] [CrossRef]
- Khan, A.A.; Haque, M.M. Performance of different abrasive materials during abrasive water jet machining of glass. J. Mater. Process. Technol. 2007, 191, 404–407. [Google Scholar] [CrossRef]
- Sabarinathan, P.; Annamalai, V.E.; Rajkumar, K. Sustainable application of grinding wheel waste as abrasive for abrasive waterjet machining process. J. Clean. Prod. 2020, 261, 121225. [Google Scholar] [CrossRef]
- Srinivas, S.; Ramesh Babu, N. Penetration ability of abrasive waterjets in cutting of aluminum-silicon carbide particulate metal matrix composites. Mach. Sci. Technol. 2012, 16, 337–354. [Google Scholar] [CrossRef]
- Thamizhvalavan, P.; Arivazhagan, S.; Yuvaraj, N.; Ramesh, B. Machinability of abrasive aqua jet parameters on hybrid metal matrix composite. Mater. Manuf. Process. 2019, 34, 321–344. [Google Scholar] [CrossRef]
- Yu, Y.; Sun, T.; Yuan, Y.; Gao, H.; Wang, X. Experimental investigation into the effect of abrasive process parameters on the cutting performance for abrasive waterjet technology: A case study. Int. J. Adv. Manuf. Technol. 2020, 107, 2757–2765. [Google Scholar] [CrossRef]
- Balaji, K.; Siva Kumar, M.; Yuvaraj, N. Multi objective taguchi-grey relational analysis and krill herd algorithm approaches to investigate the parametric optimization in abrasive water jet drilling of stainless steel. Appl. Soft Comput. 2021, 102, 107075. [Google Scholar] [CrossRef]
- Cosansu, G.; Cogun, C. An investigation on use of colemanite powder as abrasive in abrasive waterjet cutting (AWJC). J. Mech. Sci. Technol. 2012, 26, 2371–2380. [Google Scholar] [CrossRef]
- Zhu, Y.; Lu, W.; Zuo, D.; Xiao, H.; Cao, D.; Ko, T.J.; Wu, J.; Yin, Y. Development of abrasive jet polishing by using amino thermosetting plastic abrasive for aluminum alloy. J. Manuf. Process. 2019, 43, 218–228. [Google Scholar] [CrossRef]
- Egea, A.J.S.; Rodriguez, A.; Celentano, D.; Calleja, A.; Lopez de Lacalle, L.N. Joining metrics enhancement when combining FSW and ball-burnishing in a 2050 aluminum alloy. Surf. Coat. Technol. 2019, 367, 327–335. [Google Scholar] [CrossRef]
- Bolzon, G.; Buljak, V.; Maier, G.; Miller, G. Assessment of elastic-plastic material parameters comparatively by three procedures based on indentation test and inverse analysis. Inverse Probl. Sci. Eng. 2011, 19, 815–837. [Google Scholar] [CrossRef]
- Maier, G.; Bocciarelli, M.; Bolzon, G.; Fedele, T. Inverse Analysis in Fracture Mechanics. Int. J. Fract. 2006, 138, 47–73. [Google Scholar] [CrossRef]
- Bocciarelli, M.; Bolzon, G.; Maier, G. Parameter identification in anisotropic elastoplasticity by indentation and imprint mapping. Mech. Mater. 2005, 37, 855–868. [Google Scholar] [CrossRef]
- Younas, M.; Jaffery, S.H.I.; Khan, M.; Khan, M.A.; Ahmad, R.; Mubashar, A.; Ali, L. Multi-objective optimization for sustainable turning Ti6Al4V alloy using grey relational analysis (GRA) based on analytic hierarchy process (AHP). Int. J. Adv. Manuf. Technol. 2019, 105, 1175–1188. [Google Scholar] [CrossRef]
- Yan, J.; Li, L. Multi-objective optimization of milling parameters- the trade-offs between energy, production rate and cutting quality. J. Clean. Prod. 2013, 52, 462–471. [Google Scholar] [CrossRef]
- Hassan, A.I.; Chen, C.; Kovacevic, R. On-line monitoring of depth of cut in AWJ cutting. Int. J. Mach. Tools Manuf. 2004, 44, 595–605. [Google Scholar] [CrossRef]
- Ishfaq, K.; Mufti, N.A.; Ahmed, N.; Pervaiz, S. Abrasive waterjet cutting of cladded material: Kerf taper and MRR analysis. Mater. Manuf. Process. 2019, 34, 544–553. [Google Scholar] [CrossRef]
- Satyanarayana, S.; Babu, N. Role of garnet and silicon carbide abrasives in abrasive waterjet cutting of aluminum-silicon carbide particulate metal matrix composites. Int. J. Appl. Res. Mech. Eng. 2011, 1, 109–122. [Google Scholar]
- Hlaváč, L.M.; Gembalová, L.; Štěpán, P.; Hlaváčová, I.M. Improvement of abrasive water jet machining accuracy for titanium and TiNb alloy. Int. J. Adv. Manuf. Technol. 2015, 80, 1733–1740. [Google Scholar] [CrossRef]
- Srinivasu, D.S.; Axinte, D.A.; Shipway, P.H.; Folkes, J. Influence of kinematic operating parameters on kerf geometry in abrasive waterjet machining of silicon carbide ceramics. Int. J. Mach. Tools Manuf. 2009, 49, 1077–1088. [Google Scholar] [CrossRef]
- Perec, A. Disintegration and recycling possibility of selected abrasives for water jet cutting. Dyna 2017, 84, 249–256. [Google Scholar] [CrossRef]
- Shibin, R.; Anandakrishnan, V.; Sathish, S.; Sujana, V.M. Investigation on the abrasive water jet machinability of AA2014 using SiC as abrasive. Mater. Today Proc. 2020, 21, 519–522. [Google Scholar] [CrossRef]
- Babu, M.N.; Muthukrishnan, N. Exploration on Kerf-angle and surface roughness in abrasive waterjet machining using response surface method. J. Inst. Eng. 2018, 99, 645–656. [Google Scholar] [CrossRef]
- Karakurt, I.; Aydin, G.; Aydiner, K. An investigation on the kerf width in abrasive waterjet cutting of granitic rocks. Arab. J. Geosci. 2014, 7, 2923–2932. [Google Scholar] [CrossRef]
- Aydin, G.; Kaya, S.; Karakurt, I. Effect of abrasive type on marble cutting performance of abrasive waterjet. Arab. J. Geosci. 2019, 12, 357. [Google Scholar] [CrossRef]
- Uthayakumar, M.; Khan, M.A.; Kumaran, S.T.; Slota, A.; Zajac, J. Machinability of nickel-based superalloy by abrasive water jet machining. Mater. Manuf. Process. 2016, 31, 1733–1739. [Google Scholar] [CrossRef]
- Azmir, A.M.; Ahsan, K.A.; Rahmah, A. Effect of abrasive waterjet machining Parameters on aramid fiber reinforced plastics composite. Int. J. Mater. Form. 2009, 2, 37–44. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Jet Pressure (MPa) | Traverse Feed Rate (mm/min) | Abrasive Mass Flow Rate (g/s) | Stand-Off Distance (mm) |
|---|---|---|---|---|
| 1 | 150 | 500 | 2 | 1 |
| 2 | 150 | 500 | 5 | 3 |
| 3 | 150 | 500 | 8 | 5 |
| 4 | 150 | 700 | 2 | 3 |
| 5 | 150 | 700 | 5 | 5 |
| 6 | 150 | 700 | 8 | 1 |
| 7 | 150 | 900 | 2 | 5 |
| 8 | 150 | 900 | 5 | 1 |
| 9 | 150 | 900 | 8 | 3 |
| 10 | 250 | 500 | 2 | 1 |
| 11 | 250 | 500 | 5 | 3 |
| 12 | 250 | 500 | 8 | 5 |
| 13 | 250 | 700 | 2 | 3 |
| 14 | 250 | 700 | 5 | 5 |
| 15 | 250 | 700 | 8 | 1 |
| 16 | 250 | 900 | 2 | 5 |
| 17 | 250 | 900 | 5 | 1 |
| 18 | 250 | 900 | 8 | 3 |
| No. | d (µm) | wt (µm) | α (deg.) | MRR (mm3/min) | No. | d (µm) | wt (µm) | α (deg.) | MRR (mm3/min) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 790.810 | 1101.767 | 27.770 | 270.990 | 1 | 877.480 | 1146.492 | 10.220 | 433.603 |
| 2 | 1616.703 | 1172.378 | 12.240 | 664.185 | 2 | 1726.720 | 1277.933 | 11.810 | 791.605 |
| 3 | 1754.653 | 1261.408 | 13.430 | 739.078 | 3 | 1994.743 | 1472.832 | 10.770 | 1090.523 |
| 4 | 712.147 | 1141.668 | 25.300 | 401.314 | 4 | 558.177 | 1269.773 | 27.720 | 381.532 |
| 5 | 1262.743 | 1252.365 | 20.230 | 695.659 | 5 | 1278.603 | 1429.195 | 14.730 | 978.298 |
| 6 | 1245.450 | 1104.878 | 15.240 | 667.430 | 6 | 1639.627 | 1199.443 | 8.030 | 1111.164 |
| 7 | 572.290 | 1170.277 | 24.940 | 465.689 | 7 | 478.093 | 1468.102 | 38.000 | 470.978 |
| 8 | 531.897 | 1094.028 | 34.020 | 351.845 | 8 | 909.307 | 1199.140 | 10.620 | 841.814 |
| 9 | 1293.500 | 1175.890 | 12.870 | 1024.86 | 9 | 1331.270 | 1363.540 | 15.960 | 1177.547 |
| 10 | 1266.950 | 1109.718 | 14.100 | 501.384 | 10 | 1460.880 | 1232.620 | 7.560 | 758.734 |
| 11 | 2483.850 | 1184.500 | 7.800 | 1048.501 | 11 | 3003.560 | 1414.145 | 7.430 | 1535.497 |
| 12 | 3072.490 | 1362.112 | 6.540 | 1551.412 | 12 | 3457.523 | 1548.220 | 7.980 | 1838.586 |
| 13 | 1144.907 | 1177.772 | 11.070 | 764.386 | 13 | 1077.297 | 1349.282 | 16.480 | 777.169 |
| 14 | 2017.420 | 1303.998 | 10.010 | 1338.632 | 14 | 2208.857 | 1512.865 | 11.890 | 1620.090 |
| 15 | 2537.590 | 1144.638 | 5.570 | 1593.649 | 15 | 2568.543 | 1258.582 | 6.780 | 1713.854 |
| 16 | 861.990 | 1317.603 | 22.220 | 749.011 | 16 | 732.133 | 1538.195 | 26.020 | 778.048 |
| 17 | 1484.097 | 1116.005 | 6.320 | 1271.086 | 17 | 1721.937 | 1301.010 | 7.250 | 1676.748 |
| 18 | 2144.347 | 1224.380 | 6.970 | 1857.013 | 18 | 2382.173 | 1422.975 | 8.650 | 2273.834 |
| No. | P (MPa) | vt (mm/min) | ma (g/s) | h (mm) | Abrasive Material | d (mm) | wt (mm) |
|---|---|---|---|---|---|---|---|
| 1 | 150 | 900 | 5 | 1 | Garnet | 0.532 | 1.094 |
| 2 | 150 | 900 | 2 | 5 | Garnet | 0.572 | 1.170 |
| 3 | 150 | 500 | 2 | 1 | Garnet | 0.791 | 1.102 |
| No. | P (MPa) | vt (mm/min) | ma (g/s) | h (mm) | Abrasive Material | d (mm) | wt (mm) |
|---|---|---|---|---|---|---|---|
| 1 | 250 | 700 | 8 | 1 | Garnet | 2.538 | 1.145 |
| 2 | 250 | 500 | 5 | 3 | Garnet | 2.484 | 1.185 |
| 3 | 250 | 500 | 5 | 3 | Silicon carbide | 3.004 | 1.414 |
| No. | P (MPa) | vt (mm/min) | ma (g/s) | h (mm) | Abrasive Material | wt (mm) | MRR (mm3/min) |
|---|---|---|---|---|---|---|---|
| 1 | 250 | 700 | 8 | 1 | Garnet | 1.145 | 1593.649 |
| 2 | 250 | 900 | 5 | 1 | Garnet | 1.116 | 1271.086 |
| 3 | 250 | 900 | 8 | 3 | Silicon carbide | 1.422 | 2273.834 |
| No. | P (MPa) | vt (mm/min) | ma (g/s) | h (mm) | Abrasive Material | d (mm) | wt (mm) | MRR (mm3/min) |
|---|---|---|---|---|---|---|---|---|
| 1 | 150 | 900 | 5 | 1 | Garnet | 0.532 | 1.094 | 351.845 |
| 2 | 150 | 500 | 2 | 1 | Garnet | 0.791 | 1.101 | 270.990 |
| 3 | 150 | 900 | 2 | 5 | Garnet | 0.572 | 1.170 | 465.689 |
| No. | P (MPa) | vt (mm/min) | ma (g/s) | h (mm) | Abrasive Material | d (mm) | wt (mm) | MRR (mm3/min) |
|---|---|---|---|---|---|---|---|---|
| 1 | 250 | 700 | 8 | 1 | Garnet | 2.538 | 1.145 | 1593.649 |
| 2 | 250 | 900 | 8 | 3 | Silicon carbide | 2.382 | 1.423 | 2273.834 |
| 3 | 250 | 500 | 5 | 3 | Silicon carbide | 3.004 | 1.414 | 1535.497 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karkalos, N.E.; Dekster, L.; Kudelski, R.; Karmiris-Obratański, P. A Statistical and Optimization Study on the Influence of Different Abrasive Types on Kerf Quality and Productivity during Abrasive Waterjet (AWJ) Milling of Ti-4Al-6V. Materials 2024, 17, 11. https://doi.org/10.3390/ma17010011
Karkalos NE, Dekster L, Kudelski R, Karmiris-Obratański P. A Statistical and Optimization Study on the Influence of Different Abrasive Types on Kerf Quality and Productivity during Abrasive Waterjet (AWJ) Milling of Ti-4Al-6V. Materials. 2024; 17(1):11. https://doi.org/10.3390/ma17010011
Chicago/Turabian StyleKarkalos, Nikolaos E., Lisa Dekster, Rafał Kudelski, and Panagiotis Karmiris-Obratański. 2024. "A Statistical and Optimization Study on the Influence of Different Abrasive Types on Kerf Quality and Productivity during Abrasive Waterjet (AWJ) Milling of Ti-4Al-6V" Materials 17, no. 1: 11. https://doi.org/10.3390/ma17010011