
The WC and CrC Coatings Deposited from Carbonyls Using PE CVD Method—Structure and Properties
 ,
,  , ,
, ,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Coating Deposition
2.3. Nanohardness and Young’s Modulus
2.4. Coefficient of Friction and Wear
2.5. SEM and XPS Analyses
3. Results and Discussion
3.1. Thickness, Morphology and Chemical Composition
3.2. Hardness and Young’s Modulus
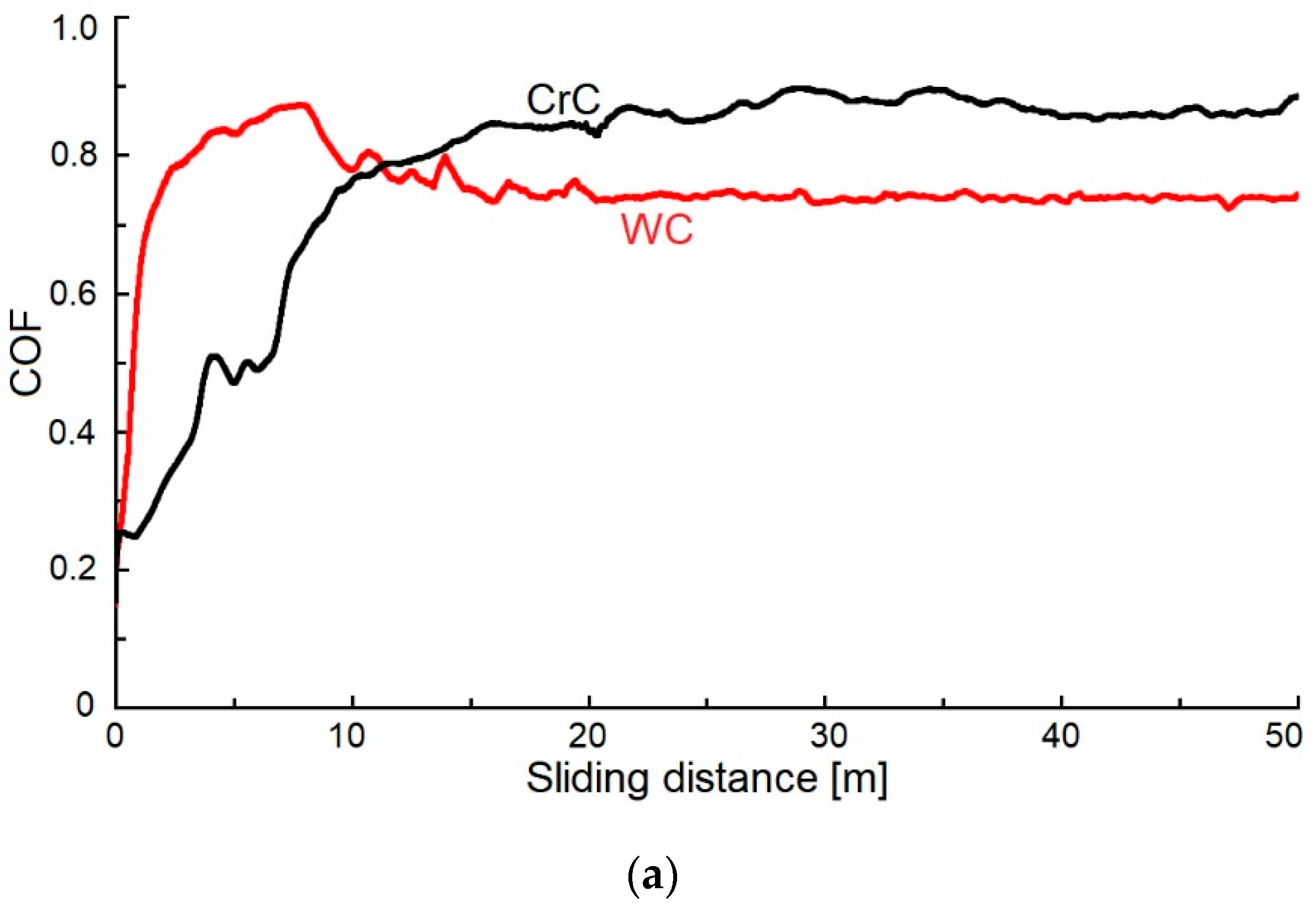
3.3. Coefficient of Friction and Wear
4. Conclusions
- i.
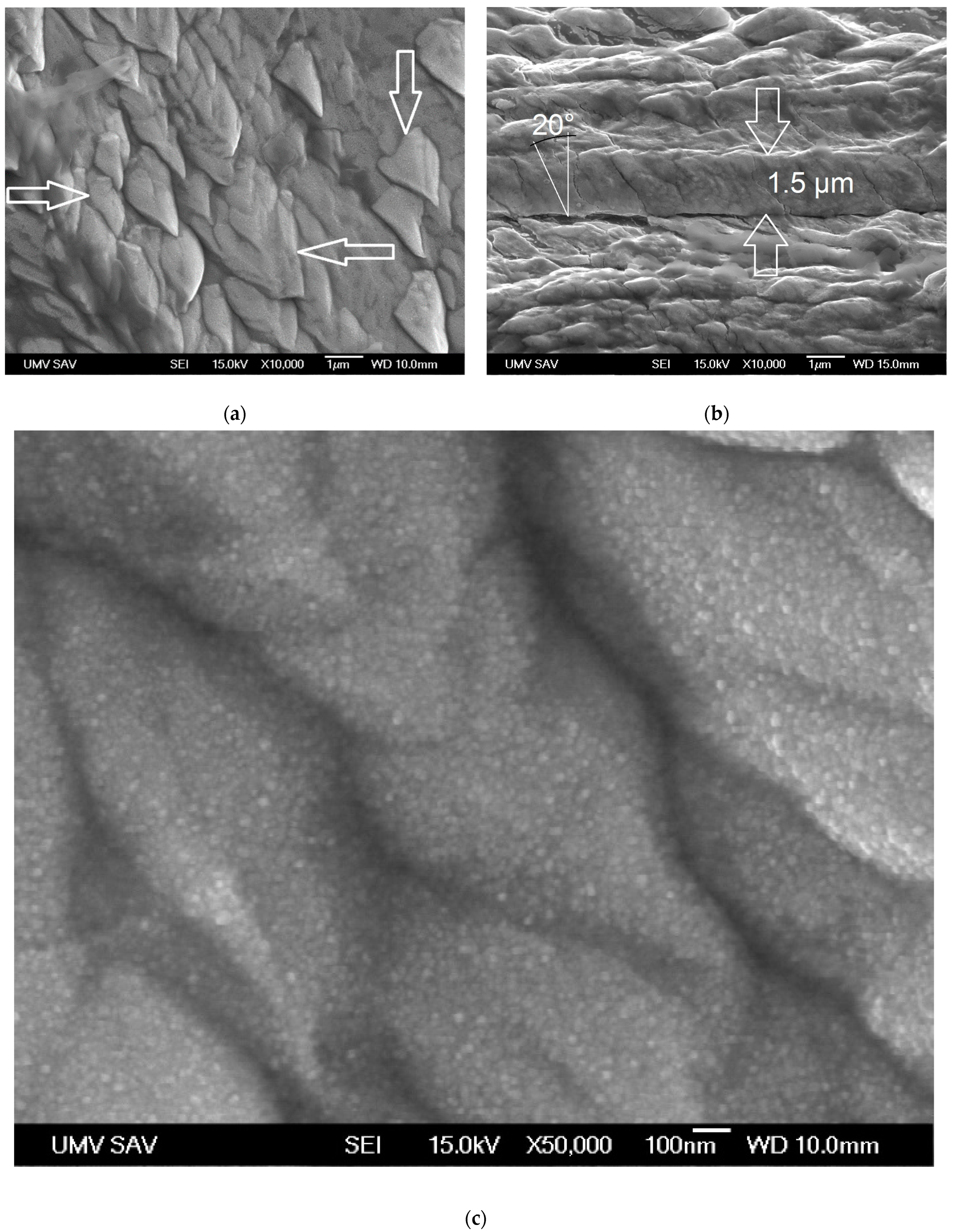
- Given equivalent technological parameters, two different structures of the coating were obtained: a cauliflower structure (CrC coating) and a column structure with cone-like endings of these columns (WC coating).
- ii.
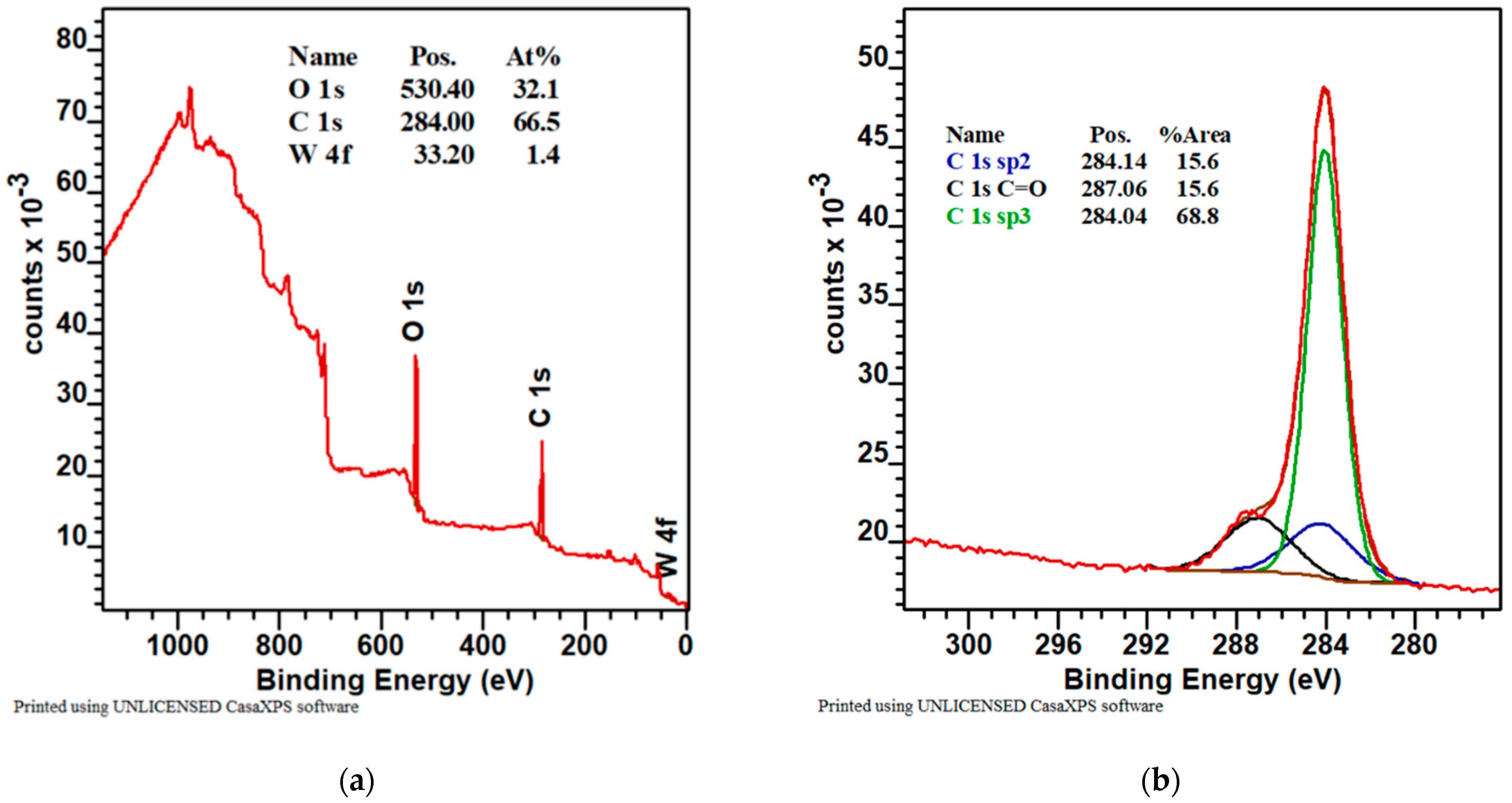
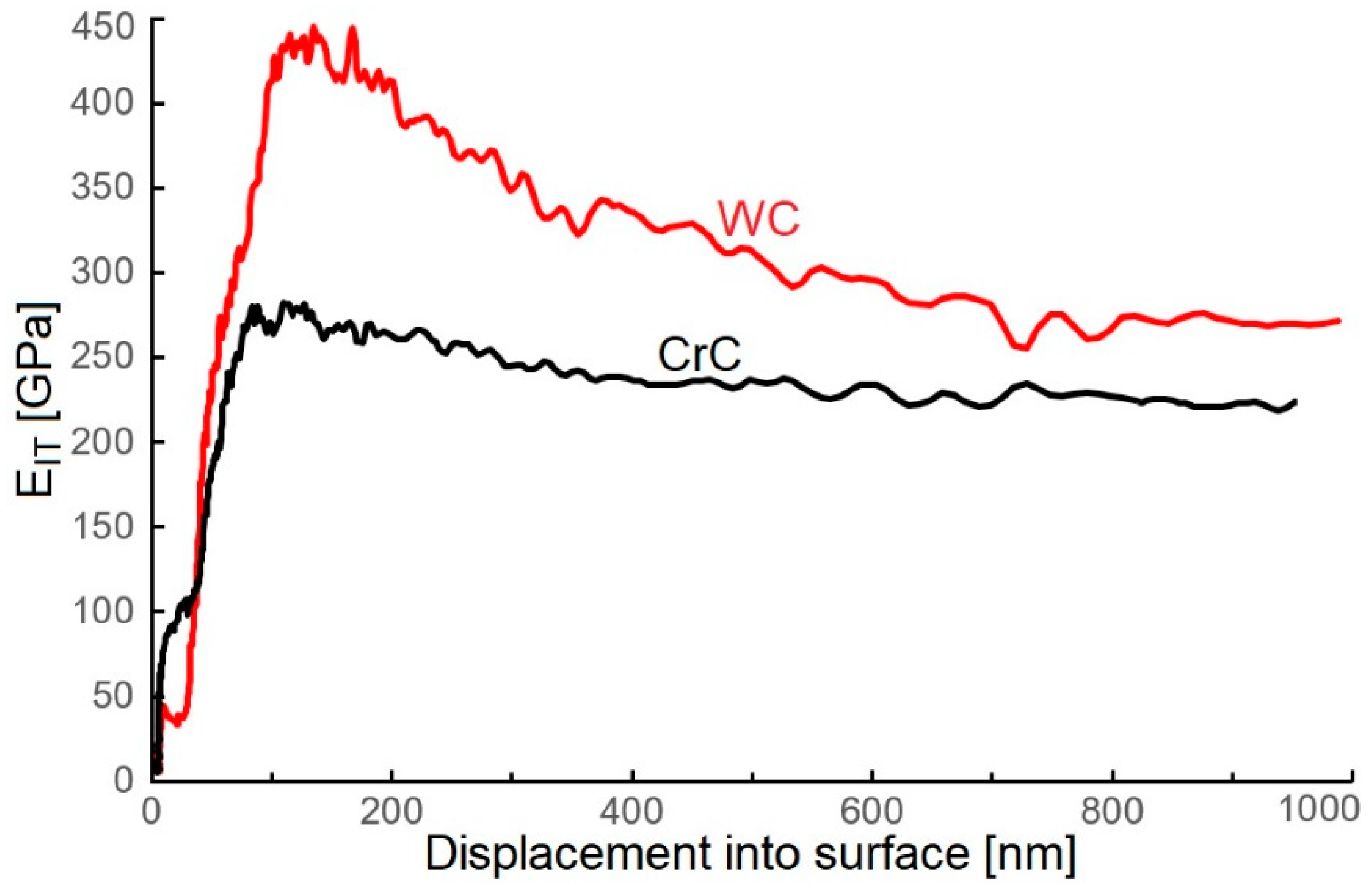
- The obtained WC coating deposited using the PECVD method contained 66.5 at.% C, and it was characterized by interesting mechanical and tribological properties: HIT, 9.2 ± 1.2 GPa; EIT, 440 ± 19 GPa; and COF, ca. 0.80.
- iii.
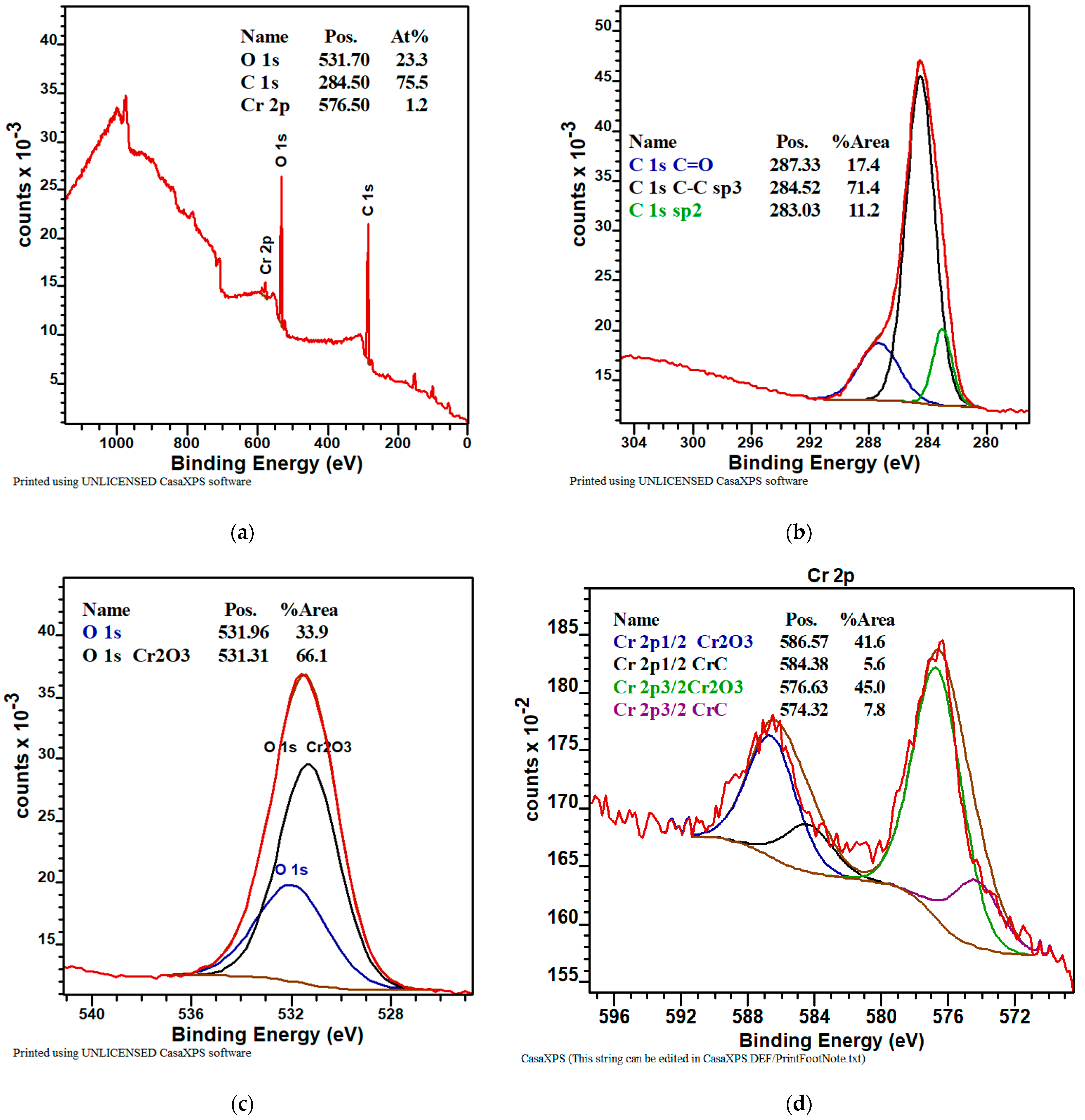
- The obtained CrC coating deposited using the PECVD method contained 76.2 at.% C, and it was characterized by interesting mechanical and tribological properties: HIT = 7.5± 1.2 GPa; EIT = 280 ± 23 GPa; and COF = 0.72 and 0.90.
- iv.
- Given the equal technological parameters of the deposition, the obtained thickness of the WC and the CrC coatings were 1.5 µm a 1.3 µm. The growth rate of the WC coating was higher when compared to CrC due to the decomposition temperature of W(CO)6 at pressure, ranging from 3 to 4 Pa that ranges from 20 °C to 40 °C. In the case of Cr(CO)6, it was 100 °C. The evaluated coatings were deposited at a temperature of ca. 22 °C and with pressure ranging from 3 to 4 Pa.
- v.
- The WC coating contained 66.5 at.% C, whereas the CrC coating contained 75.5 at.% C. Both coatings showed a high content of C in its hard sp3 bond form. The structure of the WC coating was made out of columns with cone-like endings. Nanogaps were situated between the columnar grains. On the other hand, the CrC coating had a cauliflower structure, and it had larger gaps between individual grains when compared to the WC coating. The mentioned gaps could also be a cause of the relatively low measured values of hardness.
- vi.
- The evaluated coatings contained a sufficient amount of at.% groups WO, WC, Cr2O3, and CrC. Their sufficient amounts did not affect hardness and Young´s modulus due to the aforementioned structures. This could be attributed to the low temperature of the deposition.
- vii.
- The COF of the WC and CrC coatings was 0.72 and 0.86 and 0.72 and 0.9, respectively. In the case of the CrC coating, hard particles, such as CrC, Cr2O3, and sp3C states, were observed. These particles can create smaller particles between the coating and the counter-sample, which can lead to wear. In the case of the WC coating, scratches did form on its surface, and the transition of a part of the counter-sample (steel ball 100Cr6) material onto the wear tracks‘ surface took place.
- viii.
- The different temperature of sublimation of Cr and W carbonyls affected the velocity of sublimation and the growth rate of the evaluated coatings. The growth rate of the WC coating was 8.5 nm/min, whereas for the CrC coating, it was 7.5 nm/min.
- ix.
- Based on the measured properties, a better WC coating is shown.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Czyzniewski, A. Deposition and some properties of nanocrystalline WC and nanocomposite WC/a-C:H coatings. Thin Solid Films 2003, 433, 180–185. [Google Scholar] [CrossRef]
- Keller, G.; Barzen, I.; Erz, E.; Dötter, W.; Ulrich, S.; Juang, K.; Ehrhardt, H. Crystal structure, morphology and composition of magnetron sputtered tungsten carbide films. Fresenius J. Anal. Chem. 1991, 341, 349–352. [Google Scholar] [CrossRef]
- El Mrabet, S.; Abad, M.D.; Sánchez-López, J.C. Identification of the wear mechanism on WC/C nanostructured coatings. Surf. Coat. Technol. 2011, 206, 1913–1920. [Google Scholar] [CrossRef]
- Huang, Z.; Chen, Z.; Lang, W.; Wang, X. Adhesion Studies of CrC/a-C:H coatings deposited with anode assisted reactive magnetron sputtering combined with DC-pulsed plasma enhanced chemical vapor deposition. Materials 2021, 14, 2954. [Google Scholar] [CrossRef] [PubMed]
- Tillmann, W.; Lopes Dias, N.F.; Stangier, D. Tribo-mechanical properties of CrC/a-C thin films sequentially deposited by HiPIMS and mfMS. Surf. Coat. Technol. 2018, 335, 173–180. [Google Scholar] [CrossRef]
- Eriksson, J.; Olsson, M. Tribological testing of commercial CrN, (Ti,Al)N and CrC/C PVD coatings—Evaluation of galling and wear characteristics against different high strength steels. Surf. Coat. Technol. 2011, 205, 4045–4051. [Google Scholar] [CrossRef]
- Bhushan, B.; Gupta, B.K. Handbook of Tribology: Materials, Coatings and Surface Treatments, 1st ed.; McGraw-Hill: New York, NY, USA, 1991. [Google Scholar]
- Makowka, M.; Pawlak, W.; Konarski, P.; Wendler, B. Hydrogen content influence on tribological properties of nc-WC/a-C:H coatings. Diam. Relat. Mater. 2016, 67, 16–25. [Google Scholar] [CrossRef]
- Lofaj, F.; Kabátová, M.; Klich, M.; Vaňa, D.; Dobrovodský, J. The comparison of structure and properties in DC magnetron sputtered and HiPIMS W-C:H coatings with different hydrogen content. Ceram. Int. 2019, 45, 9502–9514. [Google Scholar] [CrossRef]
- Horňák, P.; Kottfer, D.; Kaczmarek, L.; Kianicová, M.; Balko, J.; Rehák, F.; Pekarčíková, M.; Čižnár, P. The effect of pressure, bias voltage and annealing temperature on N2 and N2+SiH4 doped WC/C DC magnetron sputtered layers. Ceram. Silikáty 2018, 62, 97–107. [Google Scholar] [CrossRef] [Green Version]
- Abad, M.D.; Muñoz-Márquez, M.A.; El Mrabet, S.; Justo, A.; Sánchez-López, J.C. Tailored synthesis of nanostructured WC/a-C layers by dual magnetron sputtering. Surf. Coat. Technol. 2010, 204, 3490–3500. [Google Scholar] [CrossRef] [Green Version]
- Agudelo-Morimitsu, L.C.; DeLaRoche, J.; Escobar, D.; Ospina, R.; Restrepo-Parra, E. Substrate heating and post-annealing effect on tungsten/tungsten carbide bilayers grown by non-reactive DC magnetron sputtering. Ceram. Int. 2013, 39, 7355–7365. [Google Scholar] [CrossRef]
- Novák, M.; Lofaj, F.; Hviščová, P.; Podoba, R.; Haršáni, M.; Sahul, M.; Čaplovič, Ľ. Nanohardness of DC magnetron sputtered W–C layers as a function of composition and residual stresses. Key Eng. Mater. 2015, 662, 107–110. [Google Scholar] [CrossRef]
- Horňák, P.; Kottfer, D.; Kaczmarek, L.; Kyziol, K.; Vavro, J.; Klich, M.; Trebuňa, J.; Vrabeľ, M.; Franková, M. Microstructure and mechanical properties of annealed WCC coatings deposited with different gas mixtures in an RFMS process. Ceram.-Silikáty 2019, 63, 213–222. [Google Scholar] [CrossRef] [Green Version]
- Zhao, H.; Ni, Z.; Ye, F. Effect of carbon content on structure and properties of WCN coatings prepared by RF magnetron sputtering. Surf. Coat. Technol. 2016, 287, 129–137. [Google Scholar] [CrossRef]
- Andersson, M.; Högström, J.; Urbonaite, S.; Furlan, A.; Nyholm, L.; Jansson, U. Deposition and characterization of magnetron sputtered amorphous Cr-C films. Vacuum 2012, 86, 1408–1416. [Google Scholar] [CrossRef]
- Lofaj, F.; Kvetková, L.; Hviščová, P.; Gregor, M.; Ferdinandy, M. Reactive processes in the high target utilization sputtering (HiTUS) W–C based coatings. J. Eur. Ceram. Soc. 2016, 36, 3029–3040. [Google Scholar] [CrossRef]
- Neto, M.A.; Silva, E.L.; Fernandes, A.J.S.; Oliveira, F.J.; Silva, R.F. Deposition of alpha-WC/a-C nanocomposite thin films by hot-filament CVD. Surf. Coat. Technol. 2011, 206, 103–106. [Google Scholar] [CrossRef]
- Gesheva, K.; Abrosimova, V.; Beshkov, G. CVD carbonyl thin films of tungsten and molybdenum and their silicides—A good alternative to CVD fluoride tungsten technology. J. Phys. 1991, 2, 865–871. [Google Scholar] [CrossRef]
- Douard, A.; Maury, F. Chromium-based coatings by atmospheric chemical vapor deposition at low temperature from Cr(CO)6. Surf. Coat. Technol. 2005, 200, 1407–1412. [Google Scholar] [CrossRef] [Green Version]
- Ferdinandy, M.; Lofaj, F.; Dusza, J.; Kottfer, D. Preparation of WC coatings by W(CO)6 decomposition using PE CVD method. Chem. Lett.-Chem. Listy. 2011, 105, s442–s444. Available online: http://www.chemicke-listy.cz/ojs3/index.php/chemicke-listy/article/view/3815/3734 (accessed on 21 April 2023).
- Lofaj, F.; Ferdinandy, M.; Cempura, G.; Horňák, P.; Vnouček, M. Transfer film in a friction contact in the nanocomposite WC-C coatings. J. Aust. Ceram. Soc. 2013, 49, 34–43. Available online: https://www.freelancejob.ru/upload/212/49947708193212.pdf (accessed on 21 April 2023).
- Lofaj, F.; Ferdinandy, M.; Kottfer, D.; Dusza, J.; Němeček, J. Tribological properties of the Cr-C and W-C based PECVD nanocomposite coatings (CD room). In Proceedings of the 11th Conference (ECERS 2009), Krakow, Poland, 20–25 June 2009; Available online: http://www.worldcat.org/title/751515122 (accessed on 21 April 2023).
- Ferdinandy, M.; Kottfer, D.; Hviščová, P.; Balko, J. Preparation of WCrC coatings by W(CO)6 and Cr(CO)6 decomposition using PECVD method (In Slovak). In Proceedings of the 14th Conference Layers and Coatings, Trenčianska Teplá, Slovakia, 19–20 October 2015; pp. 87–89. Available online: https://kis.cvt.stuba.sk/arl-stu/en/detail/?&idx=stu_us_cat*0008298&iset=1&disprec=6 (accessed on 21 April 2023).
- Horňák, P.; Kottfer, D.; Kyziol, K.; Trebuňová, M.; Majerníková, J.; Kaczmarek, L.; Trebuňa, J.; Hašuľ, J.; Paľo, M. Microstructure and mechanical pproperties of annealed WC/C PECVD coatings deposited using hexacarbonyl of W with different gases. Materials 2020, 13, 3576. [Google Scholar] [CrossRef]
- Erokhin, M.N.; Kazantsev, S.P.; Chupyatov, N.N. Wear-resistance of carbide-containing chrome coatings obtained from gas phase (In Russian). Vestnik Federal State Eduation Inst. High Prof. Educ. Mosc. State Agroeng. Univ. Named VP Goryachkin 2017, 5, 48–53. Available online: https://agris.fao.org/agris-search/search.do?recordID=RU2018000509 (accessed on 21 April 2023).
- Wang, J.W.; Gupta, A.; Klein, T.M. Plasma enhanced chemical vapor deposition of Cr2O3 thin films using chromium hexacarbonyl (Cr(CO)6) precursor. Thin Solid Films 2008, 516, 7366–7372. [Google Scholar] [CrossRef]
- Maruyama, T.; Akagi, H. Chromium Oxide Thin Films Prepared by Chemical Vapor Deposition from Chromium Acetylacetonate and Chromium Hexacarbonyl. J. Electrochem. Soc. 1996, 143, 1955–1957. [Google Scholar] [CrossRef]
- Sagalovych, A.; Popov, V.; Sagalovych, V.; Dudnik, S.; Popenchuk, R. Development of the chemical vapor deposition process for applying molybdenum coatings on the components in assembly and engine construction. East.-Eur. J. Enterp. Technol. 2020, 2, 6–15. [Google Scholar] [CrossRef]
- Windsor, M.M.; Blanchard, A.A. The Vapor pressure and molecular weight of chromium carbonyl. J. Am. Chem. Soc. 1934, 56, 823–825. [Google Scholar] [CrossRef]
- Garner, M.L.; Chandra, D.; Lau, K.H. Low-temperature vapor pressures of W-, Cr-, and Co-carbonyls. J. Phase Equilibria 1995, 16, 24–29. [Google Scholar] [CrossRef]
- Chellappa, R.; Chandra, D. Assessment of vapor pressure data of solid metal carbonyls. J. Chem. Thermodyn. 2005, 37, 377–387. [Google Scholar] [CrossRef]
- Horňák, P.; Kottfer, D.; Kyziol, K.; Trebuňová, M.; Kaňuchová, M.; Kaczmarek, L.; Jasenák, J.; Hašuľ, J.; Rusinko, L. The effect of annealing temperatures on selected properties of WC/C coatings, deposited using hexacarbonyl wolfram in an N2-SiH4 atmosphere. Materials 2021, 14, 4658. [Google Scholar] [CrossRef]
- Gesheva, K.A.; Vlakhov, E.S.; Stoyanov, G.I.; Beshkod, G.D.; Marinov, M. Deposition and characterization of CVD-tungsten and tungsten carbonitrides on (100) Si. Ceram. Int. 1996, 22, 87–89. [Google Scholar] [CrossRef]
- Thornton, J.A. High Rate Thick Film Growth. Annu. Rev. Mater. Sci. 1977, 7, 239–260. [Google Scholar] [CrossRef]
- Messier, R.; Giri, A.P.; Roy, R.A. Revised structure zone model for thin film physical structure. J. Vac. Sci. Technol. A 1984, 2, 500–503. [Google Scholar] [CrossRef]
- Anders, A. A structure zone diagram including plasma-based deposition and ion etching. Thin Solid Films 2010, 518, 4087–4090. [Google Scholar] [CrossRef] [Green Version]
- Blume, R.; Rosenthal, R.; Tessonnier, J.-P.; Li, H.; Knop-Gericke, A.; Schloegl, R. Characterizing graphitic carbon with X-ray photoelectron spectroscopy: A step-by-step approach. Chem. Biol. Eng. Publ. 2015, 7, 2871–2881. [Google Scholar] [CrossRef] [Green Version]
- NIST Database. Available online: https://srdata.nist.gov/xps/ (accessed on 19 September 2021).
- Pauleau, Y.; Gouy-Pailler, P. Characterization of tungsten-carbon layers deposited on stainless steel by reactive magnetron sputtering. J. Mater. Res. 1992, 7, 2070–2079. [Google Scholar] [CrossRef]
- Bera, P.; Kumar, M.D.; Anandan, C.; Shivakumara, C. Characterization and Microhardness of Electrodeposited Ni-W Coatings Obtained from Gluconate Bath. Surf. Rev. Lett. 2015, 22, 1550011. [Google Scholar] [CrossRef] [Green Version]
- CasaXPS: Processing Software for XPS, AES, SIMS and More. Available online: http://www.xpsfitting.com/2009/04/tungsten.html (accessed on 22 September 2021).
- Lesiak, B.; Kövér, L.; Tóth, J.; Zemek, J.; Jiricek, P.; Kromka, A.; Rangam, N. C sp2/sp3 hybridisations in carbon nanomaterials–XPS and (X)AES study. Appl. Surf. Sci. 2018, 452, 223–231. [Google Scholar] [CrossRef]
- Healy, M.D.; Smith, D.C.; Rubiano, R.R.; Elliot, N.E.; Springer, R.W. Use of tetraneopentylchromium as a precursor for the organometallic chemical vapor deposition of chromium carbide: A reinvestigation. Chem. Mater. 1994, 6, 448–453. [Google Scholar] [CrossRef]
- McIntyre, N.S.; Chan, T.C.; Chen, C. Characterization of oxide structures formed on nickel-chromium alloy during low pressure oxidation at 500–600 °C. Oxid. Met. 1990, 33, 457–479. [Google Scholar] [CrossRef]
- Viswanathan, S.; Mohan, L.; Bera, P.; Praveen Kumar, V.; Barshilia, H.C.; Anandan, C. Corrosion and Wear Behaviors of Cr-Doped Diamond-Like Carbon Coatings. J. Mater. Eng. Perform. 2017, 26, 3633–3647. [Google Scholar] [CrossRef]
- Meng, W.J.; Gillispie, B.A. Mechanical properties of Ti-containing and W-containing diamond-like carbon coatings. J. Appl. Phys. 1998, 84, 4314. [Google Scholar] [CrossRef]
- Park, S.J.; Lee, K.-R.; Ko, D.-H.; Eun, K.Y. Microstructure and mechanical properties of WC–C nanocomposite films. Diam. Relat. Mater. 2002, 11, 1747–1752. [Google Scholar] [CrossRef]
- Voevodin, A.A.; O’Neill, J.P.; Zabinski, J.S. Tribological performance and tribochemistry of nanocrystalline WC/amorphous diamond-like carbon composites. Thin Solid Films 1999, 342, 194–200. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Working Gas | Total Pressure (Pa) | Gas Pressure (Pa) | Bias (kV) | Auxiliary Anode Voltage (V) | Deposition Time (min) | Carbonyl Weight (g) |
|---|---|---|---|---|---|---|
| Ar | 4.0 | 2.0 | −5.0 | 90 | 180 | 5.3 |
| Type of Coating | Radius, r (mm) | Decreased Volume (−µm3) | Increased Volume (+µm3) |
|---|---|---|---|
| WC | 4 | 1.6 × 106 | 3.3 × 106 |
| 6 | 28.6 × 106 | 0.04 × 106 | |
| CrC | 4 | 18.84 × 106 | 0.35 × 106 |
| 6 | 12.2 × 106 | 5.9 × 106 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trebuňová, M.; Kottfer, D.; Kyziol, K.; Kaňuchová, M.; Medveď, D.; Džunda, R.; Kianicová, M.; Rusinko, L.; Breznická, A.; Csatáryová, M. The WC and CrC Coatings Deposited from Carbonyls Using PE CVD Method—Structure and Properties. Materials 2023, 16, 5044. https://doi.org/10.3390/ma16145044
Trebuňová M, Kottfer D, Kyziol K, Kaňuchová M, Medveď D, Džunda R, Kianicová M, Rusinko L, Breznická A, Csatáryová M. The WC and CrC Coatings Deposited from Carbonyls Using PE CVD Method—Structure and Properties. Materials. 2023; 16(14):5044. https://doi.org/10.3390/ma16145044
Chicago/Turabian StyleTrebuňová, Marianna, Daniel Kottfer, Karol Kyziol, Mária Kaňuchová, Dávid Medveď, Róbert Džunda, Marta Kianicová, Lukáš Rusinko, Alena Breznická, and Mária Csatáryová. 2023. "The WC and CrC Coatings Deposited from Carbonyls Using PE CVD Method—Structure and Properties" Materials 16, no. 14: 5044. https://doi.org/10.3390/ma16145044