
Effect of Al-5Ti-0.25C-0.25B and Al-5Ti-1B Master Alloys on the Microstructure and Mechanical Properties of Al-9.5Si-1.5Cu-0.8Mn-0.6Mg Alloy


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
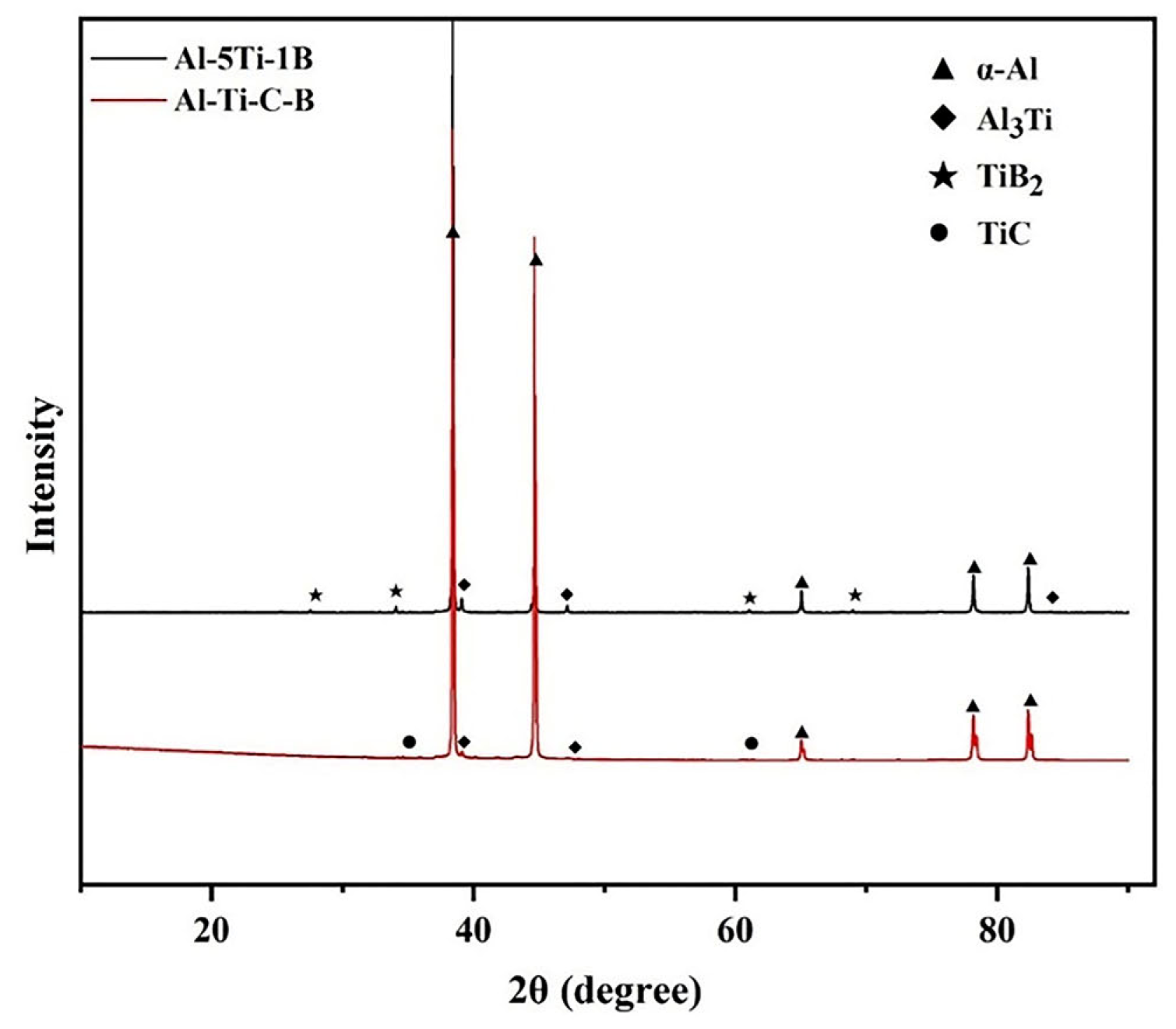
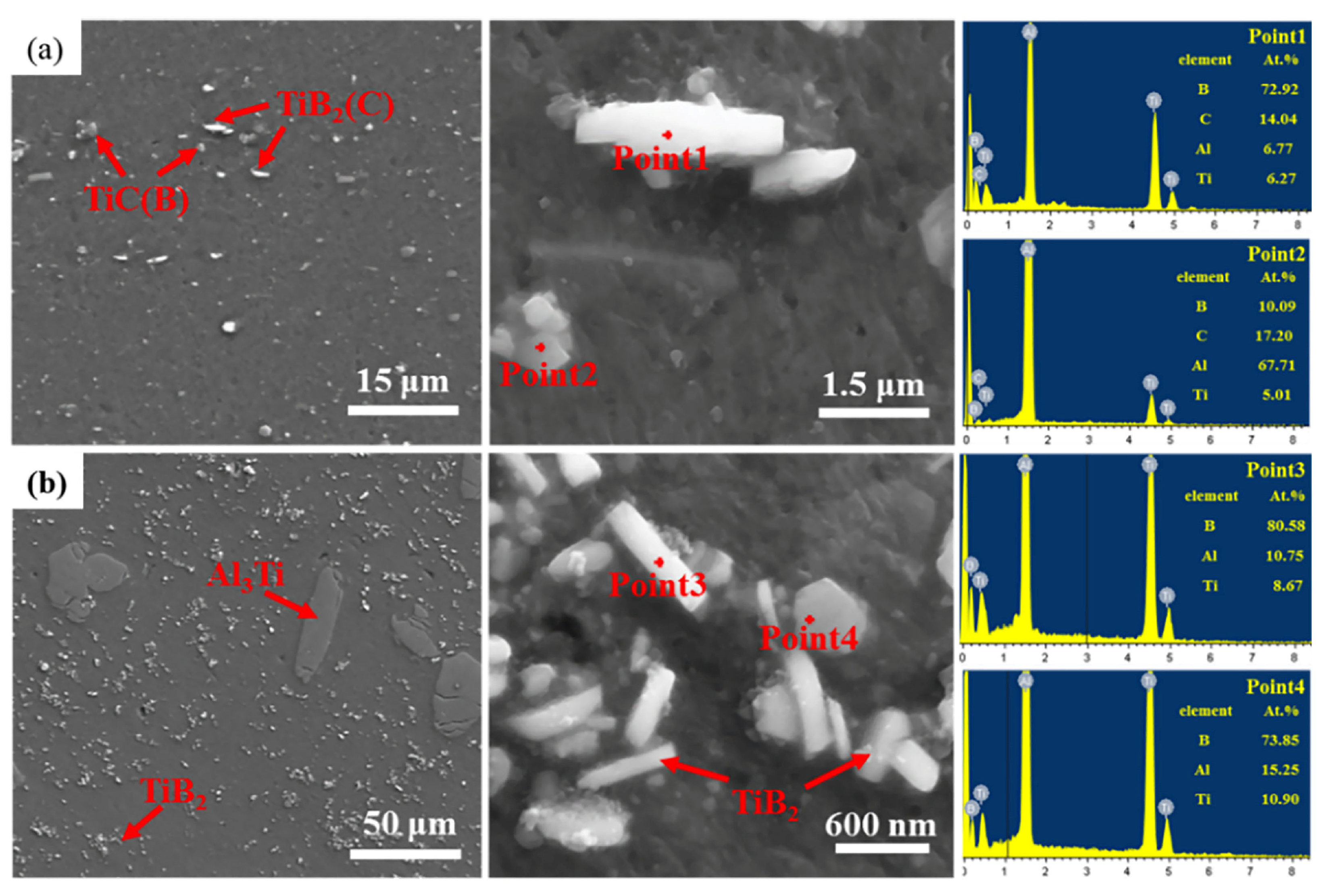
3.1. Microstructure and Microanalysis of the Al-5Ti-1B Master Alloy and Al-5Ti-0.25C-0.25B Master Alloy
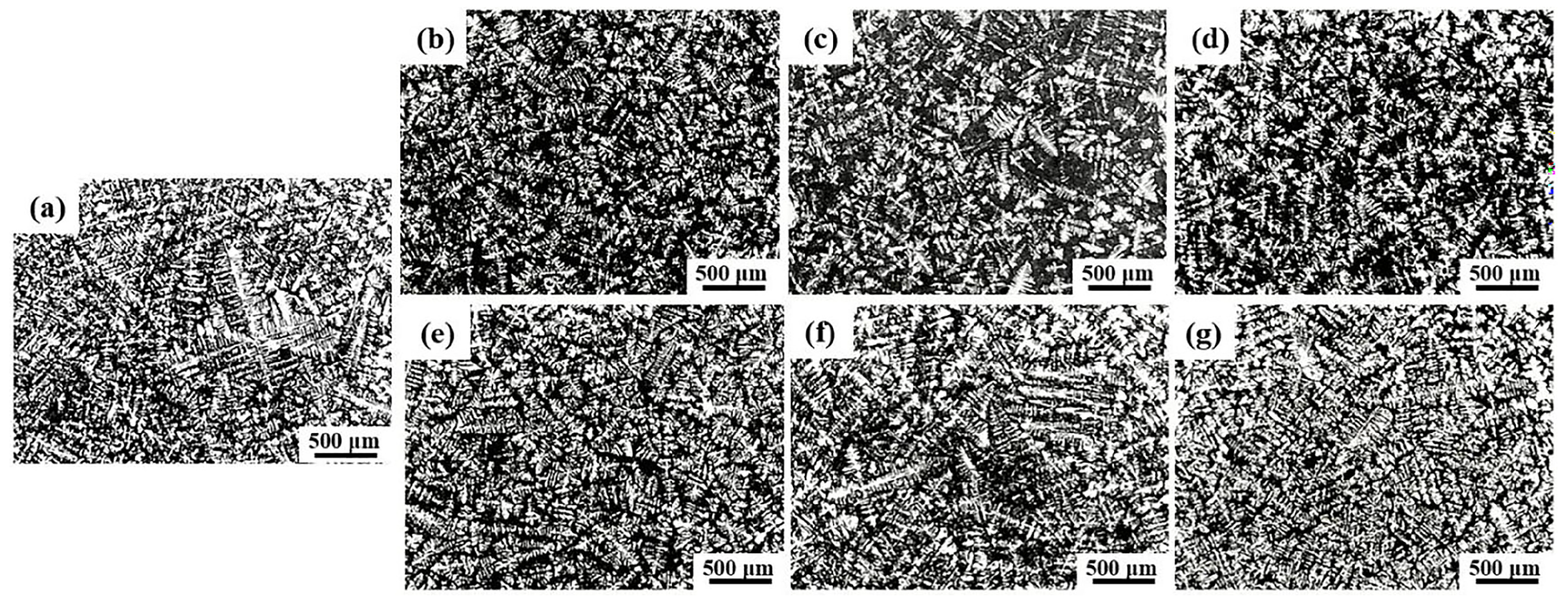
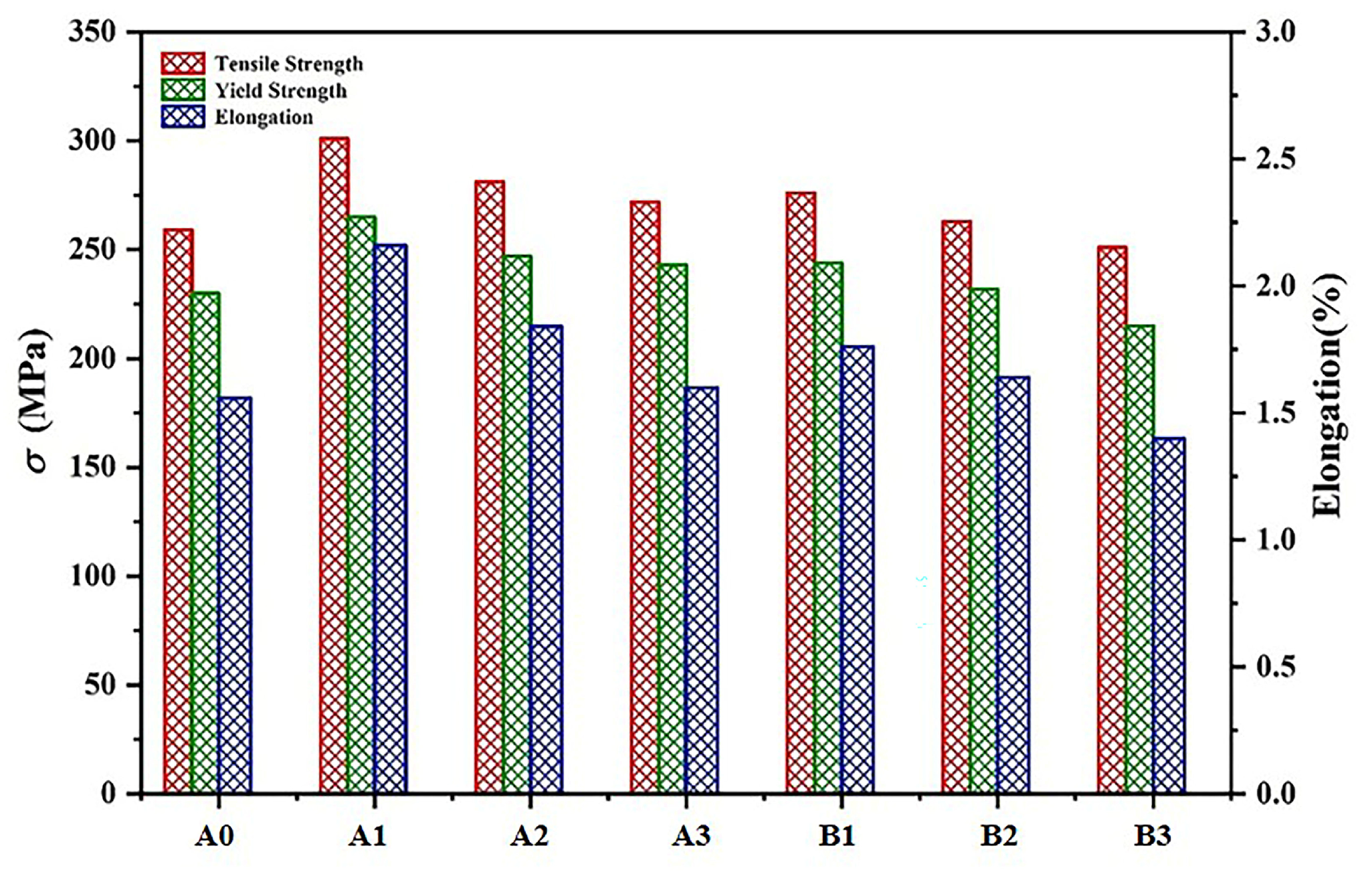
3.2. Analysis of Microstructure and Mechanical Properties of As-Cast Al-9.5Si-1.5Cu-0.8Mn-0.6Mg Alloy
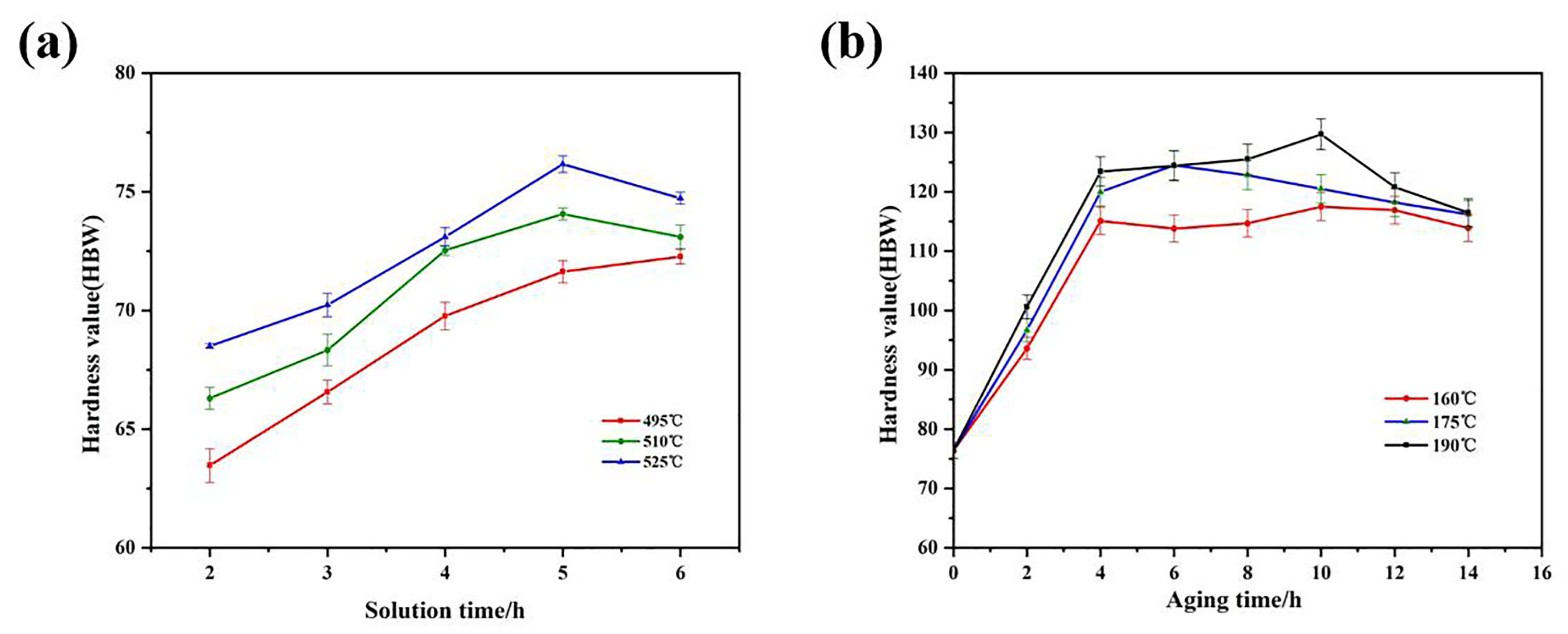
3.3. Heat Treatment Process Optimization
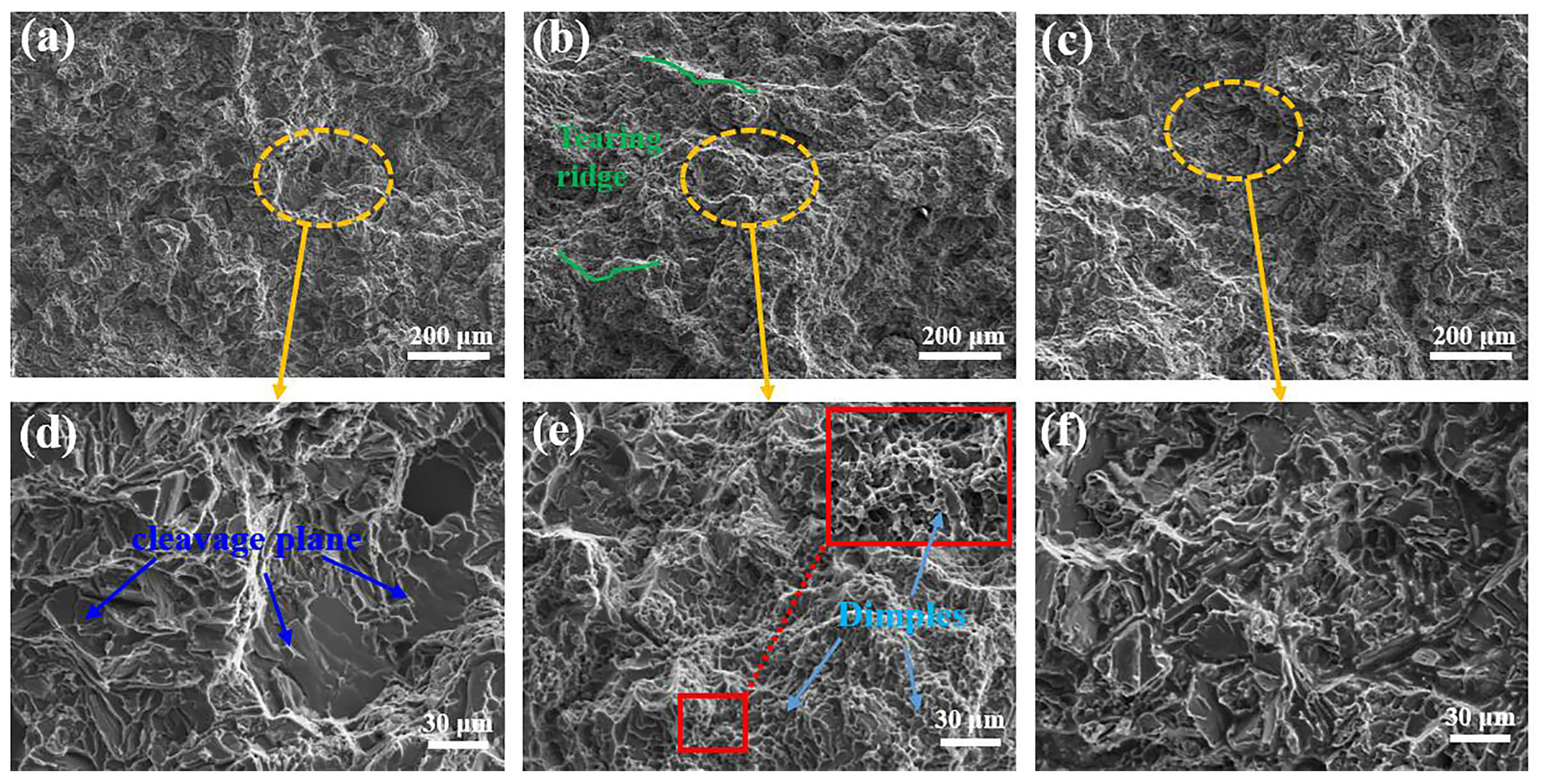
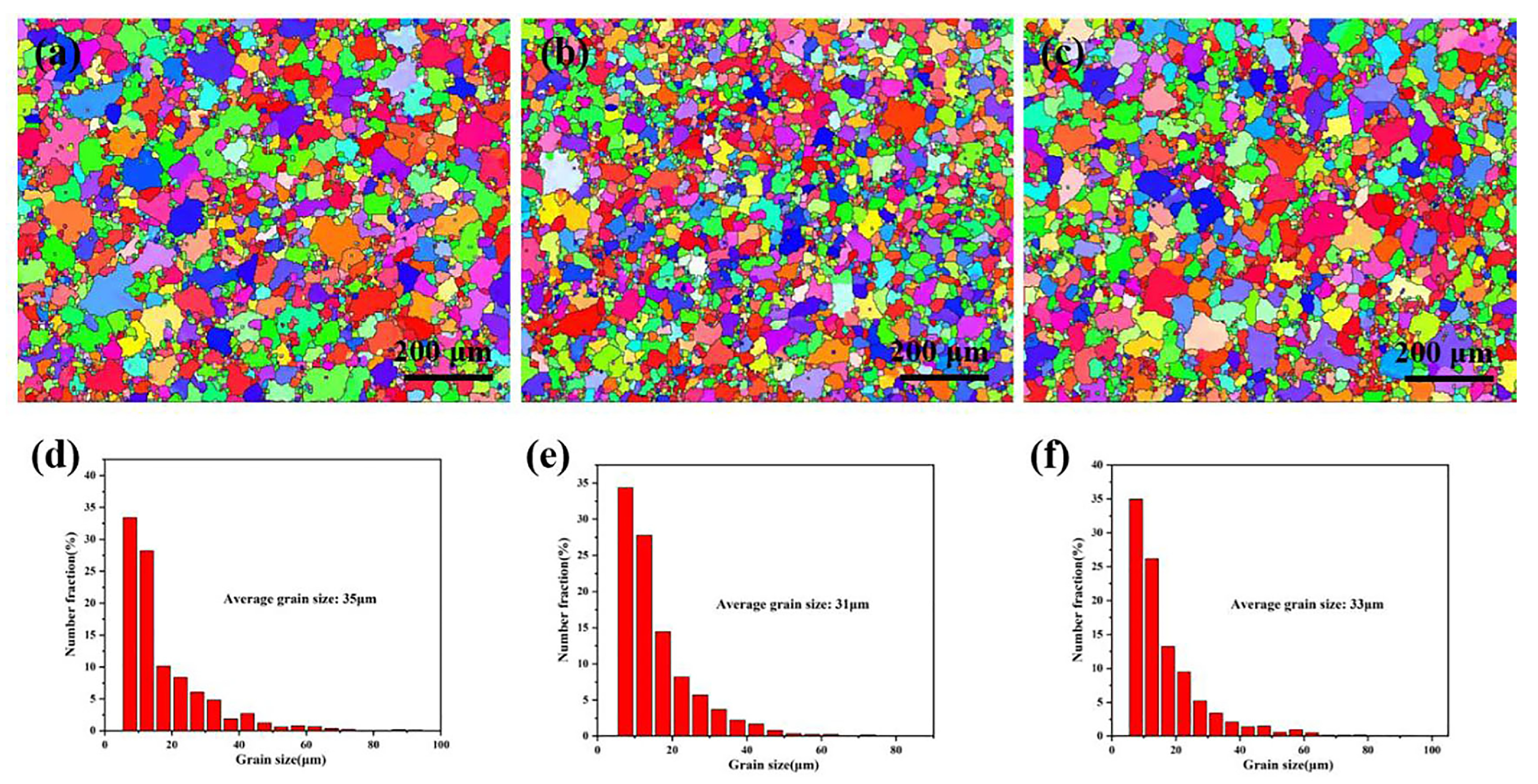
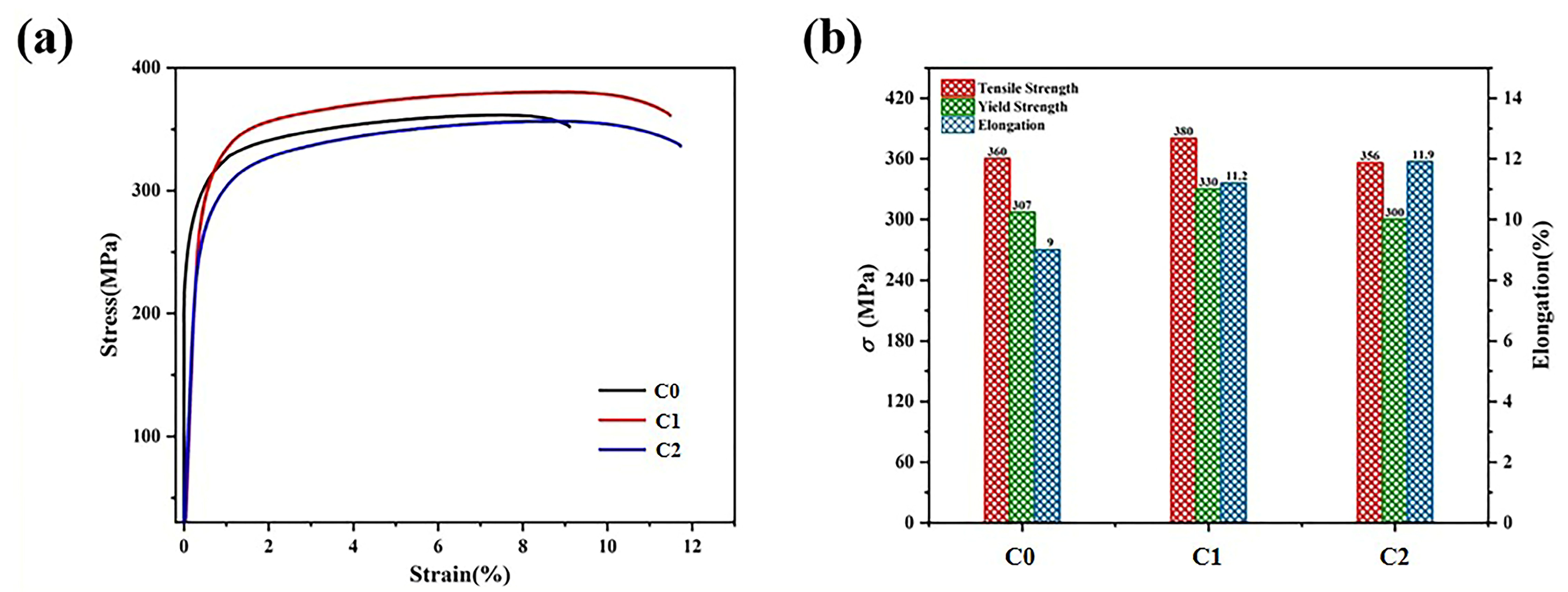
3.4. Analysis of Grain Microstructure and Mechanical Properties of As-Extruded Al-9.5Si-1.5Cu-0.8Mn-0.6Mg Alloy
4. Conclusions
- At the same addition level, Al-5Ti-0.25C-0.25B shows improved grain refinement properties. The mechanical properties of the Al-9.5Si-1.5Cu-0.8Mn-0.6Mg alloy were significantly improved when refined with 0.5% of the Al-5Ti-0.25C-0.25B master alloy. The ultimate tensile strength, yield strength, and elongation reached 301 MPa, 265 MPa, and 2.16%, respectively. The tensile properties of the Al-9.5Si-1.5Cu-0.8Mn-0.6Mg alloy are also improved in the 0.5% Al-5Ti-1B master alloy.
- The α-Al’s average grain sizes, with the addition of the Al-5Ti-0.25C-0.25B master alloy and the Al-5Ti-1B master alloy, were about 31 μm and 33 μm in the extruded state, which was lower than 35 μm of the original alloy without refinement.
- The mechanical properties test results showed that the ultimate tensile strength, yield strength, and elongation of the as-extruded alloy were increased to 380 MPa, 330 MPa, and 11.2%, respectively, compared with no refinement when increased by 5.5%, 7.5%, and 24.4%, respectively. The elongation property can be improved considerably, including with a master alloy of 0.5% Al-5Ti-1B.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bian, X.F.; Wang, W.M.; Qin, J.Y. Liquid structure of Al–12.5% Si alloy modified by antimony. Mater. Charact. 2001, 46, 25–29. [Google Scholar]
- Prashanth, K.G.; Scudino, S.; Klauss, H.J. Microstructure and Mechanical Properties of Al-12Si Produced by Selective Laser Melting: Effect of Heat Treatment. MSEA 2014, 590, 153–160. [Google Scholar] [CrossRef]
- Wu, Y.N.; Zhang, J.F.; Liao, H.C.; Li, G.Y.; Wu, Y.P. Development of high performance near eutectic Al-Si-Mg alloy profile by micro alloying with Ti. J. Alloys Compd. 2016, 660, 141–147. [Google Scholar] [CrossRef]
- Saravanan, T.T.; Kamaraj, M.; Sharma, S.C.; Anoop, S.; Manwatkar, S.K.; Ravikanth, K.V.; Venugopal, A.; Kumaran, S. Influence of characteristic eutectic free microstructure on mechanical and corrosion response of spark plasma sintered hypereutectic Al-Si alloy. Mater. Lett. 2022, 308, 4. [Google Scholar] [CrossRef]
- Sajjadi, S.A.; Ezatpour, H.R.; Torabi, P.M. Comparison of microstructure and mechanical properties of A356 aluminum alloy/Al2O3 composites fabricated by stir and compo-casting processes. Mater. Des. 2012, 34, 106–111. [Google Scholar] [CrossRef]
- Birol, Y. AlB3 master alloy to grain refine AlSi10Mg and AlSi12Cu aluminium foundry alloys. J. Alloys Compd. 2012, 513, 150–153. [Google Scholar] [CrossRef]
- Zhang, Z.W.; Wang, J.L.; Zhang, Q.L.; Zhang, S.P.; Shi, Q.N.; Qi, H.R. Research on Grain Refinement Mechanism of 6061 Aluminum Alloy Processed by Combined SPD Methods of ECAP and MAC. Materials 2018, 11, 1246. [Google Scholar] [CrossRef] [PubMed]
- Javidani, M.; Larouche, D. Application of cast Al–Si alloys in internal combustion engine components. Int. Mater. Rev. 2014, 59, 132–158. [Google Scholar] [CrossRef]
- Gupta, R.; Daniel, B. Impression creep behaviour of ultrasonically processed in-situ Al3Ti reinforced aluminium composite. Mater. Sci. Eng. A 2018, 733, 257–266. [Google Scholar] [CrossRef]
- Chen, Z.N.; Kang, H.J.; Fan, G.H.; Li, J.H.; Lu, Y.P.; Jie, J.C.; Zhang, Y.B.; Li, T.J.; Jian, X.G.; Wang, T.M. Grain refinement of hypoeutectic Al-Si alloys with B. Acta Mater. 2016, 120, 168–178. [Google Scholar] [CrossRef]
- Li, Q.; Qiu, F.; Dong, B.X.; Gao, X.; Shu, S.L.; Yang, H.Y.; Jiang, Q.C. Processing, multiscale microstructure refinement and mechanical property enhancement of hypoeutectic Al–Si alloys via in situ bimodal-sized TiB2 particles. Mater. Sci. Eng. A 2020, 777, 139081. [Google Scholar] [CrossRef]
- Li, P.T.; Liu, S.D.; Zhang, L.L.; Liu, X.F. Grain refinement of A356 alloy by Al–Ti–B–C master alloy and its effect on mechanical properties. Mater. Des. 2012, 47, 522–528. [Google Scholar] [CrossRef]
- Zhao, K.; Gao, T.; Yang, H.B.; Hu, K.Q.; Liu, G.L.; Sun, Q.Q.; Nie, J.F.; Liu, X.F. Enhanced grain refinement and mechanical properties of a high–strength Al–Zn–Mg–Cu–Zr alloy induced by TiC nano–particles. Mater. Sci. Eng. A 2021, 806, 140852. [Google Scholar] [CrossRef]
- Jiang, B.; Ji, Z.S.; Hu, M.L.; Xu, H.Y.; Xu, S. A novel modifier on eutectic Si and mechanical properties of Al-Si alloy. Mater. Lett. 2019, 239, 13–16. [Google Scholar] [CrossRef]
- Timelli, G.; Bonollo, F. The influence of Cr content on the microstructure and mechanical properties of Al9Si3Cu(Fe) die-casting alloys. Mater. Sci. Eng. A 2010, 528, 273–282. [Google Scholar] [CrossRef]
- Wang, Y.; Fang, C.M.; Zhou, L.; Hashimoto, T.; Zhou, X.; Ramasse, Q.M.; Fan, Z. Mechanism for Zr poisoning of Al-Ti-B based grain refiners. Acta Mater. 2019, 164, 428–439. [Google Scholar] [CrossRef]
- Yan, X.R.; Zhao, K.; Xie, K.W.; Han, M.X.; Liu, G.L.; Liu, X.F. Microstructure evolution, mechanical properties and strengthening mechanisms in the hot extruded Si3N4 particle reinforced Al-Cu-Mg composite. Mater. Sci. Eng. A 2022, 850, 143516. [Google Scholar] [CrossRef]
- Zhao, K.; Han, G.; Gao, T.; Yang, H.B.; Qian, Z.; Hu, K.Q.; Liu, G.L.; Nie, J.F.; Liu, X.F. Interface precipitation and corrosion mechanisms in a model Al-Zn-Mg-Cu alloy strengthened by TiC particles. Corros. Sci. 2022, 206, 110533. [Google Scholar] [CrossRef]
- Zhao, K.; Gao, T.; Yang, H.B.; Liu, G.L.; Sun, Q.Q.; Wu, C.C.; Nie, J.F.; Liu, X.F. Influence of a new AlTiC-B master alloy on the casting and extruding behaviors of 7050 alloys. J. Alloys Compd. 2020, 820, 153089. [Google Scholar] [CrossRef]
- Wang, Y.C.; Wu, X.D.; Cao, L.F.; Tong, X.; Couper, M.J.; Liu, Q. Effect of trace Er on the microstructure and properties of Al–Zn–Mg–Cu–Zr alloys during heat treatments. Mater. Sci. Eng. A 2020, 792, 139807. [Google Scholar] [CrossRef]
- Yu, A.W.; Gu, D.; Yang, C.G.; Hu, L.; Zhang, J.; Qi, H.Y. Effect of Ti, Zr composite microalloying on recrystallization of aluminum alloys. Rare Metals 2016, 40, 1200–1206. [Google Scholar]
- Sun, Y.W.; Johnson, D.R.; Trumble, K.P. Effect of Zr on recrystallization in a directionally solidified AA7050. Mater. Sci. Eng. A 2017, 700, 358–365. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Si | Cu | Mn | Mg | Fe | Zr | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| Nominal | 9.50 | 1.50 | 0.80 | 0.60 | 0.10 | 0.10 | 0.06 | Bal. |
| Sample | Addition Content (wt.%) | Master alloy | State |
|---|---|---|---|
| A0 | - | - | As-cast |
| A1 | 0.5 | Al-5Ti-0.25C-0.25B | As-cast |
| A2 | 1.0 | Al-5Ti-0.25C-0.25B | As-cast |
| A3 | 1.5 | Al-5Ti-0.25C-0.25B | As-cast |
| B1 | 0.5 | Al-5Ti-1B | As-cast |
| B2 | 1.0 | Al-5Ti-1B | As-cast |
| B3 | 1.5 | Al-5Ti-1B | As-cast |
| C0 | - | - | As-extruded |
| C1 | 0.5 | Al-5Ti-0.25C-0.25B | As-extruded |
| C2 | 0.5 | Al-5Ti-1B | As-extruded |
| Sample | A0 | A1 | A2 | A3 | B1 | B2 | B3 |
|---|---|---|---|---|---|---|---|
| SDAS (μm) | 53.40 | 29.46 | 39.55 | 41.55 | 35.36 | 42.72 | 54.31 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wen, Y.; Wu, Y.; Wu, Y.; Gao, T.; Wei, Z.; Liu, X. Effect of Al-5Ti-0.25C-0.25B and Al-5Ti-1B Master Alloys on the Microstructure and Mechanical Properties of Al-9.5Si-1.5Cu-0.8Mn-0.6Mg Alloy. Materials 2023, 16, 1246. https://doi.org/10.3390/ma16031246
Wen Y, Wu Y, Wu Y, Gao T, Wei Z, Liu X. Effect of Al-5Ti-0.25C-0.25B and Al-5Ti-1B Master Alloys on the Microstructure and Mechanical Properties of Al-9.5Si-1.5Cu-0.8Mn-0.6Mg Alloy. Materials. 2023; 16(3):1246. https://doi.org/10.3390/ma16031246
Chicago/Turabian StyleWen, Yihan, Yuying Wu, Yongjie Wu, Tong Gao, Zuoshan Wei, and Xiangfa Liu. 2023. "Effect of Al-5Ti-0.25C-0.25B and Al-5Ti-1B Master Alloys on the Microstructure and Mechanical Properties of Al-9.5Si-1.5Cu-0.8Mn-0.6Mg Alloy" Materials 16, no. 3: 1246. https://doi.org/10.3390/ma16031246