
Stress-Induced Grain Refinement in Hard Magnetic Mn52Al45.7C2.3 Fabricated Using the Ball-Milling Method
 and
and 
Abstract
:1. Introduction
2. Experimental
2.1. Materials and Instrumentation
2.2. MnAlC Fabrication Process
3. Results and Discussion
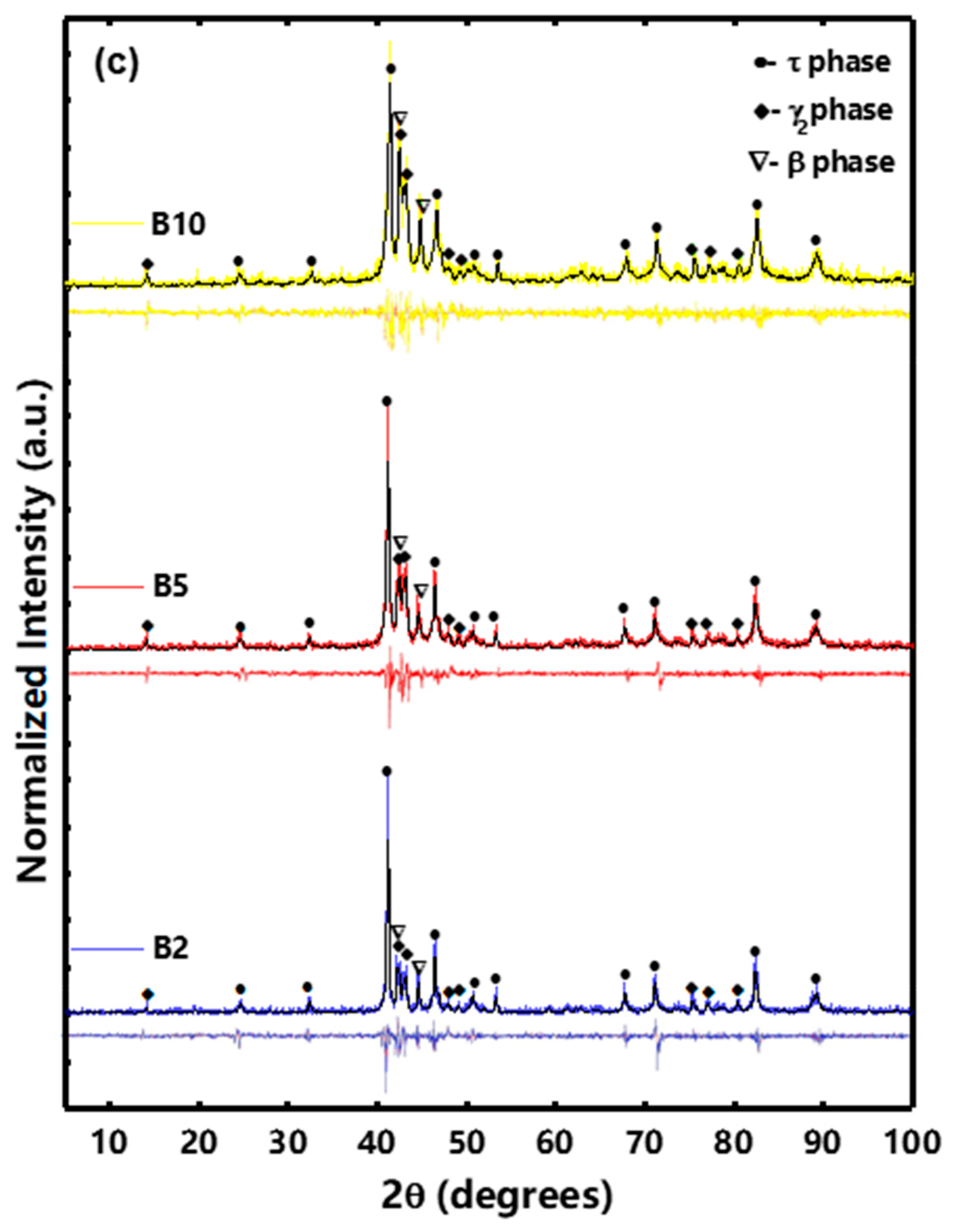
3.1. Structural Characterization
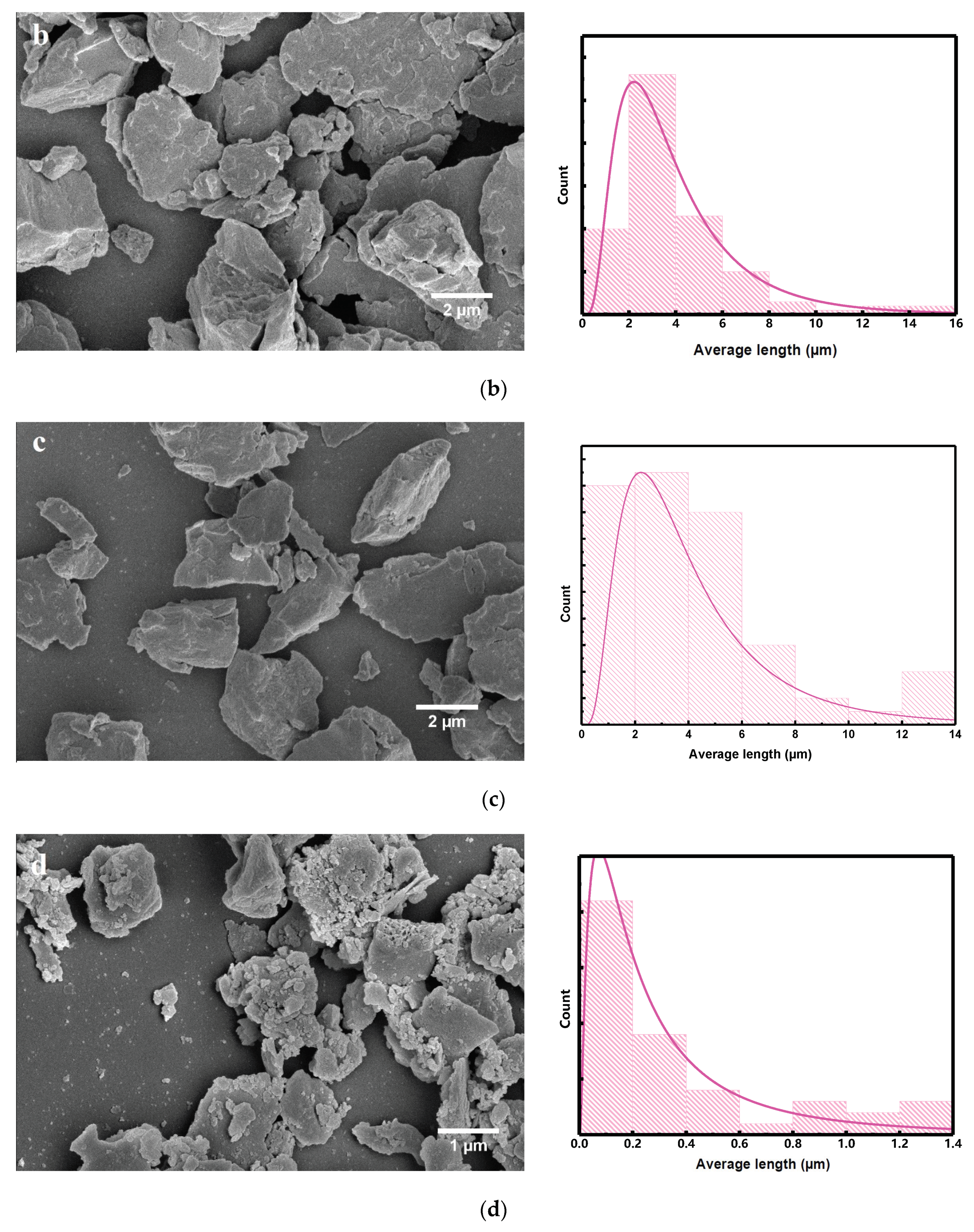
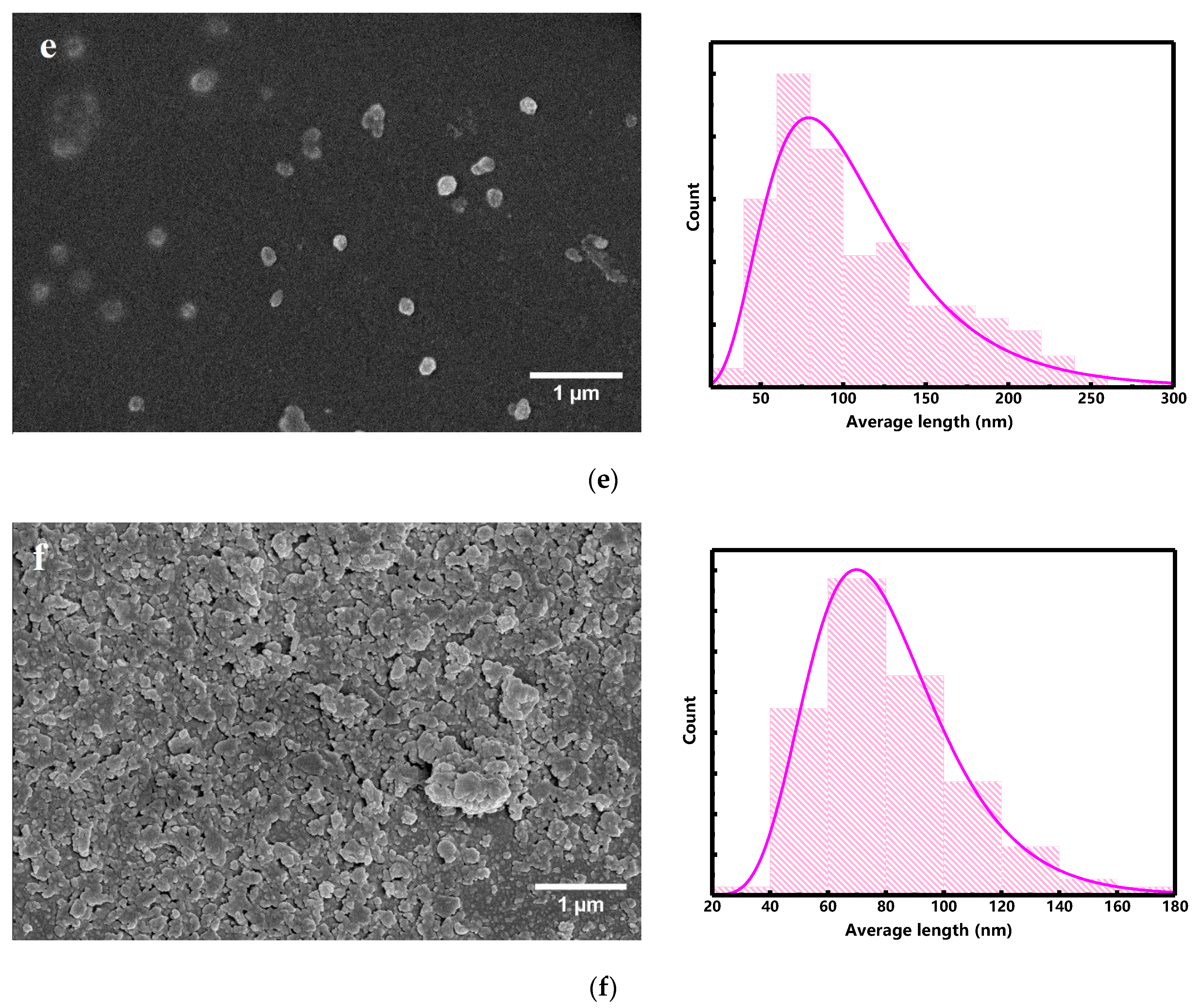
3.2. Morphology Investigation
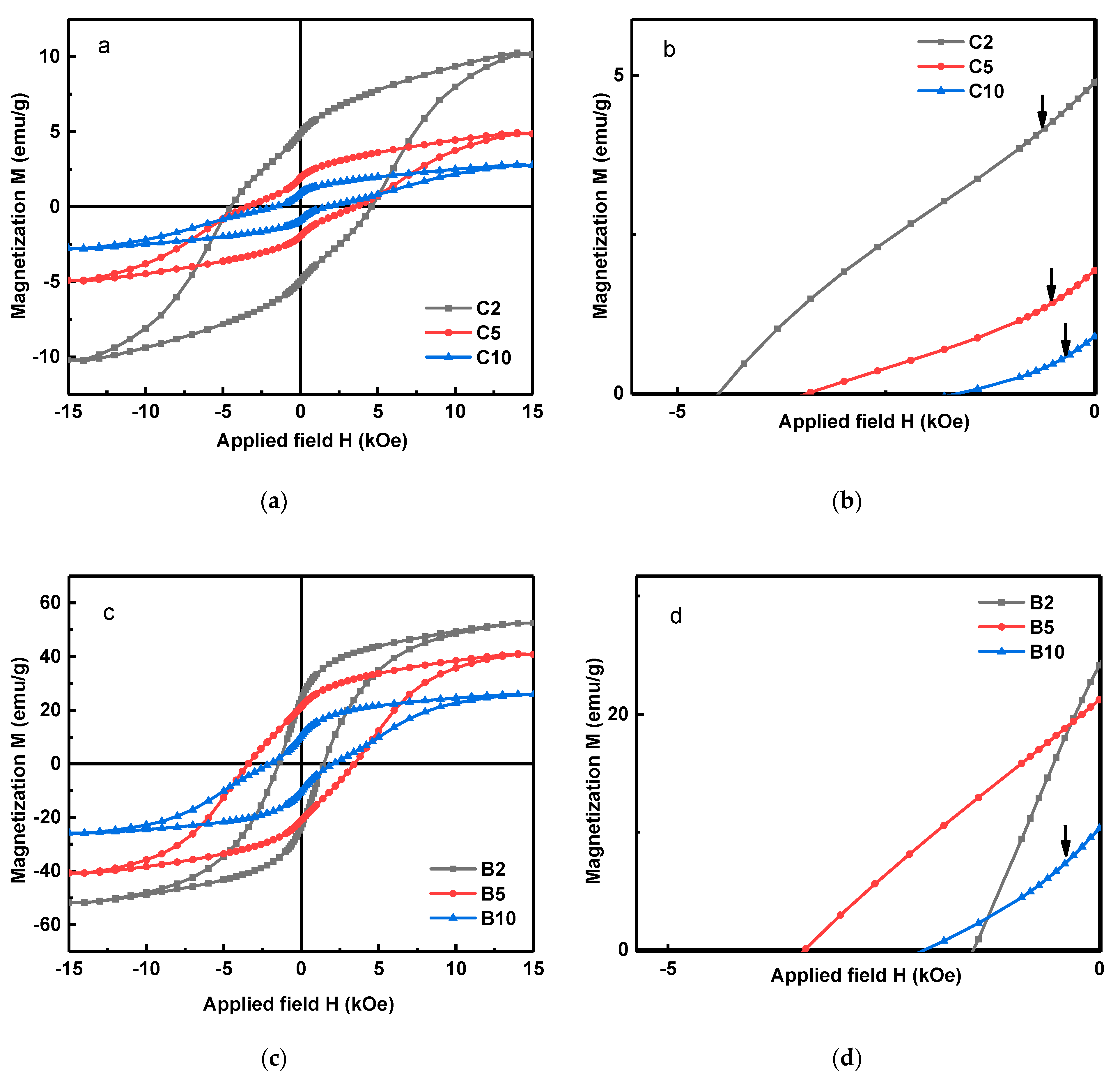
3.3. Magnetic Property Investigation
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kontos, S.; Fang, H.; Li, J.; Delczeg-Czirjak, E.K.; Shafeie, S.; Svedlindh, P.; Sahlberg, M.; Gunnarsson, K. Measured and calculated properties of B-doped τ-phase MnAl—A rare earth free permanent magnet. J. Magn. Magn. Mater. 2018, 474, 591–598. [Google Scholar] [CrossRef]
- Patel, K.; Zhang, J.; Ren, S. Rare-earth-free high energy product manganese-based magnetic materials. Nanoscale 2018, 10, 11701–11718. [Google Scholar] [CrossRef] [PubMed]
- Fang, H.; Cedervall, J.; Hedlund, D.; Shafeie, S.; Deledda, S.; Olsson, F.; von Fieandt, L.; Bednarcik, J.; Svedlindh, P.; Gunnarsson, K.; et al. Structural, microstructural and magnetic evolution in cryo milled carbon doped MnAl. Sci. Rep. 2018, 8, 2525. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Coey, J. Permanent magnets: Plugging the gap. Scr. Mater. 2012, 67, 524–529. [Google Scholar] [CrossRef]
- Zeng, Q.; Baker, I.; Yan, Z.-C. Nanostructured Mn–Al permanent magnets produced by mechanical milling. J. Appl. Phys. 2006, 99, 08E902. [Google Scholar] [CrossRef]
- Zeng, Q.; Baker, I.; Cui, J.B.; Yan, Z.C. Structural and magnetic properties of nanostructured Mn–Al–C magnetic materials. J. Magn. Magn. Mater. 2007, 308, 214–226. [Google Scholar] [CrossRef]
- Jian, H.; Skokov, K.P.; Gutfleisch, O. Microstructure and magnetic properties of Mn–Al–C alloy powders prepared by ball milling. J. Alloy. Compd. 2015, 622, 524–528. [Google Scholar] [CrossRef]
- Liu, Z.W.; Chen, C.; Zheng, Z.G.; Tan, B.H.; Ramanujan, R.V. Phase transitions and hard magnetic properties for rapidly solidified MnAl alloys doped with C, B, and rare earth elements. J. Mater. Sci. 2011, 47, 2333–2338. [Google Scholar] [CrossRef]
- Duan, C.; Qiu, X.; Ma, B.; Zhang, Z.; Jin, Q. The structural and magnetic properties of τ-MnAl films prepared by Mn/Al multilayers deposition plus annealing. Mater. Sci. Eng. B 2009, 162, 185–188. [Google Scholar] [CrossRef]
- Saito, T. Magnetic properties of Mn–Al system alloys produced by mechanical alloying. J. Appl. Phys. 2003, 93, 8686–8688. [Google Scholar] [CrossRef]
- Su, K.; Wang, J.; Wang, H.; Huo, D.; Li, L.; Cao, Y.; Liu, Z. Strain-induced coercivity enhancement in Mn51Al46C3 flakes prepared by surfactant-assisted ball milling. J. Alloy. Compd. 2015, 640, 114–117. [Google Scholar] [CrossRef]
- Su, K.; Chen, X.; Wang, H.; Huo, D.; Liu, Z. Effect of milling on the structure and magnetic properties in Mn54Al46 flakes prepared by surfactant-assisted ball milling. Mater. Charact. 2016, 114, 263–266. [Google Scholar] [CrossRef]
- Marshall, L.G.; McDonald, I.J.; Lewis, L.H. Quantification of the strain-induced promotion of τ-MnAl via cryogenic milling. J. Magn. Magn. Mater. 2016, 404, 215–220. [Google Scholar] [CrossRef]
- Cui, J.; Kramer, M.; Zhou, L.; Liu, F.; Gabay, A.; Hadjipanayis, G.; Balasubramanian, B.; Sellmyer, D. Current progress and future challenges in rare-earth-free permanent magnets. Acta Mater. 2018, 158, 118–137. [Google Scholar] [CrossRef]
- Lucis, M.J.; Prost, T.E.; Jiang, X.; Wang, M.; Shield, J.E. Phase Transitions in Mechanically Milled Mn–Al–C Permanent Magnets. Metals 2014, 4, 130–140. [Google Scholar] [CrossRef] [Green Version]
- Huang, J.H.; Kuo, P.C. Effect of quenching temperature on the formation and magnetic properties of the ferromagnetic τ-phase in Mn–Al–C alloys. Mater. Sci. Eng. B 1993, 20, 292–297. [Google Scholar] [CrossRef]
- Bittner, F.; Schultz, L.; Woodcock, T. The role of the interface distribution in the decomposition of metastable L10-Mn54Al46. J. Alloy. Compd. 2017, 727, 1095–1099. [Google Scholar] [CrossRef]
- Mohapatra, J.; Liu, J.P. Rare-Earth-Free Permanent Magnets: The Past and Future. Handb. Magn. Mater. 2018, 2018, 1–57. [Google Scholar] [CrossRef]
- Yang, J.; Yang, W.; Shao, Z.; Liang, D.; Zhao, H.; Xia, Y.; Yang, Y. Mn-based permanent magnets. Chin. Phys. B 2018, 27, 117503. [Google Scholar] [CrossRef]
- Zijlstra, H.; Haanstra, H.B. Evidence by Lorentz Microscopy for Magnetically Active Stacking Faults in MnAl Alloy. J. Appl. Phys. 1966, 37, 2853–2856. [Google Scholar] [CrossRef]
- Shukla, A.; Pelton, A.D. Thermodynamic Assessment of the Al-Mn and Mg-Al-Mn Systems. J. Phase Equilibria Diffus. 2008, 30, 28–39. [Google Scholar] [CrossRef] [Green Version]
- Sakuma, A. Electronic Structure and Magnetocrystalline Anisotropy Energy of MnAl. J. Phys. Soc. Jpn. 1994, 63, 1422–1428. [Google Scholar] [CrossRef]
- Attyabi, S.N.; Ebrahimi, S.A.S.; Lalegani, Z.; Hamawandi, B. Reverse Magnetization Behavior Investigation of Mn-Al-C-(α-Fe) Nanocomposite Alloys with Different α-Fe Content Using First-Order Reversal Curves Analysis. Nanomaterials 2022, 12, 3303. [Google Scholar] [CrossRef] [PubMed]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Jeffery, G.A. Elements of x-ray diffraction (Cullity, B. D.). J. Chem. Educ. 1957, 34, A178. [Google Scholar] [CrossRef] [Green Version]
- Sato, S.; Irie, S. Metamagnetic behavior in L10-MnAl synthesized by the post annealing of electrodeposited MnAl powder. AIP Adv. 2019, 9, 035015. [Google Scholar] [CrossRef] [Green Version]
- Xiang, Z.; Deng, B.; Zhang, X.; Wang, X.; Cui, E.; Yu, L.; Song, Y.; Lu, W. Nanocrystalline MnAlV rare-earth-free Permanent Magnetic Alloys with Improved Magnetization and Thermal Stability. Intermetallics 2019, 116, 106638. [Google Scholar] [CrossRef]
- Rial, J.; Villanueva, M.; Céspedes, E.; López, N.; Camarero, J.; Marshall, L.G.; Lewis, L.H.; Bollero, A. Application of a novel flash-milling procedure for coercivity development in nanocrystalline MnAl permanent magnet powders. J. Phys. D Appl. Phys. 2017, 50, 105004. [Google Scholar] [CrossRef]
- Lu, W.; Niu, J.; Wang, T.; Xia, K.; Xiang, Z.; Song, Y.; Zhang, H.; Yoshimura, S.; Saito, H. Low-energy mechanically milled τ-phase MnAl alloys with high coercivity and magnetization. J. Alloy. Compd. 2016, 675, 163–167. [Google Scholar] [CrossRef]
- Wei, J.Z.; Song, Z.G.; Yang, Y.B.; Liu, S.Q.; Du, H.L.; Han, J.Z.; Zhou, D.; Wang, C.S.; Yang, Y.C.; Franz, A.; et al. τ-MnAl with high coercivity and saturation magnetization. AIP Adv. 2014, 4, 127113. [Google Scholar] [CrossRef]
- Law, J.; Rial, J.; Villanueva, M.; López, N.; Camarero, J.; Marshall, L.; Blázquez, J.; Borrego, J.; Franco, V.; Conde, A.; et al. Study of phases evolution in high-coercive MnAl powders obtained through short milling time of gas-atomized particles. J. Alloy. Compd. 2017, 712, 373–378. [Google Scholar] [CrossRef] [Green Version]
- Saravanan, P.; Hsu, J.-H.; Vinod, V.T.P.; Černík, M.; Kamat, S.V. Coercivity enhancement in Mn-Al-Cu flakes produced by surfactant-assisted milling. Appl. Phys. Lett. 2015, 107, 192407. [Google Scholar] [CrossRef]
- Sopicka-Lizer, M. (Ed.) High-Energy Ball Milling: Mechanochemical Processing of Nanopowders; Elsevier: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Fuentes, A.F.; Takacs, L. Preparation of multicomponent oxides by mechanochemical methods. J. Mater. Sci. 2013, 48, 598–611. [Google Scholar] [CrossRef]
- Rial, J.; Palmero, E.; Bollero, A. Efficient Nanostructuring of Isotropic Gas-Atomized MnAl Powder by Rapid Milling (30 s). Engineering 2019, 6, 173–177. [Google Scholar] [CrossRef]
- Paupler, P. Mechanical Metallurgy; Mc Graw-Hill Book Co.: New York, NY, USA, 1988; pp. XXIII+751p, DM 138.50; ISBN 0-07-016893-8. [Google Scholar]
- Hosford, W.F. Mechanical Behavior of Materials; Cambridge University Press: Cambridge, UK, 2010. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Milling Container Type | Milling Time (h) | Sample Name |
|---|---|---|
| Cylinder | 2 | C2 |
| 5 | C5 | |
| 10 | C10 | |
| Barrel | 2 | B2 |
| 5 | B5 | |
| 10 | B10 |
| Sample | Phase | c/a | Phase Content (%) | Strain (%) | Size (nm) | Goodness of Fit (GOF) | S |
|---|---|---|---|---|---|---|---|
| C2 | τ | 1.298 | 83.2 | 0.1 | 51.10 | 1.98 | 0.801 |
| β, γ2 | 16.8 | ||||||
| C5 | τ | 1.296 | 76.1 | 0.4 | 39.62 | 1.76 | 0.795 |
| β, γ2 | 23.9 | ||||||
| C10 | τ | 1.295 | 47.7 | 0.89 | 31.92 | 1.96 | 0.754 |
| β, γ2 | 52.3 | ||||||
| B2 | τ | 1.299 | 92.4 | 0.1 | 76.34 | 1.06 | 0.907 |
| β, γ2 | 7.6 | ||||||
| B5 | τ | 1.301 | 86.2 | 0.3 | 57.92 | 1.03 | 0.872 |
| β, γ2 | 13.8 | ||||||
| B10 | τ | 1.300 | 75.3 | 0.2 | 37.01 | 1.10 | 0.816 |
| β, γ2 | 24.7 |
| Sample | Ms (emu g−1) | Mr (emu g−1) | Mr/Ms | Hc (kOe) | HSW (kOe) |
|---|---|---|---|---|---|
| C2 | 10.29 | 4.87 | 0.47 | 4.53 | 5.78 |
| C5 | 4.98 | 1.92 | 0.38 | 3.51 | 6.5 |
| C10 | 2.8 | 0.9 | 0.32 | 1.64 | 6.48 |
| B2 | 52.49 | 24.10 | 0.45 | 1.47 | 0.94 |
| B5 | 40.93 | 21.31 | 0.52 | 3.42 | 4.71 |
| B10 | 25.89 | 10.46 | 0.40 | 2.01 | 4.97 |
| Alloy | Milling Type | Particle Shape | Mr (emu g−1) | Hc (kOe) | Ref. |
|---|---|---|---|---|---|
| Mn54Al46 | SA-HEBM (30 s, 900 rpm, 340 °C) | - | 5 | 4.2 | [35] |
| Mn54Al46 | SA-HEBM (3 min, 900 rpm, 350 °C) | Flake | 10 | 4.5 | [31] |
| Mn54Al46 | SA-HEBM (30–270 s, 900 rpm, 340 °C) | Flake | 5–7 | 4–4.5 | [28] |
| Mn54Al46 | SABM | Flake | - | 3 | [12] |
| Mn54Al43C3 | SPEX 8000 | Flake | 4.6 | [15] | |
| Mn52Al45.7C2.3 | SA-HEBM (cylindrical container, without annealing) | Flake | 4.87 | 4.53 | This work |
| Mn52Al45.7C2.3 | SA-HEBM (barrel container, without annealing) | Nanoparticle | 21.31 | 3.42 | This work |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Attyabi, S.N.; Radmanesh, S.M.A.; Seyyed Ebrahimi, S.A.; Dehghan, H.; Lalegani, Z.; Hamawandi, B. Stress-Induced Grain Refinement in Hard Magnetic Mn52Al45.7C2.3 Fabricated Using the Ball-Milling Method. Materials 2022, 15, 7919. https://doi.org/10.3390/ma15227919
Attyabi SN, Radmanesh SMA, Seyyed Ebrahimi SA, Dehghan H, Lalegani Z, Hamawandi B. Stress-Induced Grain Refinement in Hard Magnetic Mn52Al45.7C2.3 Fabricated Using the Ball-Milling Method. Materials. 2022; 15(22):7919. https://doi.org/10.3390/ma15227919
Chicago/Turabian StyleAttyabi, Seyed Nourallah, Seyed Mohammad Ali Radmanesh, Seyyed Ali Seyyed Ebrahimi, Hossein Dehghan, Zahra Lalegani, and Bejan Hamawandi. 2022. "Stress-Induced Grain Refinement in Hard Magnetic Mn52Al45.7C2.3 Fabricated Using the Ball-Milling Method" Materials 15, no. 22: 7919. https://doi.org/10.3390/ma15227919