Fabrication of Silicon Carbide Fiber-Reinforced Silicon Carbide Matrix Composites Using Binder Jetting Additive Manufacturing from Irregularly-Shaped and Spherical Powders

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
3. Results
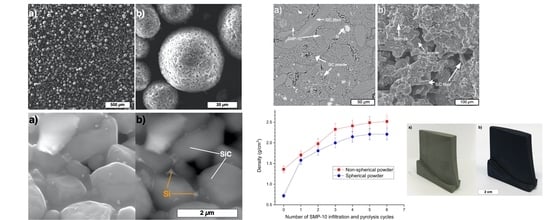
3.1. Powder Characterization
3.2. Densification of the SiCf/SiC Samples During Infiltration and Pyrolysis
3.3. Microstructure Characterization
3.4. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Yoshida, K. Development of silicon carbide fiber-reinforced silicon carbide matrix composites with high performance based on interfacial and microstructure control. J. Ceram. Soc. Jpn. 2010, 118, 82–90. [Google Scholar] [CrossRef] [Green Version]
- Yin, J.; Lee, S.-H.; Feng, L.; Zhu, Y.; Liu, X.; Huang, Z.; Kim, S.-Y.; Han, I.-S. The effects of SiC precursors on the microstructures and mechanical properties of SiCf/SiC composites prepared via polymer impregnation and pyrolysis process. Ceram. Int. 2015, 41, 4145–4153. [Google Scholar] [CrossRef]
- Dong, S.; Katoh, Y.; Kohyama, A. Preparation of SiC/SiC Composites by Hot Pressing, Using Tyranno-SA Fiber as Reinforcement. J. Am. Ceram. Soc. 2003, 86, 26–32. [Google Scholar] [CrossRef]
- Kotani, M.; Kohyama, A.; Okamura, K.; Inoue, T. Fabrication of high performance SiC/SiC composite by polymer impregnation and pyrolysis method. In Ceramic Engineering and Science Proceedings; American Ceramic Society: Westerville, OH, USA, 1999; pp. 309–316. [Google Scholar]
- Kotani, M.; Kohyama, A.; Katoh, Y. Development of SiC/SiC composites by PIP in combination with RS. J. Nucl. Mater. 2001, 289, 37–41. [Google Scholar] [CrossRef]
- Wilhelm, M.; Kornfeld, M.; Wruss, W. Development of SiC–Si composites with fine-grained SiC microstructures. J. Eur. Ceram. Soc. 1999, 19, 2155–2163. [Google Scholar] [CrossRef]
- Klocke, F. Modern approaches for the production of ceramic components. J. Eur. Ceram. Soc. 1997, 17, 457–465. [Google Scholar] [CrossRef]
- Mirzendehdel, A.M.; Suresh, K. Multi-Material topology optimization for additive manufacturing. In Proceedings of the ASME 35th Computers and Information in Engineering Conference, Boston, MA, USA, 2–5 August 2015; 2015; Volume 1A, p. V01AT02A020. [Google Scholar]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Eswara Prasad, N.; Kumar, A.; Subramanyam, J. Ceramic Matrix Composites (CMCs) for aerospace applications. In Aerospace Materials and Material Technologies; Springer: Singapore, 2017; pp. 371–389. [Google Scholar]
- Gonzalez, J.A.; Mireles, J.; Lin, Y.; Wicker, R.B. Characterization of ceramic components fabricated using binder jetting additive manufacturing technology. Ceram. Int. 2016, 42, 10559–10564. [Google Scholar] [CrossRef] [Green Version]
- Du, W.; Ren, X.; Ma, C.; Pei, Z. Ceramic binder jetting additive manufacturing: Particle coating for increasing powder sinterability and part strength. Mater. Lett. 2019, 234, 327–330. [Google Scholar] [CrossRef]
- Snelling, D.A.; Williams, C.B.; Suchicital, C.T.A.; Druschitz, A.P. Binder jetting advanced ceramics for metal-ceramic composite structures. Int. J. Adv. Manuf. Technol. 2017, 92, 531–545. [Google Scholar] [CrossRef]
- Tang, Y.; Zhou, Y.; Hoff, T.; Garon, M.; Zhao, Y.F. Elastic modulus of 316 stainless steel lattice structure fabricated via binder jetting process. Mater. Sci. Technol. 2016, 32, 648–656. [Google Scholar] [CrossRef]
- Rabinskiy, L.; Ripetsky, A.; Sitnikov, S.; Solyaev, Y.; Kahramanov, R. Fabrication of porous silicon nitride ceramics using binder jetting technology. IOP Conf. Ser. Mater. Sci. Eng. 2016, 140, 012023. [Google Scholar] [CrossRef]
- Travitzky, N.; Bonet, A.; Dermeik, B.; Fey, T.; Filbert-Demut, I.; Schlier, L.; Schlordt, T.; Greil, P. Additive manufacturing of ceramic-based materials. Adv. Eng. Mater. 2014, 16. [Google Scholar] [CrossRef]
- Cai, K.; Román-Manso, B.; Smay, J.E.; Zhou, J.; Osendi, M.I.; Belmonte, M.; Miranzo, P. Geometrically Complex Silicon Carbide Structures Fabricated by Robocasting. J. Am. Ceram. Soc. 2012, 95, 2660–2666. [Google Scholar] [CrossRef]
- de Hazan, Y.; Penner, D. SiC and SiOC ceramic articles produced by stereolithography of acrylate modified polycarbosilane systems. J. Eur. Ceram. Soc. 2017, 37, 5205–5212. [Google Scholar] [CrossRef]
- Fielding, G.A.; Bandyopadhyay, A.; Bose, S. Effects of silica and zinc oxide doping on mechanical and biological properties of 3D printed tricalcium phosphate tissue engineering scaffolds. Dent. Mater. 2012, 28, 113–122. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Melcher, R.; Martins, S.; Travitzky, N.; Greil, P. Fabrication of Al2O3-based composites by indirect 3D-printing. Mater. Lett. 2006, 60, 572–575. [Google Scholar] [CrossRef]
- Zhang, W.; Melcher, R.; Travitzky, N.; Bordia, R.K.; Greil, P. Three-Dimensional Printing of Complex-Shaped Alumina/Glass Composites. Adv. Eng. Mater. 2009, 1039–1043. [Google Scholar] [CrossRef]
- Fu, Z.; Schlier, L.; Travitzky, N.; Greil, P. Three-dimensional printing of SiSiC lattice truss structures. Mater. Sci. Eng. A 2013, 560, 851–856. [Google Scholar] [CrossRef]
- Moon, J.; Caballero, A.C.; Hozer, L.; Chiang, Y.-M.; Cima, M.J. Fabrication of functionally graded reaction infiltrated SiC–Si composite by three-dimensional printing (3DPTM) process. Mater. Sci. Eng. A 2001, 298, 110–119. [Google Scholar] [CrossRef]
- Terrani, K.; Jolly, B.; Trammell, M. 3D printing of high-purity silicon carbide. J. Am. Ceram. Soc. 2020, 103, 1575–1581. [Google Scholar] [CrossRef]
- Fleisher, A.; Zolotaryov, D.; Kovalevsky, A.; Muller-Kamskii, G.; Eshed, E.; Kazakin, M.; Popov, V.V. Reaction bonding of silicon carbides by Binder Jet 3D-Printing, phenolic resin binder impregnation and capillary liquid silicon infiltration. Ceram. Int. 2019, 45, 18023–18029. [Google Scholar] [CrossRef]
- Halbig, M.C.; Grady, J.E.; Ramsey, J.; Patterson, C.; Santelle, T. A Fully Nonmetallic Gas Turbine Engine Enabled by Additive Manufacturing Part III: Additive Manufacturing and Characterization of Ceramic Composites. 2015. Available online: https://ntrs.nasa.gov/archive/nasa/casi.ntrs.nasa.gov/20150023455.pdf (accessed on 26 March 2020).
- Bai, Y.; Wagner, G.; Williams, C.B. Effect of Particle Size Distribution on Powder Packing and Sintering in Binder Jetting Additive Manufacturing of Metals. J. Manuf. Sci. Eng. 2017, 139, 081019. [Google Scholar] [CrossRef] [Green Version]
- Du, W.; Ren, X.; Ma, C.; Pei, Z. Binder jetting additive manufacturing of ceramics: A literature review. In Volume 14: Emerging Technologies, Materials: Genetics to Structures, Safety Engineering and Risk Analysis, Proceedings of the ASME 2017 International Mechanical Engineering Congress and Exposition, Tampa, FL, USA, 3–9 November 2017; American Society of Mechanical Engineers: New York, NY, USA, 2017. [Google Scholar]
- Iveković, A.; Dražić, G.; Novak, S. Densification of a SiC-matrix by electrophoretic deposition and polymer infiltration and pyrolysis process. J. Eur. Ceram. Soc. 2011, 31, 833–840. [Google Scholar] [CrossRef]
- Evans, A.G.; Wilshaw, T.R. Quasi-static solid particle damage in brittle solids—I. Observations analysis and implications. Acta Metall. 1976, 24, 939–956. [Google Scholar] [CrossRef]
- Niihara, K. A fracture mechanics analysis of indentation-induced Palmqvist crack in ceramics. J. Mater. Sci. Lett. 1983, 2, 221–223. [Google Scholar] [CrossRef]
- Haase, V.; Kirschstein, G.; List, H.; Ruprecht, S.; Sangster, R.; Schröder, F.; Töpper, W.; Vanecek, H.; Heit, W.; Schlichting, J.; et al. The Si-C Phase Diagram. In Si Silicon; Springer: Berlin/Heidelberg, Germany, 1985; pp. 1–5. [Google Scholar]
- Yakimova, R.; Syväjärvi, M. Liquid Phase Epitaxy of Silicon Carbide. In Liquid Phase Epitaxy of Electronic, Optical and Optoelectronic Materials; John Wiley & Sons, Ltd.: Chichester, UK, 2007; pp. 179–201. [Google Scholar]
- Károly, Z.; Mohai, I.; Klébert, S.; Keszler, A.; Sajó, I.E.; Szépvölgyi, J. Synthesis of SiC powder by RF plasma technique. Powder Technol. 2011, 214, 300–305. [Google Scholar] [CrossRef]
- Li, H.; Zhang, L.; Cheng, L.; Wang, Y.; Yu, Z.; Huang, M.; Tu, H.; Xia, H. Effect of the polycarbosilane structure on its final ceramic yield. J. Eur. Ceram. Soc. 2008, 28, 887–891. [Google Scholar] [CrossRef]
- Luo, Z.; Zhou, X.; Yu, J.; Wang, F. High-performance 3D SiC/PyC/SiC composites fabricated by an optimized PIP process with a new precursor and a thermal molding method. Ceram. Int. 2014, 40, 6525–6532. [Google Scholar] [CrossRef]
- Hayun, S.; Paris, V.; Mitrani, R.; Kalabukhov, S.; Dariel, M.P.; Zaretsky, E.; Frage, N. Microstructure and mechanical properties of silicon carbide processed by Spark Plasma Sintering (SPS). Ceram. Int. 2012, 38, 6335–6340. [Google Scholar] [CrossRef]
- Munro, R.G. Material Properties of a Sintered α-SiC. J. Phys. Chem. Ref. Data 1997, 26, 1195–1203. [Google Scholar] [CrossRef]
- Lee, J.-S.; Imai, M.; Yano, T. Fabrication and mechanical properties of oriented SiC short-fiber-reinforced SiC composite by tape casting. Mater. Sci. Eng. A 2003, 339, 90–95. [Google Scholar] [CrossRef]
- Shin, D.-W.; Park, S.S.; Choa, Y.-H.; Niihara, K. Silicon/Silicon Carbide Composites Fabricated by Infiltration of a Silicon Melt into Charcoal. J. Am. Ceram. Soc. 2004, 82, 3251–3253. [Google Scholar] [CrossRef]
- Liu, H.; Cheng, H.; Wang, J.; Tang, G. Dielectric properties of the SiC fiber-reinforced SiC matrix composites with the CVD SiC interphases. J. Alloy. Compd. 2010, 491, 248–251. [Google Scholar] [CrossRef]
- Liu, H.; Cheng, H.; Wang, J.; Tang, G. Effects of the single layer CVD SiC interphases on the mechanical properties of the SiCf/SiC composites fabricated by PIP process. Ceram. Int. 2010, 36, 2033–2037. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Powder | Powder Treatment | Fibers Used | Fabrication of Samples | Post-Treatment of Samples |
|---|---|---|---|---|
| Irregular SiC (d50 = 38.3 µm) | None (1) Milling; (2) Mixing with 5 wt.% of Si powder; (3) Spray drying; (4) Plasma treatment | 30% vol. of SiC fibers mixed with the SiC powder | Binder jetting | SMP-10 infiltration and pyrolysis |
| SiC Powder Particles | Hv. GPa | Fracture Toughness K1C, MPa·m1/2 |
|---|---|---|
| Irregular | 11.6 | 3.58 |
| Spherical | 20.8 | 6.13 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Polozov, I.; Razumov, N.; Masaylo, D.; Silin, A.; Lebedeva, Y.; Popovich, A. Fabrication of Silicon Carbide Fiber-Reinforced Silicon Carbide Matrix Composites Using Binder Jetting Additive Manufacturing from Irregularly-Shaped and Spherical Powders. Materials 2020, 13, 1766. https://doi.org/10.3390/ma13071766
Polozov I, Razumov N, Masaylo D, Silin A, Lebedeva Y, Popovich A. Fabrication of Silicon Carbide Fiber-Reinforced Silicon Carbide Matrix Composites Using Binder Jetting Additive Manufacturing from Irregularly-Shaped and Spherical Powders. Materials. 2020; 13(7):1766. https://doi.org/10.3390/ma13071766
Chicago/Turabian StylePolozov, Igor, Nikolay Razumov, Dmitriy Masaylo, Alexey Silin, Yuliya Lebedeva, and Anatoly Popovich. 2020. "Fabrication of Silicon Carbide Fiber-Reinforced Silicon Carbide Matrix Composites Using Binder Jetting Additive Manufacturing from Irregularly-Shaped and Spherical Powders" Materials 13, no. 7: 1766. https://doi.org/10.3390/ma13071766