Gradient-Modified HfC-SiC Mixed Bi-Interlayers Synthesized under Different TMS Flow Rate Increment for Depositing Diamond Coating onto WC-Co Substrate

Abstract
:1. Introduction
2. Experimental Procedure
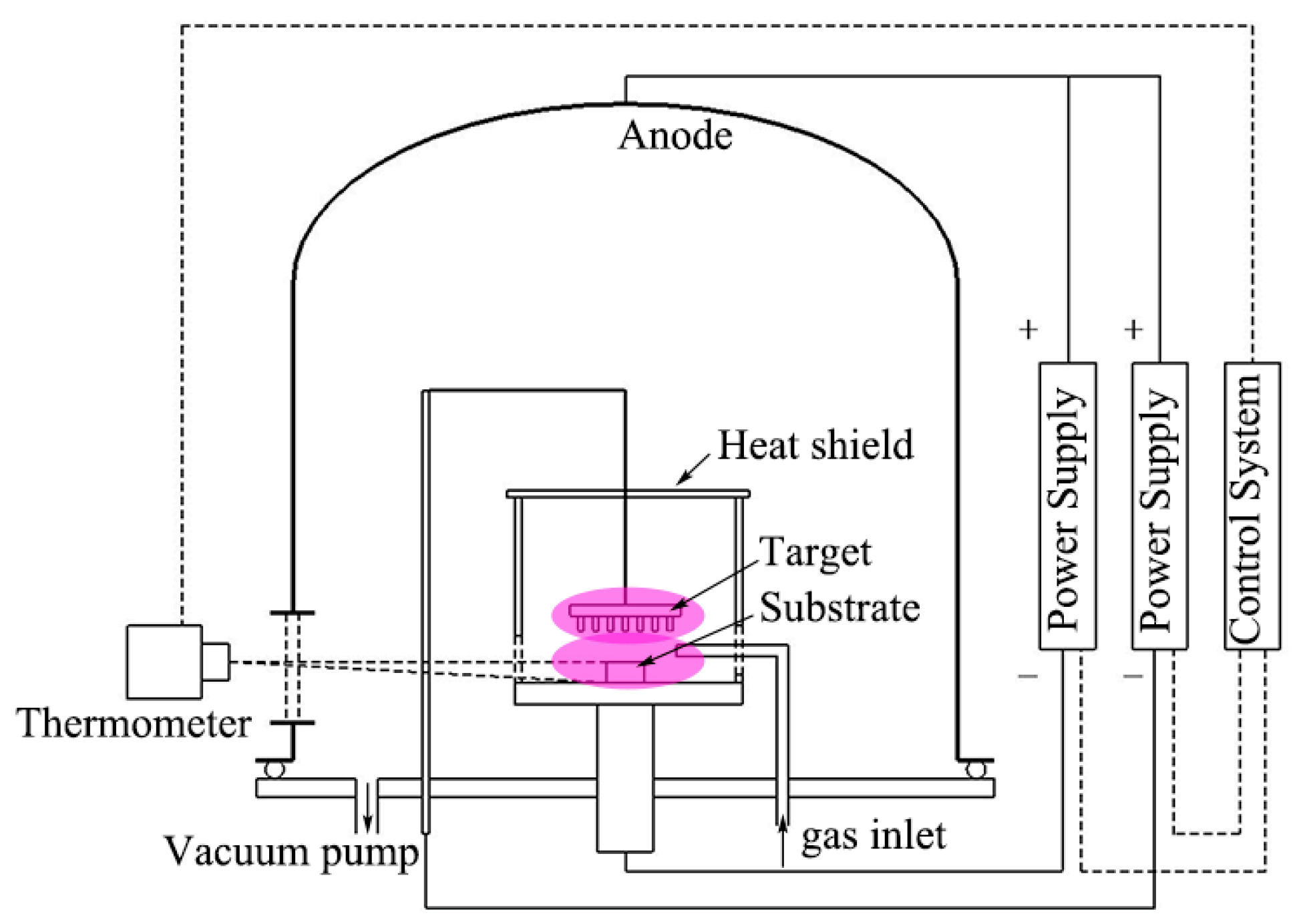
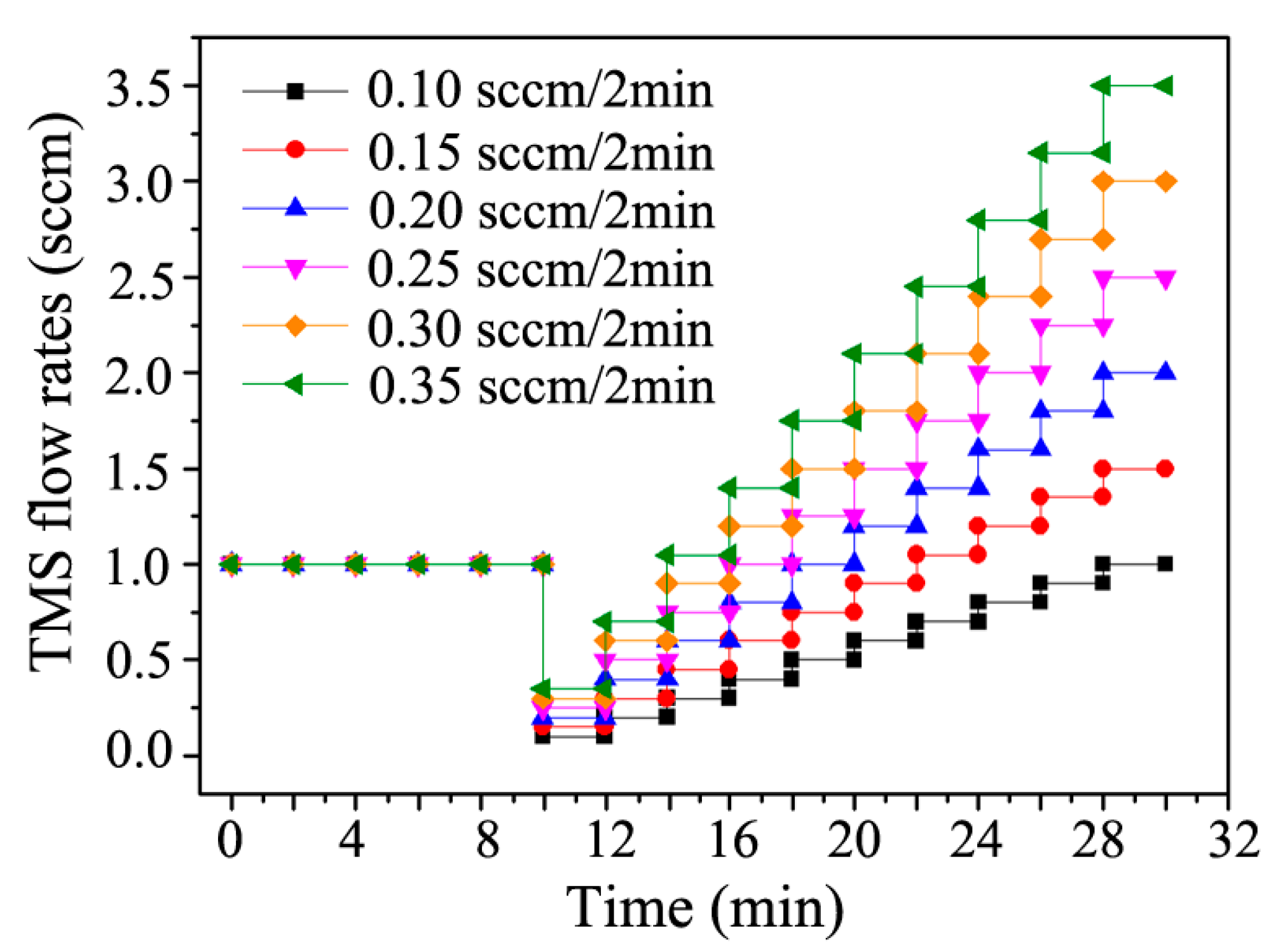
2.1. Preparation of the HfC-SiC Mixed Bi-Interlayers
2.2. Deposition of Diamond Coating
2.3. Characteristics of HfC-SiC Mixed Bi-Interlayer and Diamond Coating
2.4. Mechanical Properties of HfC-SiC Mixed Bi-Interlayer and Diamond Coating
3. Results and Discussion
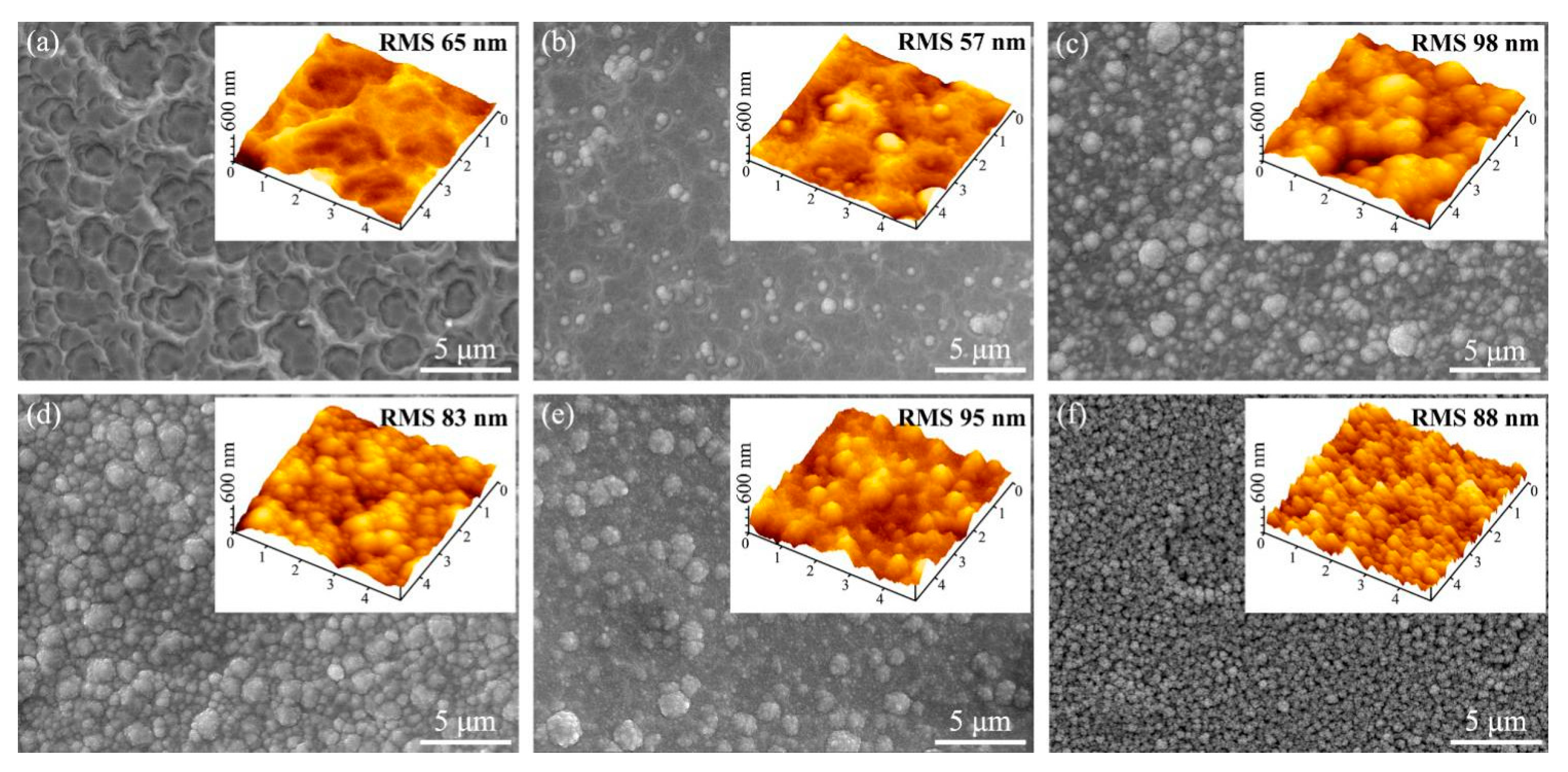
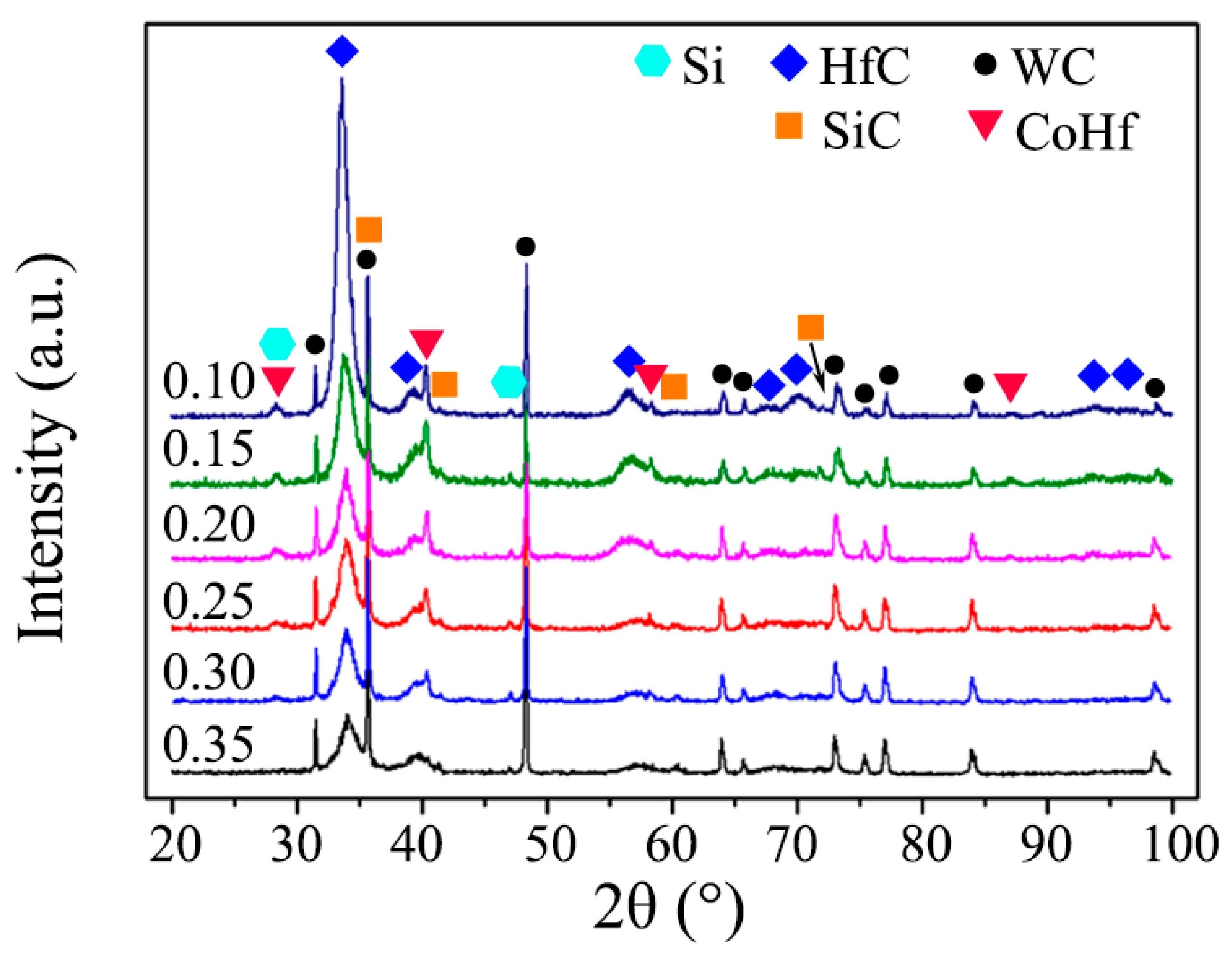
3.1. The Microstructure of the Prepared HfC-SiC Mixed Bi-Interlayers
3.2. Adhesion and Surface Microhardness of the Bi-Interlayers
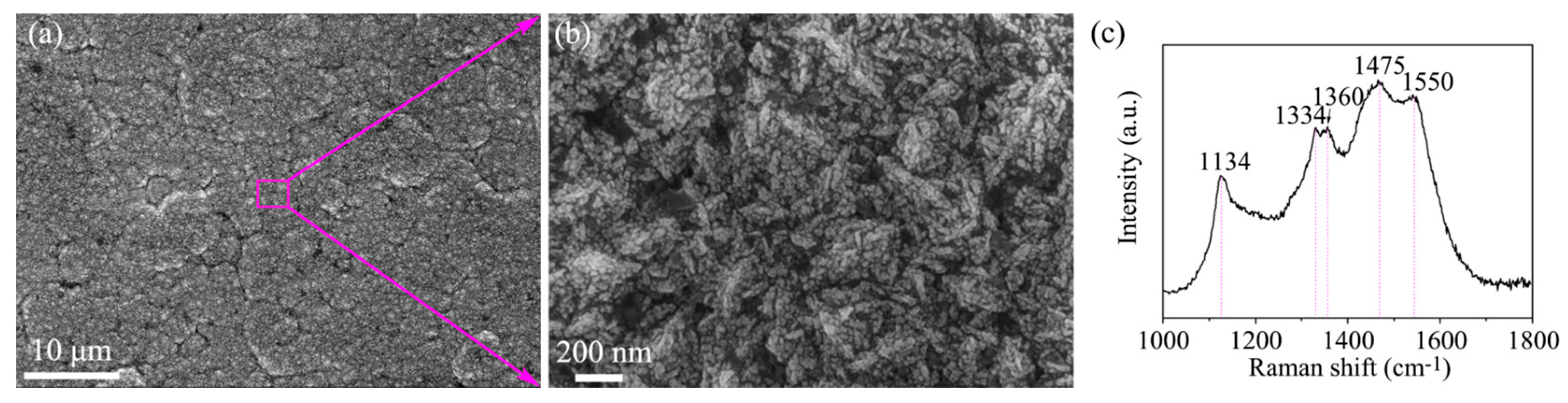
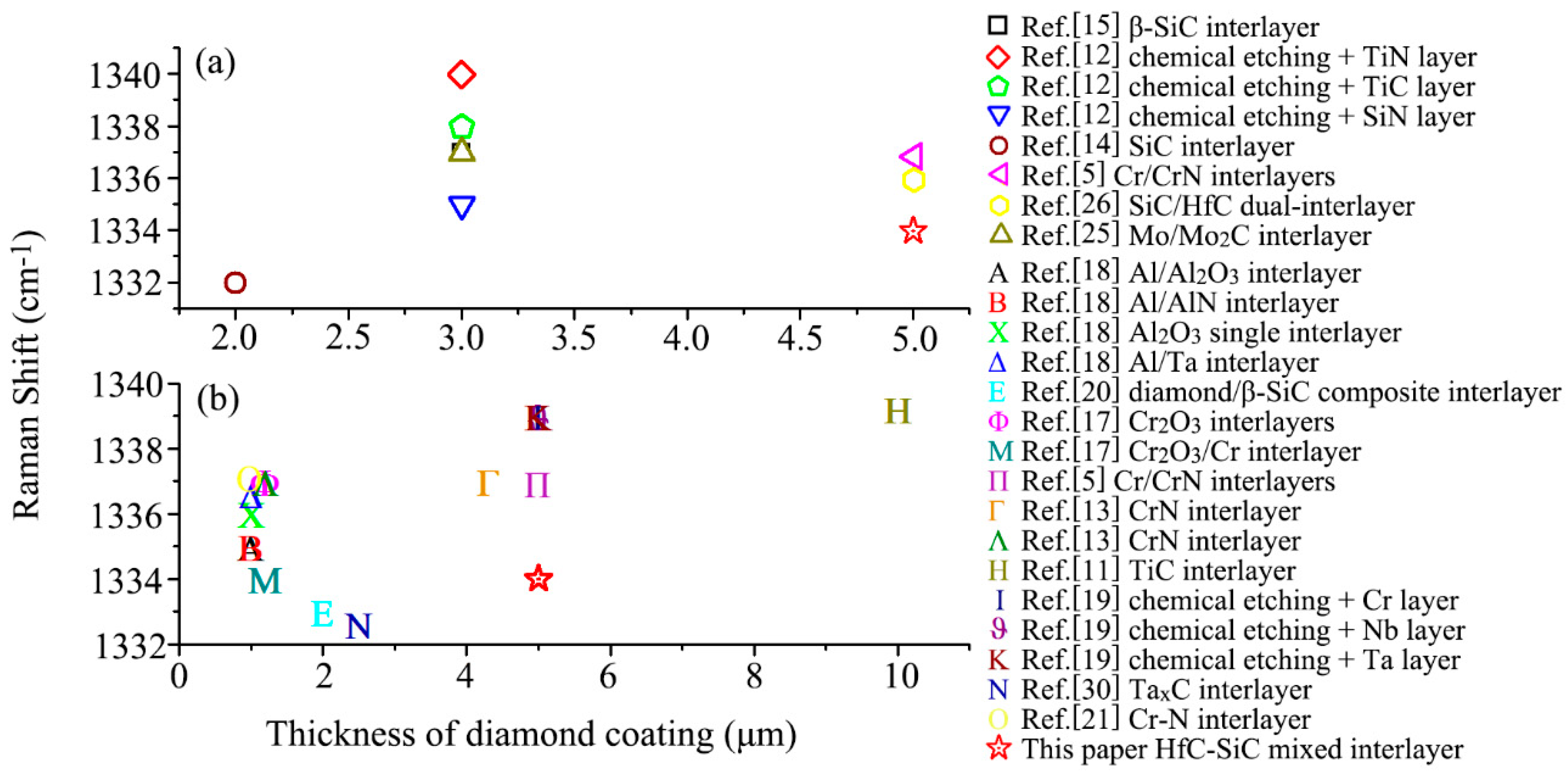
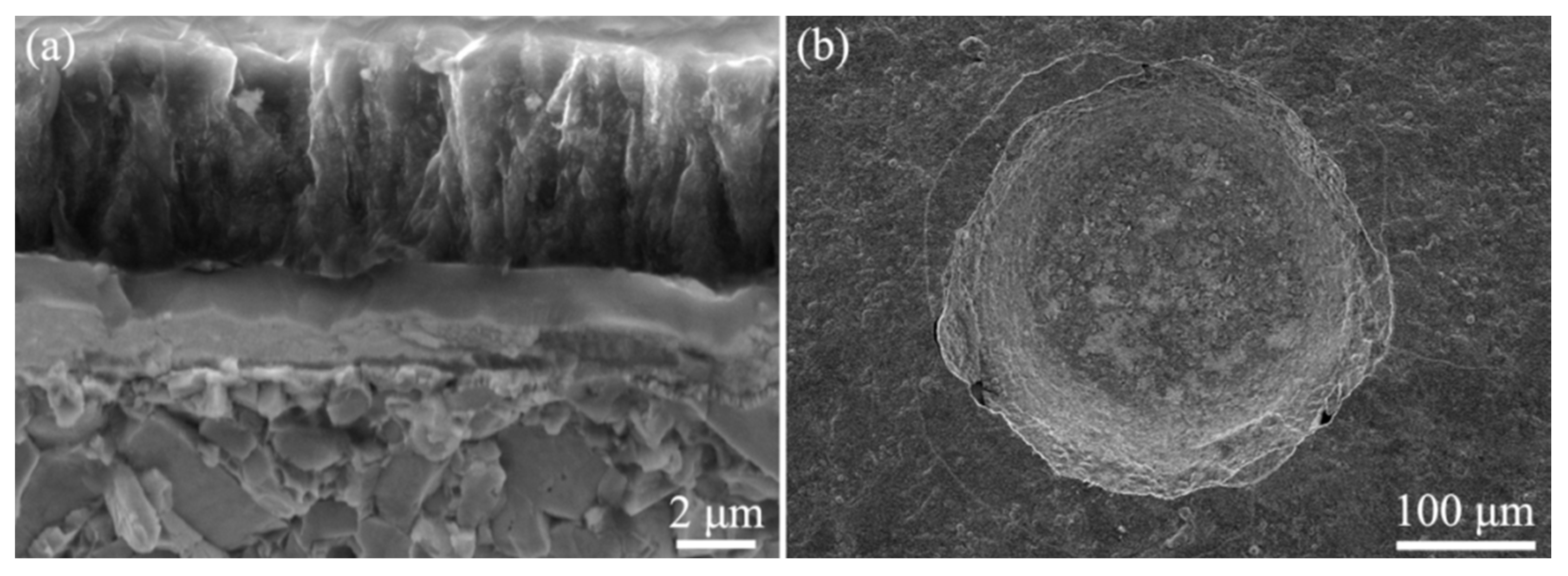
3.3. Deposition of Diamond Coatings on Well-Adhered HfC-SiC Mixed Bi-Interlayers
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Davim, J.P.; Mata, F. Chemical vapour deposition (CVD) diamond coated tools performance in machining of PEEK composites. Mater. Design 2008, 29, 1568–1574. [Google Scholar] [CrossRef]
- Xiang, D.H.; Feng, H.R.; Guo, Z.H.; Zhang, L.; Wu, B.F. Preparation technology and properties of microtexture diamond-coated tools. Int. J. Refract. Met. H. 2018, 76, 16–24. [Google Scholar] [CrossRef]
- Chandran, M.; Hoffman, A. Diamond film deposition on WC–Co and steel substrates with a CrN interlayer for tribological applications. J. Phys. D. Appl. Phys. 2016, 49, 213002–213028. [Google Scholar] [CrossRef]
- Lux, B.; Haubner, R. Diamond deposition on cutting tools. Ceram. Int. 1996, 22, 347–351. [Google Scholar] [CrossRef]
- Polini, R.; Barletta, M.; Cristofanilli, G. Wear resistance of nano-and micro-crystalline diamond coatings onto WC–Co with Cr/CrN interlayers. Thin Solid Films 2010, 519, 1629–1635. [Google Scholar] [CrossRef]
- Jiang, X.; Zhuang, H. Diamond/β-SiC Composite Thin Films: Preparation, Properties and Applications; Springer Science and Business Media LLC: Cham, Switzerland, 2014; Volume 121, pp. 31–52. [Google Scholar]
- Cabral, G.; Gäbler, J.; Lindner, J.; Gracio, J.; Polini, R. A study of diamond film deposition on WC–Co inserts for graphite machining: Effectiveness of SiC interlayers prepared by HFCVD. Diam. Relat. Mater. 2008, 17, 1008–1014. [Google Scholar] [CrossRef]
- Geng, C.L.; Tang, W.Z.; Hei, L.F.; Liu, S.T.; Lu, F.X. Fracture strength of two-step pretreated and diamond coated cemented carbide microdrills. Int. J. Refract. Met. Hard Mat. 2007, 25, 159–165. [Google Scholar] [CrossRef]
- Xu, F.; Xu, J.H.; Yuen, M.F.; Zheng, L.; Lu, W.Z.; Zuo, D.W. Adhesion improvement of diamond coatings on cemented carbide with high cobalt content using PVD interlayer. Diam. Relat. Mater. 2013, 34, 70–75. [Google Scholar] [CrossRef]
- Li, Y.S.; Tang, Y.; Yang, Q.; Shimada, S.; Wei, R.; Lee, K.Y.; Hirose, A. Al-enhanced nucleation and adhesion of diamond films on WC–Co substrates. Int. J. Refract. Met. Hard Mat. 2008, 26, 465–471. [Google Scholar] [CrossRef]
- Yu, X.; Zhao, X.A.; Liu, Y.Y.; Hua, M.; Jiang, X. The effects of Ti carbonization on the nucleation and oriented growth of diamond films on cemented carbide. ACS Appl. Mater. Inter. 2014, 6, 4669–4677. [Google Scholar] [CrossRef]
- Liu, M.N.; Bian, Y.B.; Zheng, S.J.; Zhu, T.; Chen, Y.G.; Chen, Y.L.; Wang, J.S. Growth and mechanical properties of diamond films on cemented carbide with buffer layers. Thin Solid Films 2015, 584, 165–169. [Google Scholar] [CrossRef]
- Chandran, M.; Sammler, F.; Uhlmann, E.; Akhvlediani, R.; Hoffman, A. Wear performance of diamond coated WC-Co tools with a CrN interlayer. Diam. Relat. Mater. 2017, 73, 47–55. [Google Scholar] [CrossRef]
- Wang, G.; Lu, X.; Ding, M.; Liu, Y.; Tang, W.; Zhang, B. Diamond coatings deposited on cemented carbide substrates with SiC as interlayers: Preparation and erosion resistance tests. Diam. Relat. Mater. 2017, 73, 105–113. [Google Scholar] [CrossRef]
- Hei, H.; Yu, S.; Shen, Y.; Li, X.; Ma, J.; Tang, B.; Tang, W. Growth of β-SiC interlayers on WC–Co substrates with varying hydrogen/tetramethylsilane flow ratio for adhesion enhancement of diamond coatings. Surf. Coat. Tech. 2015, 272, 278–284. [Google Scholar] [CrossRef]
- Tang, Y.; Li, Y.S.; Yang, Q.; Hirose, A. Deposition and characterization of diamond coatings on WC-Co cutting tools with W/Al interlayer. Diam. Relat. Mater. 2010, 19, 496–499. [Google Scholar] [CrossRef]
- Ye, F.; Mohammadtaheri, M.; Li, Y.S.; Shiri, S.; Yang, Q.; Chen, N. Diamond nucleation and growth on WC-Co inserts with Cr2O3-Cr interlayer. Surf. Coat. Tech. 2018, 340, 190–198. [Google Scholar] [CrossRef]
- Ye, F.; Li, Y.S.; Sun, X.Y.; Yang, Q.; Kim, C.Y.; Odeshi, A.G. CVD diamond coating on WC-Co substrate with Al-based interlayer. Surf. Coat. Tech. 2016, 308, 121–127. [Google Scholar] [CrossRef]
- Poulon-Quintin, A.; Faure, C.; Teulé-Gay, L.; Manaud J., P. A multilayer innovative solution to improve the adhesion of nanocrystalline diamond coatings. Appl. Surf. Sci. 2015, 331, 27–34. [Google Scholar] [CrossRef] [Green Version]
- Wang, T.; Zhuang, H.; Jiang, X. One step deposition of highly adhesive diamond films on cemented carbide substrates via diamond/β-SiC composite interlayers. Appl. Surf. Sci. 2015, 359, 790–796. [Google Scholar] [CrossRef]
- Fischer, M.; Chandran, M.; Akhvlediani, R.; Hoffman, A. The influence of deposition temperature on the adhesion of diamond films deposited on WC–Co substrates using a Cr–N interlayer. Phys. Status Solidi A 2015, 212, 2628–2635. [Google Scholar] [CrossRef]
- Wei, Q.P.; Yu, Z.M.; Ma, L.; Yin D., F.; Ye, J. The effects of temperature on nanocrystalline diamond films deposited on WC–13 wt.% Co substrate with W–C gradient layer. Appl. Surf. Sci. 2009, 256, 1322–1328. [Google Scholar] [CrossRef]
- Xu, Z. Method and Apparatus for Introducing Normally Solid Materials into Substrate Surfaces. U.S. Patent No. 4,520,268, 28 May 1985. [Google Scholar]
- Xu, Z.; Liu, X.; Zhang, P.; Zhang, Y.; Zhang, G.; He, Z. Double glow plasma surface alloying and plasma nitriding. Surf. Coat. Tech. 2007, 201, 4822–4825. [Google Scholar] [CrossRef]
- Gao, J.; Hei, H.J.; Zheng, K.; Gao, X.Y.; Liu, X.P.; Tang, B.; He, Z.Y.; Yu, S.W. On the use of Mo/Mo2C gradient interlayers in diamond deposition onto cemented carbide substrates. Surf. Rev. Lett. 2016, 23, 1550109–1550117. [Google Scholar] [CrossRef]
- Gao, J.; Hei, H.J.; Zheng, K.; Wang, R.; Shen, Y.Y.; Liu, X.P.; Tang, B.; He, Z.Y.; Yu, S.W. Design and synthesis of diffusion-modified HfC/HfC-SiC bilayer system onto WC-Co substrate for adherent diamond deposition. J. Alloy. Compd. 2017, 705, 376–383. [Google Scholar] [CrossRef]
- Zheng, K.; Gao, J.; Hei, H.J.; Wang, Y.S.; Yu, S.W.; He, Z.Y.; Tang, B.; Wu, Y.C. Design and fabrication of HfC, SiC/HfC and HfC-SiC/HfC interlayers for improving the adhesion between diamond coatings and cemented carbides. J. Alloy. Compd. 2020, 815, 152405–152413. [Google Scholar] [CrossRef]
- An, K.; Yu, S.W.; Li, X.J.; Shen, Y.Y.; Zhou, B.; Zhang, G.J.; Liu, X.P. Microwave plasma reactor with conical-reflector for diamond deposition. Vacuum 2015, 117, 112–120. [Google Scholar] [CrossRef]
- Vidakis, N.; Antoniadis, A.; Bilalis, N. The VDI 3198 indentation test evaluation of a reliable qualitative control for layered compounds. J. Mater. Process Tech. 2003, 143, 481–485. [Google Scholar] [CrossRef]
- Rong, W.L.; Hei, H.J.; Zhong, Q.; Shen, Y.Y.; Liu, X.P.; Wang, X.; Zhou, B.; He, Z.Y.; Yu, S.W. Nanostructured TaxC interlayer synthesized via double glow plasma surface alloying process for diamond deposition on cemented carbide. Appl. Surf. Sci. 2015, 359, 41–47. [Google Scholar] [CrossRef]
- Wang, B.B.; Wang, W.L.; Liao, K.J. Micro-defects produced on a substrate by a glow discharge and the role of such defects on diamond nucleation. Thin Solid Films 2001, 401, 77–83. [Google Scholar] [CrossRef]
- Hojman, E.; Akhvlediani, R.; Layyous, A.; Hoffman, A. Diamond CVD film formation onto WC–Co substrates using a thermally nitrided Cr diffusion-barrier. Diam. Relat. Mater. 2013, 39, 65–72. [Google Scholar] [CrossRef]
- Burton, A.W.; Ong, K.; Rea, T.; Chan, I.Y. On the estimation of average crystallite size of zeolites from the Scherrer equation: A critical evaluation of its application to zeolites with one-dimensional pore systems. Micropor. Mesopor. Mat. 2009, 117, 75–90. [Google Scholar] [CrossRef]
- Liu, J.X.; Huang, X.; Zhang, G.J. Pressureless sintering of hafnium carbide–silicon carbide ceramics. J. Am. Ceram. Soc. 2013, 96, 1751–1756. [Google Scholar] [CrossRef]
- Vekilov, P.G. Nucleation. Cryst. Growth Des. 2010, 10, 5007–5019. [Google Scholar] [CrossRef] [PubMed]
- Pierson, H.O. Handbook of Refractory Carbides and Nitrides: Properties, Characteristics, Processing and Applications; Noyes Publications: New York, NY, USA, 1996; pp. 55–65. [Google Scholar]
- Li, W.; He, X.; Li, H. The effects of ion bombarding energy on the structure and properties of TiN films synthesized by dual ion beam sputtering. J. Appl. Phys. 1994, 75, 2002–2006. [Google Scholar] [CrossRef]
- Shahzad, M.; Chaussumier, M.; Chieragatti, R.; Mabru, C.; Rezai-Aria, F. Effect of sealed anodic film on fatigue performance of 2214-T6 aluminum alloy. Surf. Coat. Tech. 2012, 206, 2733–2739. [Google Scholar] [CrossRef] [Green Version]
- Fan, Q.H.; Gracio, J.; Pereira, E. Evaluation of residual stresses in chemical-vapor-deposited diamond films. J. Appl. Phys. 2000, 87, 2880–2884. [Google Scholar] [CrossRef]
- Ahmed, F.; Durst, K.; Rosiwal, S.; Fandrey, J.; Schaufler, J.; Goeken, M. In-situ tensile testing of crystalline diamond coatings using Raman spectroscopy. Surf. Coat. Tech. 2009, 204, 1022–1025. [Google Scholar] [CrossRef]
- Huang, Y.C.; Chang, S.Y.; Chang, C.H. Effect of residual stresses on mechanical properties and interface adhesion strength of SiN thin films. Thin Solid Films 2009, 517, 4857–4861. [Google Scholar] [CrossRef]
- Tang, W.; Wang, S.; Lu, F. Preparation and performance of diamond coatings on cemented carbide inserts with cobalt boride interlayers. Diam. Relat. Mater. 2000, 9, 1744–1748. [Google Scholar] [CrossRef]
- Buijnsters, J.G.; Shankar, P.; Gopalakrishnan, P.; van Enckevort, W.J.P.; Schermer, J.J.; Ramakrishnan, S.S.; ter Meulena, J.J. Diffusion-modified boride interlayers for chemical vapour deposition of low-residual-stress diamond films on steel substrates. Thin Solid Films 2003, 426, 85–93. [Google Scholar] [CrossRef]
- Buijnsters, J.G.; Shankar, P.; van Enckevort, W.J.P.; Schermer, J.J.; ter Meulen, J.J. Adhesion analysis of polycrystalline diamond films on molybdenum by means of scratch, indentation and sand abrasion testing. Thin Solid Films 2005, 474, 186–196. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TMS Flow Rate Increment | HfC(111) | |
|---|---|---|
| β(o) | D(nm) | |
| 0.10 sccm/2min | 1.13 | 7.3 |
| 0.15 sccm/2min | 1.31 | 6.3 |
| 0.20 sccm/2min | 1.45 | 5.7 |
| 0.25 sccm/2min | 1.67 | 4.9 |
| 0.30 sccm/2min | 1.70 | 4.8 |
| 0.35 sccm/2min | 1.79 | 4.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, K.; Gao, J.; Yu, S.; Wang, Y.; Hei, H.; Ma, Y.; Zhou, B.; Tang, B.; Wu, Y. Gradient-Modified HfC-SiC Mixed Bi-Interlayers Synthesized under Different TMS Flow Rate Increment for Depositing Diamond Coating onto WC-Co Substrate. Materials 2020, 13, 1558. https://doi.org/10.3390/ma13071558
Zheng K, Gao J, Yu S, Wang Y, Hei H, Ma Y, Zhou B, Tang B, Wu Y. Gradient-Modified HfC-SiC Mixed Bi-Interlayers Synthesized under Different TMS Flow Rate Increment for Depositing Diamond Coating onto WC-Co Substrate. Materials. 2020; 13(7):1558. https://doi.org/10.3390/ma13071558
Chicago/Turabian StyleZheng, Ke, Jie Gao, Shengwang Yu, Yongsheng Wang, Hongjun Hei, Yong Ma, Bing Zhou, Bin Tang, and Yucheng Wu. 2020. "Gradient-Modified HfC-SiC Mixed Bi-Interlayers Synthesized under Different TMS Flow Rate Increment for Depositing Diamond Coating onto WC-Co Substrate" Materials 13, no. 7: 1558. https://doi.org/10.3390/ma13071558