The Effect of Ultrasonic Cleaning on the Secondary Electron Yield, Surface Topography, and Surface Chemistry of Laser Treated Aluminum Alloy



Abstract
:1. Introduction
2. Experiments and Methods
2.1. Sample Preparation and Cleaning Procedures
2.2. Laser Parameters
2.3. Characterization Method
3. Results and Discussion
3.1. The Effect of Ultrasonic Cleaning on SEY
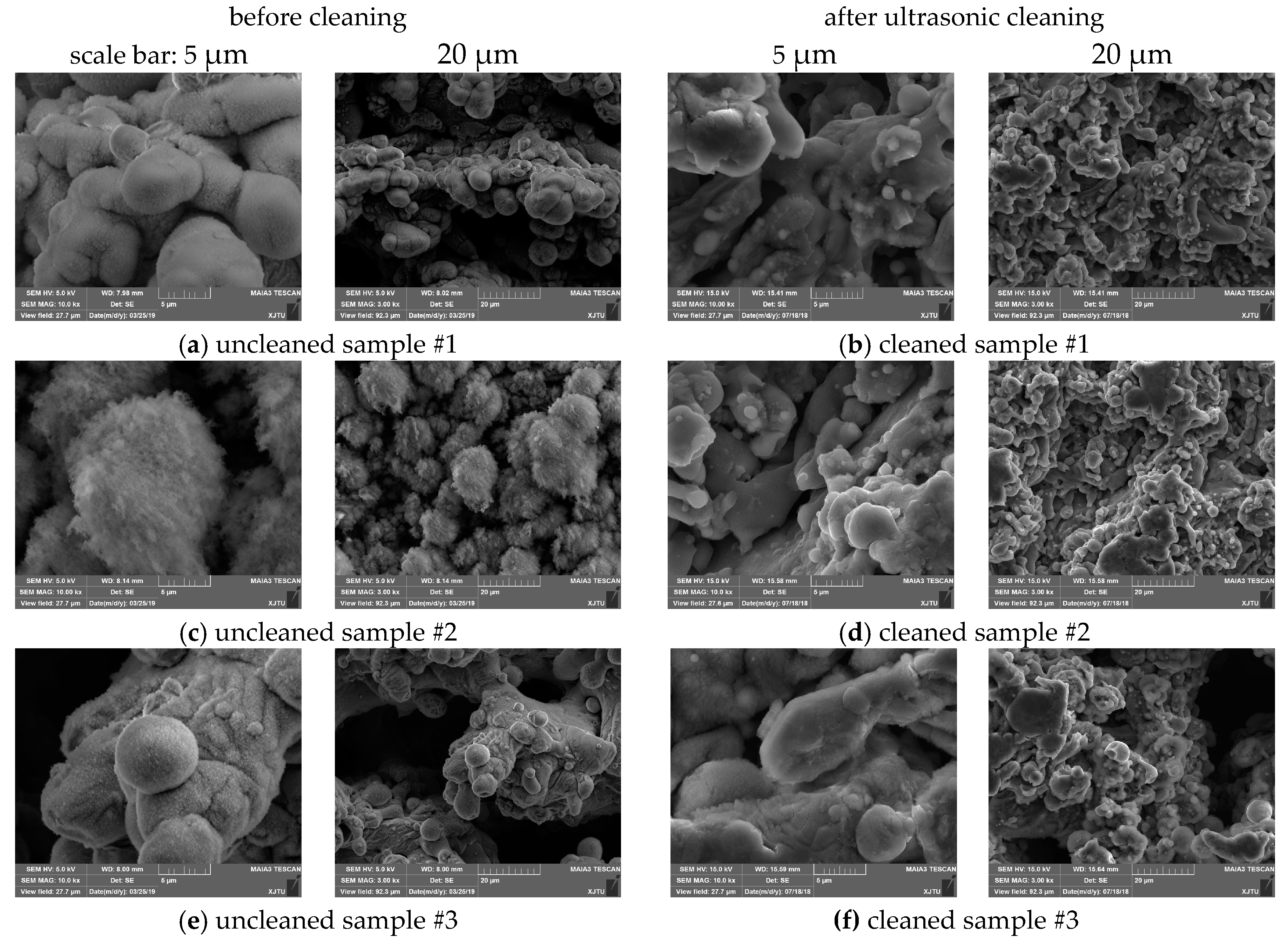
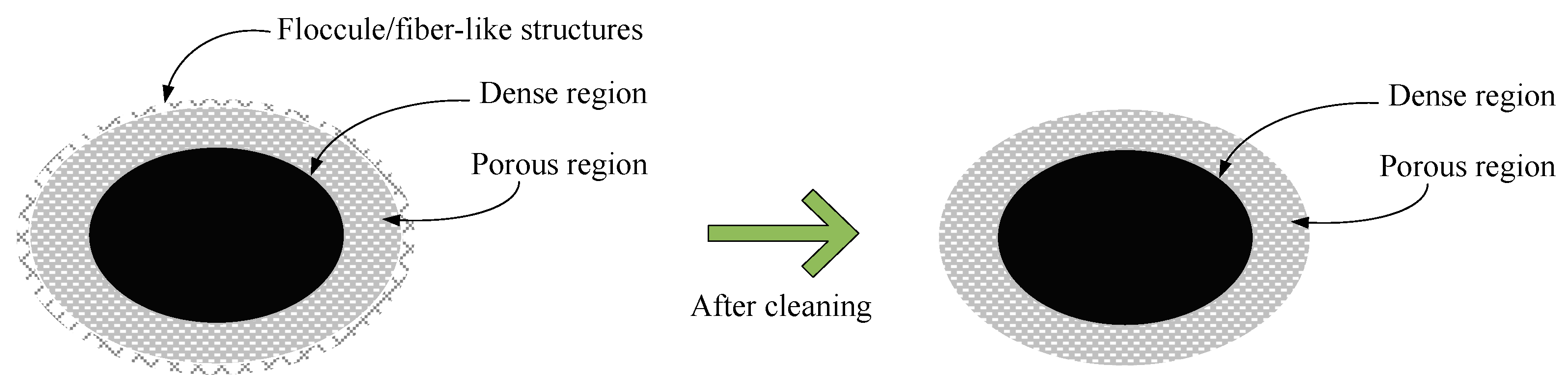
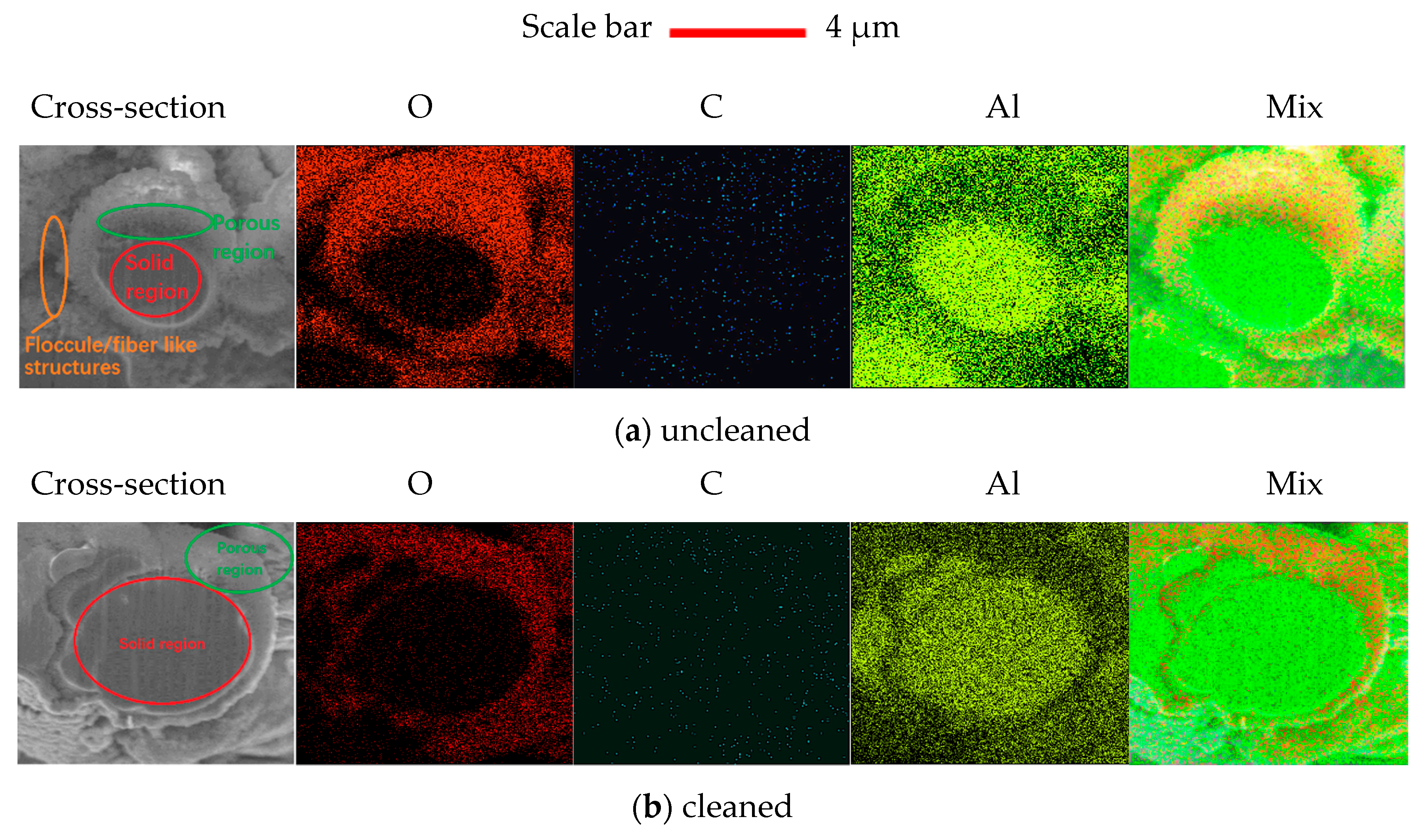
3.2. The Effect of Ultrasonic Cleaning on Surface Morphology
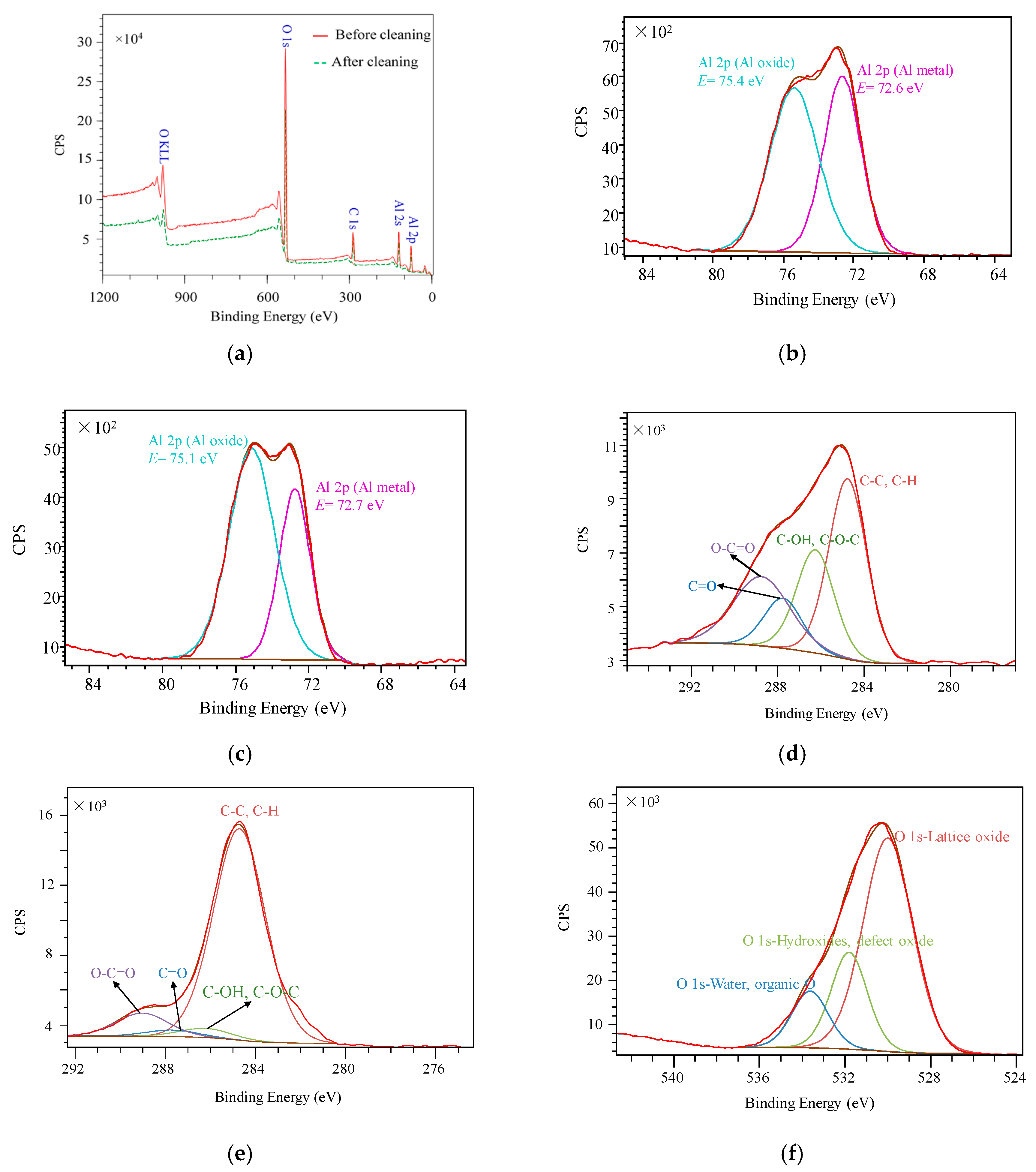
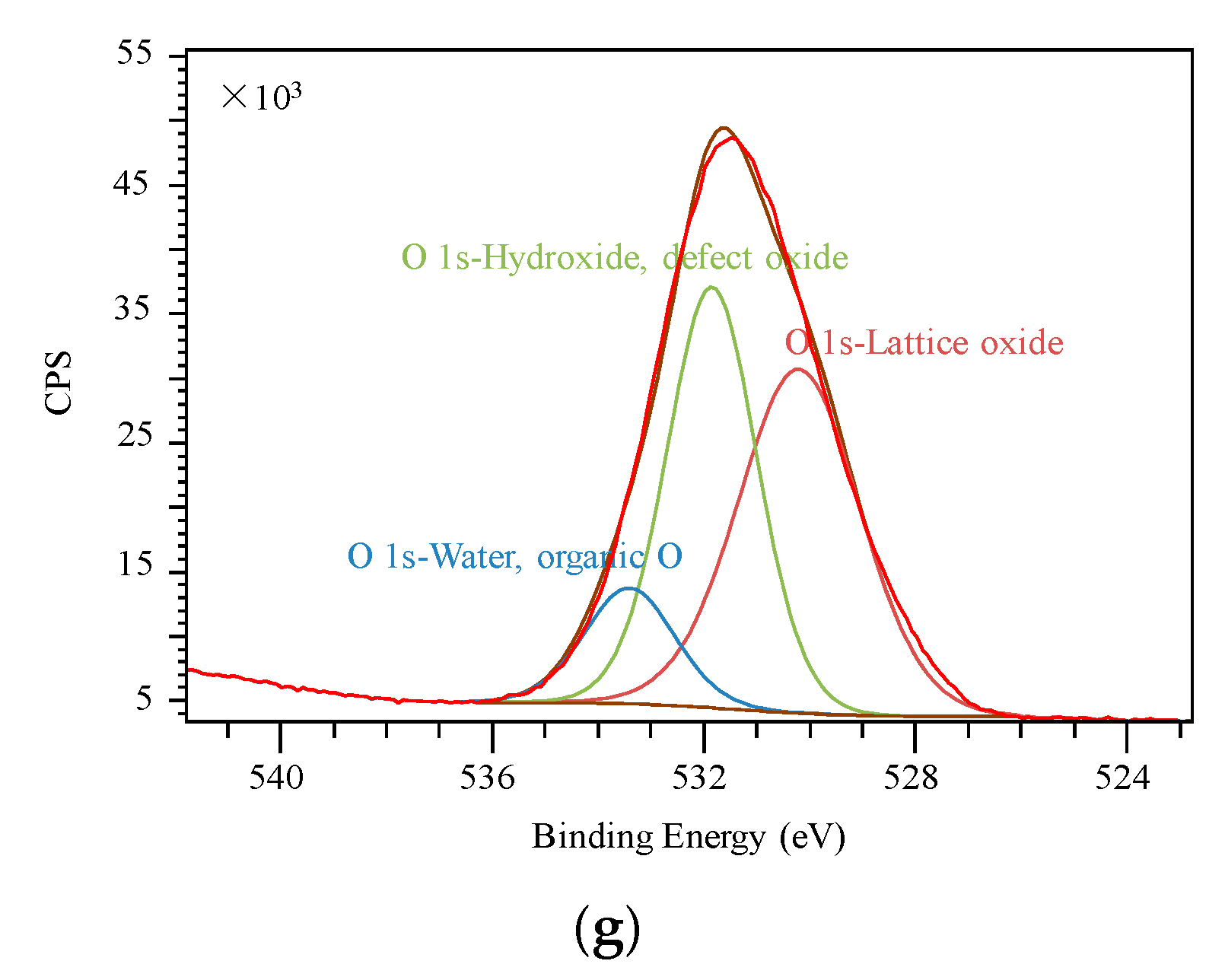
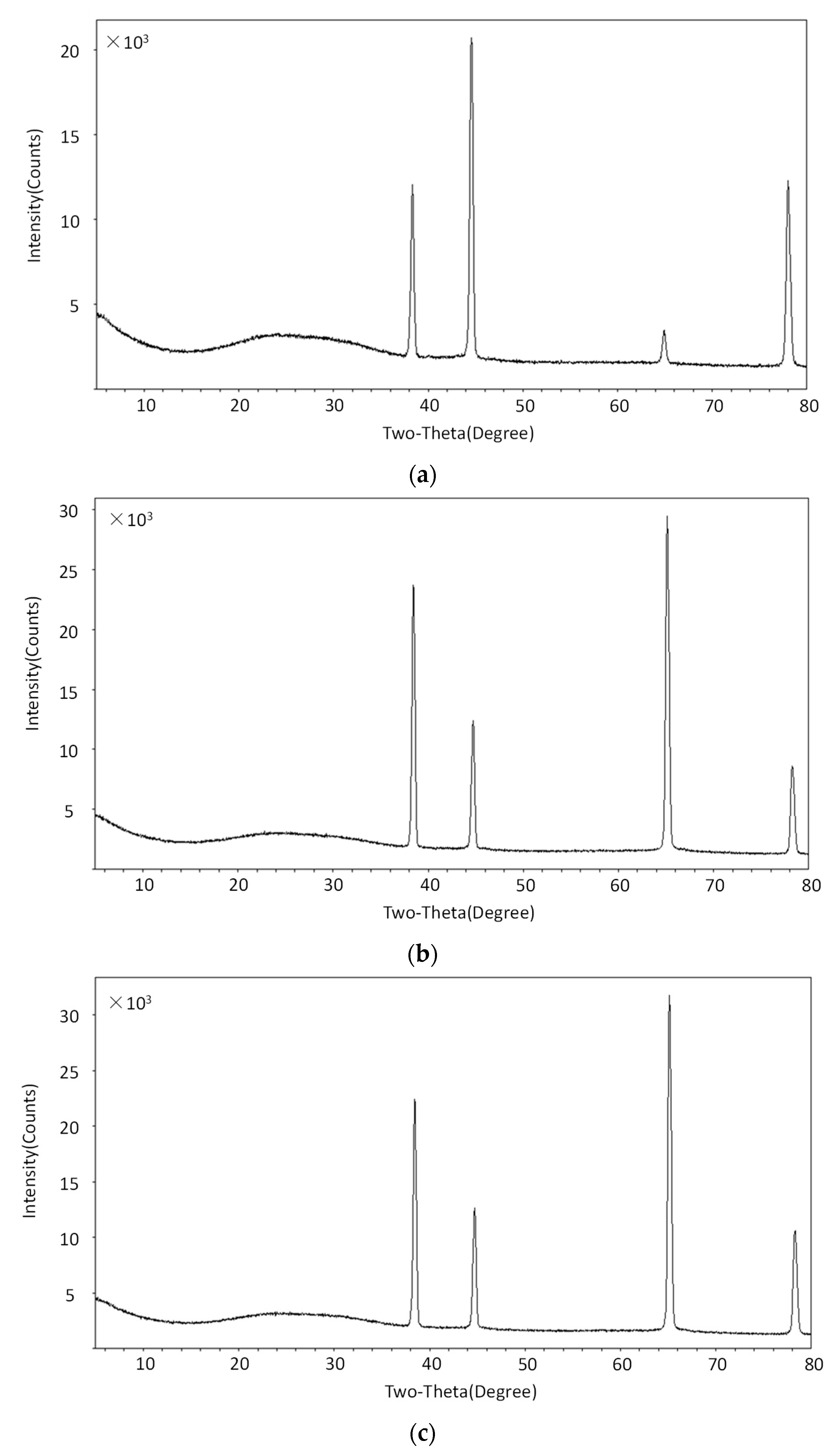
3.3. The Effect of Ultrasonic Cleaning on Surface Composition
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Benvenuti, C.; Canil, G.; Chiggiato, P.; Collin, P.; Cosso, R.; Guerin, J.; Ilie, S.; Latorre, D.; Neil, K.S. Surface cleaning effciency measurements for UHV applications. Vacuum 1999, 53, 317–320. [Google Scholar] [CrossRef]
- Reid, R.J. Cleaning for Vacuum Service; No. OPEN-2000-276; CERN: Geneva, Switzerland, 1999; pp. 139–154. [Google Scholar]
- Hahn, U.; Hesse, M.; Remde, H.; Zapfe, K. A new cleaning facility for particle-free UHV-components. Vacuum 2004, 73, 231–235. [Google Scholar] [CrossRef]
- Taborelli, M. Cleaning and surface properties. In Proceedings of the CAS-CERN Accelerator School and ALBA Synchrotron Light Facility: Course on Vacuum in Accelerators, Platja d’Aro, Spain, 16–24 May 2006. [Google Scholar]
- Morgan, A.V.; Romanenko, A.; Windsor, A. Surface studies of contaminants generated during electropolishing. In Proceedings of the Particle Accelerator Conference 2007, Albuquerque, NM, USA, 25–29 June 2007. [Google Scholar]
- Poncet, A. UHV for Accelerators; CERN MT: Geneva, Switzerland, 1995; Volume 95, pp. 1–19. [Google Scholar]
- Benvenuti, C.; Calder, R.; GrGbner, O. Vacuum for particle accelerators and storage. Vacuum 2002, 37, 699–707. [Google Scholar] [CrossRef] [Green Version]
- Popielarski, L.; Dubbs, L.; Elliott, K.; Malloch, I.; Oweiss, R.; Popielarski, J. Cleanroom techniques to improve surface cleanliness and repeatability for SRF coldmass production. In Proceedings of the International Particle Accelerator Conference 2012, New Orleans, LA, USA, 20–25 May 2012. [Google Scholar]
- Elmer, J.W.; Klingman, J.; van Bibber, K. Effect of surface condition and bonding pressure on quality of diffusion bonded high purity copper for linear collider accelerator structures. Sci. Technol. Weld. Join. 1987, 37, 268–272. [Google Scholar] [CrossRef]
- Hseuh, H.C.; Cui, X. Reactive gas cleaning of accelerator vacuum systems. In AIP Conference Proceedings; AIP: College Park, MD, USA, 1990; Volume 199, pp. 124–132. [Google Scholar]
- Sasaki, Y.T. A survey of vacuum material cleaning procedures: A subcommittee report of the American Vacuum Society Recommended Practices Committee. J. Vac. Sci. Technol. A 1991, 9, 2025–2035. [Google Scholar] [CrossRef]
- Kneisel, P.; Lewis, B. Advanced surface cleaning methods-three years of experience with high pressure ultrapure water rinsing of superconducting cavities. Part. Accel. 1996, 53, 97–121. [Google Scholar]
- Mason, T.J. Ultrasonic cleaning: An historical perspective. Ultrason. Sonochem. 2016, 29, 519–523. [Google Scholar] [CrossRef] [PubMed]
- Ady, M.; Chiggiato, P.; Kersevan, R.; Tanimoto, Y.; Honda, T. Photodesorption and electron yield measurements of thin film coatings for future accelerators. In Proceedings of the International Particle Accelerator Conference 2015, Richmond, VA, USA, 3–8 May 2015. [Google Scholar]
- Ciovati, G.; Genga, R.; Lushtak, Y.; Manini, P.; Maccallini, E.; Stutzman, M. Operation of a high-gradient superconducting radio-frequency cavity with a non-evaporable getter pump. Nucl. Instrum. Methods A 2017, 842, 92–95. [Google Scholar] [CrossRef] [Green Version]
- Zhao, L.; Davis, K.; Reilly, T. Identification and evaluation of contamination sources during clean room preparation of SRF cavities. In Proceedings of the 17th International Conference on RF Superconductivity SRF2015, Whistler, BC, Canada, 13–18 September 2015. [Google Scholar]
- Kumar, A.; Ganesh, P.; Kaul, R.; Rao, P.C.; Yadav, D.P.; Sindal, B.K.; Gupta, R.K.; Sridhar, R.; Joshi, S.C.; Singh, B. Process development for vacuum brazed niobium–316L stainless steel transition joints for superconducting cavities. J. Manuf. Sci. Eng. 2017, 139, 015001. [Google Scholar] [CrossRef]
- Calatroni, S.; Garcia-Tabares Valdivieso, E.; Neupert, H.; Nistor, V.; Perez Fontenla, A.T.; Taborelli, M.; Chiggiato, P.; Malyshev, O.; Valizadeh, R.; Wackerow, S.; et al. First accelerator test of vacuum components with laser-engineered surfaces for electron-cloud mitigation. Phys. Rev. Accel. Beams 2017, 20, 113201. [Google Scholar] [CrossRef] [Green Version]
- Shueh, C.; Chan, C.K.; Chang, C.C.; Sheng, I.C. Investigation of vacuum properties of CuCrZr alloy for high-heat-load absorber. Nucl. Instrum. Methods A 2017, 841, 1–4. [Google Scholar] [CrossRef]
- Wang, J.; Gao, Y.; Fan, J.; You, Z.; Wang, S.; Xu, Z. Study on the effect of laser parameters on the SEY of aluminum alloy. IEEE Trans. Nucl. Sci. 2019, 66, 609–615. [Google Scholar] [CrossRef]
- Calatroni, S.; Arzeo, M.; Aull, S.; Himmerlich, M.; Costa Pinto, P.; Vollenberg, W.; Di Girolamo, B.; Cruikshank, P.; Chiggiato, P.; Bajek, D.; et al. Cryogenic surface resistance of copper: Investigation of the impact of surface treatments for secondary electron yield reduction. Phys. Rev. Accel. Beams 2019, 22, 063101. [Google Scholar] [CrossRef] [Green Version]
- Spallino, L.; Angelucci, M.; Larciprete, R.; Cimino, R. On the compatibility of porous surfaces with cryogenic vacuum in future high-energy particle accelerators. Appl. Phys. Lett. 2019, 114, 153103. [Google Scholar]
- Iqbal, A.; Ludwick, J.; Fairchild, S.; Cahay, M.; Gortat, D.; Sparkes, M.; O’Neill, W.; Back, T.C.; Zhang, P. Empirical modeling and Monte Carlo simulation of secondary electron yield reduction of laser drilled microporous gold surfaces. J. Vac. Sci. Technol. B 2020, 38, 013801. [Google Scholar] [CrossRef]
- Fischer, W. Electron cloud observations and cures in the Relativistic Heavy Ion Collider. Phys. Rev. Accel. Beams 2008, 11, 041002. [Google Scholar] [CrossRef] [Green Version]
- Buchholz, I. On position of maximum of secondary electron yield curve. Z. Phys. 1969, 227, 440. [Google Scholar] [CrossRef]
- Lercel, M.J.; Yakshinskiy, B.V.; Wasielewski, R.; Loginova, E.; Madey, T.E. Carbon accumulation and mitigation processes, and secondary electron yields of ruthenium surfaces. In Emerging Lithographic Technologies XI; SPIE: Bellingham, DC, USA, 2007; Volume 6517, p. 65172. [Google Scholar]
- Pimpec, F.L.; Kirby, R.E.; King, F.K.; Pivi, M. Electron conditioning of technical aluminium surfaces: Effect on the secondary electron yield. J. Vac. Sci. Technol. 2005, 23, 1610–1618. [Google Scholar] [CrossRef] [Green Version]
- Hilleret, N.; Scheuerlein, C.; Taborelli, M. The secondary-electron yield of air-exposed metal surfaces. Appl. Phys. A Mater. 2003, 76, 1085–1091. [Google Scholar] [CrossRef] [Green Version]
- Calder, R.; Dominichini, G.; Hilleret, N. Influence of various vacuum surface treatments on the secondary electron yield of niobium. Nucl. Instrum. Methods B 1986, 13, 631–636. [Google Scholar] [CrossRef] [Green Version]
- Bagus, P.S.; Brundle, C.R.; Illas, F.; Parmigiani, F.; Polzonetti, G. Evidence for oxygen-island formation on Al(111): Cluster-model theory and x-ray photoelectron spectroscopy. Phys. Rev. B 1991, 44, 9025–9034. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Taylor, J.A. An XPS study of the oxidation of AlAs thin films grown by MBE. J. Vac. Sci. Technol. 1998, 20, 751–755. [Google Scholar] [CrossRef]
- Carley, A.F.; Oberts, M.W.R. An X-ray photoelectron spectroscopic study of the interaction of oxygen and nitric oxide with aluminium. Proc. R. Soc. Lond. Ser. A 1987, 363, 403–424. [Google Scholar] [CrossRef]
- Bachman, B.J.; Vasile, M.J. Ion bombardment of polyimide films. J. Vac. Sci. Technol. A 1989, 7, 2709–2716. [Google Scholar] [CrossRef]
- Amor, S.B.; Baud, G.; Jacquet, M.; Nanse, G.; Fioux, P.; Nardin, M. XPS characterisation of plasma-treated and alumina-coated PMMA. Appl. Surf. Sci. 2000, 153, 172–183. [Google Scholar] [CrossRef]
- Ucar, I.O.; Doganci, M.D.; Cansoy, C.E.; Erbil, H.Y.; Avramov, I.; Suzer, S. Combined XPS and contact angle studies of ethylene vinyl acetate and polyvinyl acetate blends. Appl. Surf. Sci. 2011, 257, 9587–9594. [Google Scholar] [CrossRef] [Green Version]
- Prieto, P.; Nistor, V.; Nouneh, K.; Oyama, M.; Abd-Lefdil, M.; Díaz, R. XPS study of silver, nickel and bimetallic silver–nickel nanoparticles prepared by seed-mediated growth. Appl. Surf. Sci. 2012, 258, 8807–8813. [Google Scholar] [CrossRef]
- Norton, P.R.; Tapping, R.L.; Goodale, J.W. A photoemission study of the interaction of ni(100), (110) and (111) surfaces with oxygen. Surf. Sci. 1977, 65, 13–36. [Google Scholar] [CrossRef]
- Hagelin-Weaver, H.A.E.; Weaver, J.F.; Hoflund, G.B.; Salaita, G.N. Electron energy loss spectroscopic investigation of Ni metal and NiO before and after surface reduction by Ar+ bombardment. J. Electron. Spectrosc. 2004, 134, 139–171. [Google Scholar] [CrossRef]
- Biesinger, M.C.; Payne, B.P.; Lau, L.W.M.; Gerson, A.; Smart, R.S.C. X-ray photoelectron spectroscopic chemical state quantification of mixed nickel metal, oxide and hydroxide systems. Surf. Interface Anal. 2009, 41, 324–332. [Google Scholar] [CrossRef]
- Ortiz, A.L.; Shaw, L. X-ray diffraction analysis of a severely plastically deformed aluminum alloy. Acta Mater. 2004, 52, 2185–2197. [Google Scholar] [CrossRef]
- Corbella, C.; Marcak, A.; de los Arcos, T.; von Keudel, A. Revising secondary electron yields of ion-sputtered metal oxides. J. Phys. D 2016, 49, 16LT01. [Google Scholar] [CrossRef]
- Wang, D.; He, Y.; Ye, M.; Peng, W.; Cui, W. Secondary electron emission characteristics of nanostructured silver surfaces. J. Appl. Phys. 2017, 122, 153302. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Pitch Spacing/μm | Scanning Speed/mm s–1 | Before Ultrasonic Cleaning | After Ultrasonic Cleaning | ||||
|---|---|---|---|---|---|---|---|---|
| δmax | Emax1/eV | Ra/μm | δmax | Emax/eV | Ra/μm | |||
| #1 | 15 | 100 | 0.99 | 3000 | 10.7 | 1.43 | 2700 | 9.4 |
| #2 | 20 | 150 | 1.05 | 2400 | 7.5 | 1.74 | 2600 | 6.9 |
| #3 | 5–25 | 150 | 1.16 | 3000 | 14.5 | 1.38 | 400 | 12.9 |
| Conditions | Al/at % | C/at % | O/at % |
|---|---|---|---|
| Before cleaning | 29.3% | 20.1% | 50.6% |
| After cleaning | 27.4% | 27.2% | 45.4% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Gao, Y.; You, Z.; Fan, J.; Zhang, J.; Wang, S.; Xu, Z. The Effect of Ultrasonic Cleaning on the Secondary Electron Yield, Surface Topography, and Surface Chemistry of Laser Treated Aluminum Alloy. Materials 2020, 13, 296. https://doi.org/10.3390/ma13020296
Wang J, Gao Y, You Z, Fan J, Zhang J, Wang S, Xu Z. The Effect of Ultrasonic Cleaning on the Secondary Electron Yield, Surface Topography, and Surface Chemistry of Laser Treated Aluminum Alloy. Materials. 2020; 13(2):296. https://doi.org/10.3390/ma13020296
Chicago/Turabian StyleWang, Jie, Yong Gao, Zhiming You, Jiakun Fan, Jing Zhang, Sheng Wang, and Zhanglian Xu. 2020. "The Effect of Ultrasonic Cleaning on the Secondary Electron Yield, Surface Topography, and Surface Chemistry of Laser Treated Aluminum Alloy" Materials 13, no. 2: 296. https://doi.org/10.3390/ma13020296