Role of Polymeric Coating on Metallic Foams to Control the Aeroacoustic Noise Reduction of Airfoils with Permeable Trailing Edges

 ,
,  ,
,
Abstract
:1. Introduction
2. Open-Foams with Polymer Coating
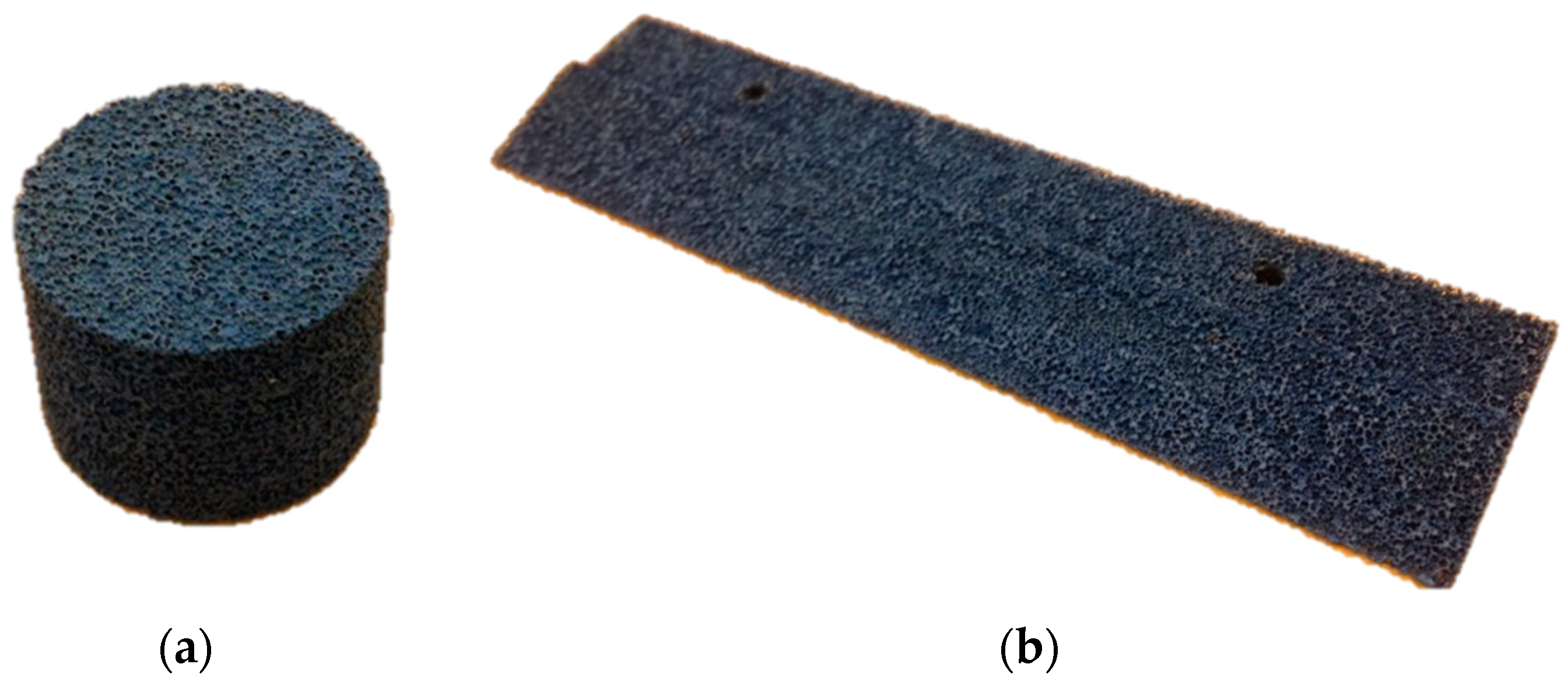
2.1. Foam Material
2.2. Polymeric Coating Applied to the Open-Cell Foam
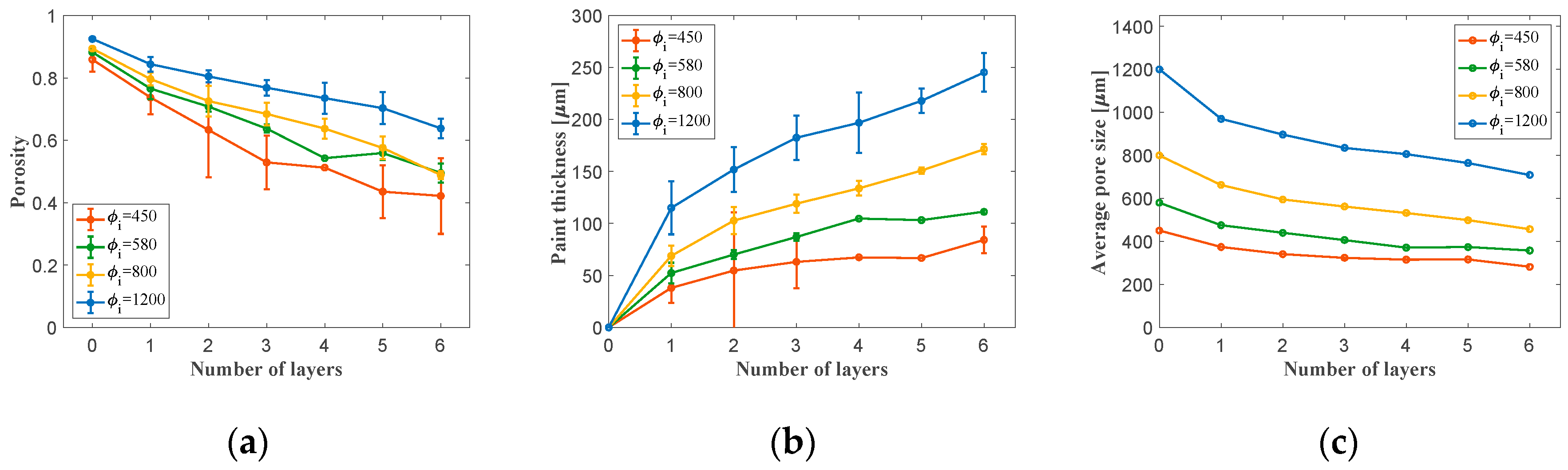
2.3. Verification of the Coated Pore Size
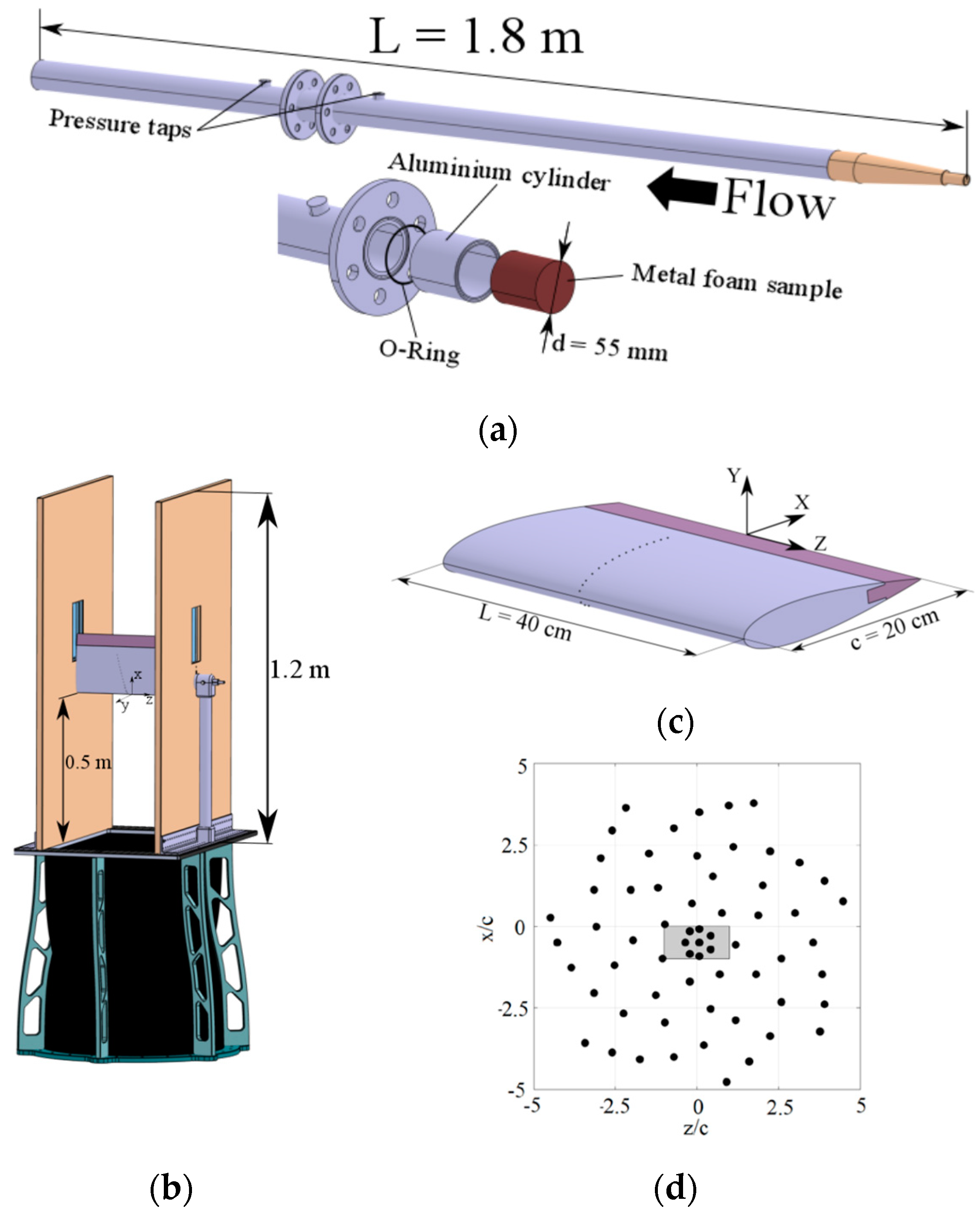
2.4. Air Flow Resistivity Tests
2.5. Aeroacoustic Measurements of the Porous Materials
3. Material Characterization and Aeroacoustic Results
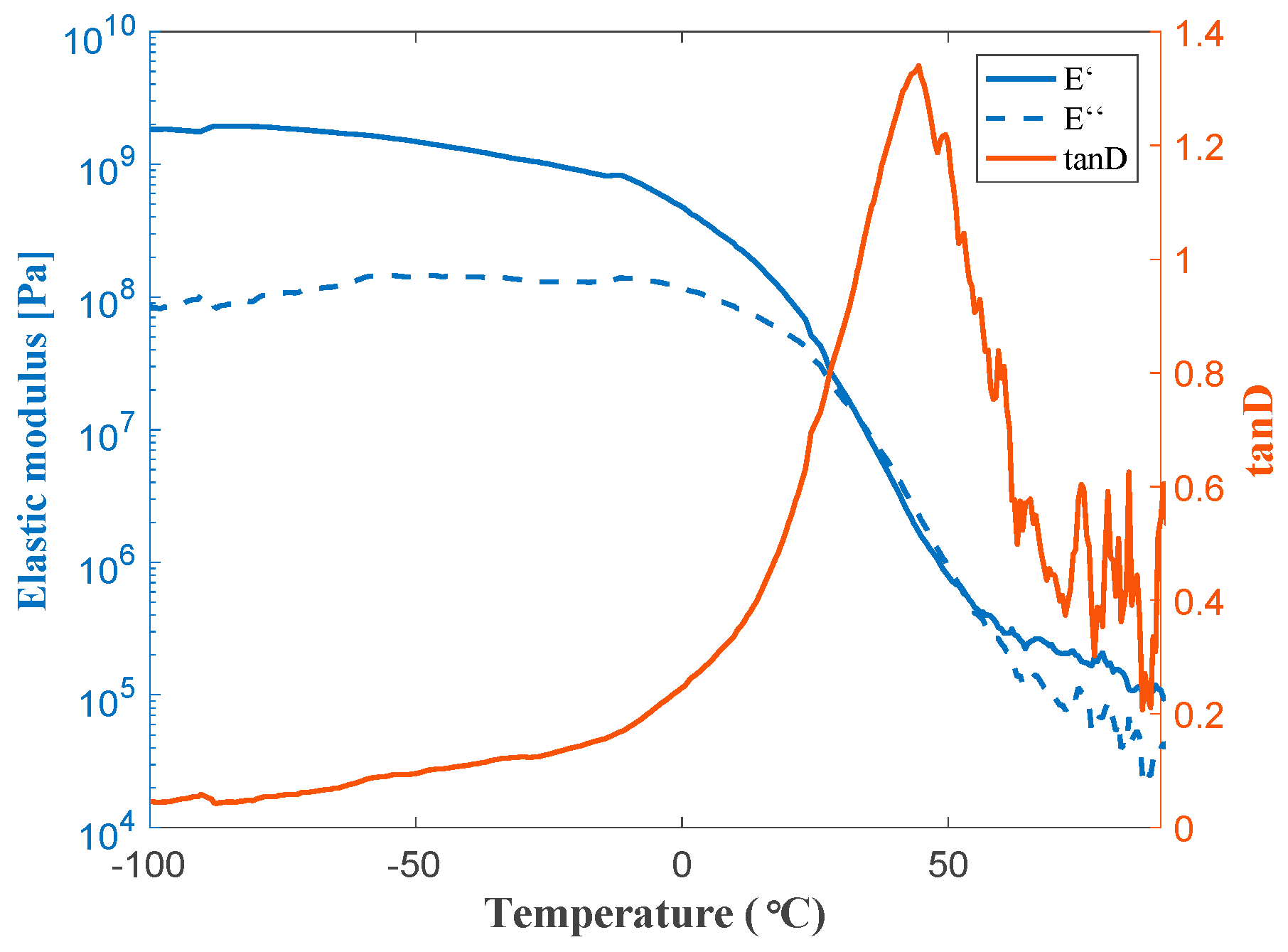
3.1. Material Characterization
3.2. Air Flow Resistivity Characterization
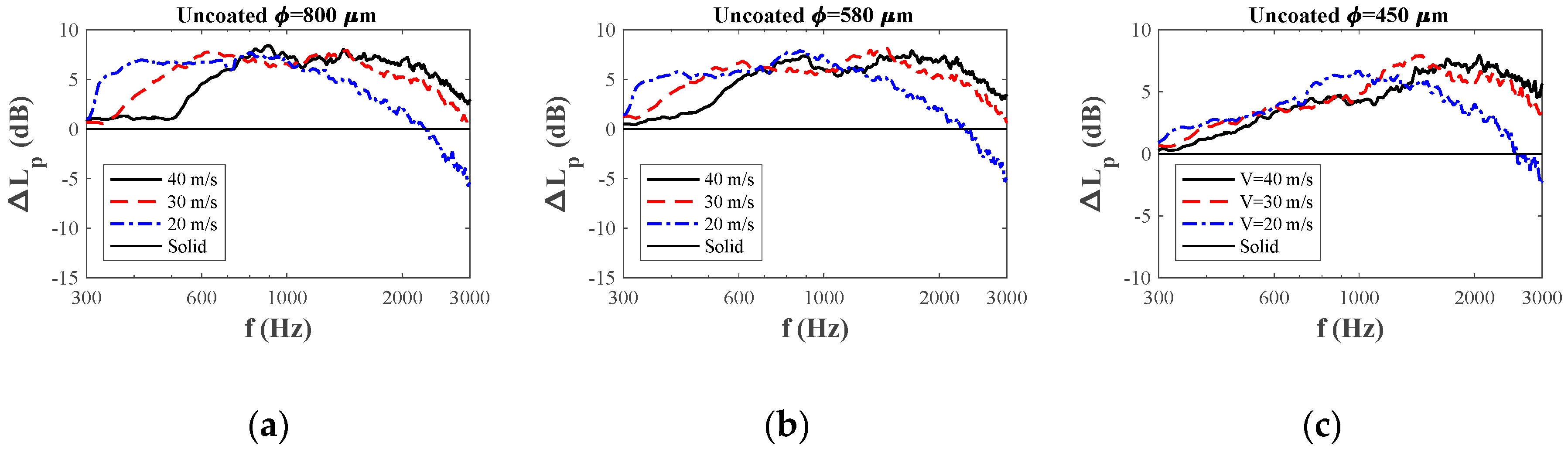
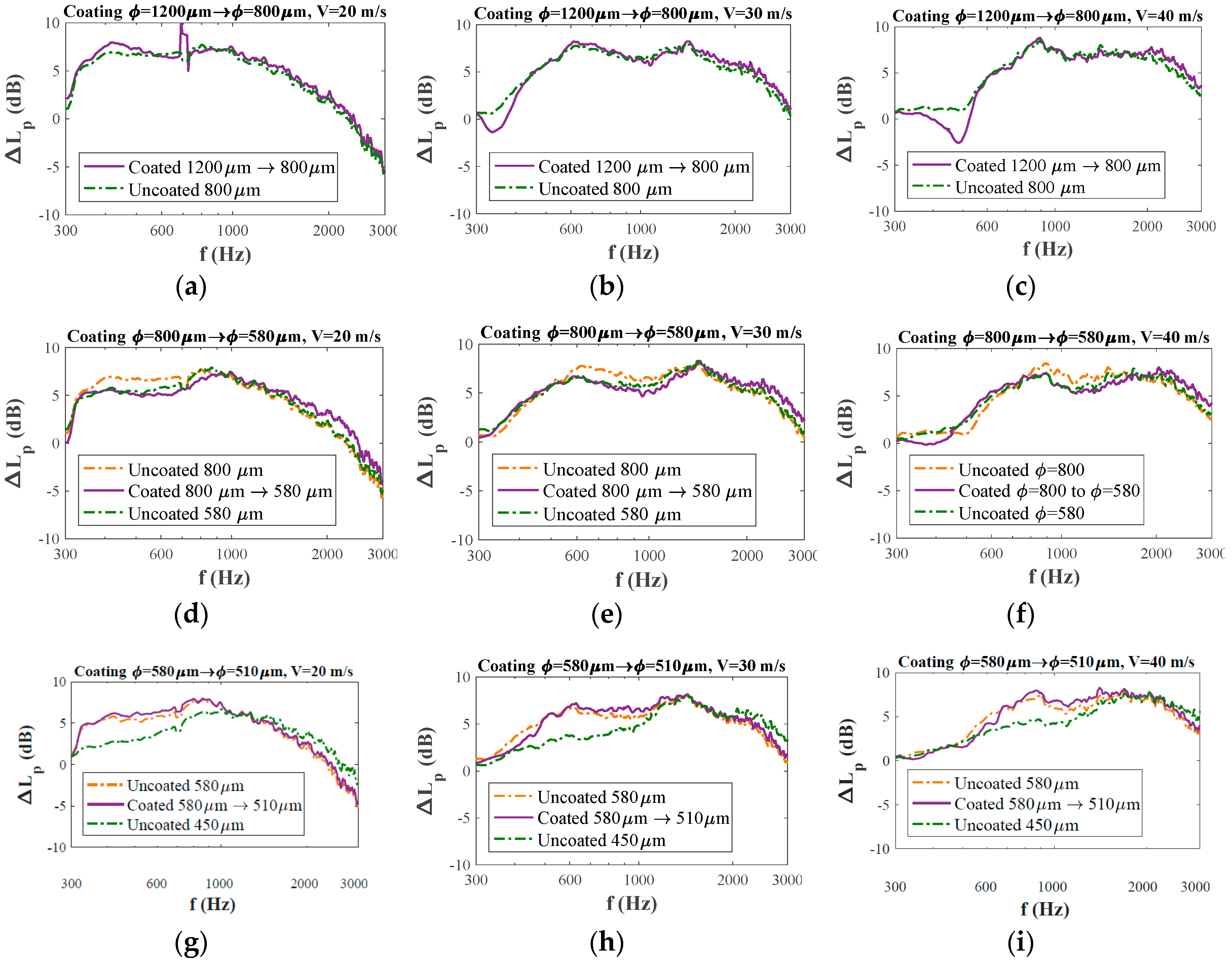
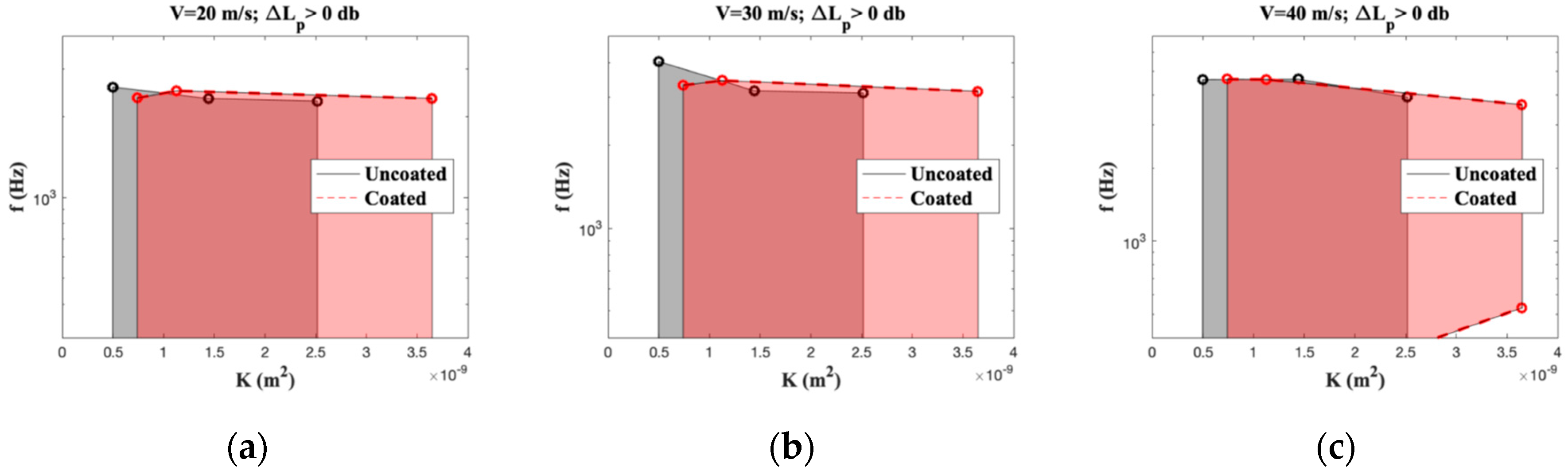
3.3. Far-Field Noise Measurements and Noise Reduction Validation
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- European Parliament, Regulation (EU) No 598/2014 of the European Parliament and of the Council of 16 April 2014 on the establishment of rules and procedures with regard to the introduction of noise-related operating restrictions at Union airports within a Balanced Approach and repealing Directive 2002/30/E. Available online: https://eur-lex.europa.eu/legal-content/EN/ALL/?uri=celex:32014R0598 (accessed on 1 April 2019).
- Nieuwenhuizen, E.; Köhl, M. Differences in noise regulations for wind turbines in four European countries. In Proceedings of the Euronoise 2015, Maastricht, The Netherlands, 31 May–3 June 2015; p. 333. [Google Scholar]
- Lighthill, M.J. On sound generated aerodynamically II. Turbulence as a source of sound. Proc. R. Soc. Lond. Ser. A. Math. Phys. Sci. 1954, 222, 1–32. [Google Scholar]
- Oerlemans, S.; Sijtsma, P.; López, B.M. Location and quantification of noise sources on a wind turbine. J. Sound Vib. 2007, 299, 869–883. [Google Scholar] [CrossRef]
- Lighthill, M.J. Proceedings of the Royal Society of London A: Mathematical, Physical and Engineering Sciences; The Royal Society: London, UK, 1952; p. 564. [Google Scholar]
- León, C.A.; Merino-Martínez, R.; Ragni, D.; Avallone, F.; Snellen, M. Boundary layer characterization and acoustic measurements of flow-aligned trailing edge serrations. Exp. Fluids 2016, 57, 182. [Google Scholar] [CrossRef]
- Szoke, M.; Azarpeyvand, M. 23rd AIAA/CEAS Aeroacoustics Conference 2017. In Proceedings of the 23rd AIAA/CEAS Aeroacoustics Conference, Denver, CO, USA, 5–9 June 2017; p. 3004. [Google Scholar]
- Bachmann, T.; Wagner, H. The three-dimensional shape of serrations at barn owl wings: Towards a typical natural serration as a role model for biomimetic applications. J. Anat. 2011, 219, 192–202. [Google Scholar] [CrossRef] [PubMed]
- Graham, R. The silent flight of owls. Aeronaut. J. 1934, 38, 837–843. [Google Scholar] [CrossRef]
- Geyer, T.; Sarradj, E.; Fritzsche, C. Measurement of the noise generation at the trailing edge of porous airfoils. Exp. Fluids 2010, 48, 291–308. [Google Scholar] [CrossRef]
- Lyu, B.; Azarpeyvand, M.; Sinayoko, S. Prediction of noise from serrated trailing edges. J. Fluid Mech. 2016, 793, 556–588. [Google Scholar] [CrossRef] [Green Version]
- Oerlemans, S.; Fisher, M.; Maeder, T.; Kögler, K. Reduction of wind turbine noise using optimized airfoils and trailing-edge serrations. AIAA J. 2009, 47, 1470–1481. [Google Scholar] [CrossRef]
- León, C.A.; Ragni, D.; Pröbsting, S.; Scarano, F.; Madsen, J. Flow topology and acoustic emissions of trailing edge serrations at incidence. Exp. Fluids 2016, 57, 91. [Google Scholar] [CrossRef]
- Herr, M.; Dobrzynski, W. Experimental Investigations in Low-Noise Trailing Edge Design. AIAA J. 2005, 43, 1167–1175. [Google Scholar] [CrossRef]
- Showkat Ali, S.A.; Azarpeyvand, M.; Ilario da Silva, C.R. 23rd AIAA/CEAS Aeroacoustics Conference 2017. In Proceedings of the 23rd AIAA/CEAS Aeroacoustics Conference, Denver, CO, USA, 5–9 June 2017; p. 3358. [Google Scholar]
- Carpio, A.R.; Martínez, R.M.; Avallone, F.; Ragni, D.; Snellen, M.; van der Zwaag, S. Experimental characterization of the turbulent boundary layer over a porous trailing edge for noise abatement. J. Sound Vib. 2018, 443, 537–558. [Google Scholar] [CrossRef]
- Rubio Carpio, A.; Avallone, F.; Ragni, D. AIAA/CEAS Aeroacoustics Conference 2018. In Proceedings of the 2018 AIAA/CEAS Aeroacoustics Conference, Atlanta, GA, USA, 25–29 June 2018; p. 2964. [Google Scholar]
- Brooks, T.F.; Pope, D.S.; Marcolini, M.A. Airfoil Self-Noise and Prediction; NASA Langley Research Center: Hampton, VA, USA, 1989.
- Merino-Martinez, R.; van der Velden, W.; Avallone, F.; Ragni, D. Acoustic Measurements of a DU96-W-180 Airfoil with Flow-Misaligned Serrations at a High Reynolds Number in a Closed-Section Wind Tunnel. In Proceedings of the 7th International Conference on Wind Turbine Noise: Rotterdam, Rotterdam, The Netherlands, 2–5 May 2017. [Google Scholar]
- Arthur, F.; Marc, J.; Emmanuel, J.; Michel, R. Broadband Noise Reduction With Trailing Edge Brushes. In Proceedings of the 16th AIAA/CEAS Aeroacoustics Conference, Stockholm, Sweden, 7–9 June 2010. [Google Scholar]
- Herr, M. Design criteria for low-noise trailing-edges. In Proceedings of the 13th AIAA/CEAS Aeroacoustics Conference, Roma, Italy, 21–23 May 2007; p. 3470. [Google Scholar]
- Carlesso, M.; Giacomelli, R.; Krause, T.; Molotnikov, A.; Koch, D.; Kroll, S.; Tushtev, K.; Estrin, Y.; Rezwan, K. Improvement of sound absorption and flexural compliance of porous alumina-mullite ceramics by engineering the microstructure and segmentation into topologically interlocked blocks. J. Eur. Ceram. Soc. 2013, 33, 2549–2558. [Google Scholar] [CrossRef]
- Sarradj, E.; Geyer, T. 13th AIAA/CEAS Aeroacoustics Conference Proceedings, AIAA2007. In Proceedings of the 13th AIAA/CEAS Aeroacoustics Conference, Roma, Italy, 21–23 May 2007; p. 2007. [Google Scholar]
- Chanaud, R.; Kong, N.; Sitterding, R. Experiments on porous blades as a means of reducing fan noise. J. Acoust. Soc. Am. 1976, 59, 564–575. [Google Scholar] [CrossRef]
- Chanaud, R.C. Noise Reduction in Propeller Fans Using Porous Blades at Free-Flow Conditions. J. Acoust. Soc. Am. 1972, 51, 15–18. [Google Scholar] [CrossRef]
- Schulze, J.; Sesterhenn, J. Optimal distribution of porous media to reduce trailing edge noise. Comput. Fluids 2013, 78, 41–53. [Google Scholar] [CrossRef]
- Zhou, B.Y.; Gauger, N.R.; Koh, S.R.; Meinke, M.H.; Schroeder, W. 21st AIAA/CEAS Aeroacoustics Conference 2015. In Proceedings of the 21st AIAA/CEAS Aeroacoustics Conference, Dallas, TX, USA, 22–26 June 2015; p. 2530. [Google Scholar]
- Herr, M.; Rossignol, K.-S.; Delfs, J.; Lippitz, N.; Mößner, M. 20th AIAA/CEAS Aeroacoustics Conference 2014. In Proceedings of the 20th AIAA/CEAS Aeroacoustics Conference, Atlanta, GA, USA, 16–20 June 2014; p. 3041. [Google Scholar]
- Geyer, T.F.; Sarradj, E. 20th AIAA/CEAS Aeroacoustics Conference 2014. In Proceedings of the 20th AIAA/CEAS Aeroacoustics Conference, Atlanta, GA, USA, 16–20 June 2014; p. 3039. [Google Scholar]
- Carpio, A.R.; Merino Martinez, R.; Avallone, F.; Ragni, D.; Snellen, M.; van der Zwaag, S. Broadband Trailing Edge Noise Reduction Using Permeable Metal Foams. In Proceedings of the INTER-NOISE and NOISE-CON Congress and Conference Proceedings 2017, Hong Kong, China, 27–30 August 2017; p. 2755. [Google Scholar]
- Oh, K.; Lee, E.; Bae, J.S.; Jang, M.; Poss, R.; Kieback, B.; Walthe, G.; Kloeden, B. Large scale production and applications of alloy metal foam. In Proceedings of the 7th International Conference on Porous Metals and Metallic Foams, MetFoam 2011, Busan, Korea, 18–21 September 2011. [Google Scholar]
- Ingham, D.B.; Pop, I. Transport Phenomena in Porous Media; Elsevier: Amsterdam, The Netherlands, 1998. [Google Scholar]
- LII, W.S. The viscosity of gases and molecular force. Lond. Edinb. Dublin Philos. Mag. J. Sci. 1893, 36, 507–531. [Google Scholar]
- Underbrink, J.R. Circularly symmetric, zero redundancy, planar array having broad frequency range applications. U.S. Patent 6,205,224, 20 March 2001. [Google Scholar]
- Merino-Martınez, R.; Sijtsma, P.; Snellen, M. Inverse integration method for distributed sound sources. In Proceedings of the 7th Berlin Beamforming Conference (BeBeC), Berlin, Germany, 5–6 March 2018. [Google Scholar]
- Sarradj, E.; Herold, G.; Sijtsma, P.; Merino Martinez, R.; Geyer, T.F.; Bahr, C.J.; Porteous, R.; Moreau, D.; Doolan, C.J. 23rd AIAA/CEAS Aeroacoustics Conference 2017. In Proceedings of the 23rd AIAA/CEAS Aeroacoustics Conference, Denver, CO, USA, 5–9 June 2017; p. 3719. [Google Scholar]
- Rayleigh, L. XXXI. Investigations in optics, with special reference to the spectroscope. Lond. Edinb. Dublin Philos. Mag. J. Sci. 1879, 8, 261–274. [Google Scholar] [CrossRef]
- Gad-el-Hak, M. Compliant coatings research: A guide to the experimentalist. J. Fluids Struct. 1987, 1, 55–70. [Google Scholar] [CrossRef]
- Kulik, V.M.; Lee, I.; Chun, H. Wave properties of coating for skin friction reduction. Phys. Fluids 2008, 20, 075109. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Initial Pore Size | Coating Steps | Final Pore Size | Coating Thickness | Reference Uncoated |
|---|---|---|---|---|
| [μm] | [n] | [μm] | [μm] | [μm] |
| 1200 | 3 | 807 | 182.5 | 800 |
| 800 | 3 | 562 | 118.93 | 580 |
| 580 | 1 | 510 | 34.5 | 450 |
| Sample | Resistivity, R | Permeability, K | Form Coefficient, C |
|---|---|---|---|
| [Ns/m4] | [m2] | [1/m] | |
| Uncoated 450 μm | 36499 | 0.497 × 10−9 | 12,628 |
| Uncoated 580 μm | 12,585 | 1.441 × 10−9 | 5291 |
| Uncoated 800 μm | 7199 | 2.518 × 10−9 | 3678 |
| Uncoated 1200 μm | 3230 | 5.612 × 10−9 | 2366 |
| Coated 580 μm→510 μm | 24,465 | 0.741 × 10−9 | 24,019 |
| Coated 800 μm→580 μm | 16,053 | 1.129 × 10−9 | 25,494 |
| Coated 1200 μm→800 μm | 4969 | 3.648 × 10−9 | 10,614 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hedayati, R.; Rubio Carpio, A.; Luesutthiviboon, S.; Ragni, D.; Avallone, F.; Casalino, D.; van der Zwaag, S. Role of Polymeric Coating on Metallic Foams to Control the Aeroacoustic Noise Reduction of Airfoils with Permeable Trailing Edges. Materials 2019, 12, 1087. https://doi.org/10.3390/ma12071087
Hedayati R, Rubio Carpio A, Luesutthiviboon S, Ragni D, Avallone F, Casalino D, van der Zwaag S. Role of Polymeric Coating on Metallic Foams to Control the Aeroacoustic Noise Reduction of Airfoils with Permeable Trailing Edges. Materials. 2019; 12(7):1087. https://doi.org/10.3390/ma12071087
Chicago/Turabian StyleHedayati, Reza, Alejandro Rubio Carpio, Salil Luesutthiviboon, Daniele Ragni, Francesco Avallone, Damiano Casalino, and Sybrand van der Zwaag. 2019. "Role of Polymeric Coating on Metallic Foams to Control the Aeroacoustic Noise Reduction of Airfoils with Permeable Trailing Edges" Materials 12, no. 7: 1087. https://doi.org/10.3390/ma12071087