Preparation of High-Performance Carbon Fiber-Reinforced Epoxy Composites by Compression Resin Transfer Molding

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Characterizations
2.2. Preparation of Casting Body by Bisphenol A-Type Epoxy Resin System
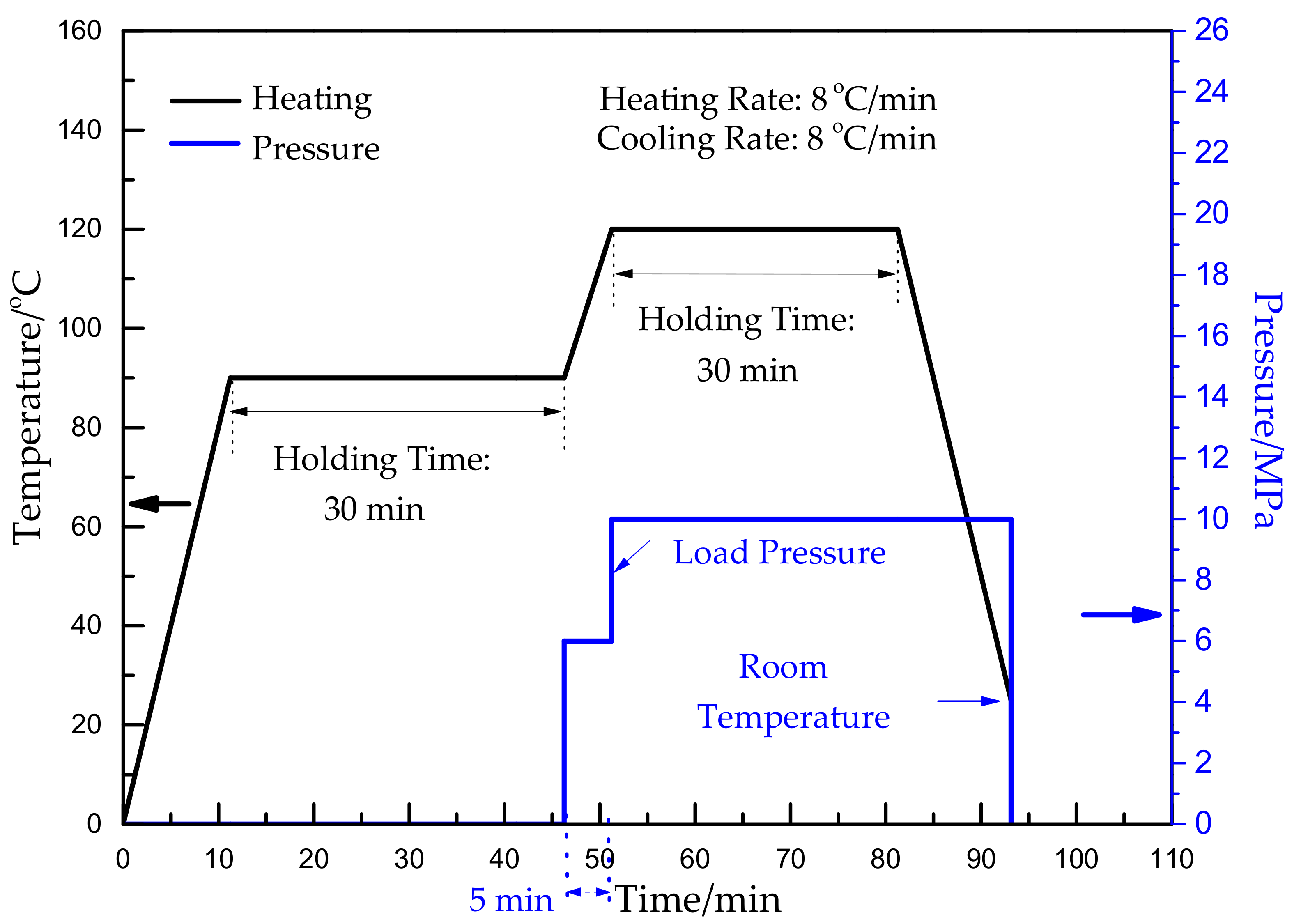
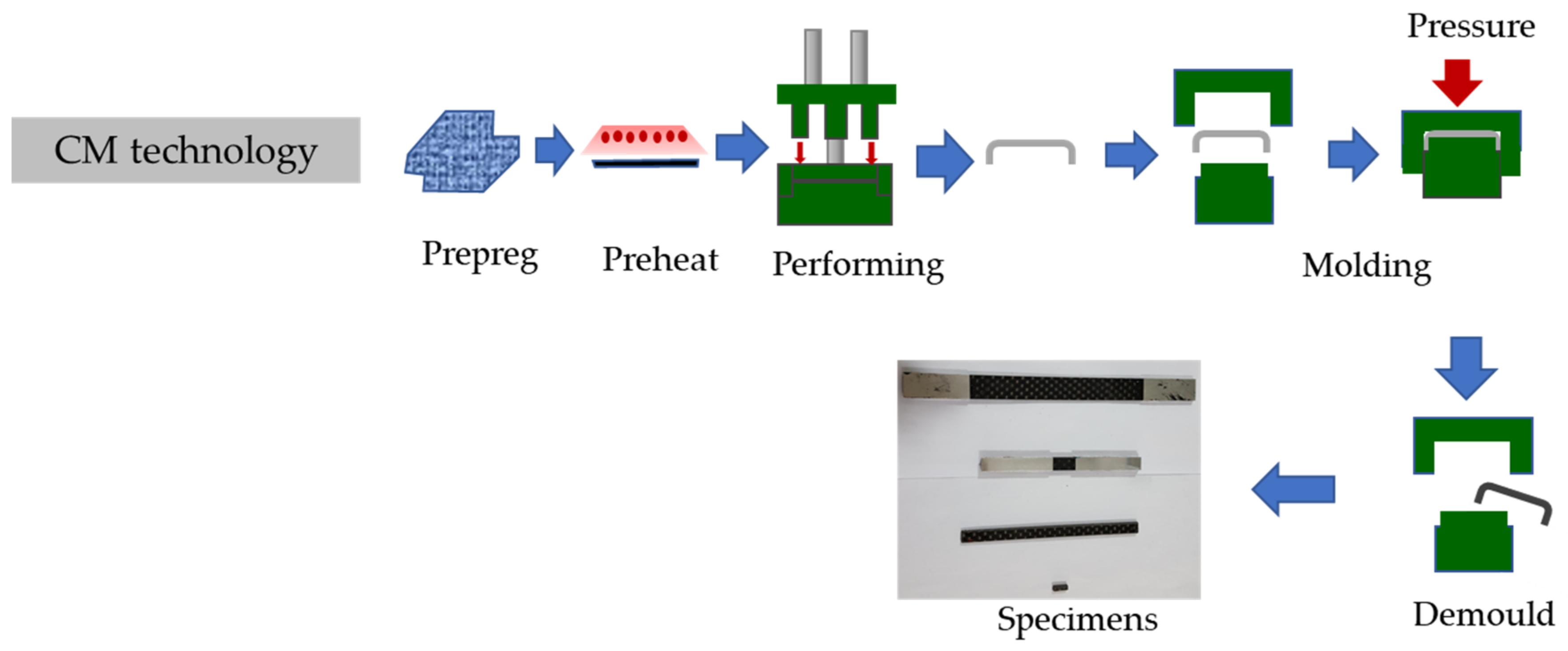
2.3. Preparation of Composite Samples by CM
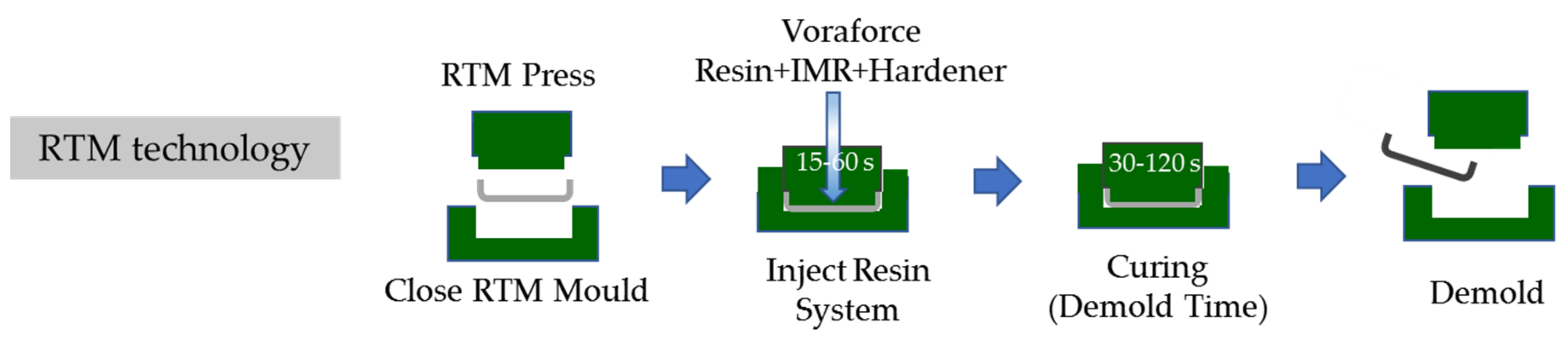
2.4. Preparation of Composite Samples by RTM
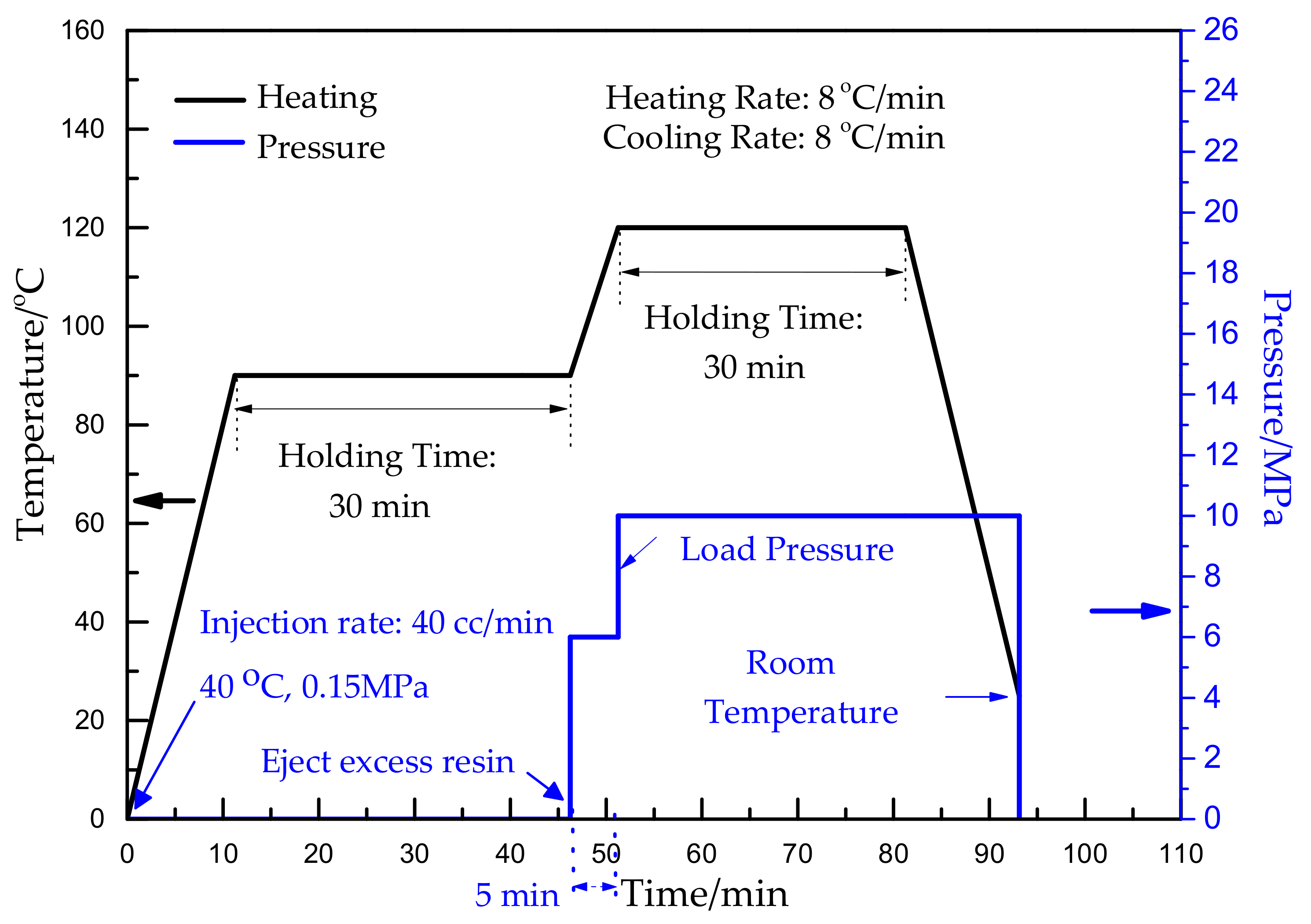
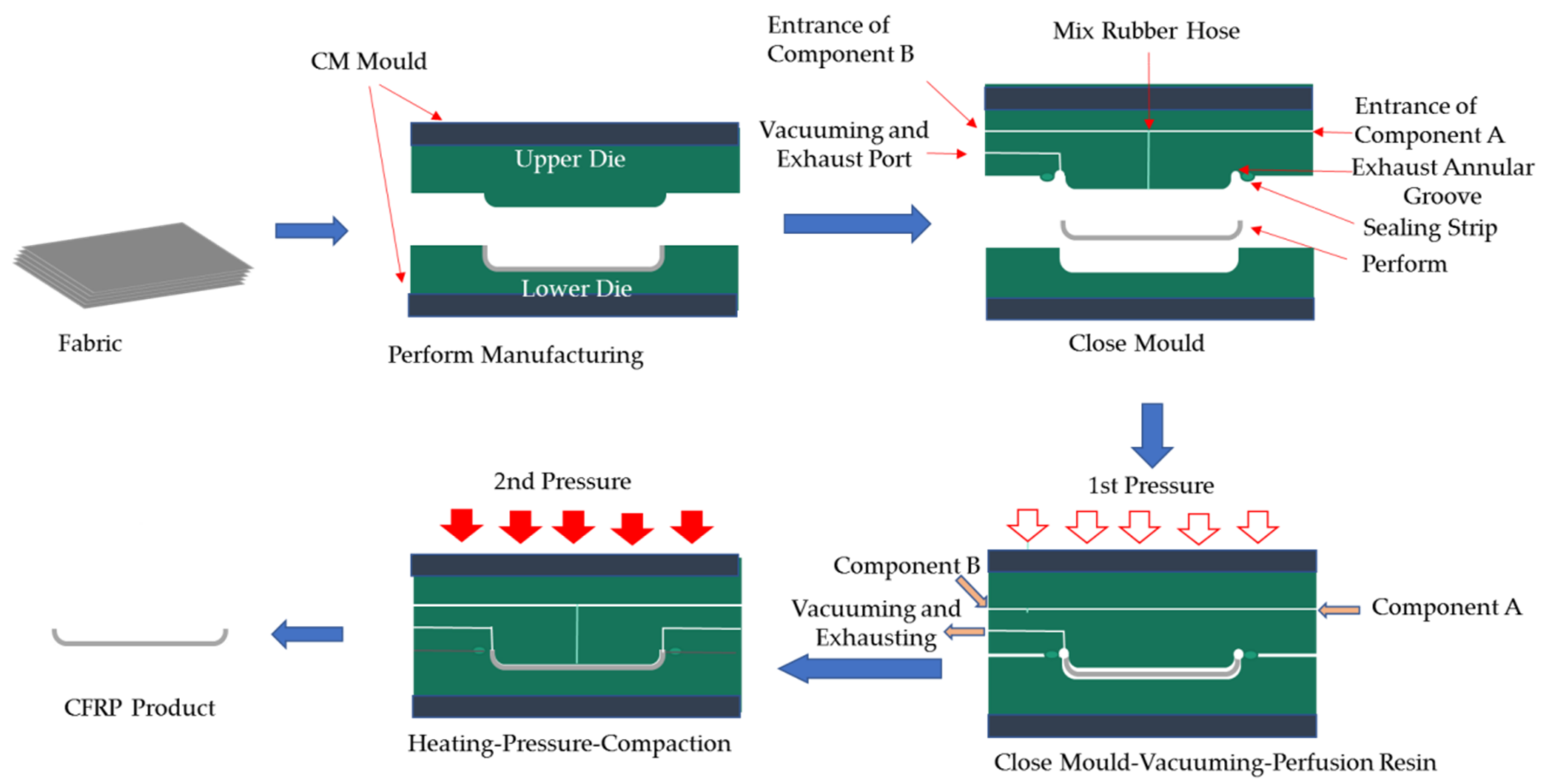
2.5. Preparation of Composite Samples by CRTM
3. Results and Discussions
3.1. Properties of Epoxy Resin System
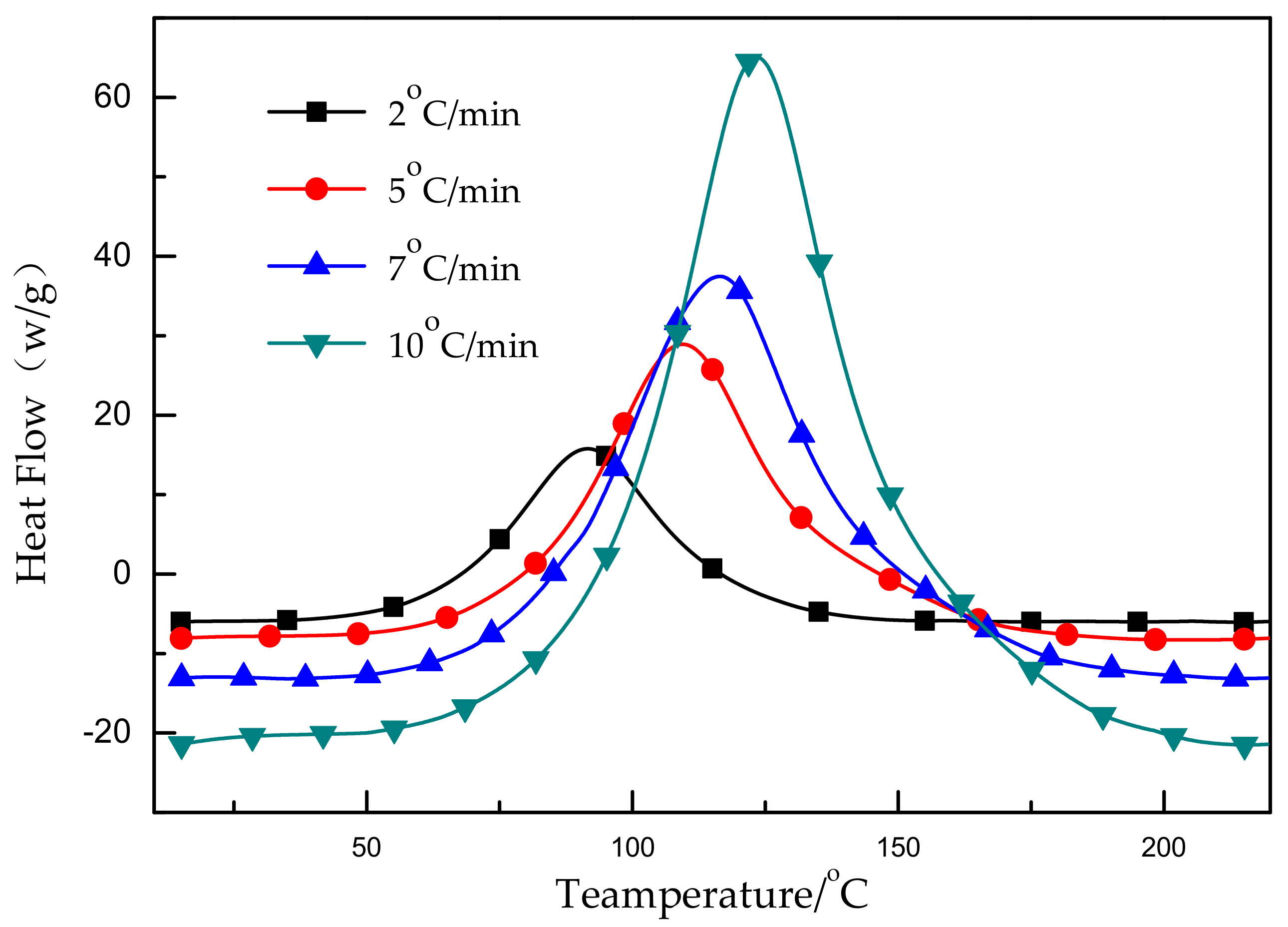
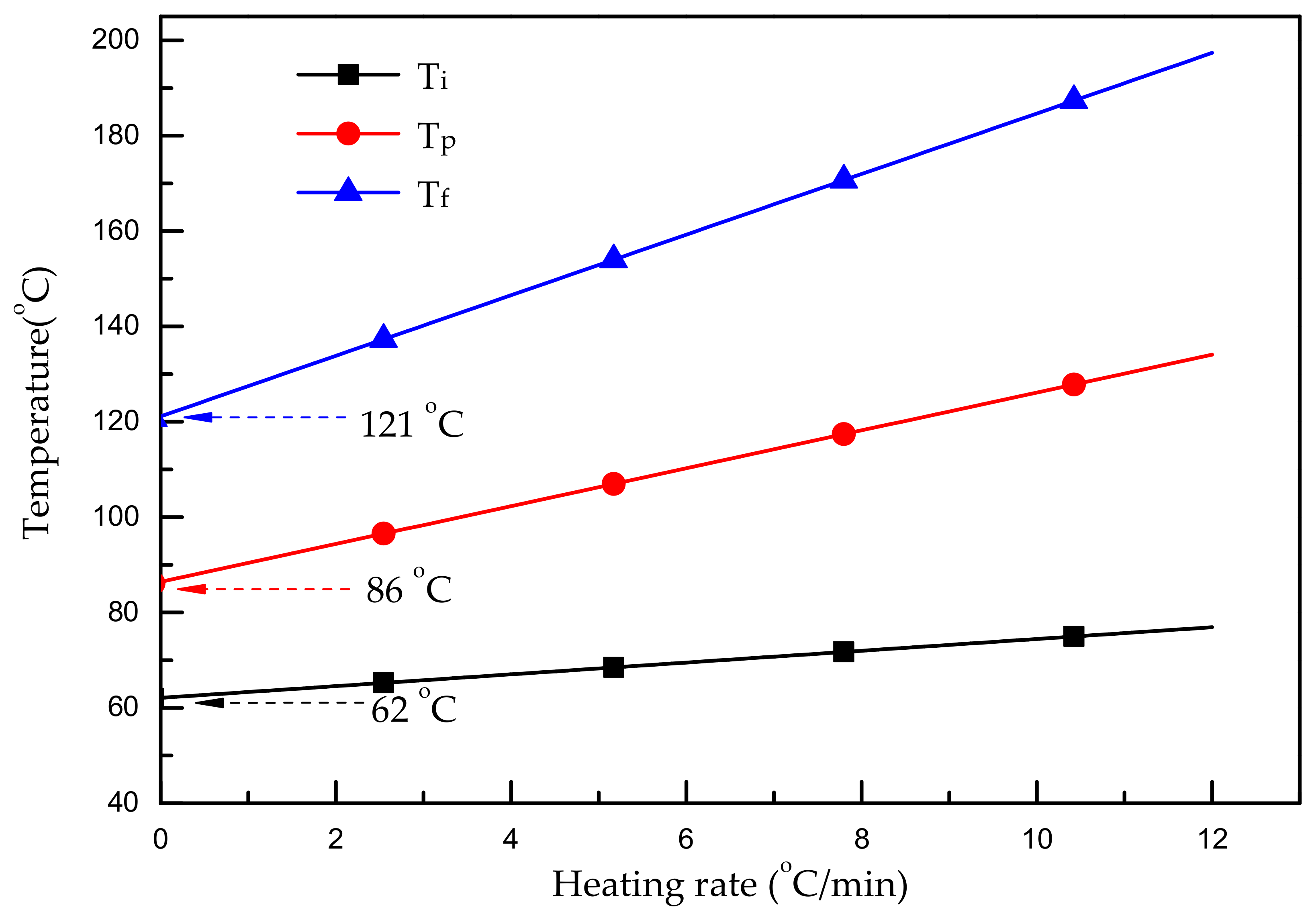
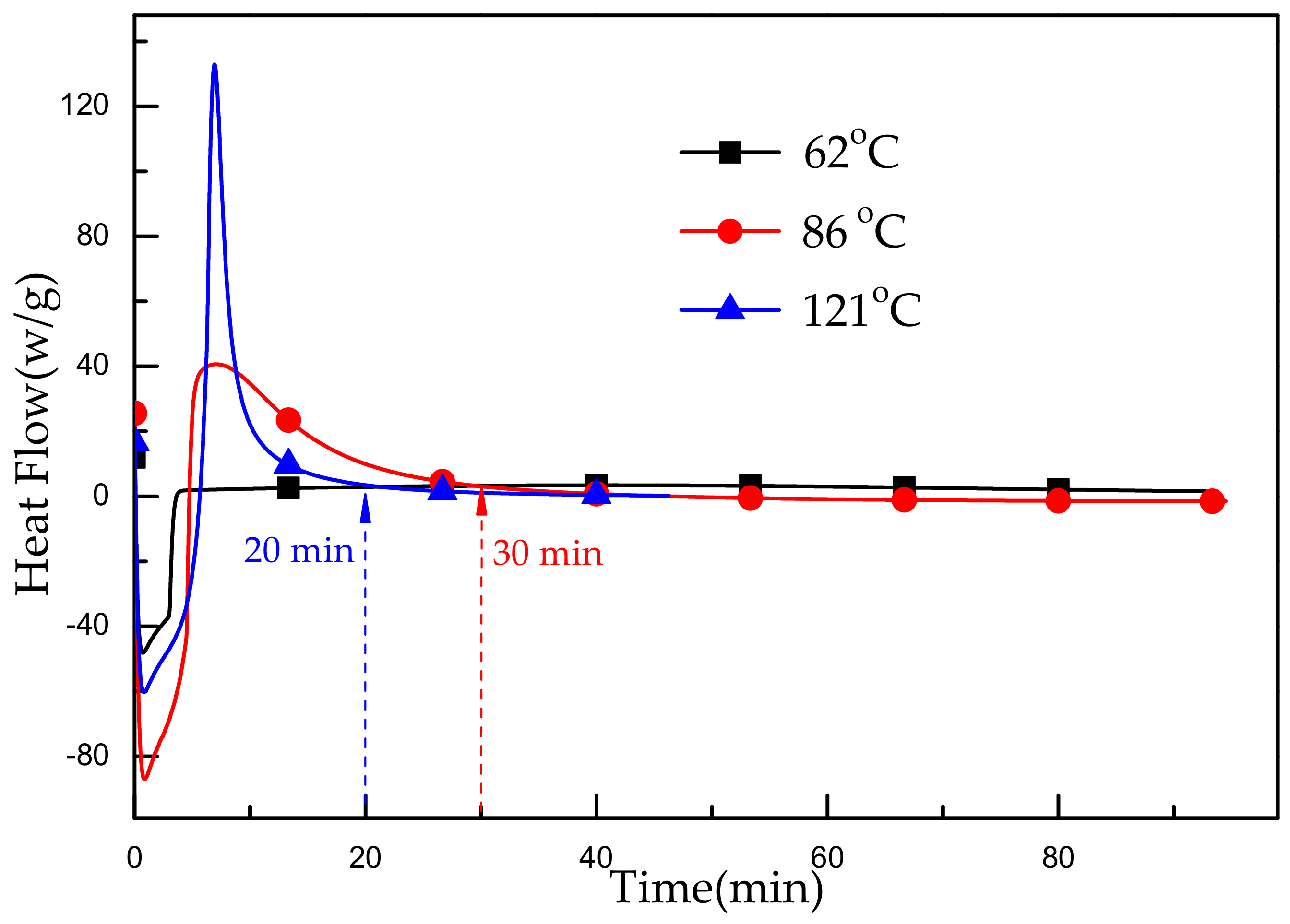
3.1.1. Thermal Properties of Epoxy Resin System
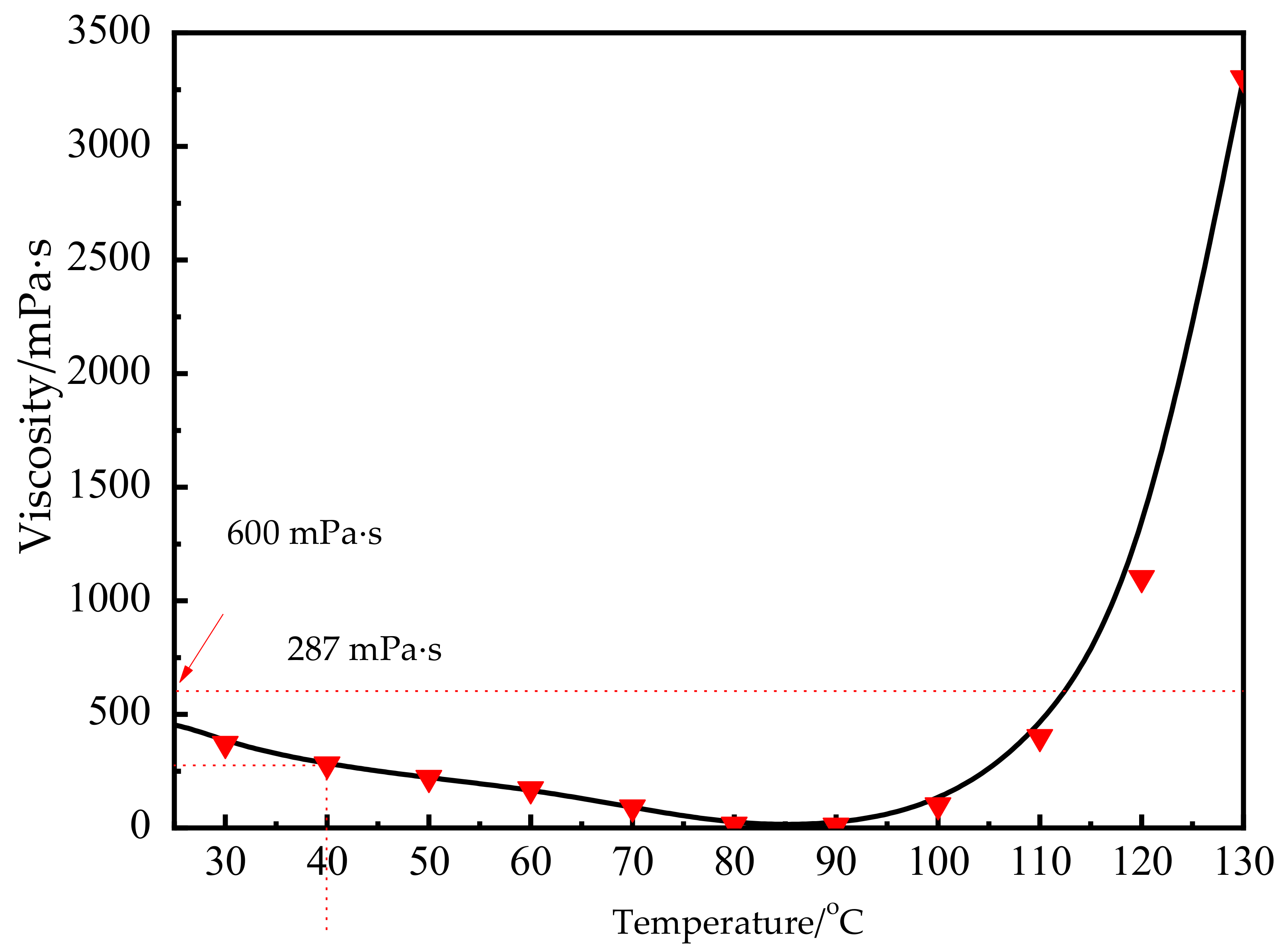
3.1.2. Rheological Properties of Epoxy Resin System
3.2. Mechanical Properties of Composite Prepared by CM
3.3. Mechanical Properties of Composite Samples Prepared by RTM
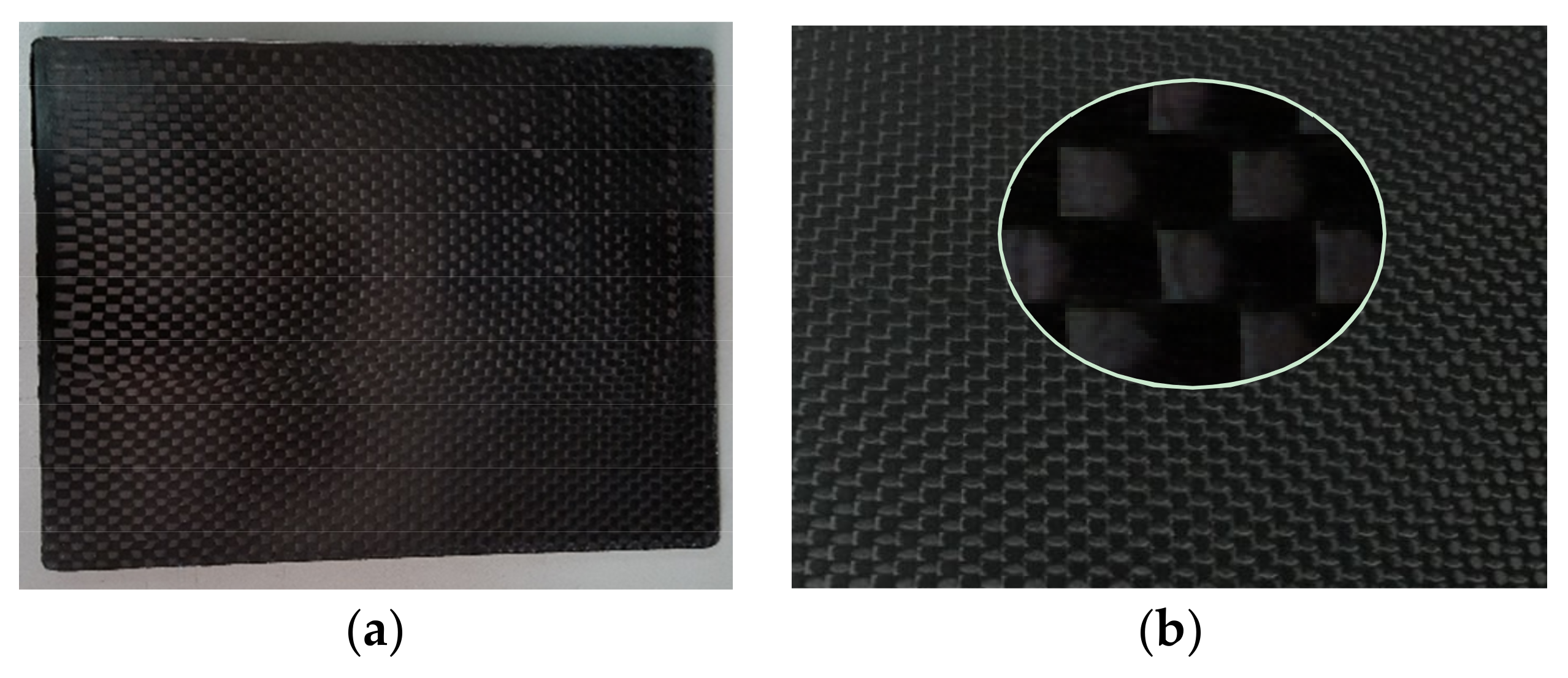
3.4. Preparation and Mechanical Properties of Composite Samples Prepared by CRTM
4. Conclusions
- (1)
- the molding parameters of CRTM technology was confirmed by investigation on influence factors of CM and RTM technology, including filling temperature, infusion speed, heating and pressure scheme, etc.
- (2)
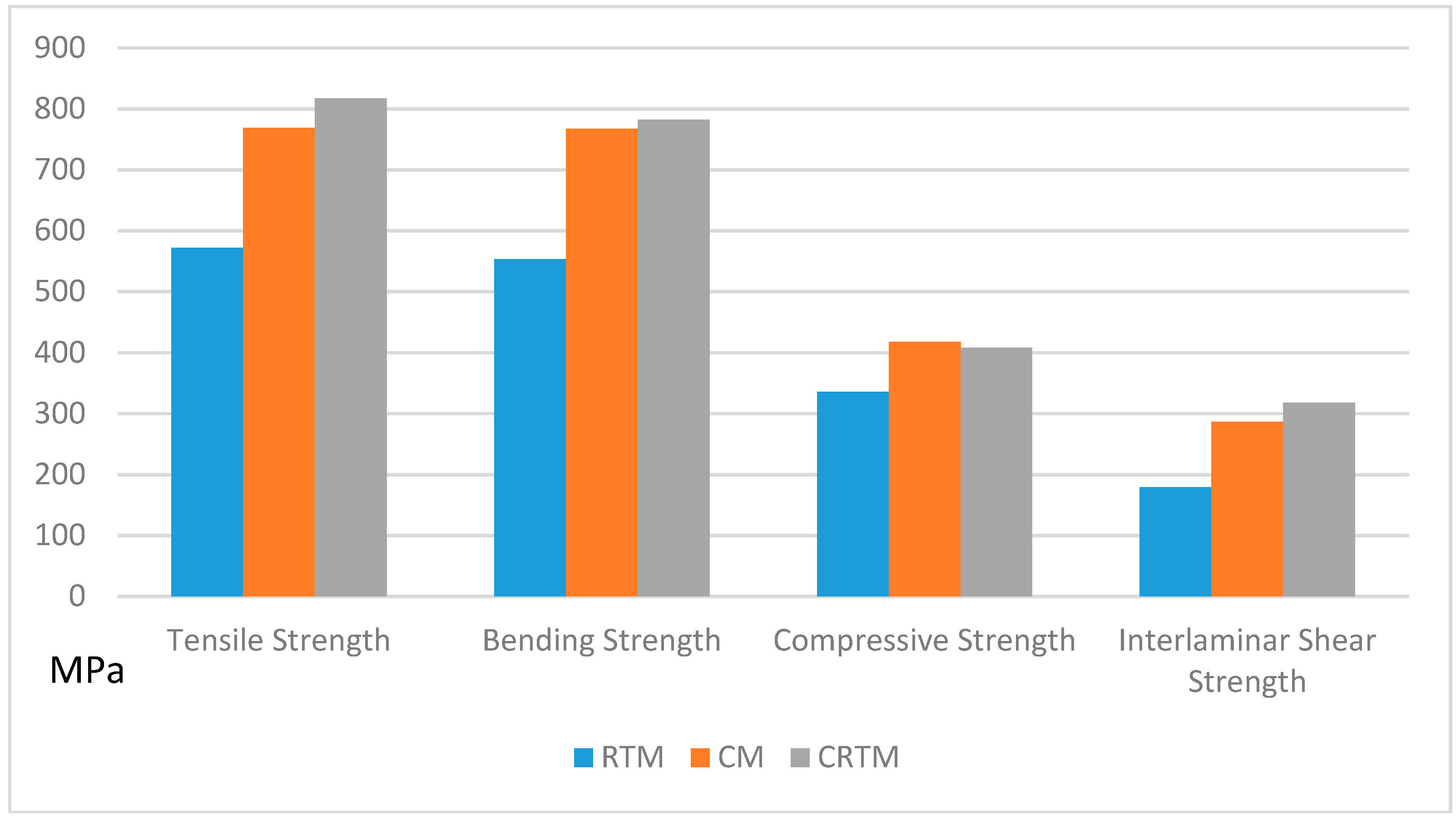
- the experimental results showed that the composites prepared by CRTM exhibited superior mechanical properties than those of the composites prepared by RTM and CM. The composite prepared by CRTM showed up to 42.9%, 41.2%, 77.3%, and 5.3% increases in tensile strength, bending strength, interlaminar shear strength, and volume fraction, respectively, that those of the composites prepared by RTM. Meanwhile, the porosity decreased by 45.2 %.
- (3)
- CRTM technology saves cost in molding carbon fiber reinforced composites compared with CM technology, which avoids the problems of storage, transportation, and high cost of prepreg.
Author Contributions
Funding
Conflicts of Interest
References
- Sinmazcelik, T.; Avcu, E.; Bora, M.O.; Coban, O. A review: Fibre metal laminates, background, bonding types and applied test methods. Mater. Des. 2011, 32, 3671–3685. [Google Scholar] [CrossRef]
- Zhang, X.H. The state of the art and trend of CF reinforced composites. Fiber Compos. 2004, 1, 50–53. [Google Scholar]
- Xiang, L.Y. Progress of manufacturing technology development of advanced polymer matrix composites. Acta Mater. Compos. Sin. 2013, 2, 1–9. [Google Scholar]
- Chen, X.B. Polymer Matrix Composite Material Manual; Beijing Chemical Industry Press: Beijing, China, 2004; pp. 4–5. [Google Scholar]
- Du, S.Y. Advanced composite materials and aerospace engineering. Acta Mater. Compos. Sin. 2007, 24, 1–12. [Google Scholar]
- Yi, X.S. Research and Development of Advanced Composites Technology; Defence Industry Press: Beijing, China, 2006; pp. 84–88. [Google Scholar]
- Chen, S.J. Composite materials technology and large aircraft. Acta Aeronaut. Astronaut. Sin. 2008, 3, 605–610. [Google Scholar]
- Poe, C.C.; Dexter, H.B.; Raju, I.S. Review of the NASA textile composites research. J. Aircr. 1999, 36, 876–884. [Google Scholar] [CrossRef]
- Bersuch, L.; Benson, R.; Owens, S. Affordable composite structure for next generation fighters. Materials and Process Affordability-Keys to the Future. In Proceedings of the 43rd International SAMPE Symposium and Exhibition, Anaheim, CA, USA, 31 May–4 June 1998; Kliger, H.S., Rasmussen, B.M., Pilato, L.A., Tolle, T.B., Eds.; pp. 56–65. [Google Scholar]
- Lawrence, J.M.; Hsiao, K.T.; Don, R.C.; Simacek, P.; Estrada, G.; Sozer, E.M.; Stadtfeld, H.C.; Advan, S.G. An approach to couple mold design and on-line control to manufacture complex composite parts by resin system transfer molding. Compos. A 2002, 33, 981–990. [Google Scholar] [CrossRef]
- Jiang, C.H. RTM Review. Fiber Reinf. Plast./Compos. 1996, 2, 25. [Google Scholar]
- Xie, W.Z. RTM process theory and characteristics. Fiber Reinf. Plast./Compos. 2000, 5, 46–48. [Google Scholar]
- Sun, B.G. High residual mechanical properties at elevated temperatures of carbon fiber/acetylene-functional benzoxazine composite. Compos. A 2018, 112, 11–17. [Google Scholar] [CrossRef]
- Fontana, Q.P.V. Viscosity: Thermal history treatment in resin transfer moulding process modelling. Compos. A 1989, 29, 153–158. [Google Scholar] [CrossRef]
- Liu, J.G. Research and development of high-performance epoxy molding compounds. Fine Spec. Chem. 2005, 13, 8–15. [Google Scholar]
- Su, H. Research progress of fiber reinforced epoxy resin composites. Thermosetting Resin 2011, 26, 54–57. [Google Scholar]
- Feng, W.; Wang, J.H.; Meng, Z.H. The analysis of voids formation during resin-transfer molding process. J. Wuhan Univ. Technol. 2004, 11, 5–7. [Google Scholar]
- Li, B.S.; Wang, Y.G. Research on the mechanism of RTM defect formation. J. Yunnan Univ. 2002, 24, 280–282. [Google Scholar]
- Qin, W. Interface modification of molding compound material. Polym. Mater. Sci. Eng. 2003, 6, 206–208. [Google Scholar]
- Wo, Y.Y. Analysis on the process properties and influence factors of composites molding. Hi-Tech Fiber Appl. 2009, 6, 41–44. [Google Scholar]
- Chaudhari, R. Characterization of high-pressure RTM processes for manufacturing of high-performance composites. In Proceedings of the 15th European Conference on Composite Materials, ECCM 2012, Venice, Italy, 24–28 June 2012. [Google Scholar]
- Baskarana, M. Manufacturing cost comparison of RTM, HP-RTM and CRTM for an automotive roof. In Proceedings of the 16th European Conference on Composite Materials, ECCM 2014, Seville, Spain, 22–26 June 2014. [Google Scholar]
- Bickerton, S.; Kelly, P.A. Compression resin transfer molding (CRTM) in polymer matrix composites. In Manufacturing Techniques for Polymer Matrix Composites (PMCs), 1st ed.; Advani, S., Hsiao, K.-T., Eds.; Woodhead Publishing Limited: Amsterdam, The Netherlands, 2012; pp. 348–380. [Google Scholar]
- Keller, A.; Masania, K. Flow and heat transfer during compression resin transfer molding of highly reactive epoxies. Compos. B 2018, 153, 167–175. [Google Scholar] [CrossRef]
- Shi, F. Rheological behavior of a bismaleimide resin system for RTM process. Acta Mater. Compos. Sin. 2006, 23, 56–62. [Google Scholar]
- Rajesh, K.P. Reinforcement effect of graphene oxide in glass fibre/epoxy composites at in-situ elevated temperature environments: An emphasis on graphene oxide content. Compos. A 2017, 95, 40–53. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heating Rate (°C/min) | Ti (°C) | Tp (°C) | Tf (°C) |
|---|---|---|---|
| 2 | 64 | 94 | 133 |
| 5 | 68 | 106 | 153 |
| 7 | 71 | 114 | 165 |
| 10 | 74 | 126 | 184 |
| 0 | 62 | 86 | 121 |
| Tensile Strength /MPa | CV /% | Tensile Modulus /GPa | Elongation /% | Bending Strength /MPa | CV /% | Bending Modulus /GPa | Impact Strength/KJ/m2 | CV /% |
|---|---|---|---|---|---|---|---|---|
| 768.56 | 3.46 | 3.01 | 4.02 | 767.64 | 2.82 | 3.07 | 16.87 | 4.66 |
| Tensile Strength /MPa | CV /% | Bending Strength /MPa | CV /% | Compressive Strength /MPa | CV /% | Interlaminar Shear Strength /MPa | CV /% |
|---|---|---|---|---|---|---|---|
| 768.56 | 2.82 | 767.64 | 3.86 | 417.59 | 4.48 | 286.90 | 4.22 |
| Injection Rate/cc·min−1 | Injection Pressure/MPa | Temperature/°C |
|---|---|---|
| 40 | 0.15 | 40 |
| Tensile Strength /MPa | CV /% | Bending Strength /MPa | CV /% | Compressive Strength /MPa | CV /% | Interlaminar Shear Strength /MPa | CV /% |
|---|---|---|---|---|---|---|---|
| 571.69 | 3.24 | 553.59 | 4.32 | 335.46 | 3.66 | 179.05 | 2.98 |
| Tensile Strength /MPa | CV /% | Bending Strength /MPa | CV /% | Compressive Strength /MPa | CV /% | Interlaminar Shear Strength /MPa | CV /% |
|---|---|---|---|---|---|---|---|
| 817.51 | 3.67 | 781.90 | 4.05 | 407.54 | 4.12 | 317.53 | 3.89 |
| Processing Style | Volume Fraction/% | Porosity/% |
|---|---|---|
| CRTM | 78.1 | 0.23 |
| CM | 78.5 | 0.26 |
| RTM | 74.2 | 0.42 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Z.; Xiao, J.; Tao, L.; Wei, Y.; Wang, S.; Zhang, H.; Zhu, S.; Yu, M. Preparation of High-Performance Carbon Fiber-Reinforced Epoxy Composites by Compression Resin Transfer Molding. Materials 2019, 12, 13. https://doi.org/10.3390/ma12010013
Sun Z, Xiao J, Tao L, Wei Y, Wang S, Zhang H, Zhu S, Yu M. Preparation of High-Performance Carbon Fiber-Reinforced Epoxy Composites by Compression Resin Transfer Molding. Materials. 2019; 12(1):13. https://doi.org/10.3390/ma12010013
Chicago/Turabian StyleSun, Zeyu, Jie Xiao, Lei Tao, Yuanping Wei, Shijie Wang, Hui Zhang, Shu Zhu, and Muhuo Yu. 2019. "Preparation of High-Performance Carbon Fiber-Reinforced Epoxy Composites by Compression Resin Transfer Molding" Materials 12, no. 1: 13. https://doi.org/10.3390/ma12010013