Composite Material Recycling Technology—State-of-the-Art and Sustainable Development for the 2020s




1
Materize, Kengaraga Street 8, LV-1063 Riga, Latvia
2
Institute of Solid State Physics, University of Latvia, Kengaraga Street 8, LV-1063 Riga, Latvia
3
SINTEF Industry, Forskningsveien 1, 0373 Oslo, Norway
4
Siemens Digital Industries Software, Via Werner von Siemens 1, 20128 Milan, Italy
*
Author to whom correspondence should be addressed.
J. Compos. Sci. 2021, 5(1), 28; https://doi.org/10.3390/jcs5010028
Submission received: 25 December 2020
/
Revised: 5 January 2021
/
Accepted: 12 January 2021
/
Published: 15 January 2021
(This article belongs to the Special Issue From Waste to Advance Composite Materials)
Abstract
:Recently, significant events took place that added immensely to the sociotechnical pressure for developing sustainable composite recycling solutions, namely (1) a ban on composite landfilling in Germany in 2009, (2) the first major wave of composite wind turbines reaching their End-of-Life (EoL) and being decommissioned in 2019–2020, (3) the acceleration of aircraft decommissioning due to the COVID-19 pandemic, and (4) the increase of composites in mass production cars, thanks to the development of high volume technologies based on thermoplastic composites. Such sociotechnical pressure will only grow in the upcoming decade of 2020s as other countries are to follow Germany by limiting and banning landfill options, and by the ever-growing number of expired composites EoL waste. The recycling of fiber reinforced composite materials will therefore play an important role in the future, in particular for the wind energy, but also for aerospace, automotive, construction and marine sectors to reduce environmental impacts and to meet the demand. The scope of this manuscript is a clear and condensed yet full state-of-the-art overview of the available recycling technologies for fiber reinforced composites of both low and high Technology Readiness Levels (TRL). TRL is a framework that has been used in many variations across industries to provide a measurement of technology maturity from idea generation (basic principles) to commercialization. In other words, this work should be treated as a technology review providing guidelines for the sustainable development of the industry that will benefit the society. The authors propose that one of the key aspects for the development of sustainable recycling technology is to identify the optimal recycling methods for different types of fiber reinforced composites. Why is that the case can be answered with a simple price comparison of E-glass fibers (~2 $/kg) versus a typical carbon fiber on the market (~20 $/kg)—which of the two is more valuable to recover? However, the answer is more complicated than that—the glass fiber constitutes about 90% of the modern reinforcement market, and it is clear that different technologies are needed. Therefore, this work aims to provide clear guidelines for economically and environmentally sustainable End-of-Life (EoL) solutions and development of the fiber reinforced composite material recycling.
Keywords:
composites; recycling; composite materials; sustainability; end-of-life; circularity; circular economy; cars; society; technologyHighlights:
- The historic timeline of the composite industry was presented in six periods of its development.
- State-of-the-art of the composite recycling technology was provided, including composite market, energy demand and Technology Readiness Level (TRL) analysis.
- Sociotechnical drivers for the development of composite recycling technology in the decade of 2020s were identified and summarized.
- Different types of composites require different optimal recycling routes—an analysis and suggestions were presented.
- Recommendations provided for economically and environmentally sustainable future development of the composite recycling technology, industry and society.
1. Introduction and Motivation
1.1. The History, Development and State-of-the-Art of the Composite Industry
Composite materials are the materials made from two or more constituent materials with significantly different physical and/or chemical properties that, when combined, produce a material with characteristics different from the individual components. Historically, the use of composite materials is dated back to about 3000 years ago in ancient Egypt, where natural fiber straws were used as reinforcements to build walls. Over the years, more durable materials were developed and today we have fiber reinforced composites that can also be produced in large scales [1]. Since 1932, the Fiber Reinforced Plastics (FRPs) have become materials widely used in an automobile, aerospace, marine, offshore, structural and transportation industries, public transport vehicles, buildings, sports equipment, pleasure boats, wind energy and wave energy converters [1,2]. This is due to FRPs having an excellent mechanical performance, light weight and durability—FRPs have great advantages due to their corrosion resistance and high strength-to-weight ratio [1,3]. The history of wind turbines, however, dates back to 1887, when a first known wind turbine was built in Scotland to produce electricity, whereas implementation of composite blades was first mentioned almost a century later, starting from 1975 [4]. Since then, the composite and wind energy industries have been inseparable. According to Hartman [5], the timeline of the composite industry can be divided into five periods of its development:
- ◊
- 1932–1946, Start-of-the-Industry Phase. Applications: FiberglasTM by Owens Corning, commercial boat hulls, FRP car body by Stout Scarab. Processes: Chopped Strand Mat (CSM)/Continuous Filament Mat (CFM) process, resin systems developed, hand layup process.
- ◊
- 1947–1960, Niche Applications Phase. Applications: Commercial FRP car body, composite panels (Trucks), helicopter blades for Alouette II. Processes: chopped strands process, carbon fibers developed, direct roving process, spray-up process, pultrusion process.
- ◊
- 1961–1978, Industrial Applications Phase. Applications: Glass Reinforced Thermoplastics, Sheet Molding Compound (SMC) air deflector, glass mat reinforced shingles, commercial wind turbine blades. Processes: filament winding process, Sheet Molding Compound (SMC) process, high-strength S-glass process, Kevlar (aramid) fibers developed.
- ◊
- 1979–1996, Corrosion Resistance Phase. Applications: Composite storage tanks, fiberglass windows, hybrid front-end modules. Processes: continuous fiber thermoplastic laminates, long-fiber thermoplastics, resin infusion process.
- ◊
- 1997–2014, Hybrid Technology Integration Phase. Applications: Commercial Wind turbine (major 1990s wave of wind power), commercial aircraft, structural automotive parts, consumer electronics. Processes: hybrid molding technologies.
- ◊
- 2000–2020s, State-of-the-Art Phase, also Composite Recycling Phase. The highly detailed timeline by Hartman was presented in 2014 and needs a few updates (and a sixth period in the timeline). During the recent years, ageing and corrosion studies have reached a new wave of interest, due to novel concepts and technologies being available [6,7,8,9]. Furthermore, composite materials recycling, started during the Hybrid Technology Integration Phase, is now one of the fastest growing niches of the composite research. Health monitoring also deserves a mention in the modern day [10]. The trend during the last two decades was an attempt to save weight, reduce the cost of composite materials, and to develop the composites recycling technologies [1,11,12]. Judging on the appearing number of publications in the recent two decades, the scientific interest in this composite recycling topic has grown significantly (about three-to-four-fold), and the scientific interest in composite recycling is accelerating with every passing year in the last decade alone [1].
1.2. The Motivation, the Drivers and the Market
In the recent years, a few significant events took place that added immensely to the sociotechnical pressure for developing sustainable composite recycling solutions, namely (1) a ban on composite landfilling in Germany in 2009 [13], (2) the first major wave of composite wind turbines reaching their End-of-Life (EoL) and being decommissioned in 2019–2020 [14], (3) the acceleration of aircraft decommissioning due to the COVID-19 pandemic (mass decommissioning of aircrafts expected in the 2020s decade) [15], and (4) the increase of composites in mass production cars, thanks to the development of high volume technologies based on thermoplastic composites [1,13]. Stella Job reported already back in 2014 to Reinforced Plastics that a barrier to the increased use of glass fiber reinforced (GFRP) and carbon fiber reinforced polymer (CFRP) composites is the lack of recycling facilities [16]. The increased use of CFRPs and GFRPs in the industry coupled with landfill disposal restrictions and bans has resulted in a need to develop effective recycling technologies for composites [17]. It is only logical to conclude, that such sociotechnical pressure will only grow in the upcoming years as other EU countries are to follow Germany by banning landfill options [13], by the growth of the composite markets, increase in composite production rates and composite structure installations (see Figure 1), and by the ever-growing number of expired wind turbines waiting to be incinerated or recycled. The latter is especially certain, as the decommissioning intensity will follow the historical increasing-by-year number of installed wind turbines [13]. Therefore, the drivers to develop the outmost sustainable composite recycling technologies are without a doubt crucial to the survival and viability of the composite industry as a whole, and it is expected that such trend will become more and more prominent in the current decade of 2020s.
The industries where composites are most employed are aerospace, automotive, marine and wind energy. In these, the new trends are leading to an increased importance of EoL management of the material. To quote Mark Holmes: “The main driver in transportation—automotive, rail and aerospace—is the need for lightweight materials to improve efficiency… there is also an environmental consideration” [18]. Furthermore, to quote Van der Woude et al.: “Fiber Reinforced Plastics or Composites can replace existing materials to lower the total environmental footprint or enable key applications such as renewable energy generation, both contributing to a more sustainable society. At the end of use, composites often still have excellent properties. Its durability implicitly makes recycling into its constituents difficult” [19].
1.2.1. Aerospace
The International Air Transport Association (IATA) estimated the retirement of 11,000 aircrafts in the next 10 years [15]. The COVID-19 pandemic has limited air travel very significantly, and this is expected to accelerate decommissioning of these aircrafts, making the recycling topic even more so important. Furthermore, the content of composite materials used in aircrafts has grown immensely in the last decades, as can be seen in example of Airbus and Boeing commercial aircrafts. For instance, the use of composite materials (by weight, wt%) in Airbus line of commercial aircrafts: A300 (4.5 wt%, produced in 1971–2007), A310 (6 wt%, produced in 1983–1998), A320 (10 wt%, 1986–present), A340 (13 wt%, 1991–2011), A380 (25 wt%, 2003–present), A350 (53 wt%, 2010–present) and in Boeing line: B777 (10 wt% [20] or 12 wt% [1], 1993-present) and B787 (50 wt%, 2007–present) [20]. For example, Airbus A380 has the following composite parts made in CFRP: outer flaps, J-nose, center ring box, wing ribs, rear pressure bulkhead, floor beams for upper deck, etc. A combination of different composite reinforcements (CFs, aramid fibers (AFs), GFs and hybrid CF+GF) are used in various parts. As for Boeing, B777 uses 12% composites and 50% aluminum. Whereas, B787 body consists of 50% composites by weight, 10% steel, 15% titanium, 20% aluminum and 5% unspecified. That includes fiberglass, CFRP laminates and carbon sandwich structures [1]. Aluminum has traditionally been one of the most common metals used in the aerospace industry, but its usage dropped from 50% in the Boeing B777 aircraft to only 20% in the Boeing B787 [21]. One reason for the composite-tendency can be seen when comparing the mechanical properties: tensile modulus and strength of E-glass fibers (72 GPa, 3.5 GPa) vs aluminum (68.9 GPa, 0.31 GPa) [21].
1.2.2. Automotive
In the automotive industry, composites have been used in sport cars thanks to the highest performance achievable with lightweight. Recent developments in mobility have paved the way for an electric propulsion and autonomous guide technologies. These vehicles need lightweight for reaching longer ranges between recharging (electric cars), thus leading to a new driver for high volume production technologies of composites and their EoL disposal definition. Yet another driver for recycling is due to automotive and aerospace industries, where carbon fiber parts are often made in high volumes, and high percentages (sometimes even 20–40%) of the raw materials going to waste [22]. As of automobile industry, 2016 VW golf has composites in its construction (composite seat frames and composite floor panel) and in its body (for instance, composite front fenders and composite tailgate) [1]. For example, in the automobile industry, one of the objectives is to have fuel-efficient cars and also lightweight cars. Application of CFRP in car parts reduces the weight of the 30% of a standard car [1]. The need for environmental responsibility cannot be overemphasized. In the automotive industry, EU legislation required 85% of a vehicle to be recyclable. CF waste can be recovered and converted to new products using less than 10% off the energy required to produce the original CF, fulfilling legislative and sustainability targets [1]. CFRPs contribute to the decrease of greenhouse emissions by reduction in fuel consumption as they are used to manufacture lighter bodies of cars and airplanes [1]. One major driver in the composite field is cost reduction [23].
1.2.3. Offshore and Naval
Composites have been an enabling technology in the offshore industry, as seen in wind turbine blades and oil wells with deeper risers [1,24,25,26,27,28]. Naval vessels have used composites for specific properties, that are important for military applications, such as their non-magnetic properties for minesweepers [29,30] and stealth properties, being used as Radar Absorbing Materials (RAS) [31]. Randomly oriented chopped fiber composites have been used also for leisure boats since long time, but recently there has been an increased use of long fiber reinforced composites in this field, thanks to the development of engineering methods and tools that enable a more accurate design, engineering and manufacturing.
1.2.4. Wind Energy
In wind energy, composites are employed in blades, thanks to their high specific strength. It was reported by Global Wind Energy Council (GWEC), that there are more than a third of a million utility scale wind turbines installed around the world, most of which are designed for service life of 20–25 years. Turbines from the first major wave of wind power in 1990s are reaching the end of their life expectancy nowadays and in the decade of 2020s [32]. Therefore, the looming issue of recycling of the expired FRP blades, about two gigawatts worth of turbines were already expected to be refitted in 2019 and 2020 [14]. For instance, Denmark was one of the major players in the early wind energy adoption and is becoming one of the first countries to face the bulk disposal challenge [32]. For sustainability purposes, some EU countries have banned disposal in landfills of composite blades [13], so new EoL solutions for composites are required to emerge and develop in this industry. Disposing of composite wind turbine blades in an environmentally friendly way is a year-by-year growing problem [14]. With the increase in the application of renewable energy, wind turbine blade waste has a high tendency to increase [1]. According to Amaechi et al. and Liu et al. [1,33] the usage of blade material waste is expected to grow from 1,000,000 t in 2020 up to 2,000,000 t in 2030, doubling in the current 2020s decade’s time. It is predicted that a quarter of this EoL waste will be in Europe [23].
Most turbine rotors have three blades, ranging in size from 12 m (early wind turbines) up to 80 m in length—and some even larger—today. Many of these rotor blades will soon turn into the EoL items [32]. A longer blade examples include Siemens Gamesa Renewable Energy (SGRE)—14 MW wind turbines with 108 m long IntegralBlades and a rotor diameter of 222 m. Recycling will become an even more pressing matter in the 2020s—today around 85 to 90% of wind turbines’ total mass can be recycled, and there are about 2.5 million t of composite material are currently in use in the wind energy sector, globally. According to WindEurope, there will be around 14,000 blades (about 40,000–60,000 t) planned for decommissioning by 2023. Recycling these old blades is a top priority for the wind industry [13]. This challenge requires both logistical and technological solutions for disassembling, collection, transportation, waste management and reintegration of the composite materials and/or structures into the value chain [13]. The recycling of composite materials will therefore play an especially important role in the 2020s and further in the future, not only for the wind energy, but also for aerospace, automotive, construction and marine sectors to reduce environmental impacts and to meet the demand.
Another very recent potential driver—presented in November 2020—which could affect the composite industry is a recent plan of a “Green Industrial Revolution”—Boris Johnson’s vision to completely ban sales of new gasoline and diesel cars in the UK by the end of 2020s, creating up to 250,000 jobs in energy, transport and technology [34]. It will very likely have a major impact on the automotive and energy sectors, also affecting the composite industry.
1.2.5. The Market
The market drivers that determine the best disposal solutions of FRP waste are the market forces of demand and supply, the increasing cost of landfills, the increase in awareness on circular economy thinking, the markets for recycled products, government policies, and legislations on recycled FRP composites. However, the most important driver on commercial viability of recycled fiber reinforced polymer (rFRP) composites is the breaching of new markets. With the increase in more composite recyclates, there is also an effect on the existing composite manufacturers, and their sources of raw materials. Currently, automobile manufacturers, like Bayerische Motoren Werke AG (BMW) and Volkswagen AG (VW) are also researching on increasing the use of composites on their cars and also using recycled composites and biocomposites. This will also increase the economic viability of rFRP composites in the automobile industry [1].
High growth segments of global composite end product market at the moment are Aerospace (approx. $8.9 billion, almost doubled in the last 6 years), Construction (approx. $14.7 billion, approx. 1.5 times increase in the last 6 years) and Transportation (approx. $22.4 billion, approx. 1.5 times increase in the last 6 years) [1]. The approx. $40.2 billion composite industry consists of Ceramic Metal Composites (approx. $3.5 billion), Metal Matrix Composites (approx. $0.6 billion) and the largest part is Polymer Matrix Composites (PMCs). PMC end products industry is mainly made up of CFRP products (approx. $25 billion), GFRP products (approx. $50 billion) and natural fiber FRPs products (approx. $5 billion) [1]. The market for composite products is anticipated to expand at Compound Annual Growth Rate (CAGR) of 3.3% up to 2024. It is anticipated that the worldwide market for end product composites will reach an estimated $114.7 billion by 2024 [1,35].
The net global GF market is expected to reach $12 billion by 2025, according to a 2019 Global Market Insights, Inc. report. During the 2018-made forecast up to 2025, the GFRP composites market is expected to register a compound annual growth rate (CAGR) of 9.18% [36]. This growth in the use of GFRP composites will lead to the production of higher amounts of waste [37]. GFRP production volumes in Europe (by processes/parts) grew from 1056 kt (kilotons) in 2008 up to 1141 kt in 2018. Among processes/parts, open mold processes such as hand lay-up has decreased significantly (from 202 to 140 kt); SMC/BMC and pipes and tanks stayed approximately unchanged throughout the decade (approx. 150 kt). Meanwhile, continuous processing such as RTM, sheets and pultrusion has grown immensely (from 115 to 151 kt) [23]. A recent analysis by Thomason et al. indicated that there is an ongoing situation where up to 50% of the global demand for GF reinforcements could potentially be supplied by recycled glass fibers (rGF) from EoL and manufacturing waste recycling [38,39]. In GFRP waste recycling, it is crucial to develop low-cost approaches for recycling the GFs, otherwise it will not be beneficial and affordable since commercial GFs are not very expensive reinforcing fibers [37]. Among all of the different types of reinforcements utilized commercially, 65% of the revenue generated by the sale of FRP materials comes from glass fibers. In 2020, the global GFRP market is about $60 billion [21].
Already in the modern times, possible savings with recycled CF are significant. “Virgin Carbon products are typically between 30–40 €/kg, while recycled materials are 10–20 €/kg”. Potential to reduce the cost of fiber reinforcement by approx. 40%. Additionally, recycled carbon has less than 10% of the global warming potential of virgin carbon fiber. Recycled CFs can also be used in hybrid materials—i.e., 10%, virgin CF + 90% rCF can reduce costs by 70% [18]. With the increase in the applications of CFRPs in components with shorter service lives, the EoL of CFRPs now ranges between 2 and 40 years. The advancement of CFRPs recycling technology thus becomes a more pressing matter [1].
To conclude, state-of-the-art application of composites in different industries show a growing demand for composites, and thus the need increases too. The trend in recycling also increases and will be beneficial in the near future based on the current recycling processes and regulations to support recycling in the composite industry [1].
2. Current Industrial End-of-Life Solutions for Composite Materials
2.1. End-of-Life Solutions: Landfill, Incineration or Recycling?
For many composite structures, for example wind turbines, the EoL is approaching. The question arises naturally: What to do with “spent” composite materials? This leads us to three major current options: (1) Landfill, (2) Incineration or (3) Recycling. Which is more sustainable? [3]. The question of how to dispose of EoL composite parts is growing in importance. “Can EoL thermoset composite parts and production waste be recycled? Are there any companies offering this service?” According to Amanda Jacob, the frequency of these questions is growing with every year, indicating that the composites industry and its customers are no longer content with the traditional disposal routes of landfill and incineration [40]. There are also political drivers behind this trend, traditional disposal routes such as landfill and incineration are becoming increasingly restricted and banned, and composites companies and their customers are looking for more sustainable solutions according to the European Composites Industry Association (EuCIA) [41]. The composites industry is facing growing environmental pressures. As the industry continues to grow and the volume of FRPs used increases, so does both production scrap and EoL waste [41].
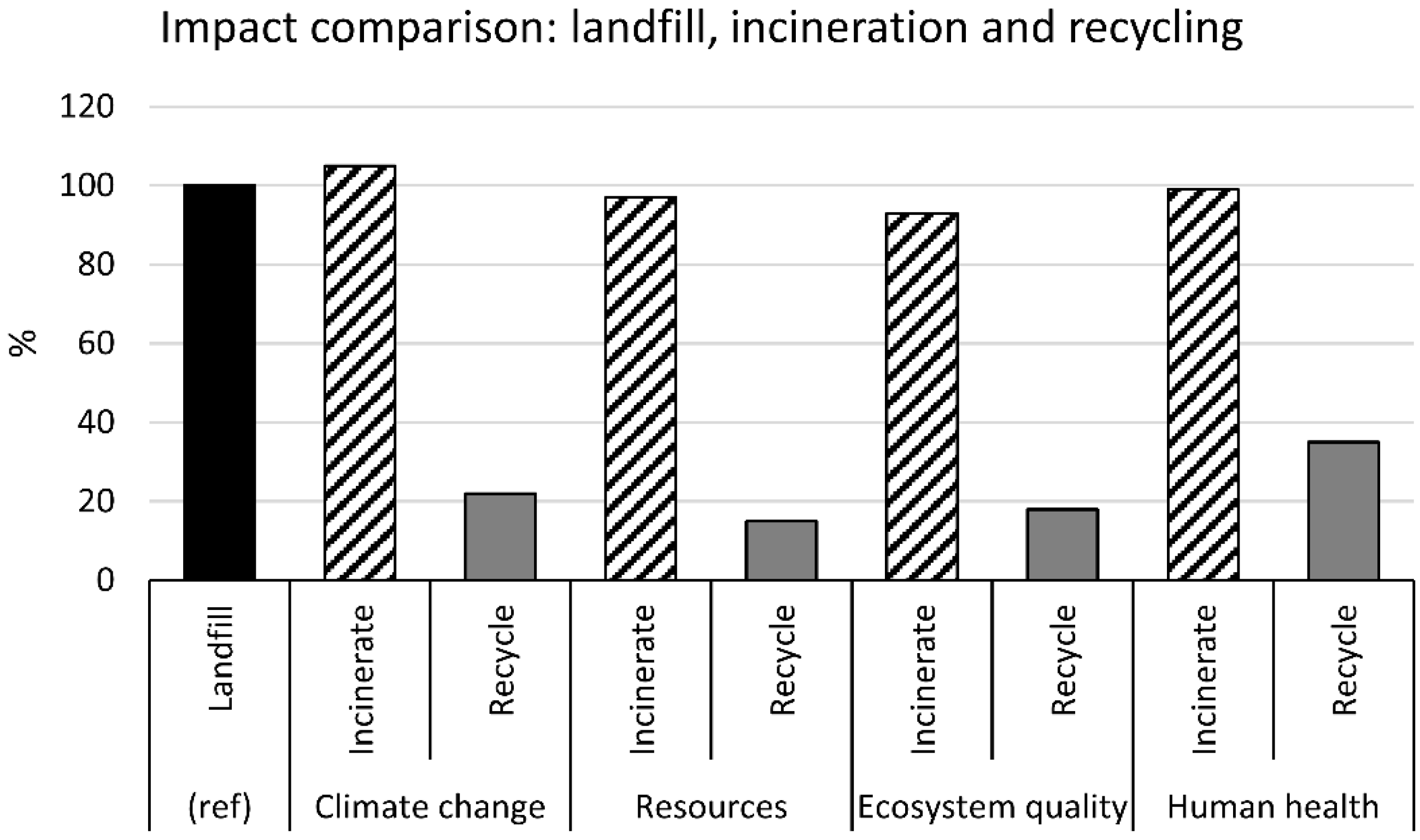
The three main EoL solutions of treating composite waste are landfill disposal, incineration and recycling. The impact of each was well represented by Oliveux et al. in a 2015 article [11] is shown if Figure 2.
Although landfills are the most common and cheapest technique for discarding the non-biodegradable FRP waste, it is creating a negative impact on the environment and ecosystem [3]. To quote Oliveux et al.: “One of the biggest challenges posed by fiber reinforced composites is their recycling” [11].
2.1.1. Landfill
Landfill is a relatively cheap disposal route, but it is the least preferred waste management option under the European Union’s (EU) Waste Framework Directive. Landfill of composite waste is already banned in Germany (in 2009) and other EU companies are expected to follow this route [13,41]. However, globally still most of GF manufacturing waste is landfilled. Approx. 70% of reinforcement GF is used to manufacture thermoset-based GFRPs, which also produces approx. 15% manufacturing waste [39]. Most of the production and EoL waste in the UK is landfilled, and up to 90% of the GFRP waste is landfilled [1]. In the Netherlands, under the third edition of the National Waste Management Plan landfilling of composite waste is banned “in principle”. However, wind farm operators can benefit from an “exemption” if the cost of alternative treatment is higher than 200 €/t. According to a survey conducted by WindEurope, the cost of mechanically recycling wind turbine blades in the Netherlands ranges between 500–1000 €/t including onsite pre-cut, transport and processing. Mechanical recycling itself costs between 150–300 €/t. Therefore, landfilling is still practiced [13].
2.1.2. Incineration
Incineration is a waste treatment process that is based on the combustion of organic substances contained in waste materials. It is another common method of disposal of FRP. However, in this process around 50% of the composite waste remains as ash, and has to be landfilled [41].
The cost for landfill and incineration is also expected to increase over the coming years. Many initiatives have looked at the mechanical recycling of glass fiber composites. In this route, the waste composite is broken up and then ground into small particles. The resulting mixture of fiber, polymer and additives is then re-used in other products. use as a filler in sheet and bulk molding compounds (SMC/BMC) and in asphalt and concrete reinforcement [41].
2.1.3. Recycling
Energy demand involved in composite recycling methods is the following, sorted from the highest to the lowest: Chemical recycling (21–91 MJ/kg); Pyrolysis (24–30 MJ/kg); Microwave Pyrolysis (5–10 MJ/kg); Mechanical recycling (0.1–4.8 MJ/kg) [1].
Recycling of FRPs can be done without fiber/matrix separation, in this case the material can be chopped for example and be reused as a filler for other applications, in this case a part of the material’s value is lost, due to the non-directional properties of the material finally obtained from the recycling process, however this is a relatively inexpensive process, as it relies on material chopping (mechanical recycling). Other recycling methods involve the separation of the matrix from the fibers. Such processes are more complex and expensive, but provide more value, as new directionally reinforced parts or structures can be made.
It is worth noting that out of the two main constituent phases (fibers and matrix), usually the fibers are the most valuable. Nevertheless, recycling the matrix material can still be advantageous, provided that the recycling process costs are lower than the cost of purchase for new material. This introduces another sub-categorization of recycling methods, the ones that enable re-use of the fibers and the ones that enable re-use of the matrix.
Currently the most common method in the industry for the recycling of FRPs is by pyrolysis. While not fully certain, according to Amaechi et al., it is not economically viable to recycle thermoset CFRPs using pyrolysis, while thermoset GFRPs are mostly considered [1]. ELG Carbon Fibre is the world’s first commercial CF recycler [23]. ELG Carbon Fibre process (modified pyrolysis): initially involves metal removal and cutting of large structures down to sizes suitable for down-stream processing—shredding of laminates and prepregs. Then, for recovery via modified pyrolysis (resin is burned off). CF is then converted through milling, nonwoven mat production and pelletization. Feedstock is primarily unused prepregs but the process also suits cured production waste and EoL materials [18]. In chemical approaches, often long-term heat treatment and/or high pressure are required. On the other hand, the pyrolysis approach, which is considered an environmentally unfriendly and high energy-consuming method, is usually a distractive method for the GFs recycling [37]. Samsung Venture Investment corporation has invested in Connora Technologies to help it commercialize its chemical recycling “Recyclamine recyclable epoxy thermoset technology”, a green chemistry platform that provides a method of making and recycling composite waste materials and products [22].
2.1.4. Cement Kiln Method (Cement Co-Processing)
One route for the disposal of composite waste which has been under investigation for several years, involves the use of the FRP waste as an alternative fuel in the cement industry. It is one of the promising methods because during the process, 100% of the composite waste is “recovered” in the form of energy and raw materials, resulting in approx. 67% material recovery (numbers here are averaged, but they vary based on the reinforcement content)—the mineral part of the composite, i.e., silica, calcium carbonate, alumina, etc., is integrated into the clinker (the product of the cement kiln and the basic raw material for cement); and approx. 33% energy recovery—the organic polymer matrix is used as a substitute to fossil fuels [41]. Sometimes this method is included in the recycling methods (e.g., mechanical recycling), and sometimes is viewed as a separate category. Co-processing of GFRP waste has no negative effect on the quality of the produced cement [41].
The “cement kiln route” enables handling bigger amounts of GFRP. An industrial scale facility is operating in Germany, collecting composite waste and EoL components (such as spent wind turbine blades) and delivering them in the appropriate form for use in a cement factory run by Holcim, one of the world’s leading cement companies [40]. CompoCycle composites recycling business started in 2009 with a project to dispose of large wind turbine blades and the setting up of a partnership with Holcim in Germany. In 2010, Zajons gained approval for the construction of a processing plant with a capacity 60,000 t/year, involving an investment of €6 million [41]. Danish pultruder Fiberline Composites started to deliver all its GRP production waste to Zajons in 2010 as part of its waste reduction and recycling program which has the objective to reach zero landfill [41]. This is a relatively simple and cheap solution, with a 100% recovery rate (no ash is produced as in the incineration route), but the composite waste needs to be reduced to a small particle size and formulated to make it suitable for use in the cement kiln. An industrial scheme following this route is now in operation in Germany. It is a partnership between Zajons Zerkleinerungs GmbH, a recycling business located in Melbeck, and Holcim, a leading Swiss-based cement group, which is introducing the “co-processing” of various waste materials as “alternative fuels and raw materials (AFR)” into its plants worldwide through its Geocycle business [41]. A cement co-processing plant was established in northern Germany which uses around 15,000 t of composite waste annually, 10,000 t of which comes from wind turbine blades. The plant has a total current capacity of 30,000 t/year. Cost is around 150 €/t (gate fee) [13].
2.2. Current Recycling End-of-Life Solutions—Industrial Composite Recycling
Industrial recycling applications—Higher Technology Readiness Level (TRL) technologies—which are already implemented in the recycling facilities are briefly discussed in this subchapter. Current EoL recycling solutions available industrially are only those options that have already reached high TRL and are summarized in this Section 2. The in-detail description of respective composite recycling technologies and their detailed spectrum from low to high TRL, as well as the comparison of the techniques, are discussed in Section 4 (Recycling Techniques).
2.2.1. Industrial Mechanical Recycling and Cement Kiln Method
Mixt Composites Recyclables (Tournon-sur-Rhône, France, ground GFs, used as reinforcement in asphalt, concrete, chipboards and rFRPs), Filon Products Ltd. (Burntwood, UK, ground GFRPs incorporated in their end products), Hambleside Danelow (Daventry, UK, ground GFRPs reused in their rFRPs, developed a process for mechanically recycling GRP to retain fiber length), Reprocover (Mechelen, Belgium, composite covers, street furniture, etc.), Fiberline-Zajons-Holcim (Middelfart, Denmark and Melbeck, Germany, cement kiln method), Eco-Wolf (Edgewater, FL, USA, grinding GFRPs and pro, uction of fibers for spray-up equipment), Procotex (Mouscron, Belgium, carbon, aramid, PEEK and natural fibers) and Apply Carbon (Laguidic, France, milled and cut carbon), Extreme EcoSolutions (Nijkerk, Netherlands, shredding and grinding GRPs to powder) [11,16].
2.2.2. Industrial Thermal Recycling
ELG Carbon Fibre (West Midlands, UK, world’s first commercial CF recycler, unsized milled and chopped fibers, modified pyrolysis), Materials Innovation Technologies MIT-RCF (Fletcher, NC, USA, fiber reclamation and use in preforms and finished parts), Karborek Spa (Martignano, Italy, milled and chopped CFs, 95% rCF composite multi-layered felts), CFK Valley Stade Recycling GmbH and carboNXT GmbH (Wischhafen, Germany, chopped and milled fibers), Hadeg Recycling Ltd. (Stade, Germany, short fibers mainly), ReFiber ApS (Roslev, Denmark), Japan Carbon Fiber Manufacturers Association (Ohmuta, Japan, pyrolysis and grinding), Firebird Advanced Materials (Raleigh, NC, USA, microwave-assisted pyrolysis), Formoso Technologies Group (Madrid, Spain, treatment of composite waste such as GF fabric, carbon fiber rolls, uncured prepregs and cured parts, recovery of fibers and oil for energy supply from the resins), Carbon Fibre Recycle Industry Co Ltd. (Kani Gun, Japan, thermal decomposition of CFRP waste by a self-combustion process) [11,16,23].
2.2.3. Industrial Chemical Recycling
Adherent Technologies (Albuquerque, NM, USA, 3-step process combining pyrolysis and solvolysis), Panasonic Electric Works Co. (Kadoma, Japan, hydrolysis, recovery of monomers and copolymers, recovery solid fractions such as fibers and fillers), SACMO (Holnon, France, solvolysis), Siemens AG (Munich, Germany, solvolysis), Innoveox (France, solvolysis hydrothermal oxidation) [11].
3. Recycling of Different Types of Composites
To quote Ab Kasper, General Manager of the European Composites Industry Association (EuCIA), about different types of composites: “Yes, composites can be recycled. A distinction should be made between thermoplastic composites and thermoset composites”. Different techniques are required for different types of composites [43]. Therefore, we look at types and share of different composites on the market in this chapter. The authors propose that one of the key aspects for the development of sustainable recycling technology is to identify the optimal recycling methods for different types of composites. Why is that the case can be answered with a simple price comparison of E-glass fibers (about ~2 $/kg, see Table 1) versus a typical carbon fiber on the market (~20 $/kg, see Table 1)—which of the two is more valuable to recycle? However, the glass fibers currently constitute about 90% of the reinforcement market [13,19], and it is clear that different technologies are needed for the sustainable EoL scenarios of different types of composites.
3.1. Polymer Matrix
Composite materials can be classified by a matrix type or by a reinforcement type. When classified using matrix types, composite materials can be divided into: (1) Organic Matrix Composites, (2) Ceramic Matrix Composites and (3) Metal Matrix Composites [1]. The first can be further subdivided into Polymer Matrix Composites (PMCs) and Carbon Matrix Composites. In this review, the authors investigate the recycling state-of-the-art mostly of PMCs (both thermoset-matrix composites and thermoplastic-matrix composites) as this is the where the main composite market is at the moment [1].
3.1.1. Thermoplastic Composites
The resin part of the composite can be reshaped by heating. Thermoplastic composites are recycled by grinding finished parts into small particles. These particles can be fed into an injection molding machine together with virgin thermoplastic composite materials [43].
It is also worth mentioning self-reinforced thermoplastic composites as these are especially promising from a sustainability standpoint due to their ultimate recyclability. Studies with polyethylene (PE) deserve special attention, given that this is the general-use polymer with higher production worldwide, and that it can be applied in actual high-performance composites being reinforced by, i.e., ultra-high-molecular-weight polyethylene (UHMWPE) [44].
3.1.2. Thermoset Composites
Thermoset composites can also be recycled. The resin part of the composite cannot be reshaped by heating. Thermoset composites are therefore ground in special equipment where the reinforcing fibers are separated from the resin and filler part. The fibers can be reused as reinforcing material in other applications; the resin and filler part are used again as filler in many other applications [43]. Epoxy resins are currently the predominant thermoset plastic used in performance carbon fiber composites [22].
One of the most important challenges facing the thermosetting polymer composites industry is the recovery and reuse of GFs from manufacturing waste and EoL composites in a cost-effective, sustainable, environmentally friendly way [39]. The reuse of these materials could result in a huge reduction in the environmental impact of the GF and composites industry where the replacement of 50% of current GF products by rGF products would equate to a global reduction in CO2 production of 2 million t per annum from reduced melting energy requirements of the GF and GFRP industry. This would clearly be in line with the growing societal and environmental pressure to reduce landfill disposal increase the reuse of valuable raw materials and reduce CO2 release to the atmosphere [39].
3.1.3. Vitrimers
Vitrimers are novel and promising matrix materials, that were introduced by Montarnal and Leibler et al. in 2011 as an attempt to bridge the processibility and recyclability issues when comparing thermosets to thermoplastics. The authors rethought the chemistry of cross-linked polymers and proposed Covalent Adaptable Networks (CANs) with silica-like fluidity [45]. Owing to their dynamic covalent networks, vitrimers can retain mechanical stability and solvent resistance, but can also flow when heated. CANs have a great potential due to the wide variety of chemistries that may enable bond exchange, enabling such intriguing properties as self-healing, recyclability and weldability. Vitrimers may expand the horizons of thermoset materials in terms of improved life-span, sustainability and overall enhanced functionality and versatility [42]. Vitrimers also offer a promising potential for the 3D printing industry, for instance, a recyclable thermosetting vitrimer epoxy ink was described by Shi et al. [46].
3.1.4. Rubber
While rubber is not the main focus, it deserves a short mention here—vulcanized rubbers are also thermoset materials and play a role in sustainable development of the composite and automotive industries, i.e., in tires [47,48]. Based on the current environmental situation and social acceptance, discarded tires should no longer be viewed as a useless waste material, but rather as a durable and inexpensive raw material to produce different and innovative parts. The incorporation of even a small fraction of waste tires into polymer matrices (thermosets, thermoplastics, rubbers) can lead to a substantial consumption of discarded tires as a partial replacement of virgin raw materials with advantages such cost reduction and sustainable compound production [47]. Waste tires (GTR and RTR, Regenerated Tire Rubber) can be used as a source of valuable raw materials in different polymeric matrices for the manufacture of low-cost products and a cleaner environment [47]. Rubber-Concrete technology: addition of rubber particles increases the durability of the material but reduces its mechanical strength—by correctly balancing the fine and coarse rubber fractions promising physical-mechanical performance can be obtained [49].
3.2. Reinforcement
Composite materials can also be classified by reinforcement type, being subdivided into (1) Particle-Reinforced Composites and (2) Fiber-Reinforced Composites. In this review, the authors concentrate on the latter, including both continuous and short fiber composites. Composites can be also looked at via their structural design, for instance, as sandwich composites and laminated composites [1].
As can be incurred, there is plenty of options and there is an overlap in these classifications, and to avoid confusion, the authors choose to look at composites classified by the material type of matrix and reinforcement. Therefore, by matrix: thermoset-matrix composites and thermoplastic-matrix composites; the two most common reinforcement material types are glass fibers (GF) and carbon fibers (CF), however, also basalt fibers (BF; not to be confused with boron fibers, which are also often marked by the same abbreviation in literature) and aramid/kevlar fibers (AF) deserve a mention. The authors concentrate mainly on the fiber-reinforced composites (Fiber-Reinforced Polymers; FRPs) with four main combinations:
- Thermoplastic Matrix + Glass Fibers
- Thermoset Matrix + Glass Fibers
- Thermoplastic Matrix + Carbon Fibers
- Thermoset Matrix + Carbon Fibers
The two of the most common reinforcement material types are glass fibers (GF) and carbon fibers (CF). As was mentioned earlier, the matrix can be a thermoplastic, a thermoset, rubber or a vitrimer.
Clean glass fiber waste is usually recycled by cutting it into short fiber lengths. These milled fibers are then mostly used in thermoplastic composites. A process to recycle clean uncured carbon fiber, as well as carbon fiber prepreg and cured materials is also used [43].
The nature of composites generated by the industry is known to be about 1/3 thermoplastics and 2/3 thermosets [50]. Despite the advances, strong growth, and many innovations in other segments of the FRP/composites market, Glass Fiber-Reinforced Plastics (GFRP) still remains the dominant material in the composites market with a market share of over 95% back in 2017 [51], now as of 2020 over 90% [13]. For 2017, a global demand for CF of 70.5 kt was evaluated. Since 2010, the annual growth rate of CF has been 11.45% [51].
Furthermore, carbon fibers are becoming cheaper with every year and take a larger proportion of the composite market [52]. The property and price comparisons of currently popular composite material reinforcement materials are shown in Table 1.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Reinforcement comparison by fiber type, i.e., glass, carbon, basalt, aramid, and their market share, cost range and mechanical properties [52,53,54,55,56,57,58,59,60,61,62,63,64,65,66,67,68,69].
| Fiber Type 1 | Market Share [%] | Cost Range [$/kg] | Tensile Strength [GPa] | Young’s Modulus [GPa] |
|---|---|---|---|---|
| E-Glass | ~70% | 1.3–2.6 | 3.45–3.5 | 72.5–73.5 |
| E-CR-Glass | 1.2–3 | 2–3.625 | 72.5–83 | |
| AR-Glass | 2.5–3 | 1.7–3.5 | 72–175 | |
| C-Glass | 1–2.5 | 3.3 | 69 | |
| A-Glass | 2–3 | 3.3 | 72 | |
| S/S-2-Glass | 16–26 | 4.6–4.9 | 86–89 | |
| R-Glass | 16–26 | 4.4 | 86 | |
| PAN Type Carbon | ~12% | 15–120 | 1.8–7.0 | 230–540 |
| HS Carbon | 20–120 | 3.31–5 | 228–248 | |
| IM Carbon | 25–120 | 4.1–6 | 265–320 | |
| HM Carbon | 25–120 | 1.52–2.41 | 393–483 | |
| UHM Carbon | 30–120 | 2.24 | 724 | |
| Basalt | ~11% | 5 | 4.84 | 89 |
| Aramid/Kevlar | ~7% | 15–30 | 2.6–3.4 | 55–127 |
1 Fiber type abbreviations expanded: E-Glass [Electric], E-CR-Glass [Electric/Corrosion Resistant], AR-Glass [Alkali Resistant], C-Glass [Chemical], A-Glass [Alkali], S/S-2-Glass [Strength], R-Glass [Reinforcement], HS Carbon [High Strength], IM [Intermediate Modulus], HM Carbon [High Modulus], UHM Carbon [Ultra High Modulus].
Currently, PAN precursor usually costs 3–6 $/kg. The ready CF, depending on its treatment for various, industries ranges in cost greatly, e.g., aerospace CF (113 $/kg), automotive CF (25 $/kg), wind CF (27 $/kg), pressure vessels CF (30 $/kg). The average cost of resin is approx. 4 $/kg. The average cost of CFRP end products also varies based on the application: aerospace (332 $/kg), automotive (100 $/kg), wind (97 $/kg), pressure vessels (102 $/kg) [36].
Global consumption for E-CR Glass Fibers was estimated at 43.3% share in 2017 [70]. Prepreg feed-stock costs (impregnated with epoxy) for E-glass, aramid, HS carbon, and IM carbon are 65, 95, 100 and 220 $/kg, respectively. However, the price of feedstocks is likely slightly outdated by now already [67].
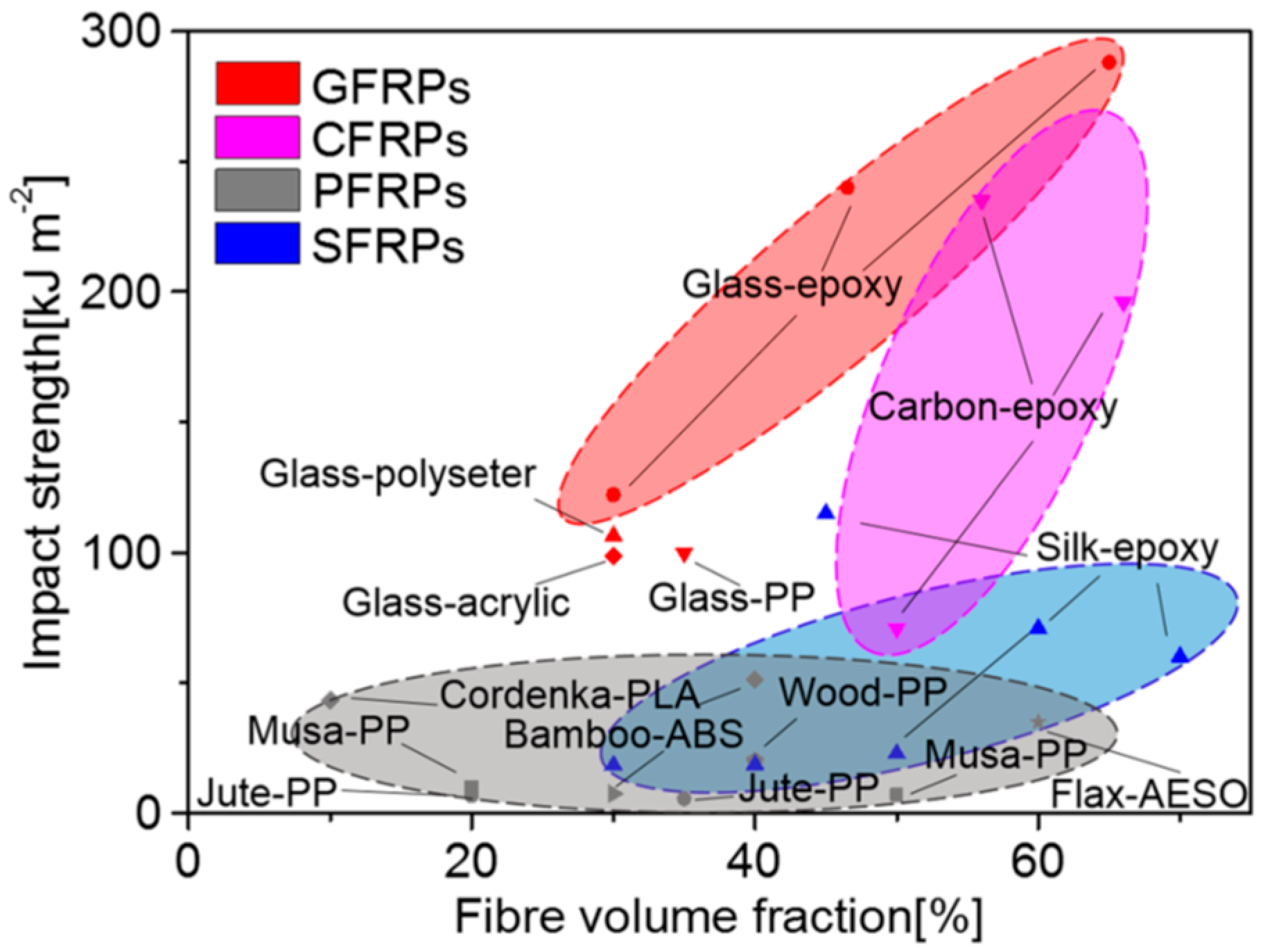
The comparison of the impact strength at room temperature of polymer composites reinforced by glass fibers, carbon fibers, plant fibers and silk fibers are shown in Figure 3.
It can be concluded that different types of composites require different optimal recycling routes, there is a natural overlap between the choice of the material and the technology. This connection as well as state-of-the-art recycling techniques are described in more detail in the following chapter.
It is worth mentioning that there is also a category of sustainable composite materials, the biodegradable composites. These materials have a relatively short degradation time after EoL and need therefore less recycling effort, as they can be disposed in an environment where they can degrade quickly. Promising biopolymers include polylactic acid (PLA), polyglycolide (PGA), Polyhydroxyalkanoates (PHA), bio-polyethylene terephthalate (bio-PET) and bio-polyethylene (bio-PE). According to a 2020 review by Lamberti et al., the most optimal recycling routes after reuse and mechanical recycling are alcoholysis, biodegradation, biological recycling, glycolysis and pyrolysis [72]. However, these composites are not as wide-spread; furthermore, non-biodegradable composites pose much more technical challenge than their biodegradable counterparts, hence biodegradable composites are not discussed in much detail in this article.
4. Recycling Techniques
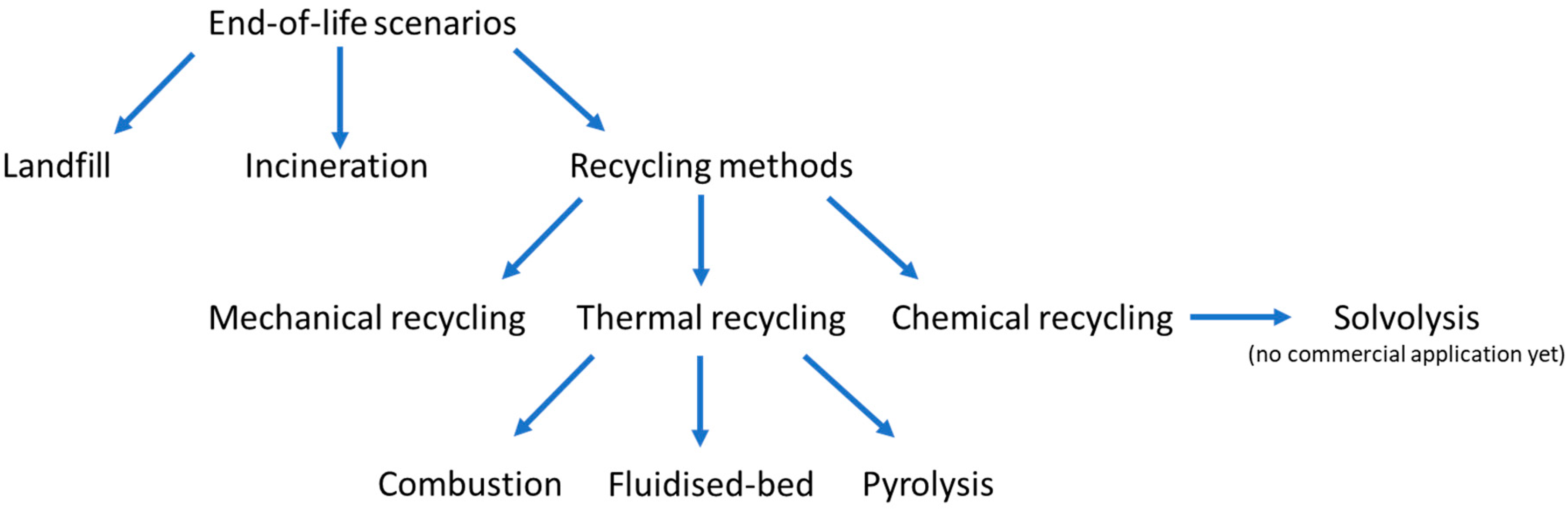
There has been considerable concern for the environment due to the continued use of finite resources and the need to address waste management, which has led to improved recycling of materials. Landfilling has in many cases been a comparatively economical method of disposing of waste based on polymer composites, since polymers are generally more difficult to recycle and the recycling process is also expensive. Typically, the production of carbon composites produces up to 40% scrap material, which can end up in landfills or waste incineration [73]. To protect the environment, therefore, in addition to the use of economic means such as taxes, rules have been introduced to encourage recycling [74]. Waste management had gained enormously in importance in the European Union and to reduce it, waste prevention should start at the production stage by reusing a product, the recycled material, the incineration of waste and the reduction of landfill. Compared to fast melting thermoplastics, thermoset composites have a cross-linked structure with the inability to be formed. Several thermoset polymers, such as polyurethane, can be easily converted into their starting monomer. Conversely, commercially available thermosetting resins, such as polyester and epoxy resin, are difficult to depolymerize into their starting monomers [75]. At present, it can be assumed that full recovery of fibers, known as a direct structural recycling approach, will benefit the composites sector. The recycled fibers from this approach have an additional market value due to the low consumption of natural resources, energy and labor, together with a near virgin fiber quality [76]. As far as the breakdown of recycling technologies of research and industry is concerned, solvolysis (24%), pyrolysis (31%) and mechanical grinding (18%) are characterized by the highest acceptance. 20% make up so-called “other” technologies [75]. Numerous methods have been investigated and established. These include mechanical, thermal and chemical-based recycling approaches, as the choice of methods depends on the type of material to be recycled and the application in which it is reused [11]. Furthermore, it is difficult to determine a standard recycling method among the various methods [77]. Different recycling processes have been reported and promoted for thermoset composites, as it is depicted in Figure 4. Basically, three classification processes have been reported so far: mechanical, chemical and thermal recycling. Mechanical recycling consists of mechanical shredding processes to reduce the waste into recyclates. Thermal recycling involves thermal processes to break down the waste material for material and energy and the chemical recycling involves dissolving the matrix from the fibers in a reactive medium.
Technology Readiness Level (TRL) is a framework used in many variations across industries to provide a measure of technology maturity from ideation (basic principles) to commercialization [78]. Incineration and landfilling are considered to be at TRL 9, which means it is present as a currently operating system. Pyrolysis for carbon fibers and mechanical milling for glass fiber applications achieved average values of 8.3 and 8.2 and a median of 8, which places them at TRL 8. As far as conventional pyrolysis of recycled carbon fibers is concerned, the process is commercially available on an industrial scale (e.g., ELG Carbon Fibre Ltd., Bilston, UK and CFK Valley Stade Recycling GmbH & Co. KG, Wischhafen, Germany) [79]. Pyrolysis for glass fibers and mechanical grinding for carbon fibers had a mean of 6.25 and 6.3 respectively with a median of 7. Fluidized bed pyrolysis and solvolysis had a mean value of 4.2 and 2.24 (median of 4). Microwave heating had a mean value of 3.2 (median of 3) [75]. In the following, the mechanical, chemical and thermal recycling methods are briefly described, and the status of current research is summarized.
4.1. Mechanical Recycling
In general, mechanical recycling represents as a technique for shredding composite waste into smaller pieces also denoted as recyclates. In this process, mechanical recycling techniques start with cutting and shredding the scrap or discarded composites into smaller pieces. Subsequently, the different fragments are classified. The smaller size increases the separability of the fibers and the resin matrix (usually a thermosetting resin) from the composite structures. Slow speed cutting or shredding mills are normally used to reduce the size of the material to 50–100 mm. If the composite waste is homogeneous and does not contain metal components, high-speed milling is used to reduce the size between 50 μm and 10 mm [80]. The recyclates are thereby divided into coarse recyclates with a higher fiber content and fine recyclates with a higher resin content using cyclones and screens. Effective reuse of recyclates is based on particle size as described in literature [80,81]. This process is referred to as the pre-recycling process for various processes according to the current state-of-the-art [82,83]. Nowadays, research is mainly focused on GRP [11,84]. This might be since discontinuous recyclates and their reuse are applied in low-value applications such as filler or reinforcing materials [85]. An important aspect here is the price. CFs are more expensive compared to GFs. Disruption of their physical integrity through mechanical recycling can lead to economic and fiber losses. There have been serious drawbacks since the early development of the process, although studies by some authors such as Mou et al. [86] showed an improvement in the flexural strength of concrete after the addition of recycled GF filler. However, Pickering [80] pointed out that the use of GF recyclates as fillers is not economical due to the availability of new fillers such as calcium carbonate or silica as a bilious alternative. To overcome the limitations, recent studies show acceptable improvements in the process. For example, Meira Castro et al. [87] used computational intelligence for optimization and showed that compressive and flexural strength of polymer composites can be improved. Compared to thermal and chemical recycling, this optimized process was cost-effective. Kočevar and Kržan [88] separated 70% of the GF with a normal hammer mill to further increase the yield without residues. The remaining 30% of the waste was then used as filler for thermoplastics. A study by Li and Englund [89] describes how waste from the aerospace industry was crushed using a hammer mill and subsequent shredding. Recyclates were pressed into flat pallets and subjected to mechanical tests, which showed a decrease in mechanical properties of at least 50–60% compared to the original composite. As the particle size of the CF recyclate decreases, the mechanical properties increase as shown. Another promising high TRL technology is Co-Processing or Cement Kiln technology [41] which involves mixing the shredded composite parts with other kind of waste to feed into cement kilns. The organic resin is burnt for energy production and the inorganic components become feedstock for cement. CFRPs can be treated the same way, but recycling is preferable [23]. One important aspect of a more sustainable suggestion to mechanical recycling of both GFRP [90] and CFRP [91] is that higher recycling rates are more energy-saving, however, reaching a plateau at a certain recycling rate. Furthermore, it was shown that the composite matrix is used as a substitute fuel, enabling savings to be made in the use of other (fossil) fuels [41].
4.2. Thermal Recycling
The main objective of the thermal recycling process is to separate the fibers from the matrix. This can be achieved by either (a) pyrolysis processes, (b) fluidized bed pyrolysis processes and (c) microwave pyrolysis processes. Microwave pyrolysis has very limited availability, even at pilot scale [79]. In this process, heat is used to break up the composite in a thermal recycling process. Due to the higher operating temperature of 450–700 °C, the insignificant volatile materials may be burnt off, leaving the valuable fibers behind. Usually, the process temperature depends on the type of resin used in the scrap plastic. It should be noted that an unsuitable temperature can either leave char on the fiber surface (undercooked) or lead to a reduction in the diameter of the recovered fibers (overcooked) as described in the literature [11,92]. Thermal recovery can be divided into three types [80]. The principle for decomposition by heat remains the same, but the results are different for each process. Polymeric compounds have certain calorific values and therefore electricity can be generated by converting the waste compound into heat [11,76]. However, the incineration process produces ash as a by-product, which is a major disadvantage. This ash can only be landfilled as so-called inert waste being detrimental to the progress of a circular economy. Another disadvantage is that when the heat is converted into electricity, an efficiency of only 35% can be achieved. Yet burning coal in the furnace is a much better option than burning CFRP. In more recent studies, research is focusing on the full recovery of fibers through thermal recovery processes such as fluidized bed process (FBP, easily scalable process) and pyrolysis [3,93]. Controlled resin decomposition at optimal temperature instead of complete combustion of CFRP can lead to CF recovery with negligible surface damage. Matielli Rodrigues et al. [92] studied resins thermally decomposed at 450 °C for 2 h. CF was recycled without significant surface damage. The decomposed epoxy resins are derived from the diglycidyl ether of bisphenol-A (DGEBA). This is difficult to recycle due to its cross-linked structure after the resin has cured. Hence, recycling with little surface damage is a better option than complete landfill. Under optimal thermal conditions, the decomposition of the resin in GF is not as efficient as in CF, but post-treatments of recycled glass fibers (rGF) can help to recover their properties [38]. Unlike CF, thermal recycling of GF under high temperature operating conditions (300–600 °C) reduces the strength of the resulting GF by up to 80% and is difficult to recycle further due to the low reinforcement potential [94,95]. Yang et al. [94] investigated two chemical treatments for this purpose: chemical etching and post-silanization to treat decomposed GF (80% reduced tensile strength) at 500 °C for 30 min. Chemical post-treatment retained 30–70% of the lost mechanical properties in rGF. Thomason et al. [38] restored 75% of the strength loss. The GF have been immersed in 3 M NaOH solution at 90 °C for 10 min and then neutralized (short-term hot sodium hydroxide NaOH treatment). Pender and Yang [96] used catalysts such as CuO, CeO2 and Co3O4 to accelerate the resin decomposition with them. The processing time was reduced by 20 min, 40% less energy. CuO had the highest resin removal efficiency at 375 °C, while CuO and CeO2 increased the strength retention capacity of GF by 20%.
4.3. Chemical Recycling
Chemical recycling is defined as the process in which polymers are chemically converted to monomers or partially depolymerized to oligomers through a chemical reaction. The polymer matrix present in the waste composite is broken down by dissolving it in any chemical solution in a chemical recycling process including, e.g., acids, bases and solvents. Chemical recycling is mainly used for CFRPs [11]. Depending on the composition of the polymer substrate, suitable chemicals and solvents are selected [85,97], whereas the solid composites are mechanically grinded before chemical recycling to obtain a larger surface area. Once the polymer matrix has been dissolved, the recycled fibers are washed to remove minor surface residues [76,97]. The recovered fibers have retained long fibers with maximum mechanical properties. The process has a higher resin degradation. Concerning recent chemical recycling processes, resin degradation is obtained either with solvents by solvolysis or with water by hydrolysis. In the case of solvolysis, solvents are used under suitable conditions, especially reaction time and concentration, to depolymerize the polymeric part of a composite material. Water is used to break down the resin during hydrolysis [76]. The use of harmful and concentrated chemicals can lead to a significant environmental impact [85], therefore the chemicals must be replaced by water and alcohol under supercritical conditions. Furthermore, the disadvantage of improper fiber alignment in discontinuous rCF (longer than 5 mm) can be suppressed by the concept of a centrifugal alignment rig [98] or by calendering by rolling [99]. As far as solvolysis is concerned, research has been done at lab scale with the focus on carbon fiber composites, but a commercial application does not yet exist.
As far as solvolysis is concerned, this method comprises the decomposition behavior of CF reinforced epoxy resin composites in a molten KOH. CFRPs decomposed under atmospheric pressure at temperatures from 285 to 330 °C [100].
Concerning supercritical solvolysis, a supercritical solvent is used (for water with temperatures >374 °C and pressure >221 bar). This method is mainly applied to CFRPs to recover CFs having a good quality without considering the products of the polymer degradation [11,101]. The advantages and disadvantages of chemical recycling methods are reflected in Table 2.
5. Effect of Recycling on Composite Properties, Regeneration and Future Applications
Lightweight constructions enable to reduce fuel consumption and the associated emissions of air and car traffic [103]. It has been shown that a 10% reduction in the structural weight of a vehicle can lead to a 6–8% reduction in fuel consumption [104].
Recyclability is particularly important for the automotive industry, which is confronted with the ELV Directive (2000/53/EC) stipulating at least 95% of a new vehicle must be recycled by average weight at the end of its life (EoL) by January 2015 [105]. Therefore, it is expected that material recycling will attract more attention for research projects and government investments as a promising approach to improve the circular economy and sustainability. Most products made of carbon fiber reinforced plastic (CFRP) are durable and still at the beginning of the product life cycle. An appropriate selection of a recycling strategy depends on the fiber reinforcement and matrix of a composite structure. If certain products should become established on the market, it will be important how the recycling of the production residues can be implemented and what happens at the end of the product life cycle. Furthermore, established design protocols and reliable end-to-end predictive modelling techniques for composites and components are lacking. The recycling rules that need to be included in the whole design process are still under formalization. Decisions which are made today influence the use of the product later as described by Perry et al. [106].
Figure 5 shows the core elements that make up the skeleton of the end-of-life of a product [106]. Each phase has its own limits and constraints that must be integrated. Different stakeholders in the cycle need to be considered to identify the information which is available or needed, and who obtains or requires it [107]. The expected data and decision rules which are used to move from one phase to another should be considered. It is important to consider that the different time frame between the real recycling process and the design phase of the parts increases the difficulties of integration. For existing and robust end-of-life pathways, constraints and reuse of materials are well known. For new recycling processes, robust validation may take time, yet designers need to make decisions. Research and development are counting on technological breakthrough to guide developments in recycling. Innovations are not only needed in the recycling phase, but for all important phases. It is important to improve disassembly techniques (see Design for Assembly/Disassembly approaches) or selection efficiency [108,109]. At the end of the process, it is important to develop innovative and valuable uses to compete with new raw materials having similar properties. As far as composites are concerned, new processes allow the recovery of fibers with very low deformation and breakage compared to the original reinforcement in the original composite part. In this regard, supercritical fluids may hold out the prospect of such possibilities [110,111]. However, the problem of de-alignment and re-alignment of recycled fibers remains. The competences and skills to spin and weave the fibers have been integrated by recycling. Other alternatives consist of reprocessing medium sized flat rectangular pieces of 1D pseudo-unidirectional or 2D woven recovered carbon fabrics. The innovation is to propose an approach for the construction of parts. Specific studies need to identify the mechanical properties and an efficient material characterization strategy from recycled fibers to the final product according to the product design development phase, [112] including design material constraints and a life cycle analysis (LCA) with different environmental and financial impact categories of rCF in CFRP [113]. This pyramidal testing problem, at all stages of the product life and at all scales (i.e., from fiber to structure) must integrate this uncertainty, but in real case tests [114,115].
5.1. Properties of Recycled Carbon Fibers (rCF)
The increasing demand for cheaper carbon fibers (less than 20 €/kg as the price of the simplest CF form, [116]) and the growing amount of waste, recycling possibilities for CF waste are currently being evaluated [117]. Carbon fiber reinforced polymers (CFRP) are increasingly used in various industries. Global demand for CFRP has been forecast at 121,015 tons for 2020. This is an increase of 11% compared to 2019 [118]. For example, 17 million vehicles are only built each year in Europe alone. Each car requires an average of 120 kg of plastic, 20% of which is composite material [20]. However, it is difficult to replace virgin CF with recycled material because recycled CF is a very different material (lightweight and fluffy) and additionally it is difficult to handle [18]. ELG Carbon Fibre Ltd. (ELG) started to produce recycled carbon fiber materials for composites through a modified pyrolysis process in 2015. Furthermore, in 2017 the company extended the certification of its quality management system to the BS: EN9100 2016 (AS9100 Revision D) standard. This is particularly important as design and development activities depend on it, especially for large-scale automotive applications. The potential to reduce the cost of fiber reinforcement is about 40%. According to ELG, this process provides a recycled material that retains 90 per cent of the tensile strength of the carbon fiber, but no change in modulus [18]. However, in this previously described industrial pyrolysis, the composites are often recycled in bulk, with little sorting of the carbon fiber grades. This results in non-continuous, randomized or filler-based reinforcement mats [119]. The company CFK Valley Stade Recycling GmbH & Co. KG offers various rCF in a CFRP pyrolysis process. The dry fibers and hardened CFRP parts and prepregs are sorted according to the length of the fibers and the stage of processing. Chopped fibers have an average fiber length of 6 to 80 mm. Tensile strengths of >3500 MPa and a tensile modulus of >230 GPa are achieved. The conditioning of the fiber surface is customized. The company has individual contracts for instance with Airbus and Bugatti [120]. Apart from the pyrolysis processes for recycled carbon fibers, there are solvolysis [121,122] and fluidized bed techniques [3,123,124] which are promising as far as decreased energy consumption is concerned. Furthermore, these methods can recover the matrix, but these processes are still mainly available on laboratory scales.
Solvolysis is the most suitable method to recycle carbon fibers because it consumes less energy, and it contributes to the development of high-quality recycled carbon fibers [121,125]. Unfortunately, the Recycling by Super Critical Fluid Solvolysis (SCFS) is not the most environmentally friendly recycling process [126] compared to mechanical recycling or pyrolysis. However, the process can produce high quality rCF in as little as 15 to 120 min and can lead to potential reuse of the matrix (e.g., for matrix: to produce epoxy [127,128]).
As far as the supercritical solvolysis using a supercritical solvent is concerned, it is mainly applied to CFRPs to recover CFs of good quality without paying much attention to the products of the polymer degradation as it was shown by Oliveux et al. [11].
Liu et al. [129] summarized the literature about the different EoL options for carbon fibers (CF). In Table 3 the different values for retained tensile strength of recycled fiber compared to virgin fiber are shown.
When a technology was reported by several sources, a median number was calculated. Another factor to consider is that the lengths of the recycled fibers can vary. The highest tensile strength values are obtained from fibers produced by chemical recycling and the lowest values by mechanical recycling. The fibers that have been made using pyrolysis have values that lie in between. Furthermore, the recycled fibers may have different amounts of resin residues. It can be concluded that the fibers are not as clean and homogeneous as virgin fibers. Therefore, post-processing is necessary [113]. Unfortunately, there is very little data available to indicate how much work is required. Liu at al. have subtracted 10% of the recyclate value from the final recycling benefits to account for this.
In a recent work from Jiang et al. CF/epoxy composites (CF/EP) were pretreated in nitric acid HNO3 to be initially decomposed and layered, then the layered CF/EP were subjected to macrogol 400 in presence of potassium hydroxide KOH at 160 °C for 200 min. As a result, the CF was separated and recovered from the epoxy. The Resin removal rate was >95 wt% [138]. Furthermore, the surface wettability of the recycled CF using a dynamic contact angle meter was improved compared with that of the virgin fiber, which may be beneficial for the contribution to the resin infiltration. The results showed that the average losses of mechanical properties of recovered CFs were less than 5%, as indicated in Table 4 [138]. The liquid products can be repolymerized. The recycling process basically does not produce waste. However, the process is a lab-scale process and is not yet available industrially.
5.2. Properties of Recycled Glass Fibers (rGF) and Regeneration
Strathclyde University in Scotland has developed a process to regenerate the strength of thermally recycled GF which is a promising technology [16,39]. The development of an economically viable process for regenerating mechanical properties of thermally recycled GFs would have major technological, societal, economic, and environmental impacts [39].
An ion exchange method of chemical strengthening of E-glass fibers was briefly mentioned by Kennerley in his PhD thesis [140] reporting a 16% increase in average single fiber strength for E-glass fibers that prior to regeneration were damaged/heat-treated at 450 °C [39]. Thomason et al. presented the use of a combination of thermal conditioning, hot NaOH treatment and silanization on the average strength of single fibers, the interfacial shear strength between the fibers and PP and the performance of random in-plane glass mat thermoplastic (GMT) laminates. Results indicated that the GF lose 80% or more of their strength when exposed to temperatures typically found in GFRP thermal recycling processes, which makes them unsuitable for reuse as a composite reinforcement. The single fiber tensile testing showed that up to 75% of that strength loss can be recovered by a short treatment in hot NaOH solution. This fiber strength recovery was maintained and improved upon by a further application of a silane sizing [38]. Yang et al. [94] explored the potential of HF treatment in GF recovery and found that treatment with 1 vol% HF solution can triple the strength of heat-treated GF fibers. The extent of recovery depends on HF treatment time and heat conditioning temperature [39]. The effect of thermal conditioning on the strength (measured at room temperature) of various reinforcement fibers was studied by researchers from Owens Corning Korwin-Edson et al. [141]. They studied S-glass, E-glass, silica and basalt fibers after 1 h of heat treatment in air over a range of temperatures of 100–800 °C. All fibers exhibited a strength decrease with temperature treatments above 200 °C. After 650 °C heat conditioning, the S-glass fibers had the highest absolute strength, and the basalt fibers had the poorest level of strength retention. However, all fibers showed 70–80% strength loss after 650 °C, with basalt fiber ranking the lowest (97% relative strength loss) [39]. Williams et al. produced rGF from automotive SMC waste materials by pyrolysis at 450 °C. They reported a loss in fiber tensile strength of 45% [39,142]. Donald reviewed known methods for improving the mechanical properties of oxide glasses [39,143].
For practical applications, both environmental and economic aspects are highly required to consider in the development of recycling of fiber reinforced polymers (FRPs) encountering their EoL. Here, a sustainable, low cost, and efficient approach for the recycling of the glass fiber (GF) from GF reinforced epoxy polymer (GFRP) waste is introduced, based on a microwave-assisted chemical oxidation method. It was found that in a one-step process using microwave irradiation, a mixture of hydrogen peroxide (H2O2) as a green oxidizer and tartaric acid (TA) as a natural organic acid could be used to decompose the epoxy matrix of a waste GFRP up to 90% yield. The recycled GFs with approx. 92.7% tensile strength, approx. 99.0% Young’s Modulus, and approx. 96.2% strain-to-failure retentions were obtained when compared to virgin GFs (VGFs). This short microwave irradiation time using these green and sustainable recycling solvents makes this a significantly low energy consumption approach for the recycling of EoL GFRPs [37].
Although mechanical recycling is a cost-effective process, the mechanical performance of the fibers has greatly been ruined. Moreover only 70–75% strength retention in reclaimed fibers is reported when using the pyrolysis and fluidized bed processes. Nowadays enormous advances in chemical and electrochemical recycling methods have been made to minimize the damage to the fibers during recycling processes and to keep consistency of the fiber architecture [37,144,145,146]. In Table 5 the different values for retained tensile strength of recycled fiber compared to virgin fiber for rGF are shown. When a technology was reported by several sources, a median number was calculated [129]. The highest tensile strength values are obtained from fibers produced by High Voltage Fragmentation and the lowest values by the pyrolysis and the Fluidized-bed processes. The fibers that have been produced using the mechanical method have values that lie in between.
5.3. Future Trends and Possible End Products
The current usage of composite materials for various applications is highly driven by the automotive, wind energy, aerospace, marine and partly railway industries. Large proportion of the airplanes are made up of composite materials. Recycled FRPs are next to be seen on airplanes and on cars [1,23,120]. For example, there are various applications for the use of recycled materials as exterior components in the automotive sector. In 2012, the BMW Group and Airbus agreed on a cooperation to recycle carbon fibers and develop reuse methods [154,155]. The shredded short fibers can be re-used for non-woven sheet molding compound (SMC) semi-finished products [156], for instance to produce the C-pillar with SMC using rCF within the BMW i7 series which is shown in Figure 6 or the SMC material for the hatch door frame for the Mitsubishi Rayon (Toyota) [157].
Another example is the roof of the BMW i3 (carbon fiber blend). Up to 95% of the materials used can be recycled. The carbon fibers are reintroduced into the production process [158].
Renewable composites used in the offshore industry are mainly limited to towed turbines and lightweight composites for offshore structures. It is important to consider that there are some challenges with existing standards when using vessels with renewable composites on offshore platforms due to ground restrictions [23].
Large sections of wind turbine blades can be reused for architectural or other structural purposes [159]. Examples of applications have been proposed by the SuperUse studio in the Netherlands. In the city of Rotterdam, a 1200 square meter children’s playground was built with various elements, such as a slide tower, tunnels, ramps and slides. For this, 5 decommissioned rotor blades were used. Other examples are the city of Terneuzen, where rotor blades were also used for a playground and converted into seats on a public place, or Almere (also in the Netherlands) with two bus stops [14,159]. Further examples for repurposing are a pedestrian bridge using A29 wind blades as main girders (Re-Wind research project) or bike sheds [160] (see Figure 7).
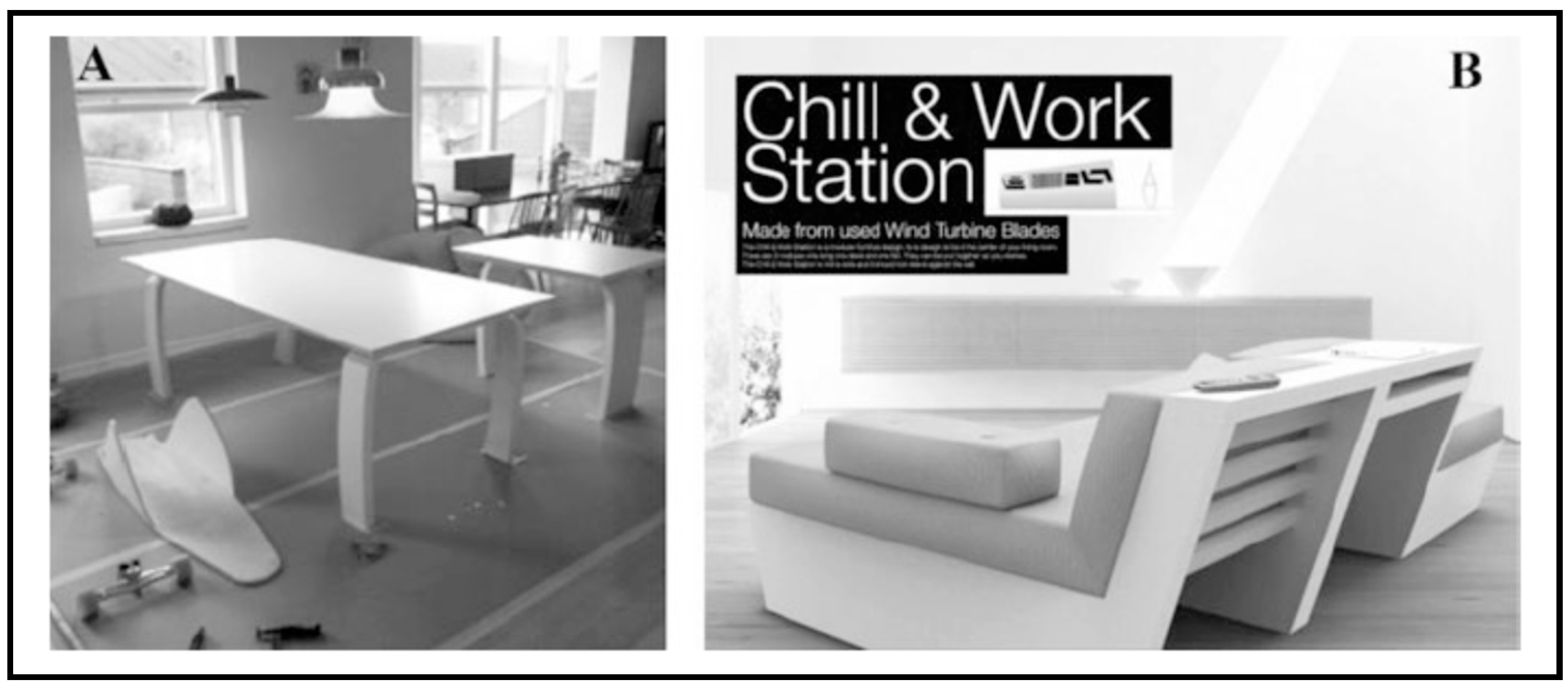
Another application might be furniture from end-of-life wind turbine blades (see Figure 8). Optimization regarding recycling processes will enable satisfying levels of quality and price compared to pristine composites to virtually generate a market for recycled composites [161].
However, these are demonstration projects and are not a solution, especially for large-scale and expected volumes. Furthermore, routine maintenance and repair will be required and fatigue load analysis using SCADA data in combination with on-site inspections will be necessary to extend the service life. DNV-GL has developed a standard for life extension of wind turbines [162]. In addition, there is a standard for structural design and structural analysis procedures for composite components [163]. Another problem is that the fibers become shorter in each further recycling cycle, which significantly reduces their application in this technology area [164].
Large amounts of waste are generated in the aviation industry. Thermoplastic composites are used in aircraft construction with the appropriate technology and equipment available. Companies specializing in design, processing and recycling (for example Fokker and Toray) have participated in a project that showed that the use of rCF is economically viable [165]. Boeing has agreed to collaborate with ELG Carbon Fibre to recycle surplus aerospace carbon fiber. In the process, the material, which is generated as waste, is collected at Boeing’s plants. At ELG, it is then treated in an oven to remove binding polymers. Finally, the product is then sold to third parties [166].
Furthermore, ELG Carbon Fibre Ltd. (ELG) materials have been used to fabricate a two-axel bogie for British Rail with new fibers being added to the rCF mats. It took three years to develop the production methods in addition to the design, testing and thus shows the difficulties of establishing rCF in the market. New fibers were added in places that needed reinforcement. In addition to the re-design, further material tests are necessary [167].
The composite recycling is a relatively new area. To analyze the relationship between GWP (Global Warming Potential) and costs, Dong et al. examined the waste management of CFRP in terms of economic and environmental aspects. The study highlighted that none of the recycling techniques were able to reduce both recycling costs and GWP impacts simultaneously [93]. Liu et al. [17] stated recently that the modeling and optimization work for composite recycling and re-manufacturing techniques and their relevant systems is still in its infancy (mostly via applications of design of experiments methods). There is a lack of mathematical models to depict the influence of variance of processing parameters on the quality of recyclates for all recycling approaches. Based on the models more efficient optimization techniques can be applied. The development of mathematical models for these recycling techniques is crucial for researchers to better understand and optimize them. There is a lack of mathematical models that depict the influence of composite recycling processing parameters and other factors on the cost and environmental impact prediction. Cost and environmental impact, however, are highly important for ensuring sustainable development since recycling techniques must be not only technically feasible but also cost effective and environmentally friendly [17].
6. Summary & Conclusions
This work attempted to provide clear perspectives on the state-of-the-art of the recycling technology in the composite industry and guidelines for economically and environmentally sustainable End-of-Life (EoL) solutions and development of the composite material recycling.
History. The historic timeline of the composite industry was presented in six periods of its development. The trend during the last two decades has been an attempt to save weight, reduce the cost of composite materials, and to develop the composites recycling technologies. Composite materials recycling is now one of the fastest growing niches of the composite research. Among other notable niches are health monitoring and ageing/corrosion studies, that have reached a new wave of interest due to novel concepts and technologies.
State-of-the-art. The three main EoL solutions of treating composite waste are landfill disposal, incineration and recycling. Traditional disposal routes (landfill and incineration) are becoming increasingly restricted and banned due to creating a negative impact on the environment and ecosystem, and composites industry companies and their customers are looking for more sustainable solutions. However, landfill is still the most common route. This, however, is to change in the near future. The industries where composites are most employed are aerospace, automotive, marine and wind energy. The increased use of CFRPs and GFRPs in the industry coupled with landfill disposal restrictions and bans is resulting in a need to develop a sustainable composite recycling technology. A barrier to the increased use of GFRPs and CFRPs is the lack of effective and sufficient recycling solutions and facilities. Sociotechnical pressure will only grow in the current decade of 2020s as more countries are to restrict landfill options, and due to a fast-growing number of composites EoL waste.
Drivers. The main driver in the transportation industries (automotive, rail and aerospace) is the need for lightweight materials to improve efficiency and an environmental consideration. FRPs can replace existing materials to lower the environmental footprint and enable key applications contributing to a more sustainable society. The COVID-19 pandemic is accelerating decommissioning of aircrafts, making the recycling topic even more so important—retirement of 11,000 aircrafts is expected in the decade of 2020s alone. Furthermore, the content of composite materials used in aircrafts has been growing immensely in the last years. In the automotive industry, electric cars need lightweight materials for reaching longer ranges between recharging. Application of CFRP in car parts reduces the weight by ~30% of a standard car. Furthermore, there are directives that require at least 85–95% of a car to be recyclable. Lastly, Boris Johnson’s Green Industrial Revolution to completely ban sales of new gasoline and diesel cars in the UK by the end of 2020s decade will affect the composite industry. In the wind energy and offshore sectors, there are more than a third of a million utility scale wind turbines installed around the world, most of which are designed for service life of 20–25 years. Turbines from the first major wave of wind power in 1990s are reaching the EoL in the decade of 2020s. In the naval sectors, the use of composites is also advancing at a fast pace.
Market. The market drivers that determine the best disposal solutions of FRP waste are the market forces of demand and supply, the increasing cost of landfills, the increase in awareness on circular economy thinking, the markets for recycled products, government policies, and legislations on recycled FRP composites, breaching of new markets. It is anticipated that the worldwide market for end product composites will reach $114.7 billion by 2024. The nature of composites generated by the industry is known to be about 1/3 thermoplastics and 2/3 thermosets. GFRP still remains the dominant material in the composites market, over 90%. However, CFRP growth rate is the largest. Market comparison by reinforcement fiber type, i.e., glass, carbon, basalt, aramid, and their market share (~70% GF, ~12% CF, ~11% BF, ~7% AF), cost range and their mechanical properties were also described in this work.
Sustainable recycling technology. A key aspect for the development of sustainable recycling technology is to identify the optimal recycling methods for different types of composites. These include mechanical, thermal and chemical-based recycling approaches, and the choice of methods depends on the type of material to be recycled and the application in which it is reused. Mechanical recycling consists of mechanical shredding processes to reduce the waste into recyclates. Thermal recycling involves thermal processes to break down the waste material for material and energy and the chemical recycling involves dissolving the matrix from the fibers in a reactive medium.
Carbon fiber-reinforced composites (CFRP). CFs are more expensive compared to GFs. Disruption of their physical integrity through mechanical recycling can lead to economic and fiber losses. Possible savings with recycled CFs are already significant as of today. Virgin carbon products are typically between 30–40 €/kg, while recycled products are 10–20 €/kg. Furthermore, a rCF has less than 10% of the global warming potential of a virgin CF. As of today, chemical recycling is mainly used for CFRPs—the highest tensile strength values are obtained from fibers produced by chemical recycling and the lowest values by mechanical recycling.
Glass fiber-reinforced composites (GFRP). In GFRP waste recycling, it is crucial to develop low-cost approaches for recycling the GF, otherwise it will not be beneficial and affordable since commercial GF are not very expensive reinforcing fibers. Developing a method for obtaining high quality rGF at a competitive price with virgin GF is an important challenge. The critical technical challenge in the development of an effective GFRP recycling technology is the 80–90% drop in strength and the shortening of rGFs with every recycling cycle. The development of an economically viable process for regenerating mechanical properties of thermally rGF would have major technological, societal, economic, and environmental impacts. As of today, the highest tensile strength retainment is obtained in rGF produced by High Voltage Fragmentation and the lowest values by the pyrolysis and the Fluidized-bed processes. Economically viable recycling to get quality rGF needs yet to be demonstrated.
Basalt and aramid fiber-reinforced composites (BFRP, AFRP). The composite recycling industry has concentrated mostly on GFs and CFs, as of now. However, a sustainable and effective recycling technology of BF and AF-reinforced composites is yet required to be developed in the near future. It is expected that optimal recycling routes for BF should be somewhat similar to GF, whereas AF—more similar to CF.
Self-reinforced thermoplastic composites. Self-reinforced thermoplastic composites are promising due to their ultimate recyclability. Studies with polyethylene deserve special attention, given that this is the general-use polymer with higher production worldwide, and that it can be applied in actual high-performance composites being reinforced by, i.e., ultra-high-molecular-weight polyethylene (UHMWPE).
Mechanical recycling. Mechanical recycling is a cost-effective process and more suited for GFRP, while thermal and chemical recycling are more suited for CFRP. Nevertheless, it negatively affects the mechanical performance of GF strongly. One important aspect of a more sustainable suggestion to mechanical recycling of both GFRP and CFRP is that higher recycling rates are more energy-saving, however, reaching a plateau at a certain recycling rate. Mechanical recycling is suggested to obtain a filler powder from both thermoset and thermoplastic CFRP and GFRP.
Cement kiln. Another promising high TRL technology is co-processing or a cement kiln technology. It involves the use of the FRP waste as an alternative fuel in the cement industry. 100% of the composite waste is “recovered” in the form of energy and raw materials. Co-processing of GFRP waste seems to have no negative effect on the quality of the produced cement. Cement kiln method is more suited for GFRP, not CFRP. Co-processing in cement kiln is suggested for thermoset GFRP.
Thermal recycling. Currently the most common method in the industry for the recycling of FRPs is by pyrolysis. Thermal recycling enables the recovery of rCF largely maintaining their reinforcement capability, whereas rGF are quite damaged (at least 50–80% strength lost). Thermal recycling is suggested to obtain rCF from mostly thermoplastic CFRP. However, it is not sufficiently economically viable to recycle thermoset CFRPs using pyrolysis. In some sources, it is stated that it is economically viable to use pyrolysis for thermoset GFRPs. However, GFs lose 80% or more of their strength when exposed to temperatures typically found in GFRP thermal recycling processes, which makes them unsuitable for reuse as a composite reinforcement. This fact opens a great opportunity for developing a sustainable rGF regeneration technology, which has already been attempted, i.e., by Strathclyde University.
Chemical recycling. Chemical recycling enables the recovery of rCF largely maintaining their reinforcement capability, whereas rGF are quite damaged. Solvolysis is the most suitable method to recycle CF because it consumes less energy, and it contributes to the development of high-quality recycled CF. Unfortunately, the Recycling by Super Critical Fluid Solvolysis (SCFS) is not the most environmentally friendly recycling process compared to mechanical recycling or pyrolysis. The method can lead to a potential reuse of the matrix. Chemical recycling is suggested to obtain rCF from thermoset CFRP. Chemical recycling to obtain rCF from thermoplastic CFRP.
Energy demand. Energy demand involved in composite recycling methods is the following: Chemical recycling (21–91 MJ/kg); Pyrolysis (24–30 MJ/kg); Microwave Pyrolysis (5–10 MJ/kg); Mechanical recycling (0.1–4.8 MJ/kg).
Technology Readiness Level (TRL). Landfilling and incineration are considered to be at TRL 9. Among the recycling techniques, mechanical grinding for GF applications is considered as the most advanced, and pyrolysis most advanced for CF applications. Pyrolysis for CF and mechanical milling for GF applications achieved average values of 8.3 and 8.2 and a median of 8. Pyrolysis for GF and mechanical grinding for CF have a mean of 6.25 and 6.3, respectively, with a median of 7. Fluidized bed pyrolysis and solvolysis have a mean value of 4.2 and 2.24 (median of 4). Microwave heating have a mean value of 3.2 (median of 3). Industrial recycling applications—High TRL technologies—which are already implemented in the recycling facilities were presented in this manuscript.
Future trends and recycled composite products. The future holds novel concepts of reusing and repurposing of EoL composites and development of new recycling and recycled fiber regeneration technologies. Advancements in predictive modelling are also highly anticipated.
Regarding reuse and repurposing, large sections of wind turbine blades can be reused for architectural or other structural purposes; another application might be furniture from end-of-life wind turbine blades as has been demonstrated. Some other sustainable aspects include reuse of waste rubber, i.e., tires can be used as a source of valuable raw materials in different polymeric matrices for the manufacture of low-cost products and a cleaner environment. Rubbers have a role in sustainable development of the composite and automotive industries. Additionally, novel and promising matrix materials include vitrimers due to their increased recyclability. These materials may expand the horizons of thermoset materials.
As far as modelling is concerned, the industry needs mathematical models that depict the influence of (1) variance of processing parameters on the quality of recyclates for all recycling techniques, and (2) composite recycling processing parameters on the cost and environmental impact prediction. Cost and environmental impact are highly important to ensure sustainable development since recycling techniques must be not only technically feasible but also cost effective and environmentally friendly. The development of mathematical models for these recycling techniques is crucial for researchers to better understand and optimize them.
The future development of the composite industry is “green” and optimistic yet highly dependent on the rapidly developing recycling technology and implementation of Circular Economy (CE) and sustainable thinking.
Author Contributions
Conceptualization, A.E.K.; methodology, A.E.K., A.I.G., C.W.K.; software, A.E.K., A.I.G., C.W.K.; formal analysis, A.E.K., A.I.G., C.W.K., J.K.J.; investigation, A.E.K., A.I.G., C.W.K.; resources, A.E.K.; data curation, A.E.K., A.I.G., C.W.K., J.K.J.; writing—original draft preparation, A.E.K., A.I.G., C.W.K., J.K.J.; writing—review and editing, A.E.K., A.I.G., C.W.K., J.K.J.; visualization, A.E.K., A.I.G., C.W.K.; supervision, A.E.K.; project administration, A.E.K.; funding acquisition, A.E.K. All authors have read and agreed to the published version of the manuscript.
Funding
The authors would like to express special gratitude to MDPI for fully waiving the APC.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Acknowledgments
The authors are thankful to Susie Jahren (SINTEF Industry) for suggesting some literature material and to Phys. Olesja Starkova (University of Latvia, Institute for Mechanics of Materials) for fruitful discussions and suggestions. Andrey is especially grateful to Oksana V. Golubova for her support, patience, and the tastiest and loveliest chocolate pies!
Conflicts of Interest
The authors declare no conflict of interest.
References and Notes
- Amaechi, C.V.; Agbomerie, C.O.; Orok, E.O.; Ye, J. Economic Aspects of Fiber Reinforced Polymer Composite Recycling. In Encyclopedia of Renewable and Sustainable Materials; Elsevier BV: Oxford, UK, 2020; pp. 377–397. [Google Scholar]
- Suschem Materials Working Group. Polymer Composites Circularity. White Paper, Suschem. 2018. Available online: http://www.suschem.org/publications (accessed on 15 January 2021).
- Gharde, S.; Kandasubramanian, B. Mechanothermal and chemical recycling methodologies for the Fibre Reinforced Plastic (FRP). Environ. Technol. Innov. 2019, 14, 100311. [Google Scholar] [CrossRef]
- Shahan, Z. History of Wind Turbines. Renewable Energy World. 2014. Available online: https://www.renewableenergyworld.com/2014/11/21/history-of-wind-turbines/ (accessed on 12 December 2020).
- Hartman, D. Advances in reinforcement materials (glass fiber materials). In Proceedings of the Composites and Advanced Materials Expo (CAMX), Orlando, FL, USA, 13–16 October 2014; pp. 1–25. [Google Scholar]
- Echtermeyer, A.T.; Gagani, A.I.; Krauklis, A.E.; Mazan, T. Multiscale Modelling of Environmental Degradation—First Steps. In Continuum Mechanics with Eulerian Formulations of Constitutive Equations; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2017; Volume 244, pp. 135–149. [Google Scholar]
- Keprate, A.; Moslemian, R. Multiscale Damage Modelling of Composite Materials Using Bayesian Network. In Proceedings of the Lecture Notes in Civil Engineering; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2021; Volume 110, pp. 135–150. [Google Scholar]
- Rocha, I.; Van Der Meer, F.; Raijmaekers, S.; Lahuerta, F.; Nijssen, R.; Mikkelsen, L.P.; Sluys, L. A combined experimental/numerical investigation on hygrothermal aging of fiber-reinforced composites. Eur. J. Mech. A Solids 2019, 73, 407–419. [Google Scholar] [CrossRef] [Green Version]
- Krauklis, A.E.; Echtermeyer, A.T. Long-Term Dissolution of Glass Fibers in Water Described by Dissolving Cylinder Zero-Order Kinetic Model: Mass Loss and Radius Reduction. Open Chem. 2018, 16, 1189–1199. [Google Scholar] [CrossRef]
- Krauklis, A.E.; Gagani, A.I.; Echtermeyer, A.T. Near-Infrared Spectroscopic Method for Monitoring Water Content in Epoxy Resins and Fiber-Reinforced Composites. Materials 2018, 11, 586. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef] [Green Version]
- Overcash, M.; Twomey, J.; Asmatulu, E.; Vozzola, E.; Griffing, E. Thermoset composite recycling—Driving forces, development, and evolution of new opportunities. J. Compos. Mater. 2017, 52, 1033–1043. [Google Scholar] [CrossRef]
- WindEurope–Cefic–EuCIA. Accelerating Wind Turbine Blade Circularity. White Paper. May 2020. Available online: https://windeurope.org/wp-content/uploads/files/about-wind/reports/WindEurope-Accelerating-wind-turbine-blade-circularity.pdf (accessed on 11 November 2020).
- Belton, P. What Happens to All the Old Wind Turbines? BBC News: Business. 22 February 2020. Available online: https://www.bbc.com/news/business-51325101 (accessed on 17 December 2020).
- The International Air Transport Association (IATA). Helping Aircraft Decommissioning. 2020. Available online: https://www.iata.org/en/programs/environment/aircraft-decommissioning/ (accessed on 17 December 2020).
- Job, S. Recycling composites commercially. Reinf. Plast. 2014, 58, 32–38. [Google Scholar] [CrossRef]
- Liu, Y.; Farnsworth, M.; Tiwari, A. A review of optimisation techniques used in the composite recycling area: State-of-the-art and steps towards a research agenda. J. Clean. Prod. 2017, 140, 1775–1781. [Google Scholar] [CrossRef] [Green Version]
- Holmes, M. Recycled carbon fiber composites become a reality. Reinf. Plast. 2018, 62, 148–153. [Google Scholar] [CrossRef]
- Van der Woude, J. (EuCIA) Recycling, Status and Developments in Europe. In Proceedings of the International Glass Fiber Symposium, Aachen, Germany, 29–30 October 2018. [Google Scholar]
- Yang, Y.; Boom, R.; Irion, B.; Van Heerden, D.-J.; Kuiper, P.; De Wit, H. Recycling of composite materials. Chem. Eng. Process. Process. Intensif. 2012, 51, 53–68. [Google Scholar] [CrossRef]
- Chen, T.; Kazerooni, D.; Ju, L.; Okonski, D.A.; Baird, D.G. Development of Recyclable and High-Performance In Situ Hybrid TLCP/Glass Fiber Composites. J. Compos. Sci. 2020, 4, 125. [Google Scholar] [CrossRef]
- Samsung invests in recyclable composites. Reinf. Plast. 2015, 59, 70. [CrossRef]
- Amaechi, C.V.; Agbomerie, C.O.; Sotayo, A.; Wang, F.; Hou, X.; Ye, J.; Job, S. Recycling of Renewable Composite Materials in the Offshore Industry. In Encyclopedia of Renewable and Sustainable Materials; Elsevier BV: Amsterdam, The Netherlands, 2020; pp. 583–613. [Google Scholar]
- Gagani, A.I.; Krauklis, A.E.; Echtermeyer, A.T. Orthotropic fluid diffusion in composite marine structures. Experimental procedure, analytical and numerical modelling of plates, rods and pipes. Compos. Part A Appl. Sci. Manuf. 2018, 115, 196–205. [Google Scholar] [CrossRef]
- Rocha, I.; Parente, E.; De Melo, A.M.C. A hybrid shared/distributed memory parallel genetic algorithm for optimization of laminate composites. Compos. Struct. 2014, 107, 288–297. [Google Scholar] [CrossRef]
- Gagani, A.I.; Krauklis, A.; Echtermeyer, A.T. Anisotropic fluid diffusion in carbon fiber reinforced composite rods: Experimental, analytical and numerical study. Mar. Struct. 2018, 59, 47–59. [Google Scholar] [CrossRef]
- Starkova, O.; Aniskevich, A. Modelling of Moisture Sorption by Cfrp Rebars with Vinylester Matrix. Adv. Compos. Lett. 2004, 13. [Google Scholar] [CrossRef] [Green Version]
- Gagani, A.I.; Krauklis, A.E.; Sæter, E.; Vedvik, N.P.; Echtermeyer, A.T. A novel method for testing and determining ILSS for marine and offshore composites. Compos. Struct. 2019, 220, 431–440. [Google Scholar] [CrossRef]
- Rubino, F.; Nisticò, A.; Tucci, F.; Carlone, P. Marine Application of Fiber Reinforced Composites: A Review. J. Mar. Sci. Eng. 2020, 8, 26. [Google Scholar] [CrossRef] [Green Version]
- Inside Composites. 2020. Available online: https://www.insidecomposites.com/new-generation-ships-for-russian-navy/ (accessed on 22 December 2020).
- Jayalakshmi, C.G.; Inamdar, A.; Anand, A.; Kandasubramanian, B. Polymer matrix composites as broadband radar absorbing structures for stealth aircrafts. J. Appl. Polym. Sci. 2018, 136, 47241. [Google Scholar] [CrossRef] [Green Version]
- Marsh, G. What’s to be done with ‘spent’ wind turbine blades? Renew. Energy Focus 2017, 22, 20–23. [Google Scholar] [CrossRef]
- Liu, P.; Barlow, C.Y. Wind turbine blade waste in 2050. Waste Manag. 2017, 62, 229–240. [Google Scholar] [CrossRef] [PubMed]
- Financial Review. Johnson to Ban Gas Car Sales by 2030 in UK ‘Green Revolution’, Financial Review. 2020. Available online: https://www.afr.com/world/europe/boris-johnson-to-ban-gas-car-sales-by-2030-in-green-revolution-20201118-p56fnm (accessed on 17 December 2020).
- Wood, L. Global Composites Market Report 2019: $40.2 Billion Market Trends, Forecast and Competitive Analysis 2013–2018 & 2019–2024. Available online: https://www.globenewswire.com/fr/news-release/2019/04/12/1803326/0/en/Global-Composites-Market-Report-2019-40-2-Billion-Market-Trends-Forecast-and-Competitive-Analysis-2013-2018-2019-2024.html (accessed on 15 January 2021).
- Naqvi, S.; Prabhakara, H.M.; Bramer, E.A.; Dierkes, W.; Akkerman, R.; Brem, G. A critical review on recycling of end-of-life carbon fibre/glass fibre reinforced composites waste using pyrolysis towards a circular economy. Resour. Conserv. Recycl. 2018, 136, 118–129. [Google Scholar] [CrossRef] [Green Version]
- Zabihi, O.; Ahmadi, M.; Liu, C.; Mahmoodi, R.; Li, Q.; Ferdowsi, M.R.G.; Naebe, M. A Sustainable Approach to the Low-Cost Recycling of Waste Glass Fibres Composites towards Circular Economy. Sustainability 2020, 12, 641. [Google Scholar] [CrossRef] [Green Version]
- Thomason, J.L.; Nagel, U.; Yang, L.; Sáez, E. Regenerating the strength of thermally recycled glass fibres using hot sodium hydroxide. Compos. Part A Appl. Sci. Manuf. 2016, 87, 220–227. [Google Scholar] [CrossRef] [Green Version]
- Thomason, J.L.; Jenkins, P.G.; Yang, L. Glass Fibre Strength—A Review with Relation to Composite Recycling. Fibers 2016, 4, 18. [Google Scholar] [CrossRef]
- Jacob, A. Recycling composites. Reinf. Plast. 2011, 55, 3. [Google Scholar] [CrossRef]
- Jacob, A. Composites can be recycled. Reinf. Plast. 2011, 55, 45–46. [Google Scholar] [CrossRef]
- Alabiso, W.; Schlögl, S. The Impact of Vitrimers on the Industry of the Future: Chemistry, Properties and Sustainable Forward-Looking Applications. Polymers 2020, 12, 1660. [Google Scholar] [CrossRef]
- Kasper, A. Recycling composites: FAQs. Reinf. Plast. 2008, 52, 39. [Google Scholar] [CrossRef]
- Kmetty, Á.; Bárány, T.; Karger-Kocsis, J. Self-reinforced polymeric materials: A review. Prog. Polym. Sci. 2010, 35, 1288–1310. [Google Scholar] [CrossRef]
- Montarnal, D.; Capelot, M.; Tournilhac, F.; Leibler, L. Silica-Like Malleable Materials from Permanent Organic Networks. Science 2011, 334, 965–968. [Google Scholar] [CrossRef] [PubMed]
- Shi, Q.; Yu, K.; Kuang, X.; Mu, X.; Dunn, C.K.; Dunn, M.L.; Wang, T.; Qi, H.J. Recyclable 3D printing of vitrimer epoxy. Mater. Horizons 2017, 4, 598–607. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Recycling Waste Tires into Ground Tire Rubber (GTR)/Rubber Compounds: A Review. J. Compos. Sci. 2020, 4, 103. [Google Scholar] [CrossRef]
- Lapkovskis, V.; Mironov, V.; Kasperovich, A.; Myadelets, V.; Goljandin, D. Crumb Rubber as a Secondary Raw Material from Waste Rubber: A Short Review of End-Of-Life Mechanical Processing Methods. Recycle 2020, 5, 32. [Google Scholar] [CrossRef]
- Sambucci, M.; Marini, D.; Sibai, A.; Valente, M. Preliminary Mechanical Analysis of Rubber-Cement Composites Suitable for Additive Process Construction. J. Compos. Sci. 2020, 4, 120. [Google Scholar] [CrossRef]
- EURECOMP (Recycling Thermoset Composites of the SST). Final Report Summary; EURECOMP: Brussels, Belgium, 2012. [Google Scholar]
- EuCIA—European Composites Industry Association. Market Report; EuCIA: Brussels, Belgium, 2018. [Google Scholar]
- Shama Rao, N.; Simha, T.G.A.; Rao, K.P.; Ravi Kumar, G.V.V. Carbon Composites are Becoming Competitive and Cost Effective. White Paper, 2018. [Google Scholar]
- ECC Fabrics, Fabrics for Composites. Available online: https://www.ecc-fabrics.com/fileadmin/user_upload/Carbon_HM-IM.pdf (accessed on 23 December 2020).
- Technica, New Textiles. The Market for Composites. Available online: http://www.technica.net/NT/NT1/compositii.htm (accessed on 5 December 2020).
- 3B Fibreglass, E-Glass. Available online: https://www.3b-fibreglass.com/3b-e-glass (accessed on 5 December 2020).
- AZO Materials. Available online: https://www.azom.com (accessed on 5 December 2020).
- Krauklis, A.E.; Gagani, A.I.; Vegere, K.; Kalnina, I.; Klavins, M.; Echtermeyer, A.T. Dissolution Kinetics of R-Glass Fibres: Influence of Water Acidity, Temperature, and Stress Corrosion. Fibers 2019, 7, 22. [Google Scholar] [CrossRef] [Green Version]
- Echtermeyer, A.T.; Krauklis, A.E.; Gagani, A.I.; Sæter, E. Zero Stress Aging of Glass and Carbon Fibers in Water and Oil—Strength Reduction Explained by Dissolution Kinetics. Fibers 2019, 7, 107. [Google Scholar] [CrossRef] [Green Version]
- FINAL Advanced Materials, Basalt Fibre. Available online: https://www.final-materials.com/gb/297-basalt-fibre (accessed on 5 December 2020).
- Wallenberger, F.T.; Bingham, P.A. Fiberglass and Glass Technology: Energy-Friendly Compositions and Applications; Springer: Berlin/Heidelberg, Germany, 2009; p. 211. ISBN 978-1-4419-0735-6. [Google Scholar]
- Buddy Rhodes, Alkali Resistant AR-Glass. Available online: https://www.buddyrhodes.com/alkali-resistant-ar-glass-fiber (accessed on 5 December 2020).
- Derombise, G.; Van Schoors, L.V.; Davies, P. Degradation of aramid fibers under alkaline and neutral conditions: Relations between the chemical characteristics and mechanical properties. J. Appl. Polym. Sci. 2010, 116, 2504–2514. [Google Scholar] [CrossRef]
- Prince-Lund Engineering, Glass Fiber Differences and Properties. Available online: https://www.princelund.com/glass-fiber.html (accessed on 5 December 2020).
- Exel Composites, Reinforcements. Available online: https://exelcomposites.com/guide-to-composites/reinforcements/ (accessed on 7 December 2020).
- CompositesWorld NetComposites, Glass Fibre. Available online: https://netcomposites.com/guide/reinforcements/glass-fibre/ (accessed on 5 December 2020).
- 3B Fibreglass, HiPer-Tex the High Performance Fiber. Available online: https://www.3b-fibreglass.com/HiPer-tex (accessed on 6 November 2020).
- Bader, M.G. Selection of composite materials and manufacturing routes for cost-effective performance. Compos. Part A Appl. Sci. Manuf. 2002, 33, 913–934. [Google Scholar] [CrossRef]
- Grand View Research. Fiber Reinforced Polymer (FRP) Composites Market Analysis by Fiber Type (Glass, Carbon, Basalt, Aramid), By Application (Automotive, Construction, Electronic, Defense), By Region, and Segment Forecasts, 2018–2025. Report ID: GVR-2-68038-006-4; 2017; Available online: https://www.grandviewresearch.com/industry-analysis/fiber-reinforced-polymer-frp-composites-market (accessed on 24 December 2020).
- Bashir, S.T.; Yang, L.; Liggat, J.J.; Thomason, J.L. Kinetics of dissolution of glass fibre in hot alkaline solution. J. Mater. Sci. 2018, 53, 1710–1722. [Google Scholar] [CrossRef] [Green Version]
- Research and Markets. E-CR Glass Fibers—A Global Market Overview, Report ID: 4662789; Research and Markets: Dublin 8, Ireland, 2018.
- Yang, K.; Wu, S.; Guan, J.; Shao, Z.; Ritchie, R.O. Enhancing the Mechanical Toughness of Epoxy-Resin Composites Using Natural Silk Reinforcements. Sci. Rep. 2017, 7, 11939. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lamberti, F.M.; Román-Ramírez, L.A.; Wood, J. Recycling of Bioplastics: Routes and Benefits. J. Polym. Environ. 2020, 28, 2551–2571. [Google Scholar] [CrossRef]
- Recycled Carbon Fibre Ltd. Converting Composite Waste into High Quality Reusable Carbon Fibre. Available online: http://www.recycledcarbonfibre.com (accessed on 23 December 2020).
- Bos, G. EU waste legislation and the composites industry. In Proceedings of the Seminar on Recycling of Composite Materials, IFP SICOMP, Molndal, Sweden, 14–15 May 2002. [Google Scholar]
- Rybicka, J.; Tiwari, A.; Leeke, G.A. Technology readiness level assessment of composites recycling technologies. J. Clean. Prod. 2016, 112, 1001–1012. [Google Scholar] [CrossRef] [Green Version]
- Asmatulu, E.; Twomey, J.; Overcash, M. Recycling of fiber-reinforced composites and direct structural composite recycling concept. J. Compos. Mater. 2013, 48, 593–608. [Google Scholar] [CrossRef]
- Gopalraj, S.K.; Kärki, T. A review on the recycling of waste carbon fibre/glass fibre-reinforced composites: Fibre recovery, properties and life-cycle analysis. SN Appl. Sci. 2020, 2, 1–21. [Google Scholar] [CrossRef] [Green Version]
- Nakamura, H.; Kajikawa, Y.; Suzuki, S. Multi-level perspectives with technology readiness measures for aviation innovation. Sustain. Sci. 2012, 8, 87–101. [Google Scholar] [CrossRef]
- Van Oudheusden, A. Recycling of Composite Materials. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 2019. Available online: http://resolver.tudelft.nl/uuid:0749ed5c-7aeb-4275-abee-0f904a08ea4d (accessed on 21 December 2020).
- Pickering, S. Recycling technologies for thermoset composite materials—current status. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Palmer, J.; Ghita, O.R.; Savage, L.; Evans, K. Successful closed-loop recycling of thermoset composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 490–498. [Google Scholar] [CrossRef]
- Nekouei, R.K.; Pahlevani, F.; Rajarao, R.; Golmohammadzadeh, R.; Sahajwalla, V. Two-step pre-processing enrichment of waste printed circuit boards: Mechanical milling and physical separation. J. Clean. Prod. 2018, 184, 1113–1124. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, G.; Hao, J.; He, Y.; Zhang, T.; Yang, X. Morphology, mineralogy and separation characteristics of nonmetallic fractions from waste printed circuit boards. J. Clean. Prod. 2018, 170, 1501–1507. [Google Scholar] [CrossRef]
- Wong, K.; Rudd, C.; Pickering, S.; Liu, X. Composites recycling solutions for the aviation industry. Sci. China Ser. E Technol. Sci. 2017, 60, 1291–1300. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Muo, P.; Layiding, W.; Xiang, N.; Gao, J.; Duan, G. A physical process for recycling and reusing waste printed circuit boards. In Proceedings of the IEEE International Symposium on Electronics and the Environment, 2004, Conference Record, 2004; Institute of Electrical and Electronics Engineers (IEEE), Scottsdale, AZ, USA, 10–13 May 2004; pp. 237–242. [Google Scholar]
- Castro, A.C.M.; Carvalho, J.; Ribeiro, M.C.S.; Meixedo, J.P.; Silva, F.J.; Fiúza, A.; Dinis, M.D.L. An integrated recycling approach for GFRP pultrusion wastes: Recycling and reuse assessment into new composite materials using Fuzzy Boolean Nets. J. Clean. Prod. 2014, 66, 420–430. [Google Scholar] [CrossRef] [Green Version]
- Kočevar, G.; Kržan, A. Recycling of an acrylate–glass fiber reinforced polyester composite. J. Mater. Cycles Waste Manag. 2017, 20, 1106–1114. [Google Scholar] [CrossRef]
- Li, H.; Englund, K. Recycling of carbon fiber-reinforced thermoplastic composite wastes from the aerospace industry. J. Compos. Mater. 2016, 51, 1265–1273. [Google Scholar] [CrossRef]
- Shuaib, N.A.; Mativenga, P.T. Energy demand in mechanical recycling of glass fibre reinforced thermoset plastic composites. J. Clean. Prod. 2016, 120, 198–206. [Google Scholar] [CrossRef]
- Howarth, J.; Mareddy, S.S.; Mativenga, P.T. Energy intensity and environmental analysis of mechanical recycling of carbon fibre composite. J. Clean. Prod. 2014, 81, 46–50. [Google Scholar] [CrossRef]
- Rodrigues, G.G.M.; De Paiva, J.M.F.; Carmo, J.B.D.; Botaro, V.R. Recycling of carbon fibers inserted in composite of DGEBA epoxy matrix by thermal degradation. Polym. Degrad. Stab. 2014, 109, 50–58. [Google Scholar] [CrossRef]
- Dong, P.A.V.; Azzaro-Pantel, C.; Cadene, A.-L. Economic and environmental assessment of recovery and disposal pathways for CFRP waste management. Resour. Conserv. Recycl. 2018, 133, 63–75. [Google Scholar] [CrossRef] [Green Version]
- Yang, L.; Sáez, E.; Nagel, U.; Thomason, J. Can thermally degraded glass fibre be regenerated for closed-loop recycling of thermosetting composites? Compos. Part A Appl. Sci. Manuf. 2015, 72, 167–174. [Google Scholar] [CrossRef] [Green Version]
- Nagel, U.; Yang, L.; Kao, C.C.; Thomason, J.L. Effects of Thermal Recycling Temperatures on the Reinforcement Potential of Glass Fibers. Polym. Compos. 2018, 39, 1032–1040. [Google Scholar] [CrossRef] [Green Version]
- Pender, K.; Yang, L. Investigation of the potential for catalysed thermal recycling in glass fibre reinforced polymer composites by using metal oxides. Compos. Part A Appl. Sci. Manuf. 2017, 100, 285–293. [Google Scholar] [CrossRef] [Green Version]
- Jody, B.J.; Pomykala, J.A.; Daniels, E.J.; Greminger, J.L. A process to recover carbon fibers from polymer-matrix composites in end-of-life vehicles. JOM 2004, 56, 43–47. [Google Scholar] [CrossRef]
- Van De Werken, N.; Reese, M.S.; Taha, M.R.; Tehrani, M. Investigating the effects of fiber surface treatment and alignment on mechanical properties of recycled carbon fiber composites. Compos. Part A Appl. Sci. Manuf. 2019, 119, 38–47. [Google Scholar] [CrossRef]
- Xiao, B.; Zaima, T.; Shindo, K.; Kohira, T.; Morisawa, J.; Wan, Y.; Yin, G.; Ohsawa, I.; Takahashi, J. Characterization and elastic property modeling of discontinuous carbon fiber reinforced thermoplastics prepared by a carding and stretching system using treated carbon fibers. Compos. Part A Appl. Sci. Manuf. 2019, 126, 105598. [Google Scholar] [CrossRef]
- Nie, W.; Liu, J.; Liu, W.; Wang, J.; Tang, T. Decomposition of waste carbon fiber reinforced epoxy resin composites in molten potassium hydroxide. Polym. Degrad. Stab. 2015, 111, 247–256. [Google Scholar] [CrossRef]
- Carbon, T.C.G. Available online: http://www.carbontcg.com (accessed on 7 December 2020).
- Maxime, L. Recycling Carbon Fibre Reinforced Composites: A Market and Environmental Assessment, Paper. 2014. Available online: http://digitool.Library.McGill.CA:80/R/-?func=dbin-jump-full&object_id=132167&silo_library=GEN01 (accessed on 2 December 2020).
- Bachmann, J.; Hidalgo, C.; Bricout, S. Environmental analysis of innovative sustainable composites with potential use in aviation sector—A life cycle assessment review. Sci. China Ser. E Technol. Sci. 2017, 60, 1301–1317. [Google Scholar] [CrossRef] [Green Version]
- Chu, S.; Majumdar, A. Opportunities and challenges for a sustainable energy future. Nat. Cell Biol. 2012, 488, 294–303. [Google Scholar] [CrossRef]
- Ec.europa.eu. End of Life Vehicles—Waste—Environment—European Commission. 2020. Available online: https://ec.europa.eu/environment/waste/elv/index.htm (accessed on 21 April 2020).
- Perry, N.; Pompidou, S.; Mantaux, O.; Gillet, A. Composite Fiber Recovery: Integration into a Design for Recycling Approach; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2014; pp. 281–296. [Google Scholar]
- Bernard, A.; Ammar-Khodja, S.; Perry, N.; Laroche, F. Virtual engineering based on knowledge integration. Virtual Phys. Prototyp. 2007, 2, 137–154. [Google Scholar] [CrossRef]
- Boothroyd, G.; Alting, L. Design for Assembly and Disassembly. CIRP Ann. 1992, 41, 625–636. [Google Scholar] [CrossRef]
- Aymonier, C.; Loppinet-Serani, A.; Reveron, H.; Garrabos, Y.; Cansell, F. Review of supercritical fluids in inorganic materials science. J. Supercrit. Fluids 2006, 38, 242–251. [Google Scholar] [CrossRef]
- Loppinet-Serani, A.; Aymonier, C.; Cansell, F. Supercritical water for environmental technologies. J. Chem. Technol. Biotechnol. 2010, 85, 583–589. [Google Scholar] [CrossRef]
- Kromm, F.; Lorriot, T.; Coutand, B.; Harry, R.; Quenisset, J. Tensile and creep properties of ultra high molecular weight PE fibres. Polym. Test. 2003, 22, 463–470. [Google Scholar] [CrossRef]
- Laurin, F. Approche Multiéchelle des Mécanismes de Ruine Progressive des Matériaux Stratifiés et Analyse de la Tenue de Structures Composites. Ph.D. Thesis, Univ de Franche-Comté, Vesoul, France, 2005. [Google Scholar]
- Meng, F. Environmental and Cost Analysis of Carbon Fibre Composites Recycling. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2017. [Google Scholar]
- Puleston, D.J.; Forster, I.J. (Avery Dennison RFID Division) The Test Pyramid: A Framework for Consistent Evaluation of RFID Tags from Design and Manufacture to End Use. Paper. 2010. Available online: https://www.rfidjournal.com/wp-content/uploads/2019/07/76.pdf (accessed on 23 December 2020).
- Ladevèze, P.; Puel, G.; Romeuf, T. Lack of knowledge in structural model validation. Comput. Methods Appl. Mech. Eng. 2006, 195, 4697–4710. [Google Scholar] [CrossRef] [Green Version]
- Meiners, D.; Eversmann, B. Recycling von Carbonfasern; Thome-Kozmiensky, J.K., Goldmann, D., Eds.; TK-Verlag Recycling und Rohstoffe: Neuruppin, Germany, 2014; ISBN 978-3-944310-09-1. [Google Scholar]
- Market Research Future. Global Recycled Carbon Fiber Market Research Report: Information by Type (Non-Woven Mats, Milled Carbon Fiber and Chopped Carbon Fiber), End-Use Industry (Automotive, Aerospace & Defence, Wind Energy, Sports and Others) and Region (Asia-Pacific, North America, Europe, Middle East & Africa and Latin America)—Forecast till 2027. Report ID: MRFR/CnM/8168-HCR; 2020; Available online: https://www.marketresearchfuture.com/reports/recycled-carbon-fiber-market-9646 (accessed on 24 December 2020).
- He, D.; Soo, V.K.; Kim, H.C.; Compston, P.; Doolan, M. Comparative life cycle energy analysis of carbon fibre pre-processing, processing and post-processing recycling methods. Resour. Conserv. Recycl. 2020, 158, 104794. [Google Scholar] [CrossRef]
- ELG Carbon Fibre, Ltd. Recycled Carbon Fibre as an Enabler for Cost Effective Lightweight Structures. In Global Automo-tive Lightweight Materials (GALM); ELG Carbon Fibre Ltd.: Detroit, MI, USA, 2016. [Google Scholar]
- Bledzki, A.K.; Seidlitz, H.; Krenz, J.; Goracy, K.; Urbaniak, M.; Rösch, J.J. Recycling of Carbon Fiber Reinforced Composite Polymers—Review—Part 2: Recovery and Application of Recycled Carbon Fibers. Polymers 2020, 12, 3003. [Google Scholar] [CrossRef]
- Dauguet, M.; Mantaux, O.; Perry, N.; Zhao, Y.F. Recycling of CFRP for High Value Applications: Effect of Sizing Removal and Environmental Analysis of the SuperCritical Fluid Solvolysis. Procedia CIRP 2015, 29, 734–739. [Google Scholar] [CrossRef]
- Prinçaud, M.; Aymonier, C.; Loppinet-Serani, A.; Perry, N.; Sonnemann, G. Environmental Feasibility of the Recycling of Carbon Fibers from CFRPs by Solvolysis Using Supercritical Water. ACS Sustain. Chem. Eng. 2014, 2, 1498–1502. [Google Scholar] [CrossRef] [Green Version]
- Meng, F.; McKechnie, J.; Turner, T.; Pickering, S. Energy and environmental assessment and reuse of fluidised bed recycled carbon fibres. Compos. Part A Appl. Sci. Manuf. 2017, 100, 206–214. [Google Scholar] [CrossRef]
- Lester, E.; Kingman, S.; Wong, K.H.; Rudd, C.; Pickering, S.; Hilal, N. Microwave heating as a means for carbon fibre recovery from polymer composites: A technical feasibility study. Mater. Res. Bull. 2004, 39, 1549–1556. [Google Scholar] [CrossRef]
- Hagnell, M.; Åkermo, M. The economic and mechanical potential of closed loop material usage and recycling of fibre-reinforced composite materials. J. Clean. Prod. 2019, 223, 957–968. [Google Scholar] [CrossRef]
- Elhringer, K. Sustainability assessment of composite materials valorization: Case of CFRP (Carbon Fibre Reinforced Plastic). In Proceedings of the 2nd International Conference WASTES, Braga, Portugal, 11–13 September 2013. [Google Scholar]
- Knight, C.C. Recycling High-Performance Carbon Fiber Reinforced Polymer Composites Using Sub-Critical and Super-critical Water. Ph.D. Thesis, The Florida State University, Tallahassee, FL, USA, 2013. [Google Scholar]
- Okajima, I.; Hiramatsu, M.; Shimamura, Y.; Awaya, T.; Sako, T. Chemical recycling of carbon fiber reinforced plastic using supercritical methanol. J. Supercrit. Fluids 2014, 91, 68–76. [Google Scholar] [CrossRef]
- Liu, P.; Meng, F.; Barlow, C.Y. Wind turbine blade end-of-life options: An eco-audit comparison. J. Clean. Prod. 2019, 212, 1268–1281. [Google Scholar] [CrossRef] [Green Version]
- Ogi, K.; Nishikawa, T.; Okano, Y.; Taketa, I. Mechanical properties of ABS resin reinforced with recycled CFRP. Adv. Compos. Mater. 2007, 16, 181–194. [Google Scholar] [CrossRef]
- Yip, H.L.H.; Pickering, S.J.; Rudd, C.D. Characterisation of carbon fibres recycled from scrap composites using fluidised bed process. Plast. Rubber Compos. 2002, 31, 278–282. [Google Scholar] [CrossRef]
- Onwudili, J.A.; Insura, N.; Williams, P.T. Autoclave pyrolysis of carbon reinforced composite plastic waste for carbon fibre and chemicals recovery. J. Energy Inst. 2013, 86, 227–232. [Google Scholar] [CrossRef] [Green Version]
- Pakdel, E.; Kashi, S.; Varley, R.; Wang, X. Recent progress in recycling carbon fibre reinforced composites and dry carbon fibre wastes. Resour. Conserv. Recycl. 2020, 105340, 105340. [Google Scholar] [CrossRef]
- Nahil, M.A.; Wu, C. Recycling of carbon fibre reinforced polymeric waste for the production of activated carbon fibres. J. Anal. Appl. Pyrolysis 2011, 91, 67–75. [Google Scholar] [CrossRef]
- Jiang, G.; Pickering, S.; Lester, E.; Turner, T.; Wong, K.; Warrior, N. Characterisation of carbon fibres recycled from carbon fibre/epoxy resin composites using supercritical n-propanol. Compos. Sci. Technol. 2009, 69, 192–198. [Google Scholar] [CrossRef]
- Yuyan, L.; Guohua, S.; Linghui, M. Recycling of carbon fibre reinforced composites using water in subcritical conditions. Mater. Sci. Eng. A 2009, 520, 179–183. [Google Scholar] [CrossRef]
- Okajima, I.; Hiramatsu, M.; Shimamura, Y.; Awaya, T.; Sako, T. Chemical recycling of carbon fiber reinforced plastic using supercritical alcohol. J. Adv. Res. Phys. 2012, 3, 1–4. [Google Scholar]
- Jiang, J.; Deng, G.; Chen, X.; Gao, X.; Guo, Q.; Xu, C.; Zhou, L. On the successful chemical recycling of carbon fiber/epoxy resin composites under the mild condition. Compos. Sci. Technol. 2017, 151, 243–251. [Google Scholar] [CrossRef]
- Weh, A. Final Report Summary—SELFRAG CFRP (High Voltage Pulse Fragmentation Technology to Recycle Fi-bre-Reinforced Composites). Project SELFRAG AG Final Report. 2014. Available online: https://cordis.europa.eu/project/id/323454 (accessed on 24 December 2020).
- Kennerley, J. Recycling Fibers Recovered from Composite Materials Using a Fluidised Bed Process. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 1998. [Google Scholar]
- Korwin-Edson, M.L.; Hofmann, D.A.; McGinnis, P.B. Strength of High Performance Glass Reinforcement Fiber. Int. J. Appl. Glas. Sci. 2012, 3, 107–121. [Google Scholar] [CrossRef]
- Wu, C.; Cunliffe, A.; Jones, N. Recovery of value-added products from the pyrolytic recycling of glass-fibre-reinforced composite plastic waste. J. Energy Inst. 2005, 78, 51–61. [Google Scholar] [CrossRef]
- Donald, I.W. Methods for improving the mechanical properties of oxide glasses. J. Mater. Sci. 1989, 24, 4177–4208. [Google Scholar] [CrossRef]
- Li, J.; Xu, P.-L.; Zhu, Y.-K.; Ding, J.-P.; Xue, L.-X.; Wang, Y.-Z. A promising strategy for chemical recycling of carbon fiber/thermoset composites: Self-accelerating decomposition in a mild oxidative system. Green Chem. 2012, 14, 3260–3263. [Google Scholar] [CrossRef]
- Zhu, J.-H.; Chen, P.-Y.; Su, M.; Pei, C.; Xing, F. Recycling of carbon fibre reinforced plastics by electrically driven heterogeneous catalytic degradation of epoxy resin. Green Chem. 2019, 21, 1635–1647. [Google Scholar] [CrossRef] [Green Version]
- Sun, H.; Guo, G.; Memon, S.A.; Xu, W.; Zhang, Q.; Zhu, J.-H.; Xing, F. Recycling of carbon fibers from carbon fiber reinforced polymer using electrochemical method. Compos. Part A Appl. Sci. Manuf. 2015, 78, 10–17. [Google Scholar] [CrossRef]
- Palmer, J.A.T. Mechanical Recycling of Automotive Composites for Use as Reinforcement in Thermoset Composites. Ph.D. Thesis, University of Exeter, Exeter, UK, 2009. [Google Scholar]
- Pickering, S.; Kelly, R.; Kennerley, J.; Rudd, C.; Fenwick, N. A fluidised-bed process for the recovery of glass fibres from scrap thermoset composites. Compos. Sci. Technol. 2000, 60, 509–523. [Google Scholar] [CrossRef]
- Cunliffe, A.M.; Jones, N.; Williams, P.T. Pyrolysis of composite plastic waste. Environ. Technol. 2003, 24, 653–663. [Google Scholar] [CrossRef]
- Oliveux, G.; Bailleul, J.-L.; Salle, E.L.G.L. Chemical recycling of glass fibre reinforced composites using subcritical water. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1809–1818. [Google Scholar] [CrossRef]
- Kao, C.; Ghita, O.R.; Hallam, K.R.; Heard, P.J.; Evans, K. Mechanical studies of single glass fibres recycled from hydrolysis process using sub-critical water. Compos. Part A Appl. Sci. Manuf. 2012, 43, 398–406. [Google Scholar] [CrossRef]
- Shyng, Y.T.; Ghita, O. Fragmentation analysis of glass fibres recovered from hydrolysis processes. In Proceedings of the 19th International Conference on Composite Materials, Montreal, QC, Canada, 28 July–2 August 2013. [Google Scholar]
- Rouholamin, D.; Shyng, Y.T.; Savage, L.; Ghita, O. A comparative study into mechanical performance of glass fibres recov-ered through mechanical grinding and high voltage pulse power fragmentation. In Proceedings of the ECCM16-16th European Conference on Composite Materials, Seville, Spain, 22–26 June 2014. [Google Scholar]
- BMW. Cooperation in the Recycling of Carbon Fibres between the BMW Group and Boeing. 2012. Available online: www.press.bmwgroup.com/deutschland/article/detail/T0135185DE/bmw-group-und-boeing-vereinbaren-zusammenarbeit-beim-recycling-von-carbonfasern (accessed on 23 December 2020).
- Jacob, A. BMW Begins Series Production of i3 Electric Car. Reinf. Plast. 2013, 57, 6. Available online: https://www.materialstoday.com/composite-applications/news/bmw-begins-series-production-of-i3-electric-car/ (accessed on 24 December 2020).
- Ogale, A.; Weimer, C.; Grieser, T.; Mitschang, P. Textile Halbzeuge. In Handbuch Verbundwerkstoffe; Carl Hanser Verlag: Bavaria, Germany, 2014; pp. 73–93. [Google Scholar]
- Türrahmen aus SMC für Mittelklassewagen. 2017. Available online: www.kunststoffe.de/produkte/uebersicht/beitrag/erster-tuerrahmen-aus-smc-cfk-wirdmassentauglich-3416820.html (accessed on 22 December 2020).
- BMW i Production CFRP Wackersdorf: Carbon Fiber Recycling Material for the Use in the BMW i3. 2013. Available online: www.press.bmwgroup.com/global/photo/detail/P90125888 (accessed on 23 December 2020).
- Beauson, J.; Brøndsted, P. Wind Turbine Blades: An End of Life Perspective; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2016; pp. 421–432. [Google Scholar]
- Suhail, R.; Chen, J.-F.; Gentry, R.; Taristro-Hart, B.; Xue, Y.; Bank, L.C. Analysis and Design of a Pedestrian Bridge with De-commissioned FRP Windblades and Concrete. In Proceedings of the FRPRCS14, Belfast, UK, 4–7 June 2019; Available online: https://www.re-wind.info/s/Suhail-et-al-FRPRCS14-paper-176F-2019.pdf (accessed on 23 December 2020).
- Psomopoulos, C.S.; Kalkanis, K.; Kaminaris, S.; Ioannidis, G.C.; Pachos, P. A Review of the Potential for the Recovery of Wind Turbine Blade Waste Materials. Recycle 2019, 4, 7. [Google Scholar] [CrossRef] [Green Version]
- DNV GL Standard, Lifetime Extension of Wind Turbines, DNVGL-ST-0262. 2016. Available online: https://rules.dnvgl.com/docs/pdf/DNVGL/ST/2016-03/DNVGL-ST-0262.pdf (accessed on 15 January 2021).
- DNV GL Standard, Composite Components, DNVGL-ST-C501. 2019. Available online: https://global.ihs.com/doc_detail.cfm?document_name=DNVGL%2DST%2DC501&item_s_key=00731808 (accessed on 15 January 2021).
- Axthelm, W. Intelligent recycling of (CFRP) rotor blades is still a challenge. JEC Compos. Mag. 2019, 127, 29–31. Available online: https://www.ihofmann.com/wp-content/uploads/2020/04/JCM127_2019.pdf (accessed on 24 December 2020).
- Composites World. The State of Recycled Carbon Fiber. 2019. Available online: www.compositesworld.com/articles/the-state-of-recycled-carbon-fiber (accessed on 7 December 2020).
- Simple Flying. What Happens to Waste Carbon Fiber from the Aviation Industry? 2020. Available online: https://simpleflying.com/aviation-waste-carbon-fibre-fate/ (accessed on 20 December 2020).
- Composites World. Recycled Carbon Fiber on the Rails. 2020. Available online: www.compositesworld.com/articles/recycled-carbon-on-the-rails (accessed on 17 December 2020).
Figure 1.
Gross annual wind turbine installations in Europe, reproduced with permission of WindEurope [13].
Figure 1.
Gross annual wind turbine installations in Europe, reproduced with permission of WindEurope [13].

Figure 2.
The impact comparison of landfill disposal, incineration and recycling, reproduced from [11].
Figure 2.
The impact comparison of landfill disposal, incineration and recycling, reproduced from [11].

Figure 3.
Comparison of the impact strength at room temperature of polymer composites reinforced by glass fibers, carbon fibers, plant fibers and silk fibers, reproduced from [71]. Note: “polyseter” is a typo of polyester.
Figure 3.
Comparison of the impact strength at room temperature of polymer composites reinforced by glass fibers, carbon fibers, plant fibers and silk fibers, reproduced from [71]. Note: “polyseter” is a typo of polyester.

Figure 4.
Representation of End-of-Life (EoL) scenarios of carbon fiber/glass fiber–reinforced composites.
Figure 4.
Representation of End-of-Life (EoL) scenarios of carbon fiber/glass fiber–reinforced composites.

Figure 5.
Analysis of the recycling process, in the perspective of the product’s design specifications and recycling process information [106].
Figure 5.
Analysis of the recycling process, in the perspective of the product’s design specifications and recycling process information [106].

Figure 6.
C-pillar from sheet molding compound (SMC, within BMW 7 series), reproduced from [157].
Figure 6.
C-pillar from sheet molding compound (SMC, within BMW 7 series), reproduced from [157].

Figure 7.
Examples for rotor blade repurposing: bike shed (source: Re-Wind and Port of Aalborg, Denmark, Wind Europe Report 2020), reproduced with permission of WindEurope [13].
Figure 7.
Examples for rotor blade repurposing: bike shed (source: Re-Wind and Port of Aalborg, Denmark, Wind Europe Report 2020), reproduced with permission of WindEurope [13].

Figure 8.
Furniture made from end-of-life wind turbine blades by Wigh Design, (A) Table and longboard, (B) Prototype of furniture [159].
Figure 8.
Furniture made from end-of-life wind turbine blades by Wigh Design, (A) Table and longboard, (B) Prototype of furniture [159].

Table 2.
Advantages and disadvantages of chemical and thermal recycling methods of Carbon Fibers (CFs) [102].
Table 2.
Advantages and disadvantages of chemical and thermal recycling methods of Carbon Fibers (CFs) [102].
| Method | Advantages | Disadvantages |
|---|---|---|
| Pyrolysis |
|
|
| Solvolysis |
|
|
| Supercritical Solvolysis |
|
|
Table 3.
Recycled CF retained tensile strength compared to virgin CF, based mainly on [129].
Table 3.
Recycled CF retained tensile strength compared to virgin CF, based mainly on [129].
| EoL Options | Retained Tensile Strength of Recycled Fiber Compared to Virgin Fiber [%] | Reference |
|---|---|---|
| Mechanical | ~50% (*) | [130] |
| Fluidized-bed process | ~75% | [124,131] |
| Pyrolysis | 36–93%; typically, ~80% or less | [132,133,134] |
| Microwave Assisted Pyrolysis | ~80% | [124] |
| Chemical | 90–98%; typically, ~95% or less | [133,135,136,137,138] |
| High Voltage Fragmentation | ~83% (**) | [139] |
(*) Significant fiber damage has been stated, but no data has been found. This data is estimated by the authors; (**) No fiber strength has been found directly from the literature. Estimated to be the same ratio as the strength of a rotorcraft door hinge made with recycled CF compared to a virgin hinge [129].
Table 4.
Comparison of CF mechanical properties before and after the chemical recycling of carbon fiber/epoxy resin composites under the mild condition as described by Jianjun Jiang in [138].
Table 4.
Comparison of CF mechanical properties before and after the chemical recycling of carbon fiber/epoxy resin composites under the mild condition as described by Jianjun Jiang in [138].
| Property | Virgin CF | Recycled CF | Property Retained [%] |
|---|---|---|---|
| Tensile strength, GPa | 4.07 ± 0.73 | 3.89 ± 0.75 | ca. 96 |
| Elastic modulus, GPa | 179.27 ± 12.5 | 173.79 ± 15 | ca. 97 |
| Strain-at-break, % | 2.36 ± 0.45 | 2.28 ± 0.45 | ca. 97 |
Table 5.
Recycled GF retained tensile strength compared to virgin GF: (**) No reference found, estimated to be the same as conventional pyrolysis as the processing conditions are similar. Taken from [129].
Table 5.
Recycled GF retained tensile strength compared to virgin GF: (**) No reference found, estimated to be the same as conventional pyrolysis as the processing conditions are similar. Taken from [129].
| EoL Options | Retained Tensile Strength of Recycled Fiber Compared to Virgin Fiber [%] | Reference |
|---|---|---|
| Mechanical | ~78% | [147] |
| Fluidized-bed process | ~50% | [148] |
| Pyrolysis | ~52% | [149] |
| Microwave Assisted Pyrolysis | ~52% (**) | n/a |
| Chemical | ~58% | [150,151,152] |
| High Voltage Fragmentation | ~88% | [153] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Krauklis, A.E.; Karl, C.W.; Gagani, A.I.; Jørgensen, J.K. Composite Material Recycling Technology—State-of-the-Art and Sustainable Development for the 2020s. J. Compos. Sci. 2021, 5, 28. https://doi.org/10.3390/jcs5010028
AMA Style
Krauklis AE, Karl CW, Gagani AI, Jørgensen JK. Composite Material Recycling Technology—State-of-the-Art and Sustainable Development for the 2020s. Journal of Composites Science. 2021; 5(1):28. https://doi.org/10.3390/jcs5010028
Chicago/Turabian StyleKrauklis, Andrey E., Christian W. Karl, Abedin I. Gagani, and Jens K. Jørgensen. 2021. "Composite Material Recycling Technology—State-of-the-Art and Sustainable Development for the 2020s" Journal of Composites Science 5, no. 1: 28. https://doi.org/10.3390/jcs5010028