Sustainability Assessment of Green Asphalt Mixtures: A Review


Lyles School of Civil Engineering, Purdue University, West Lafayette, IN 47907, USA
*
Author to whom correspondence should be addressed.
Environments 2019, 6(6), 73; https://doi.org/10.3390/environments6060073
Submission received: 18 May 2019
/
Revised: 10 June 2019
/
Accepted: 14 June 2019
/
Published: 20 June 2019
Abstract
:During recent decade, the pavement sustainability has received much attention by road agencies, companies, governments and research institutes. The aim of this paper is to introduce and evaluate the sustainability of the technologies developed or underdeveloped to address environmental issues of asphalt mixtures, and the waste materials and by-products that can be recycled and reused in asphalt production. Warm Mix Asphalt (WMA) technology, the most popular waste materials to substitute neat binder (crumb rubber modifier (CRM), recycled plastic (RP), vacuum tower bottoms (VTB)) and/or virgin aggregates (reclaimed asphalt pavement (RAP), reclaimed asphalt shingles (RAs), construction and demolition (C and D) wastes, steel and copper slags), and bio-binders were evaluated with respect to their environmental and economic benefits and engineering performance as the main components of pavement sustainability. The performance evaluation was carried out by examining rutting, moisture susceptibility, thermal and fatigue cracking resistance. Two main environmental impacts, greenhouse gas (GHG) emission, and energy consumption were considered to study the environmental effects of these technologies and materials. Additionally, the economic effect was investigated considering initial cost and long-term benefit. Results of investigation illustrated that although each individual technology and waste material is valuable in terms of performance and/or the environment, specific combinations such as WMA + RAP, WMA + CRM, RAP + CRM, and WMA + CRM + RAP lead to further benefits. Notably, these combinations suffer from a lack of comprehensive economic analysis, thus, their sustainability cannot be fully assessed and is prone to future studies.
1. Introduction
Sustainability is the fulfillment of human needs and technological advancement with the least possible environmental and economic costs. Transportation is the primary need of human beings and developing sustainable transportation facilities is of main concern. Having about 83.5% of total pavement, asphalt is the dominant element of road network assets in the United States [1]. For having a sustainable pavement, it is vital to take environmental impacts, economic benefits, and performance into account.
From the environmental perspective, researchers have sought remedies to minimize air pollution as well as natural resource exploitation for asphalt. Recently, the Mauna Loa Observatory recorded a first-ever CO2 reading more than 410 parts per million (ppm) [2]. Such a vast quantity requires all industrial sectors’ attempts to lower the amount of greenhouse gas (GHG) emissions to tackle the accelerated catastrophic phenomenon of global warming. Asphalt pavement manufacture is an industrial section in which materials production, construction, service, maintenance and end-of-life are the phases that energy consumption and GHG emissions occur. Among them, materials production and construction are the major phases [3]. Materials production involves raw material procurement, transport of raw materials, and asphalt mixture manufacture [3]. In 2007, roughly 1.6 billion metric tons of asphalt was produced worldwide [4], which resulted in 14.4 × 106 m3 of fuel, 1.28 × 104 GWh of electrical consumption and 46.08 million tons of CO2 emissions, accounting for 0.15% of global CO2 emissions. Construction of pavements, on the other hand, involves three sub-phases of transport, paving, and compaction of asphalt mixtures. Just the last sub-phase has the potential to reduce emissions if modification applied for better compactability. Moreover, the energy consumptions and emissions occur within service, maintenance, and end-of-life can be reduced via improved performance of asphalt mixtures. Another environmental aspect of asphalt mixture production is waste management. Use of recycled aggregate and asphalt modification by waste polymers and by-products are remedies to preserve natural resources and avoid dumping environmentally harmful and hazardous wastes [5]. However, for sustainable pavement, economic and performance limitations of these environmental remedies should also be considered.
The economy plays a crucial role in the industry, and any environmental enhancement should satisfy economic restrictions. Since road pavement is energy demanding and natural reserve consuming, any environmental improvement leads to certain economic advantages. Although it might be discouraging to have an initial cost increase due to environmental considerations, the long-term benefit assessment could justify it. Various aspects of asphalt mixture performance are the influential factors on life-cycle analysis (LCA) which decree the environmental-economical profitability. Better performance guarantees longer lifespan as well as higher serviceability, which, in turn, reduces reconstruction, maintenance, and rehabilitation costs. Additionally, less natural resources, including fuel, aggregate and asphalt binder, are consumed in the long-term. Therefore, the optimal balance between engineering (performances), environmental, and economic aspects brings sustainability to pavement assets (Figure 1). The typical sustainability studies usually focus on three components: economic development, social development, and environmental protection [6]. However, in this study, the social development criterion is substituted by performance to better evaluate the engineering sustainability of the studied asphalt mixtures and technologies.
The decrease in energy consumptions and GHG emissions, life cycle extension, and better serviceability can be achieved by the exploitation of waste materials, such as reclaimed asphalt pavement (RAP), reclaimed asphalt shingles (RAS), and crumb rubber modifier (CRM) and/or adoption of warm mix asphalt (WMA) technologies. Therefore, in this research, WMA technologies employment and application of the most popular and approved waste materials (RAP, RAS, and CRM) were evaluated regarding environmental, economic, and engineering performance in Section 2. In Section 3, the less popular waste materials, such as construction and demolished (C and D) waste, copper and steel slag, recycled plastic (RP), vacuum tower bottoms (VTB), and bio-binder modifiers were investigated regarding, mainly, engineering performance aspects due to the lack of comprehensive environmental and economic studies. Finally, the most popular combinations of the mentioned waste materials and technologies were also evaluated based on recent studies in Section 4. Figure 2 illustrates the structure of this study adopted for investigation of sustainability escalation in the asphalt industry.
2. Developed Mixtures
2.1. Temperature and Emission Reduction (WMA)
Warm mix asphalt mixtures (WMA) are those asphalt mixtures with lower mixing and compaction temperatures that are more environmentally-friendly compared to conventional hot mix asphalt (HMA) mixtures. The conventional HMA mixtures have a production temperature of 150–190 °C while WMA mixtures can lead to a temperature reduction between 14–50 °C depending on the used warm mix technology [7]. As the most important benefits of WMAs, they reduce fuel consumption and GHG emissions, improve working conditions for paving crews due to less harmful emissions, decrease binder aging, increase hauling distance, potentially increase the field densities (better compactability), and extend paving seasons.
However, compared to conventional HMA, a high change in pavement performance can be expected due to the reduction in production temperatures and modifications of binder characteristics. For example, although low binder oxidation may increase the pavement cracking resistance, it may decrease the moisture and rutting resistance [8]. There are also other technologies, namely half warm mix asphalt (HWMA), which can lower the production temperature to 60–100 °C [9]. However, because of their poor performance, they have not drawn attention as WMAs.
WMA Technologies
As presented in Table 1, WMA technologies are divided into three main categories: (1) foaming (e.g., Astec Double Barrel Green and Advera); (2) organic additives (e.g., Sasobit); and (3) chemical additives (e.g., Evotherm). Foaming involves using the introduction of water or water-containing additives into hot binder during production. Water then turns into bubbles that facilitate the flow of the binder and provide sufficient low viscosity to coat the aggregate at lower temperatures. Consequently, due to the bubble generation, the volume, and viscosity of binder increases and decreases, respectively. In general, the characteristic of the foamed binder is a function of source, date of production, and type of polymer modification (Newcomb et al., 2015). In case of binder properties, the results of NCHRP report 807 showed that although the increase in the water content results in higher expansion ratios (ER), it can reduce the rate of collapse (k-value), foam-ability index (FI), and bubble surface area index (SAI). Furthermore, increasing water content reduces workability and coat-ability of the foamed binders. The better workability and coat-ability can be achieved by applying higher mixing temperatures and foaming at the optimum water content, respectively [10].
Organic additives are waxes including Fischer-Tropsch wax, fatty acid amide, and Montan wax with melting temperatures (80–120 °C) lower than the HMA production temperature and higher than in-service temperature. Having lower viscosity compared to the binder at similar temperatures, waxes can decrease the viscosity of binder once they substitute a small portion of the binder content, 2–4% of the weight of the binder [9].
Chemical additives are another category of WMA technology that improves the bonding between aggregates and binder, compaction, coating, and workability. They can be a surfactant, anti-stripping agents, polymers, or a combination of them [11,12,13,14].
Increases in the application of WMA mixtures during the past two decades makes them an essential asphalt technology for the 21st century. For example, in the United States, a dramatic increase in adoption of WMA technology (tripled) was observed from 2009–2011. The federal highway administration (FHWA) also reported that more than 40 states have used WMA mixtures to pave the roads and at least 14 state highway agencies have implemented specifications to use WMA mixtures [15]. As a part of NCHRP report 843, results of a survey about application of WMA technologies from 18 department of transportation (DOT) in United States revealed that foaming technologies (53.2%) were more popular than the other two technology (organic and chemical additives with 16.9% and 29.9%, respectively) [16]. However, this survey was conducted for the WMA mixtures with minimum 40 °C reduction in the production temperatures compared to conventional HMAs. Additionally, among of the used additives, Evotherm with 23.4% was the most widely used additive, followed by Sasobit (16.9%), Astec DBG (15.6%), and Advera (10.4%). The other survey conducted by the national asphalt pavement association (NAPA) presented that about 77% of WMA used foaming technology, followed by chemical and organic additives (21.1% and 1.9%, respectively) in the U.S [1].
The main reason for the popularity of foaming technologies is that they have a lower production cost than other WMA technologies (see Table 2). NAPA also reported that 31.2% (116.8 million tons) of the total produced asphalt mixture used in the United States was WMA in 2016. However, 68% of WMA was produced at HMA temperature [1]. Therefore, although it cannot be environmentally beneficial at all, some other advantages of WMA, such as better compactability, extended construction season, and hauling distance are still available.
I. Environmental Evaluation
Burning fossil fuels and heated binder are the two sources of GHG emissions during the production phase. Any production temperature decrease leads to cleaner production since less fuel is consumed and there is lowered binder temperature. WMA results in asphalt mixtures with 20–40% reduction in fossil fuel consumption in comparison to conventional HMA [17]. As shown in Table 3, WMA technologies are very effective in terms of the GHG emissions decrease. These results were extracted from the stack emissions tests for 15 projects worldwide and showed that although the reduction in carbon dioxide (CO2), oxides of nitrogen (NOx), and carbon monoxide (CO) is significant, in some projects, an increase in sulfur dioxide (SO2) was observed. Furthermore, as a part of NCHRP report 779, results of an investigation on stack emissions of three multi-technology projects in Michigan, Indiana, and New York States indicated that application of WMA results in a 20% reduction in CO2 emission compared to the corresponding HMA due to a 21% reduction in fuel usage [7]. However, there was an insignificant difference between the CO emissions for the WMA and the corresponding HMA mixtures. In the case of volatile organic compounds (VOC) emission, although a 50% reduction in VOC emissions was reported for a Michigan plant, the higher VOC emissions were observed for the New York project. The high variation in VOC emission can be justified by the difference between the burner design, fuel type, maintenance, and tuning of the studied plants. For NOx emission, results of this study showed a slight reduction while the significant reduction in SO2 was observed for the only plants that used reclaimed oil as fuel. Temperature reduction and, consequently, less harmful gasses production provide a better working condition for workers, especially in the case of paving in a covered area like tunnels. Results of total organic matter (TOM) in breathing zones of paving crews for some projects indicated that the WMA mixtures have at least a 33% reduction in TOM compared to conventional HMA mixtures [7].
Concerning the construction phase, using WMA technology, a decrease in compaction effort and fewer passes of the roller to reach a target air void adds more environmental and economic benefits by reduced fuel consumption [27,28]. However, some WMA technologies require further mixing effort for asphalt production that can increase the energy consumption. Thus, to assess the overall environmental effect of WMA, the additional amount of energy incorporated into WMA production and its environmental impacts must be considered. Such comprehensive evaluation can reveal the real environmental influence of WMA production. Additionally, accomplishing companion tests using the same mixture, fuel, and production rate can help to reach better and meaningful comparisons between the GHG emissions of HMA and WMA.
II. Economic Evaluation
Economic evaluation (cost vs. benefit) of each new technology is one of the main factors that control its acceptance into conventional practice. Compared to conventional HMA mixtures, the use of WMA mixtures have some certain economic costs and potential benefits. The type of WMA technology is the main factor that affects the costs of WMA mixtures because some WMA technologies require modification processes that makes initial costs increase. The initial cost for WMA technologies can be affected by some factors, such as modifications to the plant’s control system, installation of mechanical equipment, additives, and mix design costs. Additionally, like other products, the initial cost is a function of the freight costs and can be varied during the times. For example, the primary water-injection foaming systems cost around $80,000 while their cost has reduced to $30,000 in the last decade [7]. It is reported that adding the WMA additive can increase the total cost of production by approximately $2.00 to $3.50/ton [29]. Furthermore, implementation of newly developed mix design specifications for WMA mixtures, such as NCHRP Report 691, may result in increasing mix design costs by $1500–$2000 due to conduct compactability, coating, and flow number tests [7,30]. However, the results of the cost analysis for some WMA technologies proved that the initial cost due to some plant modifications and equipment installation could be deprecated over 5–7 years and additive and mix design costs may be compensated by the following benefits of WMA [7]:
- Reduction in energy consumption at the plant;
- Increase in payments due to achieving higher in-place densities;
- Extended paving seasons; and
- The possibility of removing antistripping additives for some WMA additives.
Table 4 shows an example of the estimated costs and potential economic benefits for using WMA. This illustrates that the only energy savings could offset the cost of water-injection foaming systems. Another study also revealed that the implementation of foaming technologies could decrease the energy consumption up to 30–40%, while using Aspha-min and Sasobit can lead to energy reduction by 30% and 20%, respectively [31]. Superposing the reduced cost due to less energy consumption and price of WMA additive, there are increased production costs for Sasobit and Aspha-min (with the Asphamin having greater values), while foaming technology reduces them [31]. Additionally, results of a comprehensive study on the effect of WMA on the plant energy in the US revealed that, on average, a 27 °C decrease in the mix production temperature results in burner fuel savings of 22%, which is equal to 1100 British Thermal Unit (Btu)/°F/ton in energy savings [7]. In general, it can be concluded that, regarding WMA technology and the additive dosage, the reduced energy consumption can be between 20% and 40%.
It is important to note that, here, the initial costs decrease or increase needs to be justified with respect to long-term cost-benefit analysis incorporating service, maintenance, and end-of-life phases. For example, although the foaming technologies have shown a significant energy saving, some studies have reported that they have inferior moisture sensitivity performance that can lead to earlier rehabilitation and/or reconstruction due to premature distress formation [7,27].
III. Performance
With respect to service, maintenance, and end-of-life phases weak performance might diminish the environmental and economic benefits of WMA technologies in production and construction phases. Based on the literature, the performance of WMA mixtures has been studied in three levels: laboratory, short-term, and long-term field evaluations (see Table 5). Additionally, other studies have focused simultaneously on both laboratory and field evaluations as well as mix design and best practices of WMA mixtures [8,30,32,33,34]. Moisture susceptibility, rutting, fatigue, and thermal cracking resistance are the main aspects of performance that have been evaluated for WMA mixtures. Moisture susceptibility is the main cause of premature distress formation. Incomplete drying of aggregate due to lower mixing temperature weakens the moisture damage resistance of the WMA [9]. However, some anti-striping agents, such as Zycotherm and polyamines, can act as WMA additives to solve the problem with moisture susceptibility [12]. From some trial projects in Europe, the results of the moisture susceptibility for WMA mixtures with different additives and virgin binders indicated that the WMA mixtures could show equal, or even better, adhesion compared to the HMA control mixtures [6]. Moreover, a study at the University of California, Davis reported no moisture damage for the saturated pavement sections tested under a heavy vehicle simulator (HVS) [32]. Another study (NCHRP report 779) on the short-term performance of WMA pavements with less than 10 years old revealed that none of the field projects showed any sign of moisture damage [7]. In this study, cores were taken from the projects after 1–2 years of traffic. Furthermore, as a part of NCHRP Project 9–49, a recent web-survey from state DOTs and contractors in the US was accomplished to recognize WMA pavement moisture susceptibility based on the mix design, construction, production, or quality assurance (QA) data [8]. Results of this survey from the WMA pavements with ages of 3–8 years (short-term) revealed that no moisture-related distress had been observed for 90% of the states. However, it is important to note that the low percentage (10%) of moisture-related distress in this survey does not necessarily guarantee the long-term moisture damage resistance of the WMA pavements. Based on NCHRP report 83, results of the Hamburg wheel tracking (HWT) demonstrated that most of the WMA mixtures without an anti-stripping agent showed stripping inflection points (SIP) [16]. Therefore, application of anti-stripping agents can significantly reduce the stripping potential of WMA mixtures in a long-term period.
Rutting performance of WMA mixtures have been evaluated under heavy loading conditions in some accelerated pavement testing (APT) facilities in the United States: the National Center for Asphalt Technology (NCAT) Test Track, the University of California Pavement Research Center (UCPRC), and MnROAD [7,32,47]. Results of these studies confirmed that rutting performance (structural response) of the WMA test sections were comparable to the companion HMA sections. Additionally, results of a survey in Europe demonstrated that the rutting performance of the variety of WMA technologies was equal or even better compared to corresponding HMA mixtures [6]. As one of significant findings from NCHRP report 779, the short-term field evaluation of rutting performance for 28 WMA projects revealed that the rutting performance of WMA pavements was comparable with that of the companion HMA pavement [7]. In this study, the companion HMA pavements were defined as those were like WMA pavements regarding pavement structure, climate, and traffic conditions. In another study, NCHRP Project 9-49A, investigation of the long-term rutting performance for WMA mixtures showed that most of the WMA and companion HMA pavement sections have comparable rutting [16]. Additionally, among of different WMA technologies (foaming, organic, and chemical additives), no statistical difference regarding rutting was observed. Most of the non-foaming WMA technologies had a positive effect on high-temperature rheological properties of asphalt binder [40].
In case of fatigue resistance, results of two laboratory studies showed that although the chemical additives and foamed mixtures have a lower fatigue resistance compared to conventional HMA [48], Sasobit as a wax additive can improve fatigue performance especially when the modified asphalt mixtures are compacted at lower temperature (100–115 °C) [49,50]. Additionally, the laboratory evaluation of fatigue life for foamed WMA mixtures using four-point beam fatigue tests exhibited higher fatigue life compared to HMA mixtures [51]. Among different WMA technologies, results of laboratory studies have shown that chemical additives are more contributive on thermal cracking mainly due to the reduced stiffness while foamed and warm wax asphalt have a minor negative impact on it [52,53]. In terms of large-scale tests, evaluation of fatigue performance of WMA pavements using a heavy vehicle simulator (HVS) showed insignificant fatigue cracking for all test sections due to strong pavement structure [32]. Furthermore, in Florida State, an early field study (three years after construction) conducted by Sholar et al. [54] revealed that there was no statistically significant difference between fatigue performance of WMA and the companion HMA pavement sections. The laboratory and field evaluation of fatigue cracking in some projects across the Europe countries also exhibited that the fatigue performance of WMA mixtures was equal, or in some cases better, than the companion HMA mixtures [6].
In terms of transverse and longitudinal cracking, the analysis of long-term performance indicated that although the various WMA technologies had a comparable performance compared to the companion HMA pavements, among those technologies, the foaming and chemical WMA pavements showed better performance compared to the organically-modified WMA pavements due to a more noticeable effect of aging on organically-modified WMA pavements [16].
A summary of the recommended determinants and corresponding test methods and specifications for better evaluation of performance and engineering properties of WMA mixtures is shown in Table 6. Generally, as a result of the limited studies around the long-term performance of WMA mixtures, it seems that still many transportation agencies and pavement construction contractors are hesitant to employ these technologies due to the initial costs. However, the current WMA technologies are more environmental-friendly than conventional HMA, and they show a comparable performance with HMAs. For example, using life cycle assessment (LCA) to address both environmental and performance aspects of pavements, it is reported that the WMA mixtures are more environmentally friendly and economically competitive to conventional HMA [55,56,57].
2.2. Waste Materials and By-Products
Recycled Aggregate
The asphalt pavement production and construction need a substantial amount of energy and non-renewable materials. Therefore, use of recycled materials seems to be necessary to create a more sustainable future for asphalt concrete pavement construction. The well-known recycled aggregates that have been used in asphalt pavements can be categorized into three groups [59]:
- Existing pavement byproduct such as reclaimed asphalt pavement (RAP) and reclaimed asphalt shingles (RAS) materials;
- Construction and demolition (C and D) waste materials such as tiles and bricks; and
- The byproduct from industry, such as copper or steel slags.
Using all these recycled aggregates are environmentally beneficial as it deals with solid waste management. Nonetheless, they can have both positive and negative impacts on asphalt performance; the negative impacts are intensified with recycled aggregate (RA) percentage increase and most agencies and DOTs impose a threshold dosage. For more preservation of natural resource, researchers have been seeking solutions to increase the amount of RA that can substitute virgin aggregates with insignificant negative impacts on performance. The first group materials (RAP and RAS) are evaluated in this section, and the other two groups are investigated in Section 3.
Reclaimed Asphalt Pavement (RAP)
On a mass basis, around 95% of asphalt mixture is composed of aggregates and the rest 5 percent is asphalt binder. An irreversible oxidation reaction occurs between asphalt and air since the first day of the pavement service. As the oxidation continues, a fading of asphalt’s flexibility, adhesive capability (bonding between asphalt and aggregate) and cohesive capability (bonding inside asphalt) damage the performance of asphalt concrete. Although this process is irreversible, the materials in a heavily aged pavement are not worthless. Recycling HMA is known as reclaimed asphalt pavement (RAP).
The idea of reusing RAP material in asphalt mixtures back to the 1973 oil crisis [60,61]. As the asphalt prices started falling in the early 1980s, most asphalt producers returned conservative, only applying low RAP content of less than 20%. Toward the beginning of the 1990s, the amount of RAP recycled was severely reduced. The whole industry was waiting for new technologies, which could increase the RAP content and decrease pavement cost, more importantly, without compromising asphalt concrete performance. The early 2000s saw the price rise of pavement materials increase and this trend also increased the interest in the use of RAP [62].
Although the amount of available, and the use of, RAP materials is a function of construction activities at all levels, the National Asphalt Pavement Association (NAPA) reported that usage of RAP in asphalt mixtures reached 76.9 million tons in 2016 in the United States, which shows a 3.6% and 37% increase in using of RAP in 2015 and 2009, respectively [1] (Figure 3). Additionally, in Europe, reusing RAP in asphalt mixture production started more than 40 years ago, and currently it has an increasing trend in many European countries. Table 7 shows the percentage of total available RAP materials that have been used in the production of HMA, WMA, HWMA, and cold recycling for some European countries from 2007–2017 [63]. Additionally, based on the average value of total used RAP for each year, the trend of using RAP in the production of different types of asphalt mixtures is upward, but has a low slope (see Figure 4). However, some obstructions limit the use of RAP material to make high-quality asphalt mixtures with most environmental and economic benefits [64]:
- High variability in RAP due to different RAP sources;
- Demolition and milling processes; and
- Aged asphalt binder of RAP.
Moreover, according to a state asphalt pavement associations (SAPA) survey, specification limits (38.5%), RAP availability (18.5%), asphalt plant capabilities (15.4%), volumetric requirements (13.8%), and mixture performance (6.2%) were the top five factors that limit the use of RAP in the U.S [65]).
I. Environmental Evaluation
Before production, preparation of raw materials including aggregate and asphalt binder also demands energy that should be looked into when conventional virgin aggregate and/or asphalt binder are replaced by other materials. Generally, the following factors have significant effects on the environmental impact of asphalt mixture production using RAP: moisture content, HMA discharge temperature, RAP content, transport process, and quality of RAP [66,67,68,69,70,71].
Currently, there are two approaches to add RAP to virgin materials for asphalt mixture production. In the first approach, RAP is added cold to the overheated virgin materials in the drum mixer. Although as an advantage, this approach can be easily implemented in an asphalt plant, it needs a higher temperature for virgin materials and a longer mixing time especially at a high percentage of RAP. On the other hand, the second approach is adding preheating RAP materials to the asphalt mixture. The preheating process can be usually done using a parallel drum and, therefore, it increases the cost of production because using a parallel drum requires high investment for modification of plant. Compared to the virgin aggregates, RAP materials have higher moisture content because milling of the old pavements needs water [69,70,72].
Therefore, using this approach, the better control of RAP moisture content can be achieved. A study reported an increase in energy consumption up to 14% and 17% could be observed when 15–30% and more than 45% RAP, respectively, were used in new asphalt mixtures [73]. However, the other studies stated that producing asphalt binder consumes 3,110,090 MJ of energy and releases of 226,870 kg of GHG and replacing 50% of RAP as binder replacement can result in 17–28% reduction of energy consumption as well as emissions [74,75].
Using 10–20% RAP in the HMA mixtures, Giani et al. [71] indicated that there was 6.8% and 6.4% reduction for greenhouse gasses (ton CO2eq) and the single score endpoint impact, respectively, for a 15 years lifespan analysis. Furthermore, 40% reduction in emission of the CO2e was reported when 75% RAP was in a production of HMA mixtures. The comparison between GHG emissions for virgin and 20% RAP mixtures (Figure 5) revealed that adding RAP can result in averagely 8.3% reduction in air pollutant parameters such as carbon monoxide (CO), oxides of sulfur (SOx), oxides of nitrogen (NOx), volatile organic compound (VOC), and particulate matter (PM) [75].
Adding up the energy and emissions due to plant production, transportation, and construction, which are equal for conventional mixtures and those containing RAP, as well as road maintenance, Figure 6 and Figure 7 illustrate the total energy consumptions and emissions per km per lane for different RAP percentage. In Figure 7, Carbon dioxide equivalent (CO2eq) is a global warming potential (GWP) unit to measure the environmental impact of one ton of different other greenhouse gases compared to the impact of one ton of CO2. It can be observed that there is a reduction in both energy consumptions and emissions with RAP content increase. Based on the midpoint (climate change and fossil depletion) and endpoint (human health, ecosystem diversity, resource availability) environmental impacts, results of a study revealed that adding 15% RAP to HMA or WMA mixtures could result in 13–14% reduction on the most of midpoint and endpoint impacts [70]. Moreover, a decreasing trend of environmental impacts (midpoint, endpoint, and cumulative energy demand) was observed as the rate of using RAP increased [66].
Applying LCA analysis based upon three performance breakdown scenarios of 100%, 85%, and 70% compared to conventional HMA for mixtures containing RAP, Figure 8 and Figure 9 show the trend of how environmental benefits, including energy consumption and GHG emissions reduction, set off with decreased performance. It can be observed that, for all RAP contents, the performance level of 70% demands greater energy and produces higher CO2 than the control mixture. It can be concluded that the performance is a critical factor in assessing the environmental benefits of using RAP materials in asphalt mixtures.
II. Economic Evaluation
Table 8 shows how recovered binder from 20% and 40% of RAP can reduce the amount of total as well as virgin binder needed based on Superpave mix design [76]. Doubling RAP content leads to approximately twice the reduction in virgin binder content. Therefore, not only does the introduction of RAP decrease the amount of virgin aggregate in asphalt mixtures, but it also lessens the most valuable component of them, i.e., asphalt binder.
With modern asphalt plant design, better RAP processing, and blend controls, more RAP can be introduced into pavement construction without compromising product quality. This makes the asphalt industry consider RAP as valuable as virgin aggregate and asphalt, even which can utilize 100% RAP in producing a good quality mix. An increasing the amount of RAP by 10% provides a considerable saving by reducing the cost of collecting and processing to approximately one fifth of the raw materials. One study reported that using 20–50% of RAP materials in HMA results in saving between 14 to 34% in material and production costs [77]. Additionally, the saving percentages of 15% and 16% were reported by FEDERAL HIGHWAY ADMINISTRATION (FHWA) and the U.S. Corps of Engineers, respectively, due to using RAP materials in asphalt mixtures [59]. Table 9 shows the percentage of material cost saving in different regions of the US as well as total saving based on the different percentage of RAP in the mixture. For example, between 1979 and 2002, the Florida Department of Transportation reported that reusing of RAP in the production of HMA mixtures could result in $224 million saving which is equal to two-thirds of its annual resurfacing budget [59]. Additionally, the cost-benefit of using RAP in HMA mixtures for some plants was investigated by Franke and Ksaibati [78]. Results of this study showed that there was a remarkable amount of savings ($40.87 per ton) in the application of RAP in hot mix asphalt. Amount of savings due to the use of RAP in asphalt mixtures for 2015–2017 construction season in the United States is shown in Table 10 [1,65]. This indicates that the using of RAP resulted in a reduction of the asphalt mixture production costs approximately $6.6 billion in compared to the use of all virgin materials during the 2015–2017 construction seasons.
III. Performance
The effect of RAP material percentage on the performance of asphalt mixtures has been investigated by many researchers. In the case of rutting performance, it was described as an improvement by using RAP due to harder asphalt binder [79,80]. Although this improvement largely depends on the RAP properties and content, it has been reported that adding 25–30% RAP can result in a double increase on rutting resistance [30,47,68]. The soft binder or rejuvenators are usually used to improve the fracture toughness of mixtures containing RAP by countering the stiffness of RAP. However, the acceptable rutting performance has been found for mixtures containing RAP with rejuvenators at the optimum content [30,81].
There is an inconsistency in case of fatigue performance. Although the fatigue resistance behavior can be improved due to the stiffer nature of a RAP mixture, this is only true in constant strain testing condition, and there is no evidence for the consistent level of improvement [82]. This inconsistency gets worse at a higher percentage of RAP materials [83] due to the stiffer nature of the recycled mixtures (the thermal resistance of mixtures decreases). A summary of some laboratory studies on the effect of increasing of RAP on the performance of asphalt mixtures is shown in Table 11. In this Table, “mixed” effect refers to observation of both increase and decrease on the corresponding performance parameter. It can be seen that although increasing percentages of RAP results in better rutting resistance and higher stiffness, it increases low-temperature cracking potential. Mixed results can be found for cracking potential at intermediate temperatures and moisture sensitivity.
In terms of long-term performance, the statistical analysis on the performance (load-associated distresses) of virgin and RAP mixtures at 18 long-term pavement performance pavement (LTPP) SPS-5 sites and test sections with similar traffic and environmental conditions, revealed that the majority of RAP mix overlays was statistically equivalent to virgin HMA overlays over a period of up to 17 years [84]. The other study on eighteen projects, comprised of 162 sections from LTPP SPS-5, to compare the long-term performance of virgin and RAP mixes was conducted by Gong et al. [85] using data analyses and logistic regression (see Figure 10). Compared to virgin mixtures, results of existing RAP in mixtures on the performance of overlay mixtures can be summarized as follow:
- Slightly effects on longitudinal cracking, transverse cracking, and roughness;
- A little-reduced fatigue resistance;
- Weakened pavement structure; and
- Increased rutting resistance.
In summary, it can be concluded that performance of the mixtures containing RAP greatly depends upon the type and amount of RAP aggregates and the used virgin binders. Additionally, in the literature, there is an inconsistency about the percentage of actual blending between RAP and virgin binders. For example, although some studies have accepted a complete mixing of aged and virgin binder [76,86,87] others have considered partial mixing between them [80,88,89]. Therefore, it is highly recommended to keep usage of RAP in the recycled mixtures to relatively low values due to inability to accurately characterize combined binder properties of recycled mixtures. Furthermore, the development of an appropriate and effective method to determine the optimum percentage of RAP material by considering the value of the RAP binder is a necessary step to the design of recycled mixtures.
Recycled Asphalt Shingles (RAS)
Recycled asphalt shingles (RAS) are another recycled material that has been used in the production of asphalt mixtures especially through the U.S. RAS materials are usually made up 25–30% asphalt cement, 40–60% hard aggregate, and 3–12% fiber. Based on the U.S. Environmental Protection Agency, annually, 7–10 million tons of shingle tear-off waste (about 8% of the nation’s total building-related waste) are produced by roofing manufacturers and residential tear-off shingles [64,108]. Figure 11 shows the amount of RAS used in asphalt mixtures and as aggregate for base and sub-base courses from the 2009–2017 construction season in the U.S [65]. Most of RAS materials are used in the production of HMA or WMA mixtures. However, there are some limitations to the high use of them in asphalt mixtures: (1) significant difference between asphalt properties of RAS materials and typical asphalt binders used for asphalt mixtures (binder of RAS is usually stiffer than the typical binders in paving applications), (2) existence of contaminants (e.g., construction and demolition waste) which come from the waste recovery processes, and (3) the presence of potentially hazardous materials like asbestos and coal tar [64]. Additionally, in 2017, based on the SAPA survey associated with the factors that limit the increasing use of RAS from all states in the U.S, the five possible limiting factors were reported: specification limits (47.3%), RAS availability (12.7%), mixture performance (12.7%), economic (7.3%), volumetric requirements (7.3%), and other factors (12.7%) [65].
I. Environmental Evaluation
As the environmental benefits of using RAS in the pavement, not only it reduces landfills (save space in congested landfills), but also RAS materials can be reused as replacement of asphalt binder and fine aggregates. Cochran [109] pointed out that the required energy for using RAS materials in asphalt mixtures is less than the needed energy for their landfilling and using virgin materials. In 2010, results of an analysis on environmental benefit of mixtures containing RAP and RAS in Texas Department of Transportation (TXDOT) indicated a 3.8% reduction in CO2eq (20,500 tons) compared to typical asphalt mixtures [110]. 20,500 tons CO2eq was equal to the CO2eq produced to provide electricity of more than 2400 homes or 2.1 million gallons of fuel.
Figure 12 exhibits the comparison of GHG emissions (lbs CO2eq/short ton) for a virgin, 5% RAS, and three mixtures containing a fixed percentage of RAP (20%) and different percentage of RAS (3%, 5%, and 7%) from a life cycle perspective [64]. This comparison reveals that although the GHG emissions for aggregate and mixing chamber (heating and mixing) were relatively constant for all mixtures, the GHG emissions from oil refining for the binder was decreased as the amount of recycled materials increased. Additionally, compared to the virgin mixture, the mixture with 7% RAS showed less net GHG emission, approximately 10% reduction, and increase RAS in mixtures containing 20% RAP results in less net GHG emission. Therefore, using RAP and RAS can make 16% and 29% reduction in GHG emissions without and with considering landfill credit, respectively. Additionally, using of RAS in mixtures containing RAP results in additional escalation on environmental benefits associated with using asphalt binder.
Asbestos, an environmentally hazardous material, had been used in the production of shingles and roofing products as a fire retardant. Therefore, it has been the most noticeable environmental concern about recycling of RAS materials especially tear-off shingles [111,112,113]. However, currently, the U.S. geological survey (USGS) and the asbestos information association (AIA) have forbidden using the asbestos in the production of asphalt shingles since the early 1980s (Stroup-Gardiner, 2016). A typical life of shingles used for residential homes is 15–25 years, therefore, although it seems that most of the shingles manufactured with asbestos have been currently removed and/or replaced, AASHTO MP23 requires that before using tear-off shingles and during processing phase, they should be tested and qualified for the existence of asbestos using two test methods: polarized light microscopy (PLM) and transmission electron microscopy (TEM) [64].
II. Economic Evaluation
Recycling of wasted shingles and using them in asphalt mixtures have several economic benefits, such as saving cost related to the transport of RAS materials to special landfills and reducing the cost of the virgin asphalt and aggregate. It was reported that using 2–5% of manufacturer waste shingle scrap (MWAS) and tear-off shingle scrap (TOSS) in typical asphalt mixture can conserve 7–17% and 12–30% in using of virgin binder, and 1.7–4.3% and 1.4–3.6% in using of virgin aggregates, respectively [114]. The other study also showed that the application of 2–5% MWAS and TOSS in the production of asphalt mixtures resulted in 2.7–7.4% and 5.2–12.9% saving in energy consumption, respectively [115]. The effect of using RAS materials (MWSS and TOSS) along with RAP materials on energy consumption of asphalt mixture production in Minnesota revealed that adding more RAP and RAS could result in lower required energy to produce mixtures (see Figure 13) [116]. Additionally, compared to TOSS, application of MWSS materials showed less energy demand because they are usually clean, and need a minimum of handling before processing. Before processing, the TOSS materials usually need to be sorted, and all extra waste materials, such as metal, nails, and wood should be removed.
Table 12 shows individual and cumulative savings from the use of RAS in asphalt mixtures during the 2015–2017 construction seasons in the U.S [65]. Based on the data in this Table, $372 million saving in the cost of materials have been obtained using the replacement of virgin asphalt binder and aggregates by RAS. Additionally, it was reported that using RAS material in the construction of new pavement across the U.S. in 2015 resulted in saving taxpayers $2.6 billion [117]. Zhou et al. [118] also exhibited that application of 5% RAS resulted in 2–5% saving in total cost of the mixture. A cost saving related to use of RAS as replacement of cellulose fibers in stone-matrix asphalt (SMA) and other special asphalt mixtures was reported in literature, but that was not significant [65].
III. Performance
The effect of RAS on performance of asphalt mixtures, such as rutting, fatigue, thermal cracking, stiffness, and moisture susceptibility, have been studied by a few researchers [96,119,120,121,122,123]. The general finding of these laboratory studies showed that there is no significant differences between the properties of RAS and control mixtures. These comparable results can be justified by the small amount of RAS that was used in those studies (typically 3–5%). Additionally, results of atomic force microscopy (AFM) on the blending of RAS (MWAS and TOSS) binder with virgin binder revealed that there was very limited or no blending between them [123].
Rejuvenators are usually used and added to RAP and/or RAS asphalt mixtures to soften the stiffer binder of recycled materials. Performance of mixtures containing RAS also has been evaluated in presence of rejuvenators and/or recycling additives such as waste engine oil, waste vegetable oil, and organic oil [76,86,122,124,125]. Results on these studies exhibited that although variations in the mixture performance highly depend on the type and percentage of rejuvenators, adding rejuvenators can generally reduce rutting resistance and stiffness of the mixtures. Additionally, if rejuvenators add in sufficient amounts, they can make lowering the critical low temperature, e.g., better low-temperature resistance.
Results of a field study on the performance of two-inch overlay test sections constructed by 15% RAP and 3% RAS and a PG 64-22 virgin asphalt in Texas revealed that, from 2009–2013, there were no signs of distress, the same as the control sections [118]. As the primary objective of transportation pooled fund (TPF) study program TPF 5(213), the performance of RAS and combinations of RAP and RAS in seven states of the U.S was assessed after 1–3 years of placement in test sections [64,126]. In this study, For Missouri, Iowa, Minnesota, and Indiana test sections, the investigation was conducted three years after placement while test sections for Wisconsin, Illinois, and Colorado were checked after 1.1 and 1.5 years of construction, respectively. The types of mixture and results of TPF 5(213) study are shown in Table 13 and Figure 14, respectively. These results proved that the performance of mixtures with less than 5% RAS is comparable the conventional HMA or WMA and the noticeable distress of RAS mixtures was reflecting cracking in PCC joints. In 2014, the results of a survey conducted by FHWA showed that at least 14 states use a maximum limit (5%) for using RAS by total weight of the asphalt mixtures and enforce their agencies to follow the AASHTO PP78-14 recommendations (binder availability factors of 0.70–0.85) regarding premature cracking [127].
2.3. Modified Binders
Asphalt modification has become the mainstream of asphalt research in recent decades. It is well-established that strains of the binder are far higher than those of the aggregates under loading in asphalt mixtures; thus, improvement of binder has a significantly higher effect on performance. Waste polymers and modifiers have been under scrutiny from the very early effort of asphalt modification.
Crumb Rubber Modifier (CRM)
It is reported that, annually, about 1.4 billion vehicular tires are produced and sold around the world [128]. At the end of their service life, these tires are considered as end-of-life tires (ELT). How to environmentally manage and deal with ELTs is a significant challenge for many countries. Currently, only a minor percentage of ELTs are land-filled, and most of them are recovered and used for the production of new tires, civil engineering applications, such as crumb rubber modified (CRM) asphalt applications, and recreational and sports applications. Nowadays, the recovery process of ELTs is done by the following methods [128]:
- Energy recovery: used as an alternative to fossil fuels;
- Chemical processing: such as pyrolysis, thermolysis and gasification; and
- Granulate recovery: shredding and chipping processes to cut up ELTs into small pieces of different sizes.
In the granular recovery approach, the size of the shredded particles may range from as large as 460 mm to as small as 25 mm, while the ELT chips range from 76 mm down to approximately 13 mm [128]. The Crumb Rubbers (CR) which obtained by additional reducing the size of shreds and chips are suitable to be re-used in the asphalt mixture industry. Currently, the following technologies are the popular approaches to convert ELFs to CRs [128]:
- Ambient grinding: ground ELFs at ordinary room temperature. This method is the most common approach and the most cost-effective method of processing ELT materials (Figure 15a);
- Cryogenic grinding: freezing the ELFs with liquid nitrogen to a temperature between −87 to −198 °C and breaking down the brittle ELFs using a hammer mill (Figure 15b);
- Wet-grinding: grinding into a liquid medium, usually water, using two closely spaced grinding wheels.
- Hydro jet size reduction: grind the material using pressurized water (around 55,000 psi).
Crumb rubber is used in asphalt mixtures by two main processes: wet and dry. In the wet process, 18–25% of tire rubber is usually added to asphalt binder before mixing with aggregates and the final product is referred to as CRM binder. There are two popular methods for wet processing: the terminal blending of rubberized asphalt (TBRA) and field blending of rubberized asphalt (FBRA) [129,130,131]. In the TBRA method, the CR particles are blended into the asphalt binder at the refinery or the asphalt terminal, like any other polymer modified asphalt (PMA), and directly transported to the production plant without any additional processing or handling. Since the 1980s, this method has been the most popular approach in using rubberized asphalt in many states in the U.S., such as Arizona, California, Colorado, and Florida [131]. On the other hand, In the FBRA method, the CR particles melted into the asphalt cement at high temperature (160–200 °C) at the job site to produce asphalt rubber. In the dry processing, CR particles (about 3 to 5% of the aggregate weight) are mixed with the aggregate and then mixed by the asphalt binder to produce the asphalt mixtures. Presently, this process promoted under the trademark PlusRide in the U.S. and the mixtures produced by this approach are known as rubber-modified asphalt concrete (RUMAC). Additionally, as a limitation, it is only applicable for producing HMA (dense-graded and open-graded), and it is not working for other mixtures such as surface treatment, cold mix and chip seals [131]. This method has an environmental benefit due to less fuel consumption to produce rubberized asphalt mixtures. However, the incomplete digesting of rubber into asphalt binder results in a far less smooth and homogeneous final product compared to wet processing. Additionally, the CR particles can be used as a replacement for parts of the coarse and fine aggregate. However, there is a great challenge in this method because the melting of fine CR particles usually occurs at high temperatures and results in a change of gradation. Currently, TBRA and FBRA are the most popular approaches used in the production of rubberized asphalt because of their effectiveness in the enhancement of asphalt binder physical properties.
I. Environmental Evaluation
Some researchers have reported that CRM asphalt has a good potential of energy saving due to the reduction of raw material and its longer service life [3,132,133]. Wang et al. [3] indicated that adding rubberized material to asphalt binder, and there is a net positive energy gain between 310,267 and 566,109 kJ/kg. Additionally, Farnia et al. [134] showed that application of CR materials in asphalt mixtures led to a 43–46% reduction in the overall energy consumption. Using a life cycle impact assessment (LCIA), the comparison between the environmental impact of CRM and conventional asphalt mixtures was investigated by Bartolozzi et al. [133]. In that study, the possible environmental impacts were determined according to the CML 2000 method. This method is a problem-oriented (midpoint) approach that uses ten impact categories: Ozone layer depletion, human toxicity, freshwater aquatic ecotox, marine aquatic ecotoxicity, terrestrial ecotoxicity, photochemical oxidation, global warming (GWP100), acidification, abiotic depletion, and eutrophication. Based on the mentioned impact categories, it was concluded that the CRM mixtures provided better environmental performances (about 32%) compared to the conventional one over the entire life cycle (see Table 14). Initial energy consumption and GHG emissions mainly occur in the production and construction phases. As depicted in Figure 16 and Figure 17 for TBRA and FBRA containing 20% and 18% CRM, respectively, substituting asphalt binder with CRM affects the energy required and the emissions produced during raw materials fabrication and in the mixing plant, but with a minor influence on construction, transport, and aggregate [135].
The process of CRM is less energy demanding than virgin asphalt binder, and even after blending with asphalt binder in either of the methods (TBRA and FBRA), the final binder product ends up with less energy consumed compared to the neat asphalt binder. Nonetheless, due to the elevated mixing temperature for rubberized asphalt, energy consumption and emissions increase and, consequently, it can be observed that the cumulative energy consumption of TBRA and FBRA are 7.26% lower and 1.25% higher than conventional HMA, respectively. As most emissions occur within plant mixing, both TBRA and FBRA cause 14.8% and 25% greater emissions than conventional HMA, respectively. Therefore, it can be a significant environmental issue of rubberized asphalt. Notably, since the difference in CRM content is negligible, TBRA is more efficient concerning energy use and GHG emissions.
Comparing between the CRM binders produced by “wet” and “dry” technologies, it was observed that asphalt mixtures containing CRM produced by “wet” technology could result in significant environmental benefits in terms of environmental impact categories as human health, ecosystem preservation, and saving energy [136]. However, in the case of “dry” technology, results of environmental impacts did not show the same significant environmental benefits as “wet” technologies and, in some cases, they were the same as those for conventional mixtures.
II. Economic Evaluation
Initial (production and construction phases) and life cycle costs are the two elements of economic evaluation. From an initial cost viewpoint, the CRM asphalts have a higher cost than conventional asphalt binder due to plant modification and extra works needed to prepare CRM asphalt binder. For example, Hicks and Epps [137] stated that the initial cost of CRM asphalt mixtures could be approximately double than the one of conventional HMA mixtures. However, currently, due to the significant increase in construction materials and petroleum products, the CRM binder is attractive in terms of cost. Some studies have illustrated that although the initial cost of rubberized asphalt mixtures is higher than conventional ones, the LCCA proves that the total cost of rubberized HMA is less than conventional HMA due to a significant improvement in performance [138,139]. Based on some economic terms, such as annual equivalent costs, capital costs, and layer equivalencies, an economic analysis on the CRM asphalt mixtures used as a surface course revealed that they are more cost effective than the conventional HMA surface course mixtures [140]. Cheng and Hicks [138] investigated a comparison between the cost of rubberized and conventional HMA for different types of roads (interstate, state, and U.S. routes) and different project sizes (large and medium) using LCCA in California. In this study, they assumed that the same cost of construction and transport for both types of mixtures. Table 15 presents the average production costs of rubberized and conventional HMA per ton. Having almost the same variability (standard deviation), the rubberized HMA increases the production costs for large and medium projects by 14% and 9%, respectively.
LCCA can follow two approaches: deterministic and probabilistic; the latter includes uncertainty into analysis while the former does not. Additionally, the agency and user costs make up the total costs of a pavement section within its design lifespan. Agency costs include all costs incurred directly such as preliminary engineering, administration, construction, maintenance (routine and preventive) and rehabilitation over the life of the project. On the other hand, user costs are those incurred by the highway user over the pavement lifespan due to the delay of construction and maintenance activities.
Considering both agency and user costs in a 20-year lifespan, Cheng and Hicks [138] revealed that rubberized HMA is more cost-effective than conventional HMA using the probabilistic LCCA (Table 16). A deterministic LCCA study between conventional and rubberized HMA done by Jung et al. [141] in Arizona also confirmed the cost-effectiveness superiority of rubberized asphalt mixtures (Table 17). Both maintenance and user costs of rubberized HMA are lower than conventional HMA and over the years, the difference between their costs is significant.
Based on the fatigue life, results of a LCCA analysis on three gap-graded mixtures (conventional HMA, CRM, and polymer-modified mixtures) exhibited that CRM mixtures were 4.1 and 1.8 times more cost-effective (larger cycles per cost of one mile) compared to conventional HMA and polymer-modified mixtures, respectively [139].
III. Performance
The impact of CR-modified asphalt on the performance of asphalt pavement has been studied by many researchers. For instance, Bahia and Davies [142] conducted a comprehensive study to evaluate the effect of CR modifiers produced by different processes on basic rheological, failure, and aging properties of asphalt binders. They considered three types of CRM, and four asphalts binder with different compositional properties and the amount of the CR was kept at 15% by total weight of the mix for all rubber-asphalt combinations. The results of this study revealed that CR modifiers increased viscosity at pumping and mixing temperatures and have a significant effect on rheological properties of the modified binder at different temperature levels. Field and laboratory studies to compare the fatigue, thermal cracking, and rutting performance of some CRM asphalt mixtures and companion conventional HMA mixtures was conducted in Alaska, United States [143]. Although results of laboratory fatigue (flexural beam fatigue) tests in conjunction with multilayer elastic analyses showed an improved fatigue resistance for the CRM mixtures, the field performance data indicated comparable field performance for both types of mixtures. Additionally, the laboratory results obtained from the thermal stress restrained specimen test (TSRST) and the corresponding field performance observations exhibited an enhanced thermal cracking resistance for CRM mixtures especially for those were produced by the “wet” approach. On the other hand, the conventional HMA mixtures showed a better rutting performance based on the laboratory (Georgia loaded wheel tests) and field survey results. A comparative study on the field performance of asphalt pavements constructed with eight different CRM applications and the corresponding conventional HMA as the control sections was conducted by Huang et al. [144] in Louisiana State, U.S. Table 18 shows the specification of the eight CRM mixtures and the summary of finding based on the laboratory and field tests. It can be seen that the CRM mixtures demonstrated lower laboratory strength characteristics than control mixtures. However, based on the field performance survey after 5–7 years of construction, the CRM mixtures generally exhibited an enhanced performance regarding rut depth, fatigue resistance, and international roughness index (IRI) numbers compared to companion control mixtures.
Application of CRM asphalt binders in the chip-seal coating as stress-absorbing membranes (SAM) and stress-absorbing membranes interlayer (SAMI) revealed that they significantly reduced reflective cracking, especially in warm climates [130,145]. Additionally, it was stated that using CRM asphalt binders in the production of open-graded friction courses and dense-graded HMA wear coursed could result in better durability and reduced layer thickness, respectively, compared to the corresponding conventional mixtures [145]. Generally, the benefit of CRM asphalt can be summarized as follows:
- Improve the durability of asphalt mixtures;
- improve aging and oxidation;
- reduced fatigue and reflection cracking;
- lower maintenance costs and lower noise generation; and
- Improve skid resistance.
However, using a high percentage of CRM in asphalt mixtures can significantly result in lesser workability, separation of rubber-asphalt in the CRM binder, and a decrease in the low-temperature performance [131].
3. Primitive Mixtures
In addition to the waste materials discussed in Section 2, other recyclable materials have recently drawn attention to some researchers due to presenting good potential for use in asphalt mixtures. In this section, construction and demolition (C and D) waste, copper and steel slags as replacement of virgin aggregates, and recycle plastic (RP), vacuum tower bottoms (VTB), and bio-binders as binder modifiers were reviewed and discussed. Due to the lack of comprehensive studies on the environmental and economic aspects of those mentioned above, unlike Section 2, the performance of these materials is presented based on the few available studies.
3.1. Waste Materials and By-Products
Construction and Demolition Waste
The construction and demolition waste, C and D waste, generally refers to the solid waste materials produced from construction, renovation, and demolition activities, such as building construction and renovation [146]. Currently, dealing with C and D waste materials is a global challenge due to a significant increase in their production and related environmental issues, such as GHG emissions, global warming, soil, and underground water reservoir pollution. Thus, recycling and reusing C and D waste materials as the recycled aggregate for infrastructure construction projects can help to tackle the problems mentioned above. In cases of using C and D waste as recycled aggregate in asphalt mixtures, most of the studies verified that they have a positive effect (increases) on the resistance to permanent deformation and a negative effect (decreases) on the resistance to moisture damage and fatigue behavior, especially at low temperatures [147,148,149,150]. Additionally, as illustrated in Figure 18, C and D waste materials result in greater binder content due to higher absorption and, consequently, despite fewer virgin aggregates, they demand more asphalt binder, which is far more expensive than aggregates. Although few researchers have tried to address different aspects of C and D materials usage on asphalt mixtures performance, there is a lack of study about LCA or LCCA of mixtures containing C and D aggregates and its environmental and economic impacts have remained unknown and are prone to future studies.
Copper and Steel Slag
Steel slag is a by-product material generated during the production of stainless steel. It comes from different resources, the melting of scrap to produce steel in an electric arc furnace (EAF), or converting iron to steel in a basic oxygen furnace (BOF). From approximately 20 million tons of steel slag produced and marketed in the US during 2016, 3.7% (i.e., 734,229 tons of slag) was consumed in asphalt mixtures, which cover 1.1% of total asphalt mixtures produced in the US [1]. As shown in Figure 19, although there was a decline in steel slag production from 2014–2016, its application in the pavement industry increased substantially.
Similar to C and D waste materials, and due to higher pores and cavities, asphalt mixtures containing steel slag need higher binder content compared to those containing just virgin aggregates [151]. Using steel slag in place of virgin mineral coarse or fine aggregate material for use in dense- and open-graded hot and cold asphalt mixtures or surface treatment applications have been studied by some researchers [152,153,154,155]. Most of these studies concluded an improvement in frictional properties and stripping resistance, high stability, and resistance to permanent deformation of asphalt mixtures. Additionally, successful usage of this material as aggregate for wearing course and surface treatments has been reported by some pavement agencies around the world [1,88]. However, some pavement agencies in the United States, Canada, and Japan reported widespread pavement cracking due to the volumetric expansion associated with hydration of the free lime (CaO) and/or free magnesia (MgO) in the steel slag [130]. Furthermore, a collaborative study carried out by the Strategic Highway Research Program (SHRP) and the University of Mineral and Petroleum in Saudi Arabia found the positive impact of steel slag as coarse aggregate on fatigue resistance [88].
Copper slag is another byproduct from copper production that can be applied for paving purposes. Substituting virgin aggregate with copper slag showed enhanced moisture susceptibility in HMA while resulting in lowered strength based on the constructed master curve of the complex modulus (E*) [156]. Introduction of copper slag into asphalt mixtures is not very popular in the US and Europe.
3.2. Recycled and Bio-Binder
Recycled Plastic (RP)
Polypropylene (PP), polyethylene (PE)-based waste, such as high-density polypropylene (HDPE), low-density polypropylene (LDPE), linear low-density polypropylene (LLDPE), and poly-ethylene terephthalate (PET), are significant segments of plastic production with applicability in asphalt modification [157]. A molecule of PE is a long chain of carbon atoms, with two hydrogen atoms attached to each carbon atom [158]. The combination of PE and p-phenylene groups form PET that has high flexibility, durability, low gas permeability, and thermal and chemical stability [159]. Generally, there are four primary sources of PE-based waste: plastic bags, foils, bottle, and cord from tires [160,161]; and three for PP: straw, furniture, and wrapping industries.
In 2013, global plastic production reached an unprecedented record of 299 million metric tons representing a 498% increase compared to 50 million metric tons generated in 1976. The annual volume of globally-traded plastic wastes was estimated at 15 million metric tons in 2015 and is expected to reach 85 million tons by 2020. The global plastic trade with utilizing about 29–33% of post-consumer plastic waste is not enough to extract its resource value [162].
The asphalt industry is a high potential area to reuse and recycle plastic wastes as asphalt binder modifier. The PET materials can be used for both hot and cold mixtures and can be added to asphalt mixtures by three methods: binder modifier (4–6% by the weight of binder), mixture strengthening, and aggregate replacement (up to 16.7% by the weight of aggregates) [160]. While most plastic wastes are suitable for binder modification purposes, being used as aggregate, need them to be solid enough at high production temperature. It was reported that from about 0.4 million metric tons of suitable waste plastics as the aggregate per year in the UK, only 0.008 million metric tons was recycled properly [88].
Application of PET in asphalt mixtures has been investigated by some researchers. The study done by Ahmadinia et al., [163] showed that the application of PET material as a binder modifier on stone matrix asphalt (SMA) results in a positive effect on moisture susceptibility, stiffness, and viscosity properties of mixtures at normal temperature. Additionally, another study conducted by Moghaddam et al., [164] proved an improvement in rutting performance, elastic, and viscoelastic properties of asphalt mixtures when the PET materials used as mixture reinforcement. Introduction of PET materials as an aggregate replacement to HMA mixtures showed that it could improve the durability and stability of asphalt mixtures [165]. It can be inferred that the application of PET as an additive to the bituminous mixture can increase the service life of bituminous pavements by improving the performance properties of mixtures, such as durability, fatigue life, rutting resistance, thermal cracking, temperature susceptibility, viscoelastic properties, and stripping [166].
Other types of plastic waste have been evaluated in some research. The results of a study done by Casey et al., [167] revealed that PP, LDPE, and HDPE have a lower melting point during mixing and makes them less energy-consuming compared to PET. However, PP suffers from storage stability problems [166,167]. Additionally, 4% HDPE was found as the optimized dosage enhanced rutting and fatigue resistance compared to the unmodified mixture [167].
Replacing 30% of coarse aggregate by LDPE led to a 16% density reduction, 250% Marshall stability increase, and indirect tensile strength improvement [168]. Replacing 15% of fine aggregate by LDPE, on one hand, increased binder content by 20%, but resulted in greater rutting and moisture damage resistance than the unmodified mixture [169]. The recycled LDPE can be blended with asphalt mixtures without any modification to existing plant facilities or technology [88].
Utilization of these wastes in flexible pavement construction and road rehabilitation would significantly mop up several million metric tons of them from the waste stream resulting in a reduction of environmental pollution, GHG emissions, prolonged service lives of landfills, and conservation of natural resources used in the production of asphalt concrete. It also enhances ecosystem balance by the removal of non-biodegradable plastic wastes from the ecosystem and prevention of bioaccumulation of plastics in food chains. Likewise, utilization of the plastic waste modified asphalt can significantly improve the service lives of roads with economic implications, such as the reduction of construction and maintenance costs and the facilitation of smooth rideability for users. The literature review demonstrated a lack of quantitative environmental and economic benefits results. Therefore, using LCA and LCCA to illuminate those benefits of using plastic waste in asphalt mixtures is prone to future studies.
Vacuum Tower Bottoms (VTB)
Vacuum tower bottom (VTB) is the residue of the vacuum distillation process that, depending on the refinery and crude oil, can be in a very stiff to a very soft form of asphalt [170]. Penetration-grade bitumen, which is applicable for paving, can be directly obtained from the refineries where heavy crude oil is used, and the pressure and temperature are controlled in vacuum distillation columns. VTB of some refineries has a penetration >300 dmm (at 25°C) and viscosity of 600 mm2/s at 135 °C that it is not suitable for paving applications and is considered as a waste by-product. However, blowing warm air into VTB is a comprehensive process to obtain penetration-grade bitumen, which is, of course, energy-consuming [171].
Recently, there has been a growing interest in blending VTB with asphalt binder to improve the low-temperature performance of HMA. The introduction of VTB softens the asphalt binders and helps to improve their intermediate and low-temperature properties [172,173]. Concerns about high-temperature performance and aging susceptibility due to oil modification exist. Binder softening as a result of VTB addition can detrimentally affect high-temperature performance and increase the rate of oxidative aging [174].
Using VTB is common in cold regions, such as the Northern US and Canada, where thermal cracking is dominant. The low temperature (LT) PG grade of binders can be increased once VTB is used. The binder PG 58-22, for instance, becomes 52-22 and 46-28 due to the addition of 50% and 70% of a VTB type, respectively [175]. It can be observed that such high percentages of substitution results in a significant detrimental decrease in high temperature (HT) PG. There are some other types of bottoms, such as re-refined engine oil bottom (REOB) and re-refined heavy vacuum distillation bottoms (RHVDB) that have similar negative and positive influences on HT and LT grades, respectively [173,174]. In order to mitigate the negative effect of VTB on high temperature performance, the combination of CRM and VTB was evaluated and found that any combination of 15% and 20% CRM with 50% and 70% VTB can preserve the HT grade of the neat binder (PG 58-22) while improving the LT of it as well [175].
Bio-Binder Modifiers (BBM)
Asphalt binder is used for paving roads because it has binding properties and, more importantly, it is abundant. Some researchers introduced bio-based synthesis from corn, soybean, or even swine manure for binder modification. The surfeit production of corn and soybean in the US have been leading the producers to find new markets for their products. One of the markets was the asphalt industry. Asphalt mixtures with bio-based modifiers are called bio-asphalt.
The rheology of a soybean oil-derived material soybean acidulated soapstock (SAS) was examined as a potential rejuvenator by bending beam rheometer (BBR), dynamic shear rheometer (DSR), and rotational viscometer (RV) tests [176,177,178]. Using PG 58-28 and PG 64-28, it was found that a small amount of soybean oil (0.75%) can improve fatigue and thermal cracking resistance as it decreases the complex modulus (G*), increases phase angle (δ), increases m-value, and decreases stiffness. Thus, it can be a suitable candidate for softening the aged binder of RAP and results in a higher percentage of RAP in the asphalt mixtures. Further investigation of SAS proved its efficiency as a rejuvenator. Mixture with 100% RAP that contained SAS showed better fracture resistance than mixtures fabricated by PG 58-28 at a temperature of −6 °C [179].
Wood waste bio-oil is another bio-based asphalt modifier with a high oxygen content that its combination with asphalt binder provides higher harmful gas emission due to the low boiling point of some of its chemical components. Additionally, it has a negative impact on compactability [180]. Wood, miscanthus, and corn stover-based bio-oils were introduced into a neat asphalt for fabrication of asphalt mixtures with and without RAP. From disc-shaped compacted tension fracture (DCT) and indirect tension (IDT) tests at low temperatures, it was shown that the bio-based modifiers improve the low-temperature physical properties with regard to fracture and creep compliance of mixtures without RAP and mitigate the detrimental effects of RAP at low-temperature performance [181].
Application of waste cooking oils (WCO) as a rejuvenator to the aged binder has been studied by some researchers. A summary of findings for impacts of WCO on aged binder and performance of mixtures is shown in Table 19. In a study, the waste cooking oil was blended with a neat binder at concentrations of 0%, 10%, 30%, and 60%. Performing binder and mixture tests revealed the decreased resistance against rutting and fatigue cracking. However, it has a positive impact on thermal cracking resistance [182].
A hydrothermal process converts swine manure into a bio-oil. A sticky residue is obtained after extraction of water, solid residue, and some of the organic compounds within the process. The residue can be used as a replacement for asphalt binder. Bearing in mind the growing swine manure pollution and the released GHG from it, application of it in construction leads to waste management as well as resource preservation. The bio-binder can only enhance the low-temperature performance of the petroleum-binder with reduced costs of asphalt binder from $0.53/L to $0.13/L [190]. Moreover, adding a bio-modifier made from swine manure to CRM asphalts revealed that it could assist the use of CRM asphalt by improving CR-asphalt interactions, low-temperature properties, moisture susceptibility, and workability of CRM asphalts [131].
4. Combinations
Not only does the use of one or two waste materials and/or by-products with/without WMA additive in asphalt mixes mean more recycling of wastes and resource preservation, but it can also remove some of each other’s deficiencies. Therefore, within this section, popular combinations of them are introduced, and their environmental and economic effects are investigated through the available literature.
4.1. Rubberized Asphalt and WMA
Although reusing waste rubber with its positive influence on asphalt performance is both environmentally and economically beneficial, the high production temperature is a major drawback for that. Therefore, the idea of the introduction of WMA additives into the rubberized asphalt formed to overcome the problems associated with rubber, i.e., the high production temperature.
I. Environmental Evaluation
Currently, it is found that adding WMA additives to CRM mixtures can significantly reduce the mixing and compaction temperatures of them by up to 20–30 °C [191,192,193,194]. Therefore, this reduction in mixing and compaction temperatures can make the CRM mixtures comparable to conventional HMA mixtures. Figure 20 depicts the energy consumption and GHG emissions during production sub-phases (raw material production, transport, and plant production) for four mixtures: conventional HMA, 20% Rubber, WMA (4% of F-T wax), and 20% Rubber + WMA (4% of F-T wax) mixtures [195]. It can be seen that adding WMA (4% F-T wax) can reduce energy consumption and emissions for plant production of 20% rubberized asphalt by 16.7% and 33.3%, respectively, making that less energy demanding than conventional HMA. Such energy and emission decreases are directly due to the temperature reduction caused by WMA during plant production. Energy and emissions in the transport sub-phase do not change compared to conventional HMA, however, in the raw materials production sub-phase, WMA lessens energy consumption and GHG emission by 8.8% and 5.8%, respectively. This reduction in energy consumption and emissions in the raw material production stage lies in WMA substituting high energy and mixing temperature demand.
II. Economic Evaluation
Since there is limited data regarding the LCCA of the rubberized asphalt mixtures containing WMA additives, a brief qualitative cost analysis compared to conventional HMA is given in Table 20. Within the production phase, aggregate production cost remains unchanged while increased and decreased costs are expected in binder and plant production, respectively [3]. Superposing the sub-phases costs, the higher initial production cost is due. Only field compaction in the construction phase is prone to cost reduction as WMA facilitate compaction effort. Since the improved performance due to application both rubber and WMA, maintenance cost is believed to decrease significantly.
III. Performance
It was indicated that, based on viscosity, 4% of waxes including Sasobit, Asphaltan-A, Asphaltan-B, and Licomont, could reduce the production temperature of rubberized asphalt by 30%, 19%, 21% and 10%, respectively [195]. Foamed WMA is also able to significantly reduce the viscosity of rubberized binder at 135 °C [196]. For compactability, rubberized-WMA (foamed and wax) reduces air void content after SGC compaction in comparison with rubberized asphalt and results in approximately the same air void content as conventional HMA [196].
Based on unaged and rolling thin film oven-aged (RTFO) binder, wax can increase rutting resistance of CRM binder while water-based WMA insignificantly influences the rheological properties at high temperature [197]. In contrast, increasing of foaming water content results in decreasing the high-temperature performance of rubberized binder [198].
Performing four-point beam fatigue test on rubberized asphalt containing WMA additive (foaming and wax) revealed that, with the same mixing and compaction temperatures as conventional HMA, fatigue cracking resistance was improved as a result of the introduction of CRM and WMA additives [192]. Thermal cracking examination of four types of waxes added to rubberized asphalt showed a negative influence on low-temperature properties due to stiffened rubberized asphalt [195]. Concerning thermal stability, fatigue, and low-temperature performance, there is a direct relationship between the amount of foaming water content and the aforementioned properties [198]. Furthermore, the addition of wax WMA into CRM asphalt mixtures slightly decreased the moisture damage resistance [199].
Evotherm is a chemical WMA additive whose introduction to CRM binder influences aggregation of intermolecular forces of CRM and, subsequently, changes the rheological properties of the rubberized binder. As shown in Figure 21, 10% Evotherm offers better dispersion of CRM in the binder [200]. Furthermore, it was proved that Evotherm improves temperature sensitivity as well as high and intermediate temperature properties of rubberized asphalt; however, it does not have a significant effect on low-temperature ones [200]. A small amount of a surfactant additive with the ability to enhance moisture sensitivity was studied and found to be effective in mixing and compaction temperature reduction of rubberized asphalt (30 °C) without any negative effect on performance [12].
4.2. Rubberized Asphalt with RAP
As mentioned earlier here, using reclaimed asphalt pavement (RAP) as a substitute of virgin aggregate in asphalt mixtures has considerable savings in material, money, and energy and is now quite widespread around the world. Additionally, application of waste tires in asphalt binder has become a common practice in the asphalt industry. Consequently, the application of both waste materials simultaneously in the asphalt mixture is essential for investigation. If improved performance is observed, the introduction of RAP and CRM becomes further economically beneficial. However, an investigation of the literature showed that there is a lack of comprehensive studies about the economic evaluation of using RAP in rubberized asphalt mixtures. Therefore, just the environmental and engineering performance aspects of using both the mentioned recycled materials are presented here.
I. Environmental Evaluation
As indicated in Figure 22, adding RAP into gap-graded rubberized asphalt mixtures reduces energy and emissions during aggregate production and pavement maintenance with no significant influence on transport, asphalt binder production, plant production, work equipment, and construction. Decreases in energy consumption of and GHG emissions 1.2% and 3.3%, respectively, result once 10% RAP is introduced to an 18% rubberized asphalt mixture. Using the ReCipe method [201], analysis of the damage point to human health (HH), ecosystem diversity (ED), and resource availability (RA) confirms approximate equality of rubber and rubber + RAP with respect to HH, ED, and RA (see Figure 23) [134].
II. Performance
The binder of RAP is long-term aged and stiffened and when it is combined with the virgin binder results in increasing the high temperature (HT) grade of the binder. CRM also improves the HT of the binder, thus, superposing the positive effects of both materials on HT, and rutting resistance is further improved. The addition of RAP has a negative impact on the fatigue life of HMA due to the stiffness increase caused by the aged binder of RAP [201]. Introduction of any CRM binder type alleviates the negative influence of RAP by increasing the resistance against aging [202]. Notably, the ambient CRM with finer gradation is more effective than the coarser cryogenic one.
CRM is not a cementitious material with adhesive ability, but it can make deformation more recoverable [201,203]. On the other hand, RAP contains binder deeply penetrated in the pores and cavities of aggregates and, therefore, loosening the binder-aggregate bonds as a result of water ingress between the aggregate and binder interface is less probable. RAP content increase, consequently, can remove the CRM’s slight negative effect on moisture susceptibility [203]. Additionally, while RAP increases the resilient modulus, CRM decreases it [201]. The resilient modulus is important to assess the elastic behavior of the mixture. The greater the resilient modulus, the stiffer the mixture. Thus, RAP stiffens asphalt mixtures while CRM softens them. Subsequently, CRM contributes to thermal cracking resistance; however, RAP has a negative effect on it.
In summary, except for rutting resistance on which both RAP and CRM have a positive effect, for other performances, the positive effect of one can be set off by the negative effect of the other. Hence, it is vital to find optimal RAP and CRM dosages to have an optimal, balanced performance which makes the introduction of both waste materials economically and environmentally more justifiable.
4.3. RAP and WMA
Application of RAP and WMA in asphalt mixtures can address three environmental issues: solid waste management, air pollution, and global warming. Greater RAP content means less natural resources consumption and more of a waste material recycled. Additionally, WMA can add more economical and environmental value to mixtures containing RAP due to less fuel consumption during the production phase. Like the previous section, although there are many studies on the performance and environmental evaluation of RAP and WMA, considering its economic evaluation needs to be investigated more. Thus, the present study focuses on the performance and environmental aspects of this combination.
I. Environmental Evaluation
Figure 24 shows the effect of WMA and RAP combination on emissions and fuel consumption based on the normalized environmental midpoint impact using the ReCiPe method [70,201]. The LCA was carried out on a case study considering a 1-km long, 13-m wide, and 0.08-m thick patch with a service life of 40 years, daily traffic volume of 1000 vehicle per day, and 8% heavy vehicles [70]. Moreover, the study considered a midpoint impact assessment that is like an endpoint impact assessment. It can be observed that HMA and WMA have a climate change and fuel depletion impact provided the same amount of RAP is used, whilst the addition of 15% RAP reduces 13% and 14% of the climate change and fuel depletion effects, respectively. It should be mentioned here that the result is for zeolite as the WMA modifier and is prone to changes once other WMA modifiers are utilized.
It is well-established that the difference in environmental impact is mainly attributed to the production and end-of-life phases. The production phase, itself, can be divided into raw material and plant production as effective sub-phases. From Figure 25 and Figure 26, it can be inferred that WMA reduces fuel consumption significantly in plant production whereas the effect of RAP is significant in raw material production. Thus, a combination of both results in a substantial fuel consumption decrease in production. Specifically, WMA produces fewer emissions through plant production while RAP causes emissions reduction during the material production sub-phase. Figure 27 proved that RAP is the major factor in emissions and fuel consumption reduction within the end-of-life phase.
Using the ReCipe method, the environmental impacts can also be assessed at the endpoint of the life cycle regarding damage to human health (HH), ecosystem diversity (ED), and resource availability (RA) (see Figure 28) [70]. The RAP leads to significant differences in these three categories whereas HMA and WMA have almost the same impact on them considering accumulation of raw material production, plant production, transportation, construction, and end-of-life stages. Regarding the asphalt production stage, WMA has impacts of about 14–15% less than those of HMA because of the reduction in the manufacturing temperature. However, at the raw materials production stage, the environmental impacts of WMA are higher than HMA by 6–7%, 4–5%, and 2–3% for HH, ED, and RA, respectively. Thus, the benefit of WMA in the plant production stage is offset by the surge of the impacts within the raw materials production stage and, consequently, WMA results in approximately the same overall impacts as HMA.
II. Performance
Using high percentages of RAP in asphalt mixtures is a significant challenge because it causes compactability and some performance deficiencies, such as fatigue and thermal cracking resistance [100]. Several types of research have evaluated WMA containing high RAP content concerning workability and performance [9,204,205,206]. A previous study has revealed that the WMA technology could improve the poor fatigue and thermal performance associated with the high percentage of RAP [9].
The high percentages of RAP (30–50%) could help to alleviate the main problems of foamed WMA related to its high potential of stripping in the presence of water [103]. Additionally, it was found that up to 50% RAP content satisfies the minimum tensile strength ratio (TSR) value of 70% [206]. Performing the Hamburg wheel tracking test for rutting resistance, the Superpave indirect tension and beam fatigue test for fatigue cracking resistance revealed that high RAP content (30–50%) contributes to the rutting and fatigue cracking resistance of foamed WMA and yields better mixtures than conventional HMA with these performance criteria [204,205]. On the other hand, the chemical WMA (Evotherm) with RAP led to lower fatigue life than conventional HMA while it has higher rutting resistance with RAP content increased up to 70% [207]. The structural response (strain) of constructed sections with 50% RAP and WMA found to be the same and lower than the control section at low (10 °C) and high (43 °C) temperatures, respectively [208].
Wax and foamed WMA are helpful for compactibility of the mixture containing RAP as high as 100% [209]. Additionally, chemical (Evotherm) and wax (Sasobit) WMA were found to be helpful regarding the thermal cracking resistance of mixtures containing RAP, but there is a reverse relation between this improvement and RAP content [210].
4.4. Rubberized Asphalt Containing WMA Additive and RAP
Incorporating CRM in the binder, RAP as a substitute for a portion of aggregate and WMA for production temperature reduction seems to be very environmentally-friendly. It was understood that RAP increases the stiffness and WMA mitigates it. Accordingly, although improved workability, rutting, and moisture damages resistance resulted, WMA intensifies the thermal and fatigue cracking of rubberized asphalt containing 40% of RAP regardless of its softening effect [211].
WMA reduces GHG emissions and energy consumption during plant production and field compaction. CRM and RAP, on the other hand, lead to a reduction in GHG and energy required for raw materials production. Furthermore, CRM results in improved performance that, subsequently, manifests its benefit within maintenance and end-of-life phases. Having all these benefits due to combining WMA technology and the waste materials (CRM and RAP), environmental advantages and economic profit are expected to boost compared to the application of each one individually. Conducting LCA and LCCA can help to understand the environmental and economic impacts quantitatively.
4.5. Slags and WMA
Copper slag has greater irregularity than virgin aggregate, so incorporating copper slag in mixes results in higher friction. Therefore, copper slag improves rutting resistance and increases resistance against deformation, i.e., a higher resilient modulus [28]. Comparing the combination of copper slag and WMA (2% of Sasobit) with only the WMA mixture showed higher moisture damage resistance with the copper slag content increase in WMA due to the chemical and physical properties of copper slag. Regarding the chemical properties, the CaO/SiO2 ratio is mainly responsible for the moisture susceptibility. The higher the CaO/SiO2, the more vulnerable to moisture damage. Copper slag has less CaO/SiO2 compared to virgin aggregates. On the hand, copper slag has more pores and cavities that absorb the binder and prevent water ingress. Thus, mixes with a higher fraction of copper slag in the aggregate result in better moisture damage resistance [28].
Like copper slag, it was discovered from the scanning electron microscope (SEM) that steel slag has higher porosity and roughness than the virgin aggregate. Studying the simultaneous use of steel slag and WMA additive revealed the high efficiency of steel slag with respect to moisture susceptibility. Additionally, resistance against permanent deformation, tensile strength, and resilient modulus increase as a result of steel slag application in WMA [151].
5. Summary, Conclusions, and Recommended Future Study
In this paper, the research works on the utilization of by-products, wastes, and bio-based materials as a substitute to virgin aggregates and asphalt binder, as well as warm mix asphalt (WMA) technologies, were reviewed from the standpoint of sustainability (environmental, economic, and engineering performance aspects). Waste management, GHG emissions, and energy consumption that lead to more environmentally-friendly products were addressed. It was found from the literature that each one has some disadvantages concerning the asphalt mixture’s performance. However, their combinations can result in removal and/or mitigation of their drawbacks. Table 21 summarizes the different aspects of asphalt performance due to the utilization of WMA technology, wastes, and by-products, and combinations of them.
WMA additives without or with negligible negative impact on performance are desirable; nevertheless, their combinations with CRM escalate the environmental benefits because of improved performance, less GHG, and energy consumption. The detrimental influence of RAP at low temperatures is alleviated by application of CRM and/or WMA additives. WMA and bio-binders can facilitate the use of higher percentages of RAP and RAS, resulting in the further preservation of natural resources. Since most WMA technologies and CRM were proved to affect moisture damage resistance negatively, RAP, as the more water damage resistant material, can enhance moisture susceptibility of asphalt mixtures modified with CRM and WMA additives.
Construction and demolition (C and D) waste is another potential material that can replace virgin aggregates. The increased particle friction and water absorption can lead to higher permanent deformation and lower moisture damage resistance, respectively. Contrary to C and D, copper and steel slags showed improved moisture damage resistance in addition to increased rutting resistance; thus, their application with WMA additives results in less moisture susceptibility. Polyethylene terephthalate (PET), as a widely used recycled plastic (RP), can replace both virgin aggregate and binder. Since PET is not water absorbent, it can improve stripping resistance, however, blending it with binder was found to contribute more to mechanical properties relating to rutting, fatigue, and thermal cracking resistance.
Bio-binders cover a wide range of products, from vegetable and cocking oils to processed wood and animal wastes. Most of the bio-binders manifest good low-temperature performance. Vegetable oils, such as soybean acidulated soapstock (SAS), are usually used as a rejuvenator with the ability to soften the aged binder of RAP. The sticky residue of processed swine manure and miscanthus and corn stover oil enhance thermal cracking resistance. Vacuum tower bottoms (VTB) act like bio-asphalt with improved low-temperature properties but weakens high-temperature ones.
Table 22 presents the qualitative environmental and economic impact of WMA, wastes, by-products, and their common combinations compared to conventional HMA. Whenever WMA is applied, a reduction in energy and emission is observed within plant production and field compaction. On the other hand, using recycled aggregate helps to decrease energy and the emission of aggregate production and, in the case of C and D and slags, the degraded environmental benefit is expected during binder production because of higher binder content demand. CRM influences the plant production and compaction negatively (higher energy consumption and GHG emissions).
Maintenance and end-of-life are heavily dependent on the performance of the asphalt mixtures. Even one degraded performance aspect (compared to conventional HMA) reduces the lifespan and requires a higher level of maintenance. According to the literature review, the impact of WMA, wastes, by-products, and their common combinations on maintenance and end-of-life are also given in Table 22. While just CRM and RP results in escalation within maintenance and end-of-life phases, all combinations were found to foster them since the performance deficiency of individual components were rectified via such combinations.
The search among the literature illustrated that there is a substantial lack of economic analysis for the combinations. Additionally, bio-asphalt, C and D, slags, RP, and VTB are the high-potential environmentally-friendly materials that the bibliography revealed to lack enough research with respect to both economic and environmental impacts. Therefore, they are recommended for future studies to make a better sustainability evaluation.
Funding
This research received no external funding.
Acknowledgments
The authors would like to thank Reza Imaninasab for fruitful discussion on primitive mixtures.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Hansen, K.R.; Copeland, A. Asphalt Pavement Industry Survey on Recycled Materials and Warm-Mix Asphalt Usage: 2016; National Asphalt Pavement Association: Lanham, MD, USA, 2017; No. IS 138(7e). [Google Scholar]
- Kahn, B. We Just Breached the 410 Parts Per Million Threshold, Climate Central, Archived News. Available online: https://www.climatecentral.org/news/we-just-breached-the-410-parts-per-million-threshold-21372 (accessed on 14 June 2019).
- Wang, T.; Xiao, F.; Zhu, X.; Huang, B.; Wang, J.; Amirkhanian, S. Energy consumption and environmental impact of rubberized asphalt pavement. J. Clean. Prod. 2018, 180, 139–158. [Google Scholar] [CrossRef]
- EAPA; NAPA. The Asphalt Paving Industry: A Global Perspective, 2nd ed.; European Asphalt Pavement Association: Brussels, Belgium; National Asphalt Pavement Association: Lanham, MD, USA, 2011. [Google Scholar]
- Notani, M.A.; Nejad, F.M.; Fini, E.H.; Hajikarimi, P. Low-Temperature Performance of Toner-Modified Asphalt Binder. J. Transp. Eng. Part B Pavements 2019, 145, 04019022. [Google Scholar] [CrossRef]
- D’Angelo, J.; Harm, E.; Bartoszek, J.; Baumgardner, G.; Corrigan, M.; Cowsert, J.; Harman, T.; Jamshidi, M.; Jones, W.; Newcomb, D.; et al. Warm-Mix asphalt: European Practice; US Departmen of Transportation: Washington, DC, USA, 2008. [Google Scholar]
- West, R.; Rodezno, C.; Julian, G.; Prowell, B.; Frank, B.; Osborn, L.V.; Kriech, T. Field Performance of Warm Mix Asphalt Technologies; NCHRP Report 779; Transportation Research Board: Washington, DC, USA, 2014. [Google Scholar]
- Martin, A.E.; Arambula, E.; Yin, F.; Park, E.S. Validation of Guidelines for Evaluating the Moisture Susceptibility of WMA Technologies; Transportation Research Board: Washington, DC, USA, 2016; No. Project 09-49B. [Google Scholar]
- Rubio, M.C.; Martínez, G.; Baena, L.; Moreno, F. Warm Mix Asphalt: An overview. J. Clean. Prod. 2012. [Google Scholar] [CrossRef]
- Newcomb, D.E.; Arambula, E.; Yin, F.; Zhang, J.; Bhasin, A.; Li, W.; Arega, Z. Properties of Foamed Asphalt for Warm Mix Asphalt Applications; Transportation Research Board: Washington, DC, USA, 2015; No. Project 09-53. [Google Scholar]
- Mirzababaei, P. Effect of zycotherm on moisture susceptibility of Warm Mix Asphalt mixtures prepared with different aggregate types and gradations. Constr. Build. Mater. 2016, 116, 403–412. [Google Scholar] [CrossRef]
- Oliveira, J.R.M.; Silva, H.M.R.D.; Abreu, L.P.F.; Fernandes, S.R.M. Use of a warm mix asphalt additive to reduce the production temperatures and to improve the performance of asphalt rubber mixtures. J. Clean. Prod. 2013, 41, 15–22. [Google Scholar] [CrossRef]
- Shishehbor, M.; Pouranian, M.R.; Imaninasab, R. Evaluating the adhesion properties of crude oil fractions on mineral aggregates at different temperatures through reactive molecular dynamics. Pet. Sci. Technol. 2018, 36, 2084–2090. [Google Scholar] [CrossRef]
- Shishehbor, M.; Pouranian, M.R.; Ramezani, M.G. Molecular investigations on the interactions of graphene, crude oil fractions and mineral aggregates at low, medium and high temperatures. Pet. Sci. Technol. 2019, 1–8. [Google Scholar] [CrossRef]
- Federal Highway Administration (FHWA). Warm Mix Asphalt Technologies and Research. Available online: https://www.fhwa.dot.gov/pavement/asphalt/wma.cfm (accessed on 14 June 2019).
- National Academies of Sciences, Engineering, and Medicine (NASEM). Long-Term Field Performance of Warm Mix Asphalt Technologies; The National Academies Press: Washington, DC, USA, 2017. [Google Scholar]
- Kristjansdottir, O. Warm Mix Asphalt for Cold Weather Paving; University of Washington: Seattle, WA, USA, 2006; No. WA-RD 650.1. [Google Scholar]
- Oliveira, J.; Silva, H.; Fonseca, P.; Kim, Y.; Hwang, S.; Pyun, J.; Lee, H. Laboratory and field study of a WMA mixture produced with a new temperature reduction additive. In Proceedings of the 2nd International Conference on Warm Mix Asphalt, St. Louis, Mo, USA, 11–13 October 2011; pp. 11–13. [Google Scholar]
- Middleton, B.; Forfylow, R.W. Evaluation of warm-mix asphalt produced with the double barrel green process. Transp. Res. Rec. 2009, 2126, 19–26. [Google Scholar] [CrossRef]
- Vaitkus, A.; Čygas, D.; Laurinavičius, A.; Perveneckas, Z. Analysis and evaluation of possibilities for the use of warm mix asphalt in Lithuania. Balt. J. Road Bridge Eng. 2009, 4, 80–86. [Google Scholar] [CrossRef]
- Powers, D. Warm Mix Asphalt. ODOT Field Trials. Presented at 2009 Ohio Asphalt Paving Conference, Columbus, OH, USA, 4 February 2009. [Google Scholar]
- Capitão, S.D.; Picado-Santos, L.G.; Martinho, F. Pavement engineering materials: Review on the use of warm-mix asphalt. Constr. Build. Mater. 2012, 36, 1016–1024. [Google Scholar]
- McIver, J. Evotherm—Warm Mix Asphalt Technology. Available online: http://warmmixasphalt.com/submissions/54_20080101_Jonathan McIver-Evotherm.pdf (accessed on 14 June 2019).
- Davidson, J.K.; Pedlow, R. Reducing Paving Emissions Using Warm Mix Technology. In Proceedings of the Annual Conference-Canadian Technical Asphalt Association, Niagara Falls, ON, Canada, 18–21 November 2007; Polyscience Publications: Laval, QC, Canada, 2007; Volume 52, p. 39. [Google Scholar]
- Larsen, O.R.; Moen, Ø.; Robertus, C.; Koenders, B.G. WAM Foam asphalt production at lower operating temperatures as an environmental friendly alternative to HMA. In Proceedings of the 3rd Eurasphalt & Eurobitume Congress, Vienna, Austria, 12–14 May 2004. [Google Scholar]
- De Groot, P.C.; Bowen, C.; Koenders, B.G.; Stoker, D.A.; Larsen, O.; Johansen, J. A comparison of emissions from hot mixture and warm asphalt mixture production. In Proceedings of the IRF Congress, Paris, France, June 2001. [Google Scholar]
- Sargand, S.; Figueroa, J.L.; Edwards, W.; Al-Rawashdeh, A.S. Performance Assessment of Warm Mix Asphalt (WMA) Pavements; Ohio Research Institute for Transportation and the Environment: Athens, OH, USA, 2009. [Google Scholar]
- Ziari, H.; Moniri, A.; Ayazi, M.J.; Nakhaei, M. Investigation of rutting performance of wma mixtures containing copper slag. Int. J. Transp. Eng. 2016, 3, 227–235. [Google Scholar]
- Bennert, T. Evaluation of Warm Asphalt Technology—Feasibility Study; NJDOT Project, 1; New Jersey Department of Transportation Bureau of Research and Technology: Trenton, NJ, USA, 2008. [Google Scholar]
- Bonaquist, R.F. Mix Design Practices for Warm Mix Asphalt; Transportation Research Board: Washington, DC, USA, 2011; Volume 691. [Google Scholar]
- Kristjánsdóttir, Ó.; Muench, S.; Michael, L.; Burke, G. Assessing potential for warm-mix asphalt technology adoption. Transp. Res. Rec. J. Transp. Res. Board 2007, 2040, 91–99. [Google Scholar] [CrossRef]
- Jones, D.; Wu, R.; Tsai, B.W.; Harvey, J.T. Warm-Mix Asphalt Study: First-Level Analysis of Phase 2 HVS and Laboratory Testing and Phase 1 and Phase 2 Forensic Assessments: No. UCPRC-RR-2009-02; University of California Pavement Research Center: UC Davis, UC Berkley, July 2009. [Google Scholar]
- Estakhri, C.K.; Button, J.W.; Alvarez, A.E. Field and Laboratory Investigation of Warm Mix Asphalt in Texas; Texas A & M University: College Station, TX, USA, 2010; No. FHWA/TX-10/0-5597-2. [Google Scholar]
- Prowell, B.D.; Hurley, G.C.; Frank, B. Warm-Mix Asphalt: Best Practices; National Asphalt Pavement Association: Lanham, MD, USA, 2011. [Google Scholar]
- Hurley, G.C.; Prowell, B.D. Evaluation of Sasobit for use in warm mix asphalt. NCAT Rep. 2005, 5, 1–27. [Google Scholar]
- Hurley, G.; Prowell, B. Evaluation of EvothermTM for Use in Warm Asphalt Mixes; Auburn University: Auburn, AL, USA, NCAT Report 06-02; 2006. [Google Scholar]
- Diefenderfer, S.D.; Hearon, A. Laboratory Evaluation of a Warm Asphalt Technology for Use in Virginia; Virginia Transportation Research Council: Charlottesville, VA, USA, 2008; No. FHWA/VTRC 09-R11. [Google Scholar]
- Cooper, S.B. Evaluation of HMA Mixtures Containing Sasobit; Louisiana Transportation Research Center: Baton Rouge, LA, USA, 2009; No. 06-1TA. [Google Scholar]
- Zelelew, H.; Paugh, C.; Corrigan, M.R. Warm-Mix Asphalt Laboratory Permanent Deformation Performance in State of Pennsylvania: Case Study; Transportation Research Board: Washington, DC, USA, 2011; No. 11–2784. [Google Scholar]
- Xiao, F.; Punith, V.S.; Amirkhanian, S.N. Effects of non-foaming WMA additives on asphalt binders at high performance temperatures. Fuel 2012, 94, 144–155. [Google Scholar] [CrossRef]
- Mejías-Santiago, M.; Doyle, J.D.; Rushing, J.F. Accelerated pavement testing of warm-mix asphalt for heavy-traffic airfields. Transp. Res. Rec. 2014, 2456, 11–20. [Google Scholar] [CrossRef]
- Pouranian, M.R.; Imaninasab, R.; Shishehbor, M. The effect of temperature and stress level on the rutting performance of modified stone matrix asphalt. Road Mater. Pavement Des. 2018, 1–13. [Google Scholar] [CrossRef]
- Corrigan, M.; Paugh, C.; Reddy, J.R.; Petty, D.W.; Bradford, T.; Lewis, B.A. Mobile Asphalt Testing Laboratory Program; Final Report; Federal Highway Administration: Washington, DC, USA, 2010. [Google Scholar]
- Diefenderfer, S.D.; Hearon, A.J. Performance of Virginia’s Warm-Mix Asphalt Trial Sections; Virginia Transportation Research Council: Charlottesville, VA, USA, 2010; No. VTRC 10-R17; FHWA/VTRC 10-R17. [Google Scholar]
- Kvasnak, A.; Moore, J.; Taylor, A.; Prowell, B. Preliminary Evaluation of Warm Mix Asphalt Field Demonstration: Franklin, Tennessee; Final Report 10-01; Auburn University: Auburn, AL, USA, 2010. [Google Scholar]
- Aschenbrener, T.; Schiebel, B.; West, R. Three-year evaluation of the Colorado Department of Transportation’s warm mix asphalt experimental feature on I-70 at Silverthorne, Colorado. NCAT Rep. 2011, 11, 2. [Google Scholar]
- West, R.; Timm, D.; Willis, R.; Powell, B.; Tran, N.; Watson, D.; Sakhaeifar, M.; Brown, R.; Robbins, M.; Vargas-Nordcbeck, A.; et al. Phase IV NCAT Pavement Test Track Findings; Auburn University: Auburn, AL, USA, 2012. [Google Scholar]
- Ghabchi, R.; Singh, D.; Zaman, M. Laboratory evaluation of stiffness, low-temperature cracking, rutting, moisture damage, and fatigue performance of WMA mixes. Road Mater. Pavement Des. 2015, 16, 334–357. [Google Scholar] [CrossRef]
- Jamshidi, A.; Hamzah, M.O.; You, Z. Performance of Warm Mix Asphalt containing Sasobit®: State-of-the-Art. Constr. Build. Mater. 2013, 38, 530–553. [Google Scholar] [CrossRef]
- Notani, M.A.; Moghadas Nejad, F.; Khodaii, A.; Hajikarimi, P. Evaluating fatigue resistance of toner-modified asphalt binders using the linear amplitude sweep test. Road Mater. Pavement Des. 2018, 1–14. [Google Scholar] [CrossRef]
- Goh, S.W.; You, Z. Moisture damage and fatigue cracking of foamed warm mix asphalt using a simple laboratory setup. In Transportation and Development Institute Congress 2011: Integrated Transportation and Development for a Better Tomorrow; American Society of Civil Engineering (ASCE): Reston, Virginia, USA, 2011; pp. 762–771. [Google Scholar]
- Das, P.K.; Tasdemir, Y.; Birgisson, B. Low temperature cracking performance of WMA with the use of the Superpave indirect tensile test. Constr. Build. Mater. 2012, 30, 643–649. [Google Scholar] [CrossRef]
- Hill, B.; Behnia, B.; Hakimzadeh, S.; Buttlar, W.G.; Reis, H. Evaluation of low-temperature cracking performance of warm-mix asphalt mixtures. Transp. Res. Rec. 2012, 2294, 81–88. [Google Scholar] [CrossRef]
- Sholar, G.; Nash, T.; Musselman, J.; Upshaw, P. FDOT’s Experience with Warm Mix Asphalt; Report No. 09-527; Florida Department of Transportation: Gainesville, FL, USA, 2009. [Google Scholar]
- Willis, J.R. Life-Cycle Assessment of 2012 NCAT Pavement Test Track Green Group Mixtures; Auburn University: Auburn, AL, USA, 2014; No. NCAT Report 14-02. [Google Scholar]
- Mazumder, M.; Sriraman, V.; Kim, H.H.; Lee, S.J. Quantifying the environmental burdens of the hot mix asphalt (HMA) pavements and the production of warm mix asphalt (WMA). Int. J. Pavement Res. Technol. 2016, 9, 190–201. [Google Scholar] [CrossRef] [Green Version]
- Leng, Z.; Al-Qadi, I.L.; Cao, R. Life-cycle economic and environmental assessment of warm stone mastic asphalt. Transp. A Transp. Sci. 2018, 14, 562–575. [Google Scholar] [CrossRef]
- Wen, H. Use of fracture work density obtained from indirect tensile testing for the mix design and development of a fatigue model. Int. J. Pavement Eng. 2013, 14, 561–568. [Google Scholar] [CrossRef]
- Horvath, A. Earlier Faculty Research Title Life-Cycle Environmental and Economic Assessment of Using Recycled Materials for Asphalt Pavements. Available online: https://escholarship.org/uc/item/5jz3x91z(2003) (accessed on 14 June 2019).
- Epps, J.A.; Little, D.N.; Holmgreen, R.J.; Terrel, R.L. Guidelines for Recycling Pavement Materials; NCHRP Report; National Research Council: Washington, DC, USA, 1980. [Google Scholar]
- Epps, J.A. Uses of Recycled Rubber Tires in Highways; Transportation Research Board; National Research Council: Washington, DC, USA, 1994; Volume 198. [Google Scholar]
- West, R. Reclaimed Asphalt Pavement Management: Best Practices; NCAT Draft Report; National Center for Asphalt Technology: Auburn, AL, USA, 2010. [Google Scholar]
- European Asphalt Pavement Association. Asphalt in Figures 2007–2017. Brysseli: European Asphalt Pavement Association. Available online: https://eapa.org/asphalt-in-figures/(2019) (accessed on 14 June 2019).
- Stroup-Gardiner, M. Use of Reclaimed Asphalt Pavement and Recycled Asphalt Shingles in Asphalt Mixtures; Transportation Research Board: Washington, DC, USA, 2016; No. Project 20-05, Topic 46-05. [Google Scholar]
- Williams, B.A.; Copeland, A.; Ross, T.C. Asphalt Pavement Industry Survey on Recycled Materials and Warm-Mix Asphalt Usage: 2017; National Asphalt Pavement Association: Lanham, MD, USA, 2018; No. Information Series 138. [Google Scholar]
- Ventura, A.; Monéron, P.; Jullien, A. Environmental impact of a binding course pavement section, with asphalt recycled at varying rates: Use of life cycle methodology. Road Mater. Pavement Des. 2008, 9 (Suppl. 1), 319–338. [Google Scholar] [CrossRef]
- Nicuta, A.M. Life cycle assessment study for new and recycled asphalt pavements. Bul. Inst. Politeh. Lasi. Sect. Constr. Arhit. 2011, 57, 81. [Google Scholar]
- Mogawer, W.; Bennert, T.; Daniel, J.S.; Bonaquist, R.; Austerman, A.; Booshehrian, A. Performance characteristics of plant produced high RAP mixtures. Road Mater. Pavement Des. 2012, 13 (Suppl. 1), 183–208. [Google Scholar] [CrossRef]
- Wayman, M.; Andersson-Sköld, Y.; Bergman, R.; Huang, Y.; Parry, T.; Raaberg, J.; Enell, A. Life Cycle Assessment of Reclaimed Asphalt; Project Report 7FP Re-Road; European Commission, 2012. [Google Scholar]
- Vidal, R.; Moliner, E.; Martínez, G.; Rubio, M.C. Life cycle assessment of hot mix asphalt and zeolite-based warm mix asphalt with reclaimed asphalt pavement. Resour. Conserv. Recycl. 2013, 74, 101–114. [Google Scholar] [CrossRef]
- Giani, M.I.; Dotelli, G.; Brandini, N.; Zampori, L. Comparative life cycle assessment of asphalt pavements using reclaimed asphalt, warm mix technology and cold in-place recycling. Resour. Conserv. Recycl. 2015, 104, 224–238. [Google Scholar] [CrossRef]
- Anthonissen, J.; Braet, J. Life cycle assessment of bituminous pavements produced at various temperatures in the Belgium context. Transp. Res. Part D Transp. Environ. 2015, 41, 306–317. [Google Scholar] [CrossRef]
- Anthonissen, J.; Braet, J. Review and environmental impact assessment of green technologies for base courses in bituminous pavements. Environ. Impact Assess. Rev. 2016, 60, 139–147. [Google Scholar] [CrossRef]
- Leyssens, D.; Verstappen, B.; Huybrechts, D. Best Available Techniques for Asphalt Plants [Beste Beschikbare Technieken voor asfaltcentrales]. BBT-kenniscentrum VITO, Mol. 2013. [Google Scholar]
- Aurangzeb, Q.; Al-Qadi, I.L.; Ozer, H.; Yang, R. Hybrid life cycle assessment for asphalt mixtures with high RAP content. Resour. Conserv. Recycl. 2014, 83, 77–86. [Google Scholar] [CrossRef]
- Al-Qadi, I.L.; Carpenter, S.H.; Roberts, G.; Ozer, H.; Aurangzeb, Q.; Elseifi, M.; Trepanier, J. Determination of Usable Residual Asphalt Binder in RAP; Research Report ICT-09-031; Illinois Center for Transportation (ICT): Rantoul, IL, USA, 2009. [Google Scholar]
- Kandhal, P.S.; Mallick, R.B. Pavement Recycling Guidelines for State and Local Governments: Participant’s Reference Book; National Center for Asphalt Technology: Auburn, AL, USA, Report Number FHWA-SA-98-042.
- Franke, R.; Ksaibati, K. A methodology for cost-benefit analysis of recycled asphalt pavement (RAP) in various highway applications. Int. J. Pavement Eng. 2015, 16, 660–666. [Google Scholar] [CrossRef]
- Kandhal, P.S.; Rao, S.S.; Watson, D.E.; Young, B. Performance of recycled hot-mix asphalt mixtures in Georgia. Transp. Res. Rec. 1995, 1507, 67–77. [Google Scholar]
- Huang, B.; Li, G.; Vukosavljevic, D.; Shu, X.; Egan, B.K. Laboratory investigation of mixing hot-mix asphalt with reclaimed asphalt pavement. Transp. Res. Rec. 2005, 1929, 37–45. [Google Scholar] [CrossRef]
- McDaniel, R.S.; Shah, A.; Huber, G. Investigation of Low-and High-Temperature Properties of Plant-Produced RAP Mixtures; 2012; No. FHWA-HRT-11-058. [Google Scholar]
- Al-Qadi, I.L.; Elseifi, M.; Carpenter, S.H. Reclaimed Asphalt Pavement—A Literature Review; Federal Highway Administration, IL, USA (March 2007), Report No.: FHWA-ICT-07-001. Contract No.: ICT R27-11.
- Huang, B.; Zhang, Z.; Kingery, W.; Zuo, G. Fatigue crack characteristics of HMA mixtures containing RAP. In Proceedings of the Fifth International RILEM Conference on Reflective Cracking in Pavements, Limoges, France, 5–7 May 2004; RILEM Publications SARL: Paris, France, 2004; pp. 631–638. [Google Scholar]
- Wiser, L. Statistical Analysis of Performance of Recycled Hot Mix Asphalt Overlays in Flexible Pavement Rehabilitation; 2011; No. FHWA-HRT-11-051. [Google Scholar]
- Gong, H.; Huang, B.; Shu, X. Field performance evaluation of asphalt mixtures containing high percentage of RAP using LTPP data. Constr. Build. Mater. 2018, 176, 118–128. [Google Scholar] [CrossRef]
- Shen, J.; Amirkhanian, S.; Miller, J.A. Effects of rejuvenating agents on superpave mixtures containing reclaimed asphalt pavement. J. Mater. Civ. Eng. 2007, 19, 376–384. [Google Scholar] [CrossRef]
- Lopes, M.; Gabet, T.; Bernucci, L.; Mouillet, V. Durability of hot and warm asphalt mixtures containing high rates of reclaimed asphalt at laboratory scale. Mater. Struct. 2015, 48, 3937–3948. [Google Scholar] [CrossRef]
- Huang, Y.; Bird, R.N.; Heidrich, O. A review of the use of recycled solid waste materials in asphalt pavements. Resour. Conserv. Recycl. 2007, 52, 58–73. [Google Scholar] [CrossRef]
- Apeagyei, A.K.; Diefenderfer, B.K.; Diefenderfer, S.D. Rutting resistance of asphalt concrete mixtures that contain recycled asphalt pavement. Transp. Res. Rec. 2011, 2208, 9–16. [Google Scholar] [CrossRef]
- Abdulshafi, O.; Fitch, M.; Kedzierski, B. Determination of Recycled Asphalt Pavement (RAP) Content in Asphalt Mixes Based on Expected Mixture Durability; Ohio State University, Dept. of Civil and Environmental Engineering and Geodetic Science: Columbus, USA, 2002; No. FHWA/OH-2002/037. [Google Scholar]
- Daniel, J.S.; Lachance, A. Mechanistic and volumetric properties of asphalt mixtures with recycled asphalt pavement. Transp. Res. Rec. 2005, 1929, 28–36. [Google Scholar] [CrossRef]
- Li, X.; Marasteanu, M.; Williams, R.; Clyne, T. Effect of reclaimed asphalt pavement (proportion and type) and binder grade on asphalt mixtures. Transp. Res. Rec. J. Transp. Res. Board 2008, 2051, 90–97. [Google Scholar] [CrossRef]
- Krishna Swamy, A.; Mitchell, L.F.; Hall, S.J.; Daniel, J.S. Impact of RAP on the volumetric, stiffness, strength, and low-temperature properties of HMA. J. Mater. Civ. Eng. 2010, 23, 1490–1497. [Google Scholar] [CrossRef]
- Colbert, B.; You, Z. The determination of mechanical performance of laboratory produced hot mix asphalt mixtures using controlled RAP and virgin aggregate size fractions. Constr. Build. Mater. 2012, 26, 655–662. [Google Scholar] [CrossRef]
- Roque, R.; Yan, Y.; Cocconcelli, C.; Lopp, G. Perform an Investigation of the Effects of Increased Reclaimed Asphalt Pavement (RAP) Levels in Dense Graded Friction Courses; University of Florida: Gainesville, FL, USA, 2015. [Google Scholar]
- Maupin, G.W.; Diefenderfer, S.D.; Gillespie, J.S. Evaluation of Using Higher Percentages of Recycled Asphalt Pavement in Asphalt Mixes in Virginia; Virginia Transportation Research Council: Charlottesville, VA, USA, 2008; No. VTRC 08-R22. [Google Scholar]
- Watson, D.; Vargas-Nordcbeck, A.; Moore, J.; Jared, D.; Wu, P. Evaluation of the use of reclaimed asphalt pavement in stone matrix asphalt mixtures. Transp. Res. Rec. J. Transp. Res. Board 2008, 2051, 64–70. [Google Scholar] [CrossRef]
- Willis, J.R.; Turner, P.; Julian, G.; Taylor, A.J.; Tran, N.; Padula, F. Effects of Changing Virgin Binder Grade and Content on RAP Mixture Properties; Auburn University: Auburn, AL, USA, NCAT Report; 2012. [Google Scholar]
- Zhou, F.; Button, J.W.; Epps, J.A. Best Practice of Using RAS in HMA; Texas Transportation Institute: College Station, TX, USA, 2012; Volume 7. [Google Scholar]
- Zhao, S.; Huang, B.; Shu, X.; Woods, M. Comparative evaluation of warm mix asphalt containing high percentages of reclaimed asphalt pavement. Constr. Build. Mater. 2013, 44, 92–100. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B.; Poulikakos, L.; Frank, R. Influence of six rejuvenators on the performance properties of Reclaimed Asphalt Pavement (RAP) binder and 100% recycled asphalt mixtures. Constr. Build. Mater. 2014, 71, 538–550. [Google Scholar] [CrossRef]
- Maupin, G.W.; Diefenderfer, B.K. Design of a High-Binder—High-Modulus Asphalt Mixture; Virginia Transportation Research Council: Charlottesville, VA, USA, 2006; No. VTRC 07-R15. [Google Scholar]
- Shu, X.; Huang, B.; Shrum, E.D.; Jia, X. Laboratory evaluation of moisture susceptibility of foamed warm mix asphalt containing high percentages of RAP. Constr. Build. Mater. 2012, 35, 125–130. [Google Scholar] [CrossRef]
- Vukosavljevic, D. Fatigue Characteristics of Field HMA Surface Mixtures Containing Recycled Asphalt Pavement (RAP). PhD diss., University of Tennessee, Knoxville, TN, USA, 2006. [Google Scholar]
- Miró, R.; Valdés, G.; Martínez, A.; Segura, P.; Rodríguez, C. Evaluation of high modulus mixture behaviour with high reclaimed asphalt pavement (RAP) percentages for sustainable road construction. Constr. Build. Mater. 2011, 25, 3854–3862. [Google Scholar] [CrossRef]
- Goh, S.W.; You, Z. Mechanical properties of porous asphalt pavement materials with warm mix asphalt and RAP. J. Transp. Eng. 2011, 138, 90–97. [Google Scholar] [CrossRef]
- Tapsoba, N.; Sauzéat, C.; Di Benedetto, H.; Baaj, H.; Ech, M. Behaviour of asphalt mixtures containing reclaimed asphalt pavement and asphalt shingle. Road Mater. Pavement Des. 2014, 15, 330–347. [Google Scholar] [CrossRef]
- Sharifi, N.P.; McKay, Z.; Blankenship, P.; Mahboub, K.C.; Anderson, R.M. Assessing Binder Blending Level in Asphalt Mixtures Containing Recycled Asphalt Shingles. J. Mater. Civ. Eng. 2019, 31, 04019144. [Google Scholar] [CrossRef]
- Cochran, K.M. Construction and Demolition Debris Recycling: Methods, Markets, and Policy; 2006; Volume 70, p. 2. [Google Scholar]
- Lee, R.E.; Epps, J.A. Reducing Greenhouse Gas Emissions in Asphalt Paving Operations. Presented at Green Streets and Highway Conference, Denver, CO, USA, 14–17 November 2010. [Google Scholar]
- Lee, W.J.; Chao, W.H.; Shih, M.; Tsai, C.H.; Chen, T.J.H.; Tsai, P.J. Emissions of polycyclic aromatic hydrocarbons from batch hot mix asphalt plants. Environ. Sci. Technol. 2004, 38, 5274–5280. [Google Scholar] [CrossRef] [PubMed]
- Krivit, D. Recycling Tear-Off Asphalt Shingles: Best Practices Guide; The Construction Materials Recycling Association: Eola, IL, USA, 2007. [Google Scholar]
- Hansen, K.R. Guidelines for the Use of Reclaimed Asphalt Shingles in Asphalt Pavements; National Asphalt Pavement Association (NAPA): Lanham, MD, USA, 2009. [Google Scholar]
- Newcomb, D.E.; Epps, J.A.; Zhou, F. Use of RAP & RAS in High Binder Replacement Asphalt Mixtures: A Synthesis; Special Report 213; National Asphalt Pavement Association: Lanham, MD, USA, 2016. [Google Scholar]
- Robinette, C.; Epps, J. Energy, emissions, material conservation, and prices associated with construction, rehabilitation, and material alternatives for flexible pavement. Transp. Res. Rec. 2010, 2179, 10–22. [Google Scholar] [CrossRef]
- Marasteanu, M.; Austin, J.; Moon, K.H. Recycling Asphalt Roofing Shingles in Asphalt Pavements; CURA Reporter; Spring: Berlin/Heidelberg, Germany, 2012; No. 42, 1-4. [Google Scholar]
- Leblance, R. Markets for Recycled Asphalt Shingles, the Balance Small Business Website, Sustainable Business. Available online: https://www.thebalancesmb.com/markets-for-recycled-asphalt-shingles-2877752.
- Zhou, F.; Li, H.; Hu, S.; Button, J.W.; Epps, J.A. Characterization and Best Use of Recycled Asphalt Shingles in Hot-Mix Asphalt; Report FHWA/TX-13/0-6614-2; Texas A&M Transportation Institute, Texas A&M University: College Station, TX, USA, 2013. [Google Scholar]
- Foo, K.Y.; Hanson, D.I.; Lynn, T.A. Evaluation of roofing shingles in hot mix asphalt. J. Mater. Civ. Eng. 1999, 11, 15–20. [Google Scholar] [CrossRef]
- Boyle, M. Materials-Related Forensic Analysis and Specialized Testing: Laboratory Evaluation of Hot-Mix Asphalt (HMA) Mixtures Containing Recycled or Waste Product Materials Using Performance Testing; Pennsylvania Department of Transportation: Harrisburg, USA, July 2005; No. FHWA-PA-2005-006+ 98-32 (19). [Google Scholar]
- McGraw, J.; Johnson, E.; Johnson, G.; Dai, S.; Linell, D.; Watson, M. Incorporation of Recycled Asphalt Shingles in Hot-Mixed Asphalt Pavement Mixtures; Report Number MN/RC, 8; 2010. [Google Scholar]
- Cooper, S.; Mohammad, L.; Elseifi, M. Laboratory performance of asphalt mixtures containing recycled asphalt shingles. Transp. Res. Rec. J. Transp. Res. Board 2014, 2445, 94–102. [Google Scholar] [CrossRef]
- Nazzal, M.D.; Holcombe, E.; Kim, S.S.; Abbas, A.; Kaya, S. Multi-scale evaluation of the effect of ras on the fracture properties of asphalt mixtures. Constr. Build. Mater. 2018, 175, 126–133. [Google Scholar] [CrossRef]
- Tran, N.H.; Taylor, A.; Willis, R. Effect of Rejuvenator on Performance Properties of HMA Mixtures with High RAP and RAS Contents; Auburn University: Auburn, AL, USA, NCAT Report, 12-05; 2012. [Google Scholar]
- Booshehrian, A.; Mogawer, W.S.; Vahidi, S. Evaluating the effect of rejuvenators on the degree of blending and performance of high RAP, RAS, RAP/RAS mixtures. J. Assoc. Asph. Paving Technol. 2013, 193–213. [Google Scholar]
- Williams, R.C.; Cascione, A.; Yu, J.; Haugen, D.; Marasteanu, M.; McGraw, J. Performance of Recycled Asphalt Shingles in Hot Mix Asphalt; Institute for Transportation, Iowa State University: Ames, IA, USA, 2013; No. TPF-5 (213). [Google Scholar]
- Federal Highway Administration Mixture Expert Task Group (a), Asphalt Mixture ETG Meeting Technical Report, Baton Rouge, La.; 17–19 September 2014. Available online: http://www.asphaltpavement.org/PDFs/Engineering_ETGs/Binder_201409/Binder%20ETG%20Mtg_Report_09%202014%20Baton%20Rouge.pdf (accessed on 14 June 2019).
- Lo Presti, D. Recycled Tyre Rubber Modified Bitumens for road asphalt mixtures: A literature review. Constr. Build. Mater. 2013, 49, 863–881. [Google Scholar] [CrossRef]
- Heitzman, M. Design and construction of asphalt paving materials with crumb rubber modifier. Transp. Res. Rec. 1992, 1339, 1–9. [Google Scholar]
- Chesner, W.H.; Collins, R.J.; MacKay, M.H. User Guidelines for Waste and By-Product Materials in Pavement Construction; 1998; No. FHWA-RD-97-148. [Google Scholar]
- Fini, E.H. Producing a Sustainable, Bio-Based Alternative to Petroleum-Based Asphalt Binder; National Research Council: Washington, DC, USA, 2016; No. NCHRP IDEA Project 171. [Google Scholar]
- Antunes, I.; Murachelli, A. Analysis of environmental sustainability in the rehabilitation of existing pavements using Asphalt Rubber hot mixes. In Proceedings of the Asphalt Rubber 2009 Conference, Nanjing, China, 2–4 November 2009; pp. 2–4. [Google Scholar]
- Bartolozzi, I.; Antunes, I.; Rizzi, F. The environmental impact assessment of asphalt rubber: Life cycle assessment. In Proceedings of the 5th Asphalt Rubber” Roads of the Future” International Conference, Munich, Germany, 23–26 October 2012; 2012; pp. 799–819. [Google Scholar]
- Farina, A.; Zanetti, M.C.; Santagata, E.; Blengini, G.A. Life cycle assessment applied to bituminous mixtures containing recycled materials: Crumb rubber and reclaimed asphalt pavement. Resour. Conserv. Recycl. 2017, 117, 204–212. [Google Scholar] [CrossRef]
- Zhu, H.; Cai, H.; Yan, J.; Lu, Y. Life cycle assessment on different types of asphalt rubber pavement in China. In Proceedings of the International Symposium on Pavement LCA, Davis, CA, USA, 14–16 October 2014. [Google Scholar]
- Farina, A.; Zanetti, M.C.; Santagata, E.; Blengini, G.A.; Lanotte, M. Life cycle assessment of road pavements containing crumb rubber from end-of-life tires. In Proceedings of the International Symposium on Pavement LCA 2014, Davis, CA, USA, 14–16 October 2014. [Google Scholar]
- Hicks, R.; Epps, J.A. Life Cycle Costs Analysis of Asphalt Rubber Paving Materials; Industry Report; The Rubber Pavements Association: Tempe, AZ, USA, 2003. [Google Scholar]
- Cheng, D.; Hicks, R.G. Life-Cycle Cost Analysis Comparison of Rubberized and Conventional Hot-Mix Asphalt in California; 2012; No. 12-0895. [Google Scholar]
- Souliman, M.I.; Mamlouk, M.; Eifert, A. Cost-effectiveness of rubber and polymer modified asphalt mixtures as related to sustainable fatigue performance. Procedia Eng. 2016, 145, 404–411. [Google Scholar] [CrossRef]
- McQuillen, J.L., Jr.; Takallou, H.B.; Hicks, R.G.; Esch, D. Economic analysis of rubber-modified asphalt mixes. J. Transp. Eng. 1988, 114, 259–277. [Google Scholar] [CrossRef]
- Jung, J.S.; Kaloush, K.E.; Way, G.B. Life Cycle Cost Analysis: Conventional Versus Asphalt-Rubber Pavements; Rubber Pavements Association: Tempe, AZ, USA, 2002. [Google Scholar]
- Bahia, H.U.; Davies, R. Effect of crumb rubber modifiers (CRM) on performance related properties of asphalt binders. Asph. Paving Technol. 1994, 63, 414. [Google Scholar]
- Saboundjian, S.; Raad, L. Performance of rubberized asphalt mixes in Alaska. Transp. Res. Rec. J. Transp. Res. Board 1997, 1583, 52–61. [Google Scholar] [CrossRef]
- Huang, B.; Mohammad, L.N.; Graves, P.S.; Abadie, C. Louisiana experience with crumb rubber-modified hot-mix asphalt pavement. Transp. Res. Rec. 2002, 1789, 1–13. [Google Scholar] [CrossRef]
- Losa, M.; Leandri, P.; Cerchiai, M. Improvement of pavement sustainability by the use of crumb rubber modified asphalt concrete for wearing courses. Int. J. Pavement Res. Technol. 2012, 5, 395–404. [Google Scholar]
- Yuan, H.; Shen, L. Trend of the research on construction and demolition waste management. Waste Manag. 2011, 31, 670–679. [Google Scholar] [CrossRef]
- Wu, S.; Zhong, J.; Zhu, J.; Wang, D. Influence of demolition waste used as recycled aggregate on performance of asphalt mixture. Road Mater. Pavement Des. 2013, 14, 679–688. [Google Scholar] [CrossRef]
- Pasandín, A.R.; Pérez, I. Mechanical properties of hot-mix asphalt made with recycled concrete aggregates coated with bitumen emulsion. Constr. Build. Mater. 2014, 55, 350–358. [Google Scholar] [CrossRef] [Green Version]
- Fatemi, S.; Imaninasab, R. Performance evaluation of recycled asphalt mixtures by construction and demolition waste materials. Constr. Build. Mater. 2016, 120, 450–456. [Google Scholar] [CrossRef]
- Gómez-Meijide, B.; Pérez, I.; Pasandín, A.R. Recycled construction and demolition waste in Cold Asphalt Mixtures: Evolutionary properties. J. Clean. Prod. 2016, 112, 588–598. [Google Scholar] [CrossRef]
- Ameri, M.; Hesami, S.; Goli, H. Laboratory evaluation of warm mix asphalt mixtures containing electric arc furnace (EAF) steel slag. Constr. Build. Mater. 2013, 49, 611–617. [Google Scholar] [CrossRef]
- Kandhal, P.; Hoffman, G. Evaluation of steel slag fine aggregate in hot-mix asphalt mixtures. Transp. Res. Rec. J. Transp. Res. Board 1997, 1583, 28–36. [Google Scholar] [CrossRef]
- Asi, I.M.; Qasrawi, H.Y.; Shalabi, F.I. Use of steel slag aggregate in asphalt concrete mixes. Can. J. Civ. Eng. 2007, 34, 902–911. [Google Scholar] [CrossRef]
- Ahmedzade, P.; Sengoz, B. Evaluation of steel slag coarse aggregate in hot mix asphalt concrete. J. Hazard. Mater. 2009, 165, 300–305. [Google Scholar] [CrossRef]
- Ameri, M.; Mohammadi, M.H.; Motevalizadeh, S.M.; Mousavi, A. Experimental study to investigate the performance of cold in-place recycling asphalt mixes. In Proceedings of the Institution of Civil Engineers–Transport; Thomas Telford Ltd.: London, UK, 2018; pp. 1–11. [Google Scholar]
- Hassan, H.F.; Al-Jabri, K. Laboratory Evaluation of Hot-Mix Asphalt Concrete Containing Copper Slag Aggregate. J. Mater. Civ. Eng. 2011, 23, 879–885. [Google Scholar] [CrossRef]
- Ho, S.; Church, R.; Klassen, K.; Law, B.; MacLeod, D.; Zanzotto, L. Study of recycled polyethylene materials as asphalt modifiers. Can. J. Civ. Eng. 2006, 33, 968–981. [Google Scholar] [CrossRef]
- Awwad, M.T.; Shbeeb, L. The use of polyethylene in hot asphalt mixtures. Am. J. Appl. Sci. 2007, 4, 390–396. [Google Scholar] [CrossRef]
- Awaja, F.; Pavel, D. Recycling of PET. Eur. Polym. J. 2005, 41, 1453–1477. [Google Scholar] [CrossRef]
- Ahmad, A.F.; Razali, A.R.; Razelan, I.S.M. Utilization of polyethylene terephthalate (PET) in asphalt pavement: A review. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017; Volume 203, p. 012004. [Google Scholar]
- Fang, C.; Yu, R.; Li, Y.; Zhang, M.; Hu, J.; Zhang, M. Preparation and characterization of an asphalt-modifying agent with waste packaging polyethylene and organic montmorillonite. Polym. Test. 2013, 32, 953–960. [Google Scholar] [CrossRef]
- Sojobi, A.O.; Nwobodo, S.E.; Aladegboye, O.J. Recycling of polyethylene terephthalate (PET) plastic bottle wastes in bituminous asphaltic concrete. Cogent Eng. 2016, 3, 1133480. [Google Scholar] [CrossRef]
- Ahmadinia, E.; Zargar, M.; Karim, M.R.; Abdelaziz, M.; Ahmadinia, E. Performance evaluation of utilization of waste Polyethylene Terephthalate (PET) in stone mastic asphalt. Constr. Build. Mater. 2012, 36, 984–989. [Google Scholar] [CrossRef]
- Moghaddam, T.B.; Soltani, M.; Karim, M.R. Evaluation of permanent deformation characteristics of unmodified and Polyethylene Terephthalate modified asphalt mixtures using dynamic creep test. Mater. Des. 2014, 53, 317–324. [Google Scholar] [CrossRef] [Green Version]
- Hassani, A.; Ganjidoust, H.; Maghanaki, A.A. Use of plastic waste (poly-ethylene terephthalate) in asphalt concrete mixture as aggregate replacement. Waste Manag. Res. 2005, 23, 322–327. [Google Scholar] [CrossRef] [PubMed]
- Kalantar, Z.N.; Karim, M.R.; Mahrez, A. A review of using waste and virgin polymer in pavement. Constr. Build. Mater. 2012, 33, 55–62. [Google Scholar] [CrossRef] [Green Version]
- Casey, D.; McNally, C.; Gibney, A.; Gilchrist, M.D. Development of a recycled polymer modified binder for use in stone mastic asphalt. Resour. Conserv. Recycl. 2008, 52, 1167–1174. [Google Scholar] [CrossRef]
- Zoorob, S.E.; Suparma, L.B. Laboratory design and investigation of the properties of continuously graded Asphaltic concrete containing recycled plastics aggregate replacement (Plastiphalt). Cem. Concr. Compos. 2000, 22, 233–242. [Google Scholar] [CrossRef]
- Qadir, A.; Imam, M. Use of recycled plastic waste aggregate as a partial substitution material in pavement structure. In 2005 International Symposium on Pavement Recycling; Sao Paulo, Brazil, March 2005. [Google Scholar]
- Podolsky, J.H.; Buss, A.; Williams, R.C.; Hern Andez, N.; Cochran, E.W. Rejuvenation of vacuum tower bottoms through bio-derived materials for use in paving flexible roadways. J. Clean. Prod. 2017, 143, 1081–1093. [Google Scholar] [CrossRef]
- Mortazavi, S.B.; Rasoulzadeh, Y.; Yousefi, A.A.; Khavanin, A. Properties of modified bitumen obtained from vacuum bottom by adding recycled waste polymers and natural bitumen. Iran. Polym. J. 2010, 19, 197–205. [Google Scholar]
- Wielinski, J.C.; Kriech, A.J.; Huber, G.A.; Horton, A.; Osborn, L.V. The impact of asphalt blended with re-refined vacuum tower bottoms (RVTB) and its effect on HMA mixture performance. In Proceedings of the Fifty-Ninth Annual Conference of the Canadian Technical Asphalt Association, Winnipeg, Manitoba, November 2014; Volume 59, pp. 402–426. [Google Scholar]
- Bennert, T.; Ericson, C.; Pezeshki, D.; Corun, R. Fatigue Performance of Re-Refined Engine Oil Bottom—Modified Asphalt: Laboratory Study. Transp. Res. Rec. J. Transp. Res. Board 2016, 2574, 1–16. [Google Scholar] [CrossRef]
- D’Angelo, J.A.; Grzybowski, K.; Lewis, S.; Walker, R. Evaluation of the Performance Properties of Asphalt Mixes Produced with Re-Refined Heavy Vacuum Distillate Bottoms. In Proceedings of the Canadian Technical Asphalt Association; 2013; Volume 58, pp. 273–290. [Google Scholar]
- Amini, A.; Imaninasab, R. Investigating the effectiveness of Vacuum Tower Bottoms for Asphalt Rubber Binder based on performance properties and statistical analysis. J. Clean. Prod. 2018, 171, 1101–1110. [Google Scholar] [CrossRef]
- Seidel, J.C.; Haddock, J.E. Soy fatty acids as sustainable modifier for asphalt binders. In Alternative Binders for Sustainable Asphalt Pavements; Transportation Research Circular: Washington, DC, USA, 2012. [Google Scholar]
- Elkashef, M.; Podolsky, J.; Williams, R.C.; Cochran, E. Preliminary examination of soybean oil derived material as a potential rejuvenator through Superpave criteria and asphalt bitumen rheology. Constr. Build. Mater. 2017, 149, 826–836. [Google Scholar] [CrossRef]
- Portugal, A.C.X.; Lucena, L.C.D.F.L.; Lucena, A.E.D.F.L.; da Costa, D.B. Rheological performance of soybean in asphalt binder modification. Road Mater. Pavement Des. 2018, 19, 768–782. [Google Scholar] [CrossRef]
- Elkashef, M.; Williams, R.C.; Cochran, E. Investigation of fatigue and thermal cracking behavior of rejuvenated reclaimed asphalt pavement binders and mixtures. Int. J. Fatigue 2017, 108, 90–95. [Google Scholar] [CrossRef]
- Yang, X.; Mills-Beale, J.; You, Z. Chemical characterization and oxidative aging of bio-asphalt and its compatibility with petroleum asphalt. J. Clean. Prod. 2017, 142, 1837–1847. [Google Scholar]
- Hill, B.; Oldham, D.; Behnia, B.; Fini, E.H.; Buttlar, W.G.; Reis, H. Evaluation of low temperature viscoelastic properties and fracture behavior of bio-asphalt mixtures. Int. J. Pavement Eng. 2018, 19, 362–369. [Google Scholar] [CrossRef]
- Wen, H.; Bhusal, S.; Wen, B. Laboratory evaluation of waste cooking oil-based bioasphalt as an alternative binder for hot mix asphalt. J. Mater. Civil Eng. 2012, 25, 1432–1437. [Google Scholar]
- Bailey, H.K.; Phillips, P. Asphalt Rejunevation. U.S. Patent Application No. 12/461,234, August 2010. [Google Scholar]
- Asli, H.; Karim, M.R. Implementation of Waste Cooking Oil as RAP Rejuvenator. J. East. Asia Soc. Transp. Stud. 2011, 9, 1336–1350. [Google Scholar]
- Zamhari, K.A.; Yunus, M.; Nizam, K.; Hermadi, M.; Adan, A.A. A Study on the Technical Viability of Utilizing Used Lubricating Oil as Rejuvenating Agent in Relaimed Asphalt Pavement. Ph.D. Thesis, Universiti Tun Hussein Onn Malaysia, Batu Pahat, Malaysia, 2011. [Google Scholar]
- Asli, H.; Ahmadinia, E.; Zargar, M.; Karim, M.R. Investigation on physical properties of waste cooking oil–rejuvenated bitumen binder. Constr. Build. Mater. 2012, 37, 398–405. [Google Scholar]
- Zargar, M.; Ahmadinia, E.; Asli, H.; Karim, M.R. Investigation of the possibility of using waste cooking oil as a rejuvenating agent for aged bitumen. J. Hazard. Mater. 2012, 233, 254–258. [Google Scholar] [CrossRef] [PubMed]
- Widyatmoko, I. Mechanistic-empirical mixture design for hot mix asphalt pavement recycling. Constr. Build. Mater. 2008, 22, 77–87. [Google Scholar] [CrossRef]
- Borhan, M.N.; Suja, F.; Ismail, A.; Rahmat, R.A.O.K. The effects of used cylinder oil on asphalt mixes. Eur. J. Sci. Res. 2009, 28, 398–411. [Google Scholar]
- Fini, E.H.; Kalberer, E.W.; Shahbazi, A.; Basti, M.; You, Z.; Ozer, H.; Aurangzeb, Q. Chemical characterization of biobinder from swine manure: Sustainable modifier for asphalt binder. J. Mater. Civ. Eng. 2011, 23, 1506–1513. [Google Scholar] [CrossRef]
- Akisetty, C.K.K. Evaluation of Warm Asphalt Additives on Performance Properties of CRM Binders and Mixtures. Ph.D. Thesis, Clemson University, Clemson, SC, USA, 2008. [Google Scholar]
- Xiao, F.; Zhao, P.W.; Amirkhanian, S.N. Fatigue behavior of rubberized asphalt concrete mixtures containing warm asphalt additives. Constr. Build. Mater. 2009, 23, 3144–3151. [Google Scholar] [CrossRef]
- Akisetty, C.; Xiao, F.; Gandhi, T.; Amirkhanian, S. Estimating correlations between rheological and engineering properties of rubberized asphalt concrete mixtures containing warm mix asphalt additive. Constr. Build. Mater. 2011, 25, 950–956. [Google Scholar] [CrossRef]
- Shu, X.; Huang, B. Recycling of waste tire rubber in asphalt and portland cement concrete: An overview. Constr. Build. Mater. 2014, 67, 217–224. [Google Scholar] [CrossRef]
- Rodríguez-Alloza, A.M.; Gallego, J.; Pérez, I.; Bonati, A.; Giuliani, F. High and low temperature properties of crumb rubber modified binders containing warm mix asphalt additives. Constr. Build. Mater. 2014, 53, 460–466. [Google Scholar] [CrossRef]
- Akisetty, C.K.; Lee, S.-J.; Amirkhanian, S.N. Effects of Compaction Temperature on Volumetric Properties of Rubberized Mixes Containing Warm-Mix Additives. J. Mater. Civ. Eng. 2009, 21, 409–415. [Google Scholar] [CrossRef]
- Wang, H.; Dang, Z.; You, Z.; Cao, D. Effect of warm mixture asphalt (WMA) additives on high failure temperature properties for crumb rubber modified (CRM) binders. Constr. Build. Mater. 2012, 35, 281–288. [Google Scholar] [CrossRef]
- Yu, X.; Leng, Z.; Wang, Y.; Lin, S. Characterization of the effect of foaming water content on the performance of foamed crumb rubber modified asphalt. Constr. Build. Mater. 2014, 67, 279–284. [Google Scholar] [CrossRef]
- Ziari, H.; Naghavi, M.; Imaninasab, R. Performance evaluation of rubberised asphalt mixes containing WMA additives. Int. J. Pavement Eng. 2018, 19, 623–629. [Google Scholar] [CrossRef]
- Yu, X.; Leng, Z.; Wei, T. Investigation of the rheological modification mechanism of warm-mix additives on crumb-rubber-modified asphalt. J. Mater. Civ. Eng. 2013, 26, 312–319. [Google Scholar] [CrossRef]
- Goedkoop, M.J.; Heijungs, R.; Huijbregts, M.; De Schryver, A.; Struijs, J.V.Z.R.; Van Zelm, R. A Life Cycle Impact Assessment Method Which Comprises Harmonised Category Indicators at the Midpoint and the Endpoint Level; Report I: Characterisation; Leiden University: Leiden, The Netherlands, 2008. [Google Scholar]
- Xiao, F.; Amirkhanian, S.N. Laboratory investigation of utilizing high percentage of RAP in rubberized asphalt mixture. Mater. Struct. 2010, 43, 223. [Google Scholar] [CrossRef]
- Xiao, F.; Amirkhanian, S.N. Laboratory investigation of moisture damage in rubberised asphalt mixtures containing reclaimed asphalt pavement. Int. J. Pavement Eng. 2009, 10, 319–328. [Google Scholar] [CrossRef]
- Zhao, S.; Huang, B.; Shu, X.; Jia, X.; Woods, M. Laboratory performance evaluation of warm-mix asphalt containing high percentages of reclaimed asphalt pavement. Transp. Res. Rec. 2012, 2294, 98–105. [Google Scholar] [CrossRef]
- Zhao, W.; Xiao, F.; Amirkhanian, S.N.; Putman, B.J. Characterization of rutting performance of warm additive modified asphalt mixtures. Constr. Build. Mater. 2012, 31, 265–272. [Google Scholar] [CrossRef]
- Nejad, F.M.; Azarhoosh, A.; Hamedi, G.H.; Roshani, H. Rutting performance prediction of warm mix asphalt containing reclaimed asphalt pavements. Road Mater. Pavement Des. 2014, 15, 207–219. [Google Scholar] [CrossRef]
- Saleh, M. Laboratory evaluation of warm mix asphalt incorporating high RAP proportion by using evotherm and sylvaroad additives. Constr. Build. Mater. 2016, 114, 580–587. [Google Scholar]
- Timm, D.H.; Willis, J.R.; Kvasnak, A. Full-scale structural evaluation of fatigue characteristics in high reclaimed asphalt pavement and warm-mix asphalt. Transp. Res. Rec. 2011, 2208, 56–63. [Google Scholar] [CrossRef]
- Tao, M.; Mallick, R.B. Effects of warm-mix asphalt additives on workability and mechanical properties of reclaimed asphalt pavement material. Transp. Res. Rec. 2009, 2126, 151–160. [Google Scholar] [CrossRef]
- Hill, B.; Behnia, B.; Buttlar, W.G.; Reis, H. Evaluation of warm mix asphalt mixtures containing reclaimed asphalt pavement through mechanical performance tests and an acoustic emission approach. J. Mater. Civ. Eng. 2012, 25, 1887–1897. [Google Scholar] [CrossRef]
- Mogawer, W.; Austerman, A.; Mohammad, L.; Kutay, M.E. Evaluation of high RAP-WMA asphalt rubber mixtures. Road Mater. Pavement Des. 2013, 14 (Suppl. 2), 129–147. [Google Scholar] [CrossRef]
Figure 1.
Engineering sustainability of pavements.

Figure 2.
Flowchart of the research content.

Figure 3.
Summary of RAP usage data in the U.S during 2009–2016 [1].
Figure 3.
Summary of RAP usage data in the U.S during 2009–2016 [1].

Figure 4.
Change in average of using RAP in production of asphalt mixtures in Europe from 2007–2017.
Figure 4.
Change in average of using RAP in production of asphalt mixtures in Europe from 2007–2017.

Figure 5.
Percentage of reduction in the emission of air pollutants for using 20% RAP.

Figure 6.
Energy consumption for different RAP content [75].
Figure 6.
Energy consumption for different RAP content [75].

Figure 7.
GHG emissions for different RAP content [75].
Figure 7.
GHG emissions for different RAP content [75].

Figure 8.
Energy consumption for different RAP content at different performance scenarios [75].
Figure 8.
Energy consumption for different RAP content at different performance scenarios [75].

Figure 9.
Greenhouse gas emissions for different RAP content at different performance scenarios [75].
Figure 9.
Greenhouse gas emissions for different RAP content at different performance scenarios [75].

Figure 10.
Location of 18 LTPP SPS-5 sites used for long-term performance analysis of RAP mixtures.

Figure 11.
Amount of RAS used as aggregate and in production of HMA/WMA and (million tons), during 2009–2017 in the U.S.
Figure 11.
Amount of RAS used as aggregate and in production of HMA/WMA and (million tons), during 2009–2017 in the U.S.

Figure 12.
GHG emission for different percentages of RAS.

Figure 13.
Energy consumption for mixtures containing different percentages of RAP and RAS.

Figure 14.
Finding of TPF 5(213) Study.

Figure 15.
Schematic Illustration of (a) ambient grinding and (b) cryogenic grinding adapted from [128].
Figure 15.
Schematic Illustration of (a) ambient grinding and (b) cryogenic grinding adapted from [128].

Figure 16.
Energy consumption of FBRA and TBRA vs. conventional HMA (After [135]).
Figure 16.
Energy consumption of FBRA and TBRA vs. conventional HMA (After [135]).

Figure 17.
GHG emission of FBRA and TBRA vs. conventional HMA (After [135]).
Figure 17.
GHG emission of FBRA and TBRA vs. conventional HMA (After [135]).

Figure 18.
Effect of percentage of C and D waste in mixtures on the optimum binder content [149].
Figure 18.
Effect of percentage of C and D waste in mixtures on the optimum binder content [149].

Figure 19.
Steel slag material and mix usage in US during 2012–2016 [1].
Figure 19.
Steel slag material and mix usage in US during 2012–2016 [1].

Figure 20.
(a): Energy consumption and (b): GHG emissions of four representative case studies [195].
Figure 20.
(a): Energy consumption and (b): GHG emissions of four representative case studies [195].

Figure 21.
Environmental scanning electron microscopy (ESEM) images: (a) CRM binder; and (b) CRM binder with Evotherm [200].
Figure 21.
Environmental scanning electron microscopy (ESEM) images: (a) CRM binder; and (b) CRM binder with Evotherm [200].

Figure 22.
(a) Energy consumption and (b) emission associated to individual materials, operations, construction, and maintenance for two studied mixtures [134].
Figure 22.
(a) Energy consumption and (b) emission associated to individual materials, operations, construction, and maintenance for two studied mixtures [134].

Figure 23.
ReCiPe results using the endpoint method [134].
Figure 23.
ReCiPe results using the endpoint method [134].

Figure 24.
Impact of RAP and WMA on (a) climate change and (b) fossil depletion of Asphalt pavements [70].
Figure 24.
Impact of RAP and WMA on (a) climate change and (b) fossil depletion of Asphalt pavements [70].

Figure 25.
Impacts on (a) climate change and (b) fossil depletion of raw materials [70].
Figure 25.
Impacts on (a) climate change and (b) fossil depletion of raw materials [70].

Figure 26.
Impacts on (a) climate change and (b) fossil depletion during plant production [70].
Figure 26.
Impacts on (a) climate change and (b) fossil depletion during plant production [70].

Figure 27.
Impacts on (a) climate change and (b) fossil depletion of end-of-life [70].
Figure 27.
Impacts on (a) climate change and (b) fossil depletion of end-of-life [70].

Figure 28.
Damages to (a) human health, (b) ecosystem diversity, and (c) resource availability of asphalt pavements [70].
Figure 28.
Damages to (a) human health, (b) ecosystem diversity, and (c) resource availability of asphalt pavements [70].


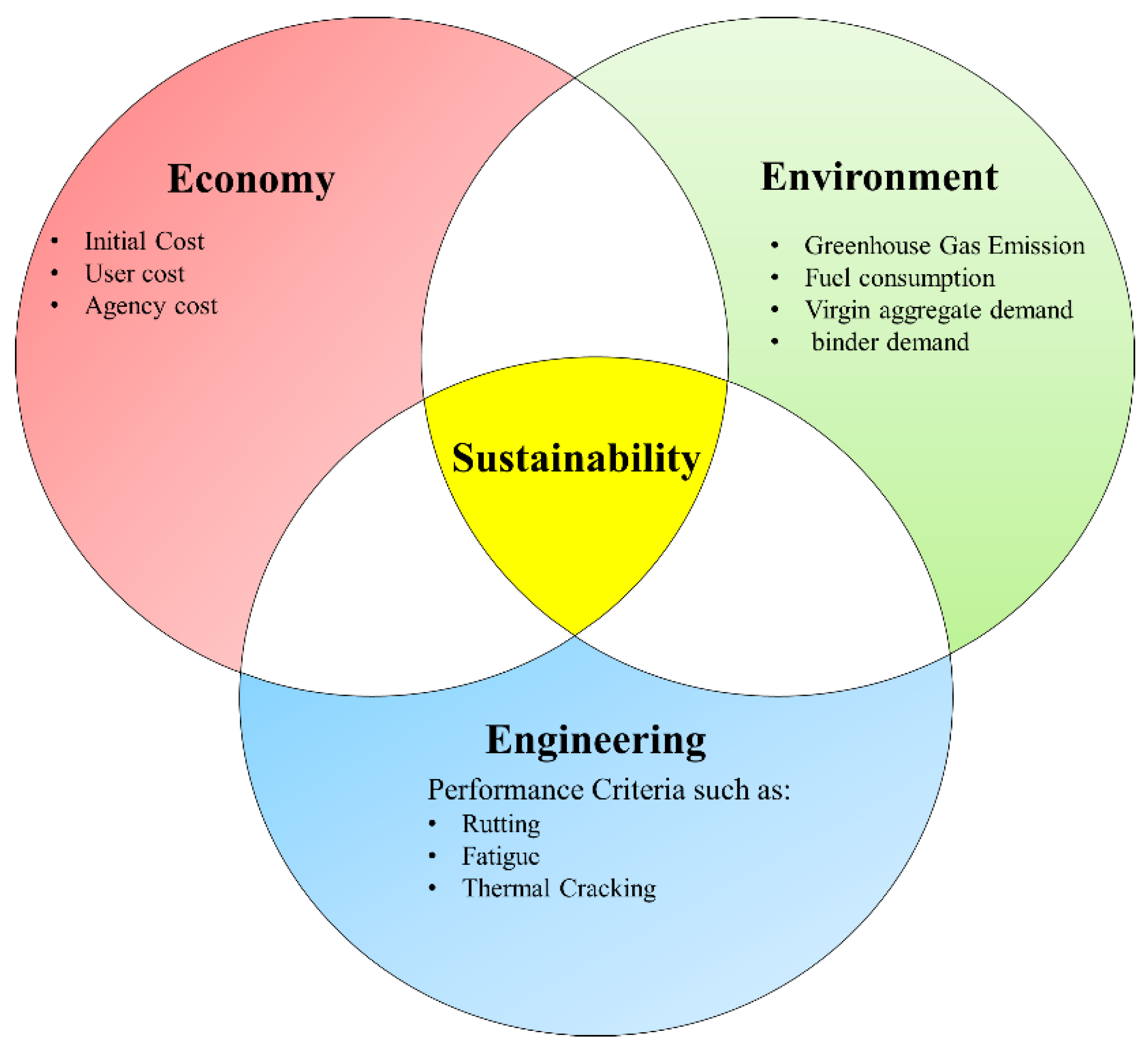{kind=link}
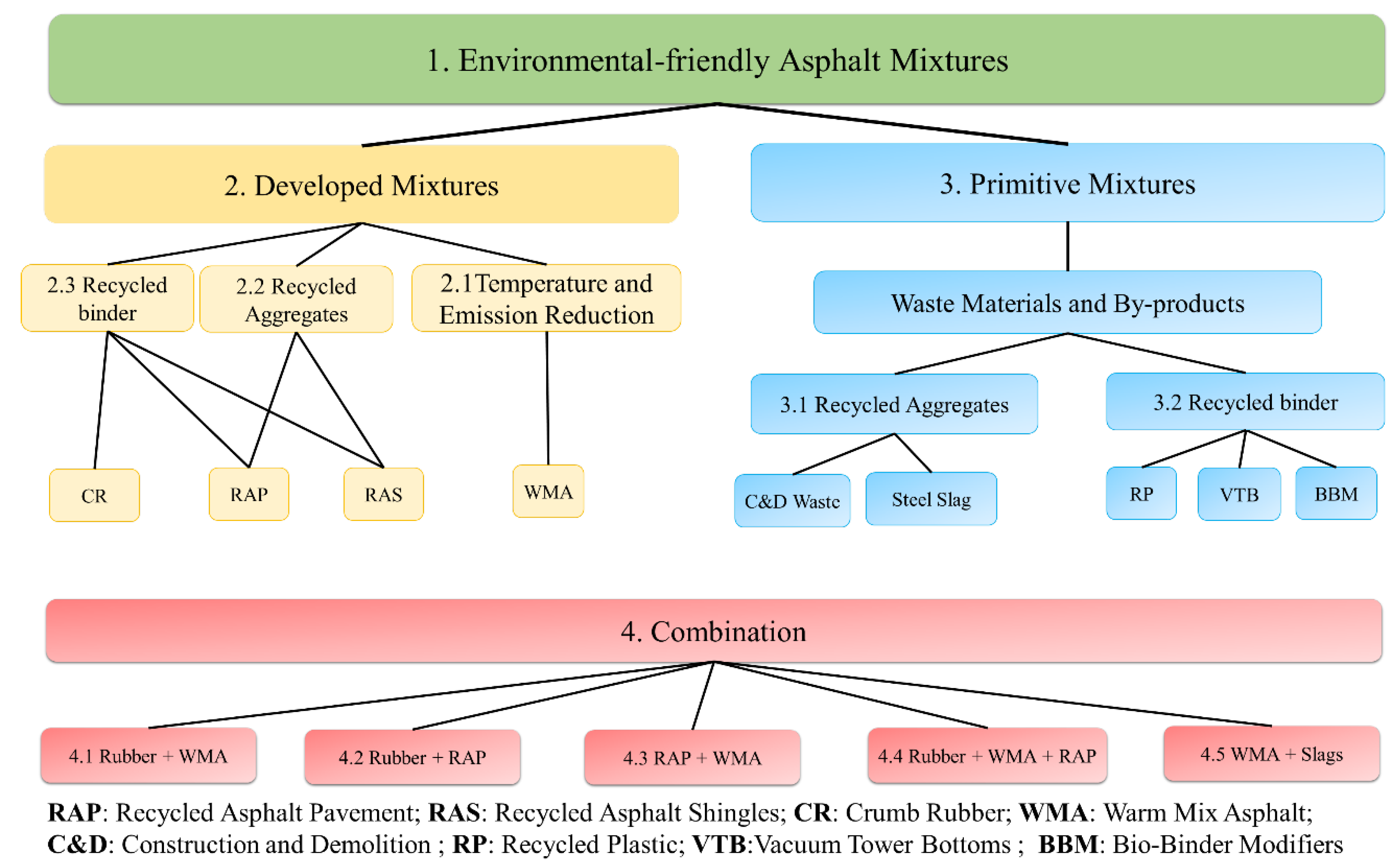{kind=link}
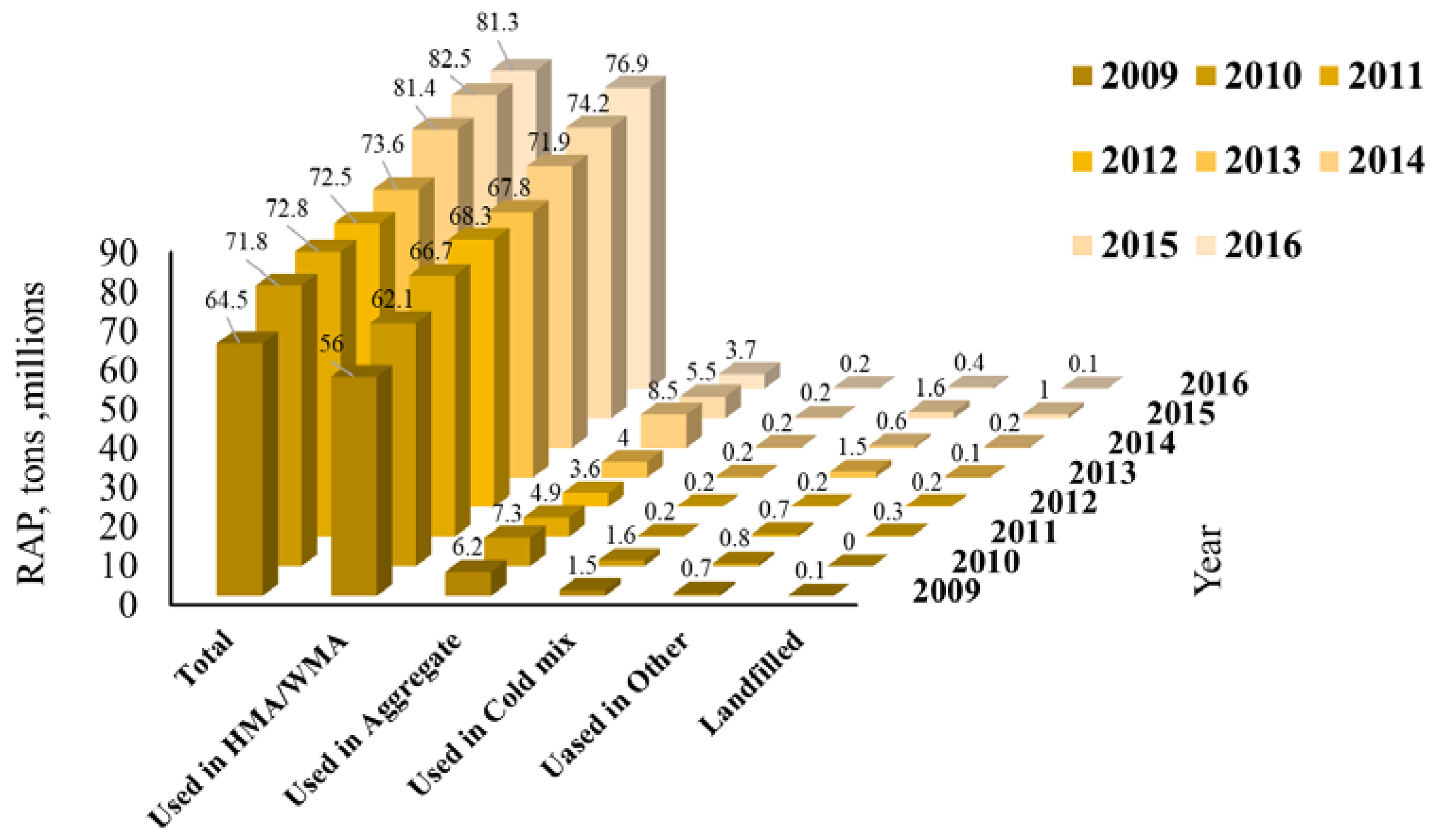{kind=link}
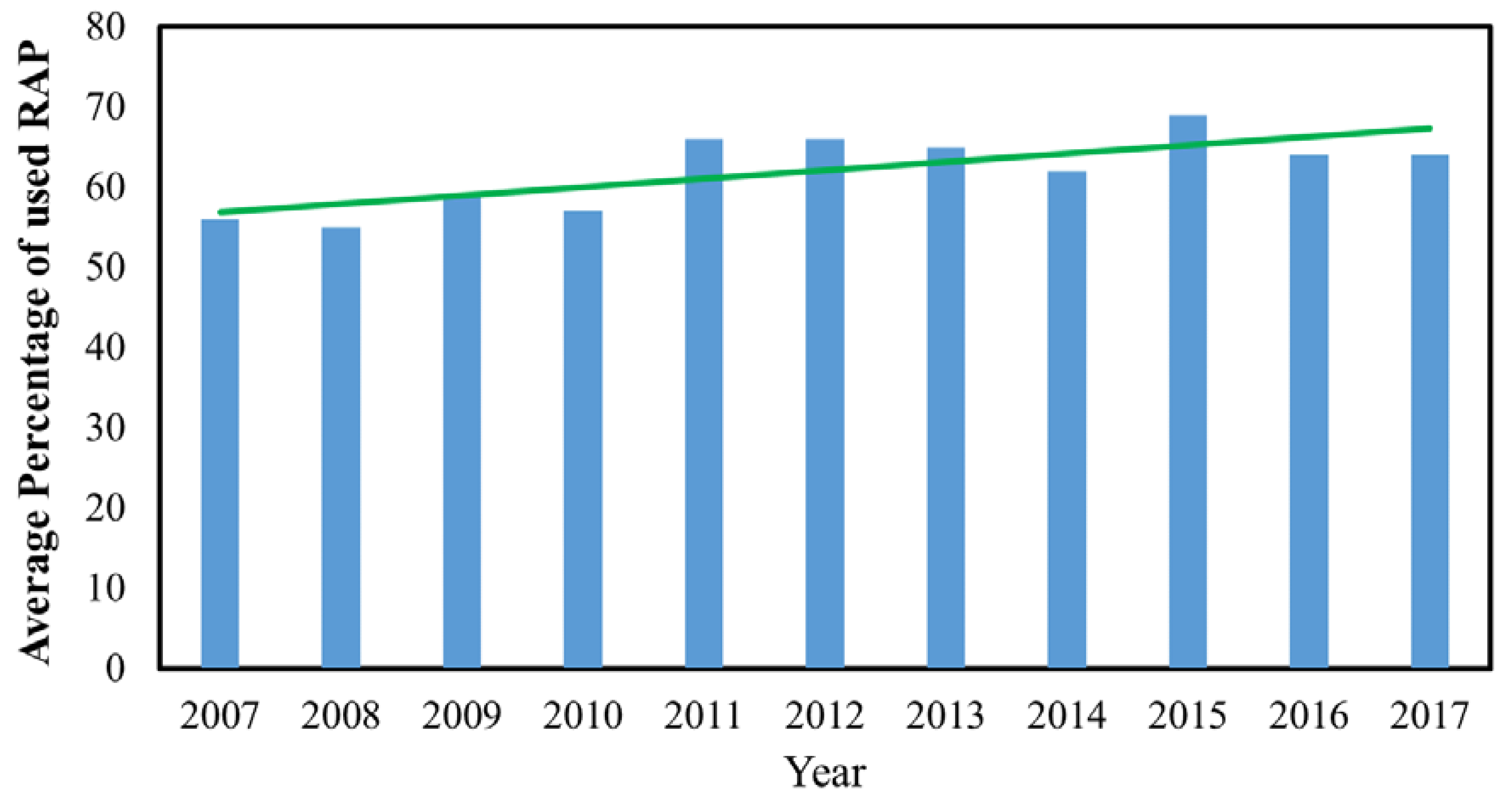{kind=link}
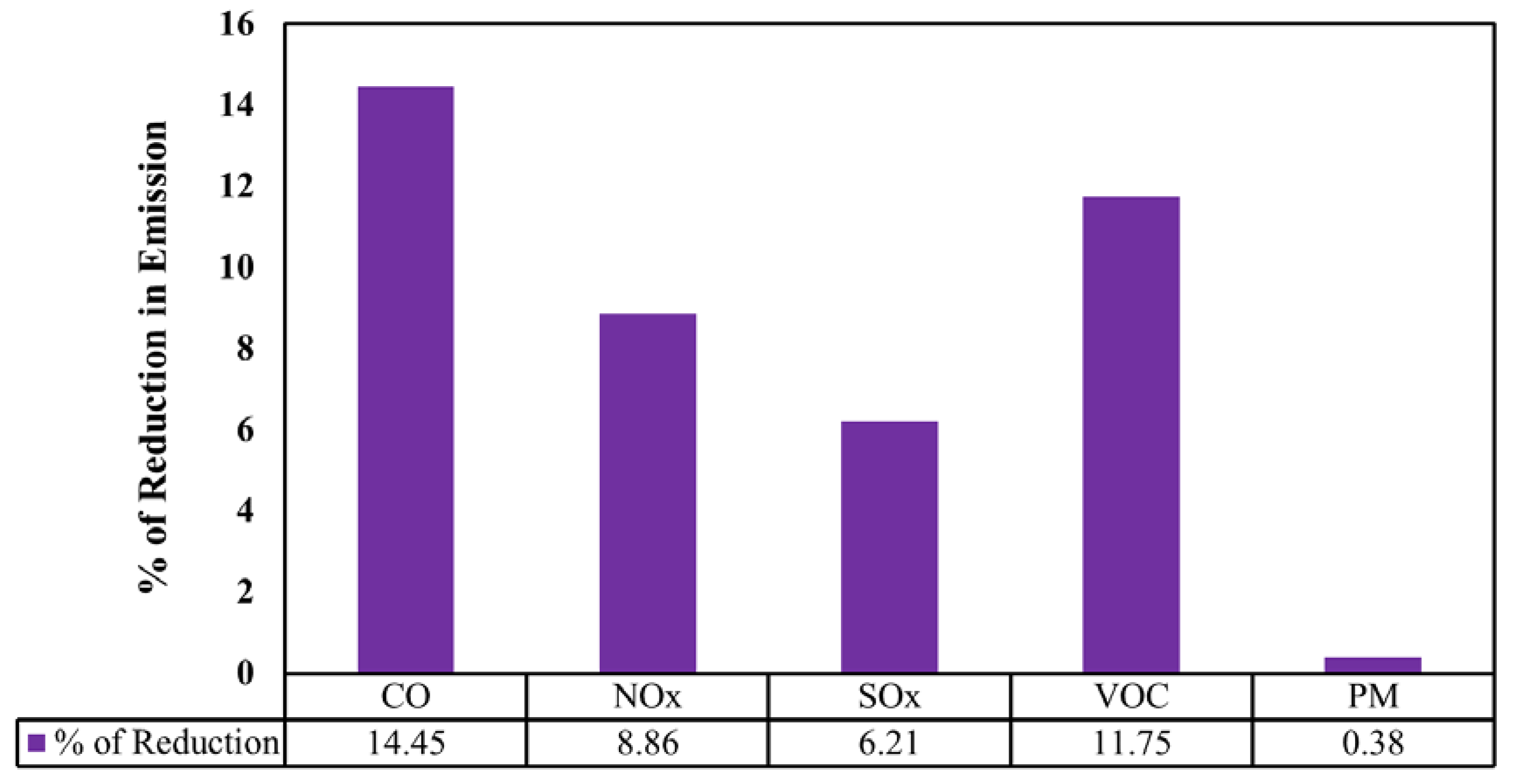{kind=link}
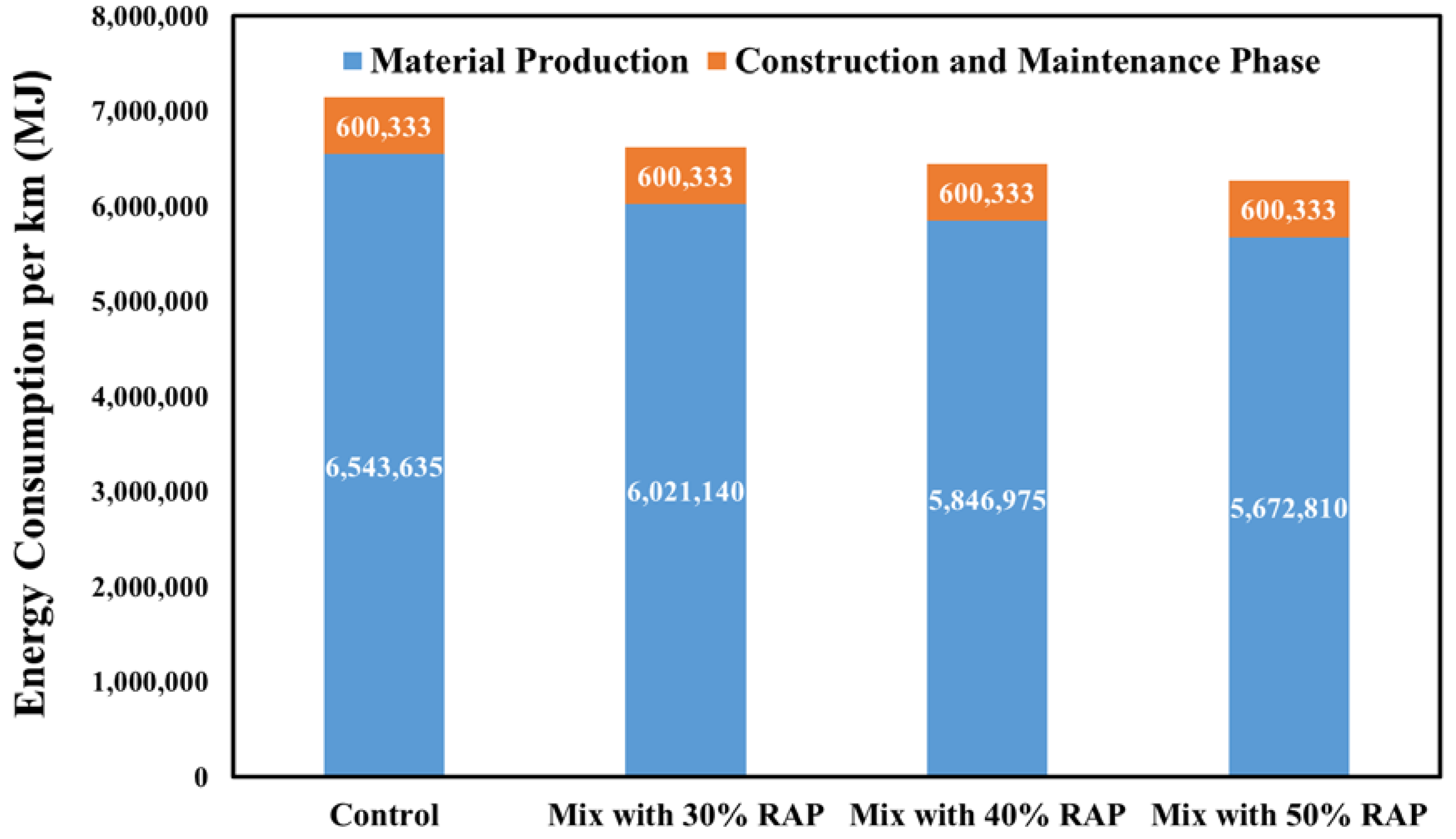{kind=link}
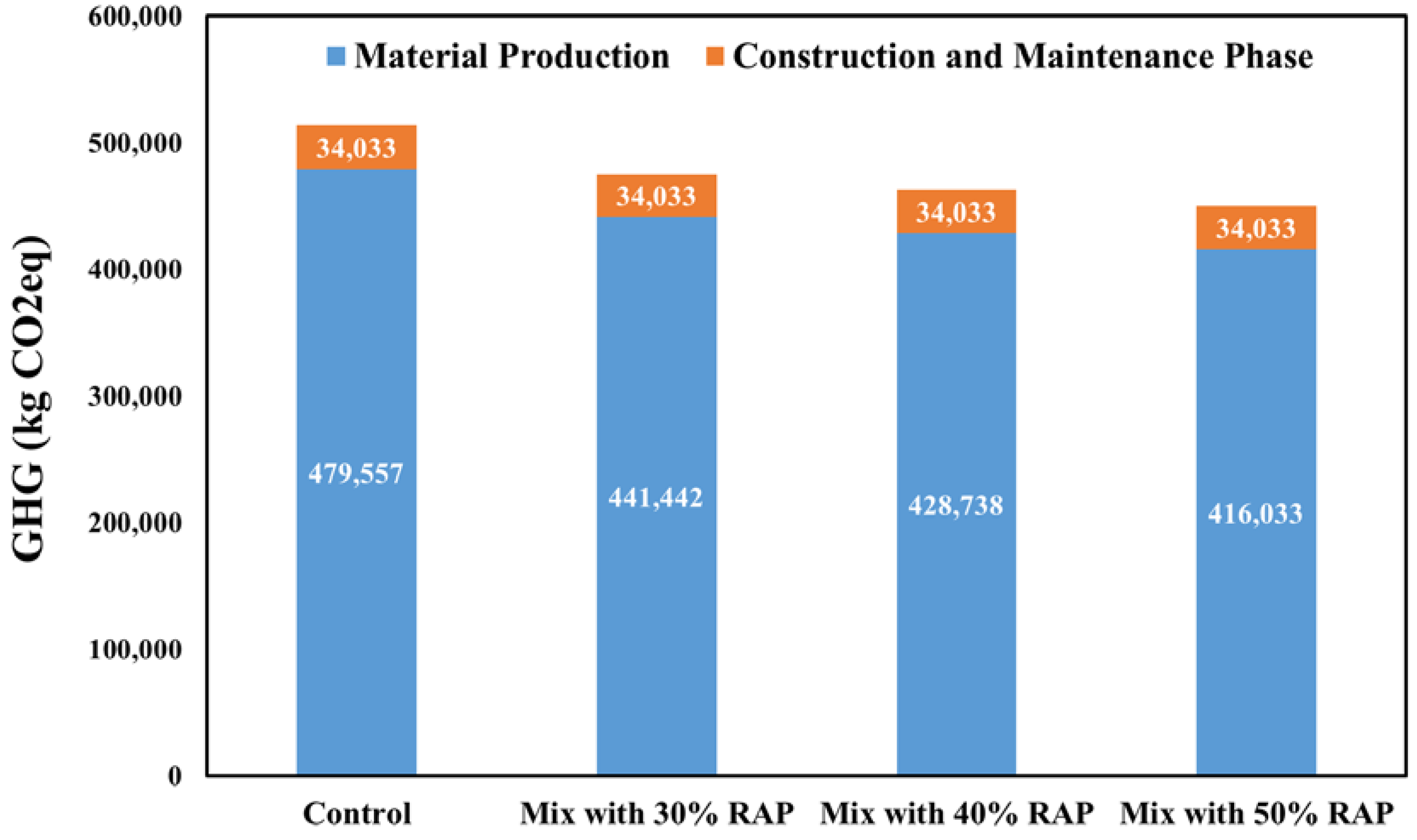{kind=link}
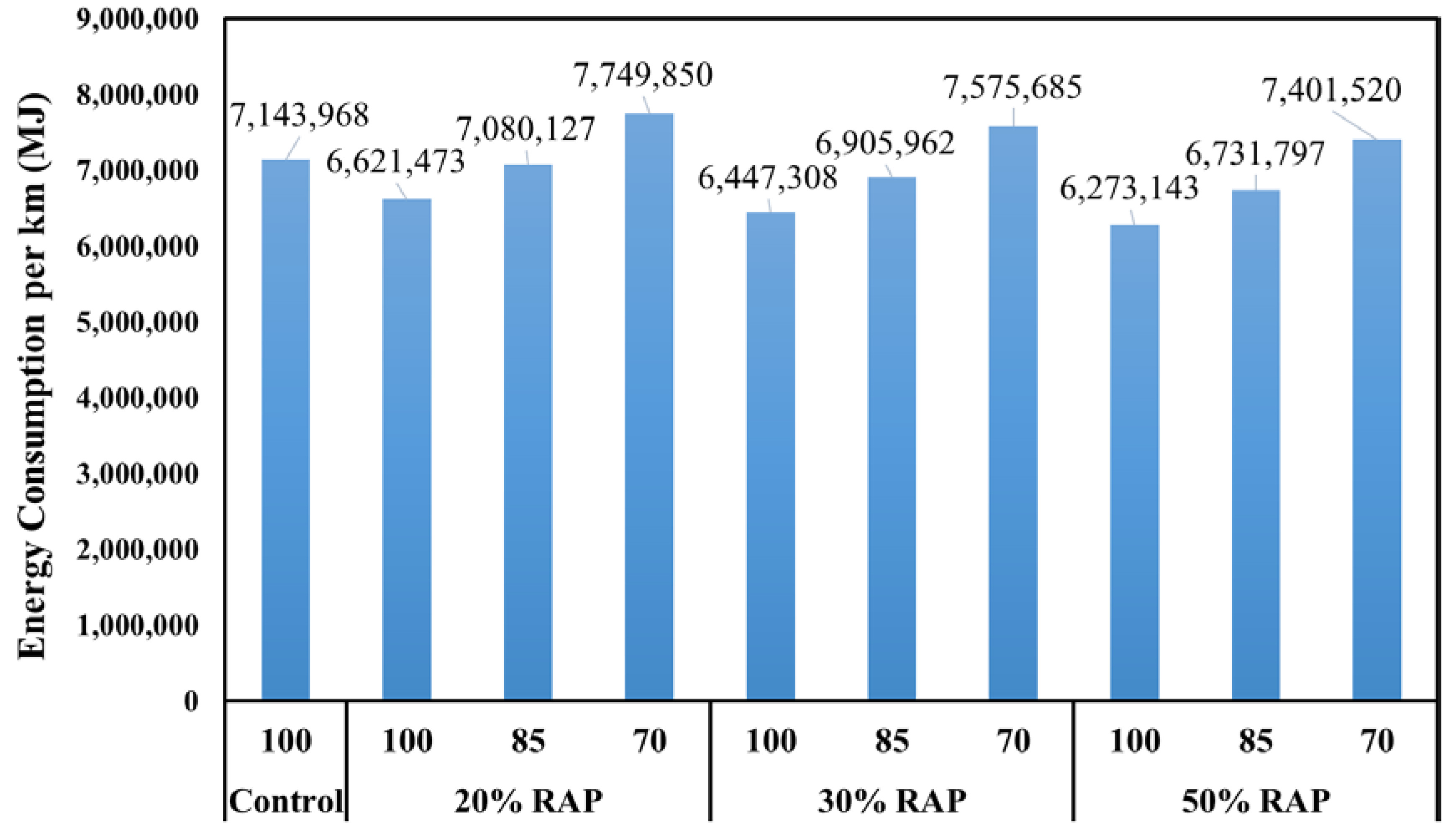{kind=link}
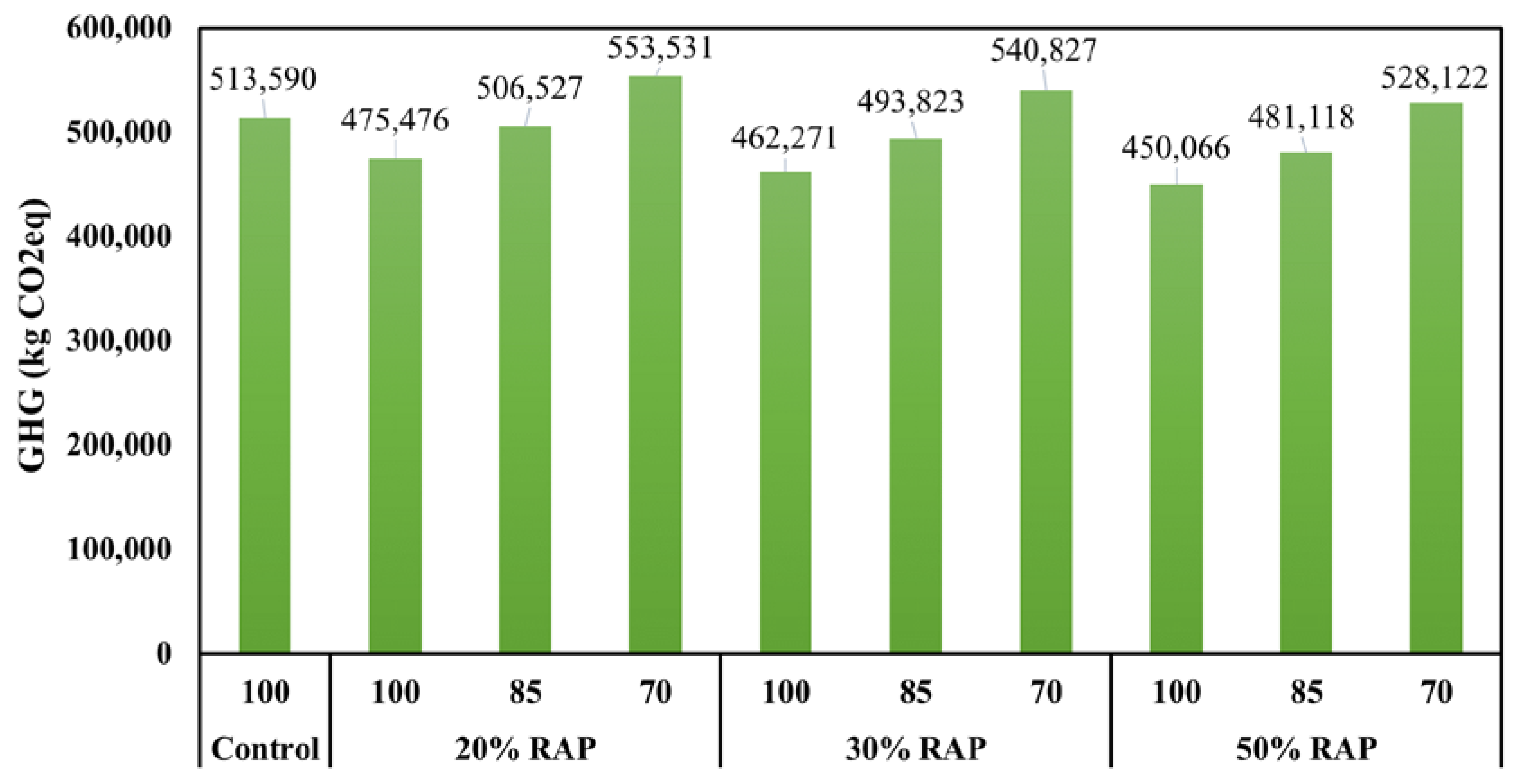{kind=link}
{kind=link}
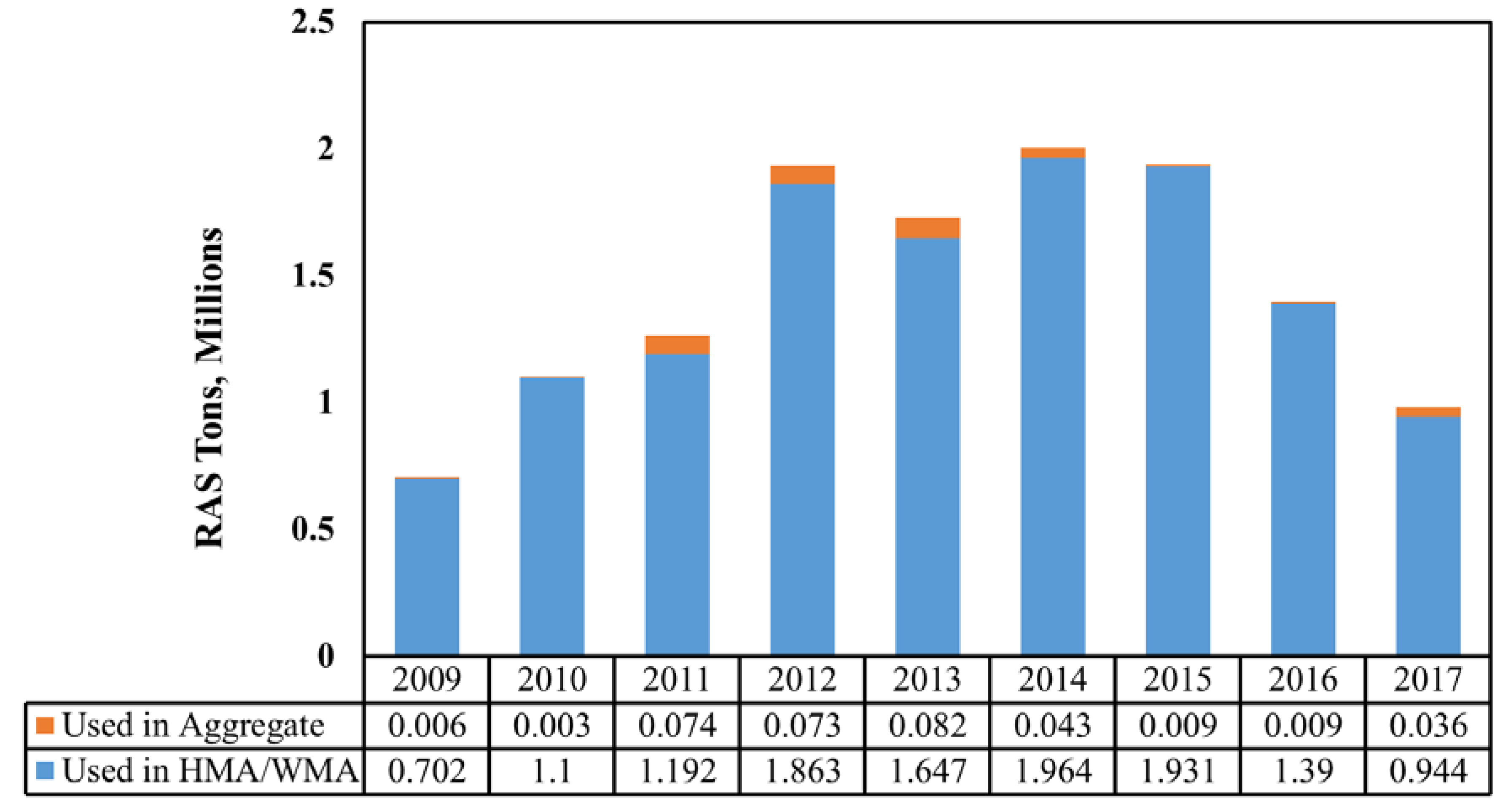{kind=link}
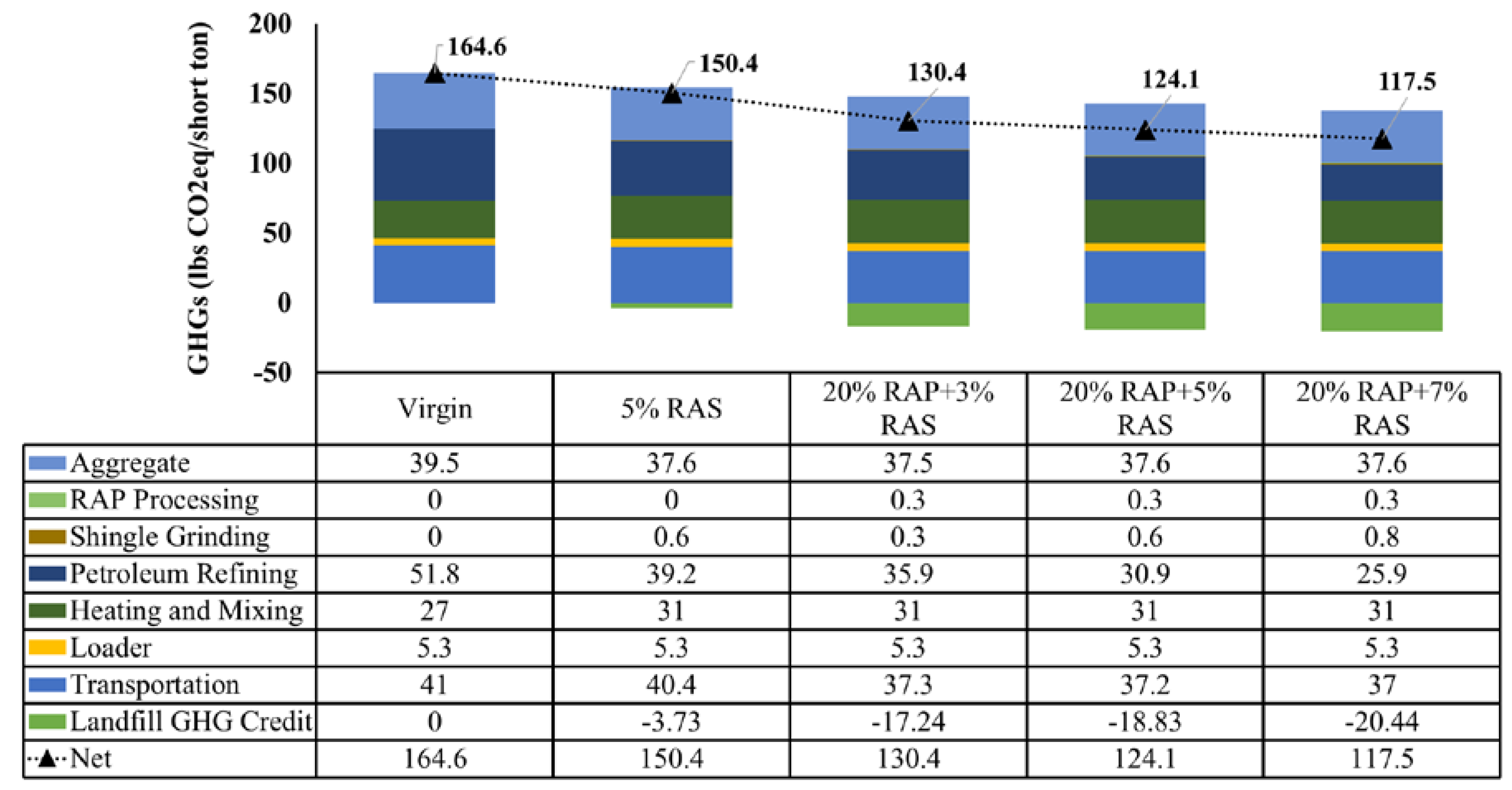{kind=link}
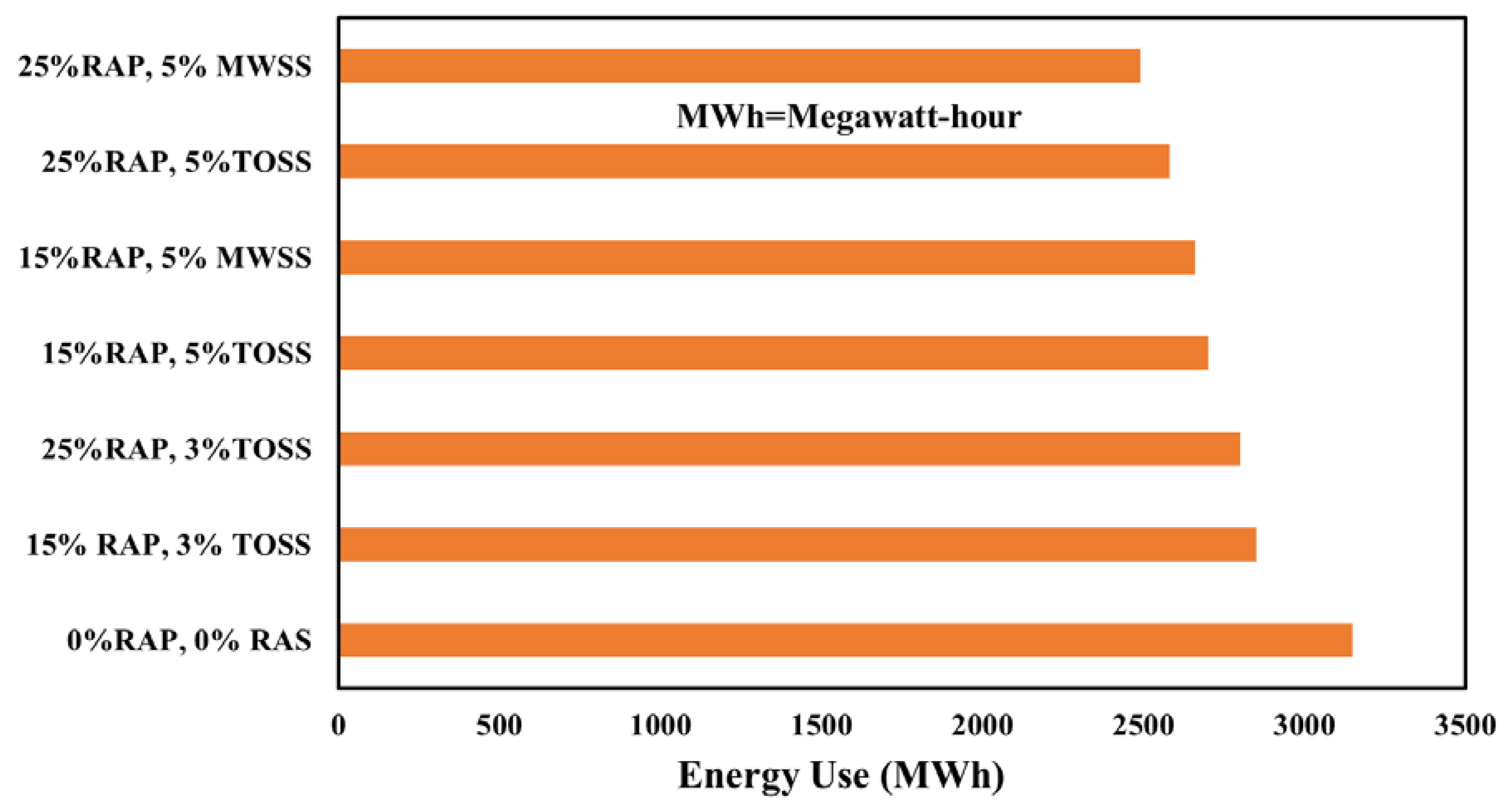{kind=link}
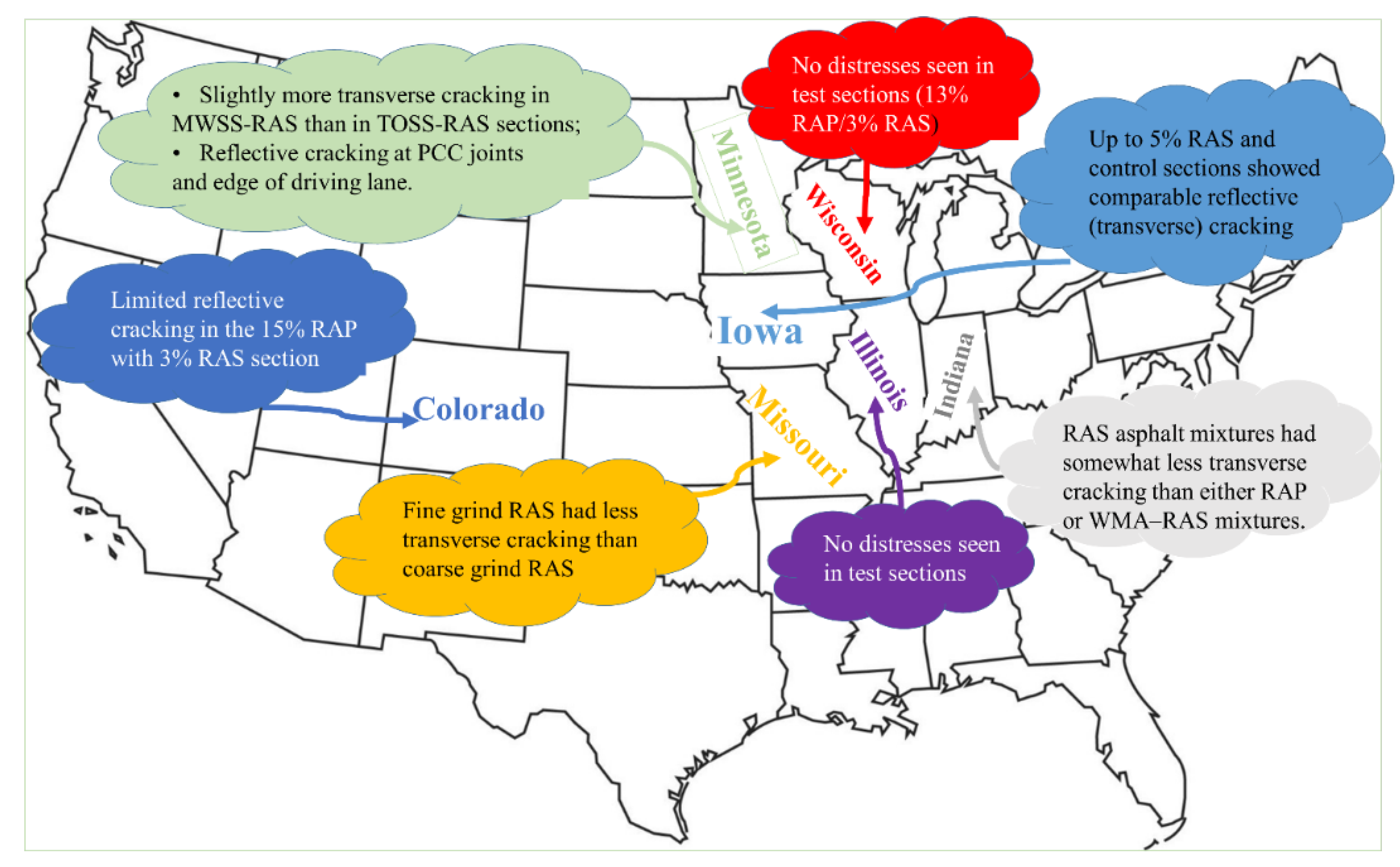{kind=link}
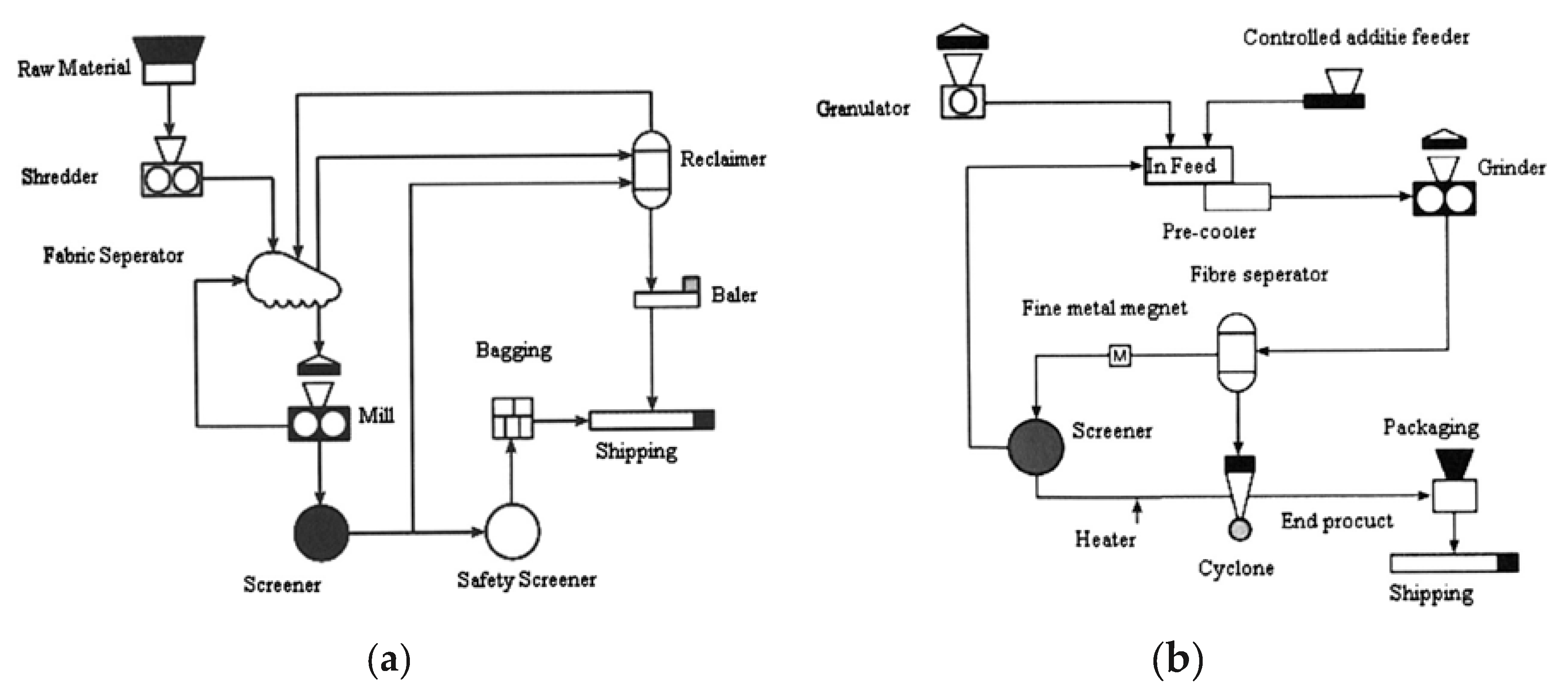{kind=link}
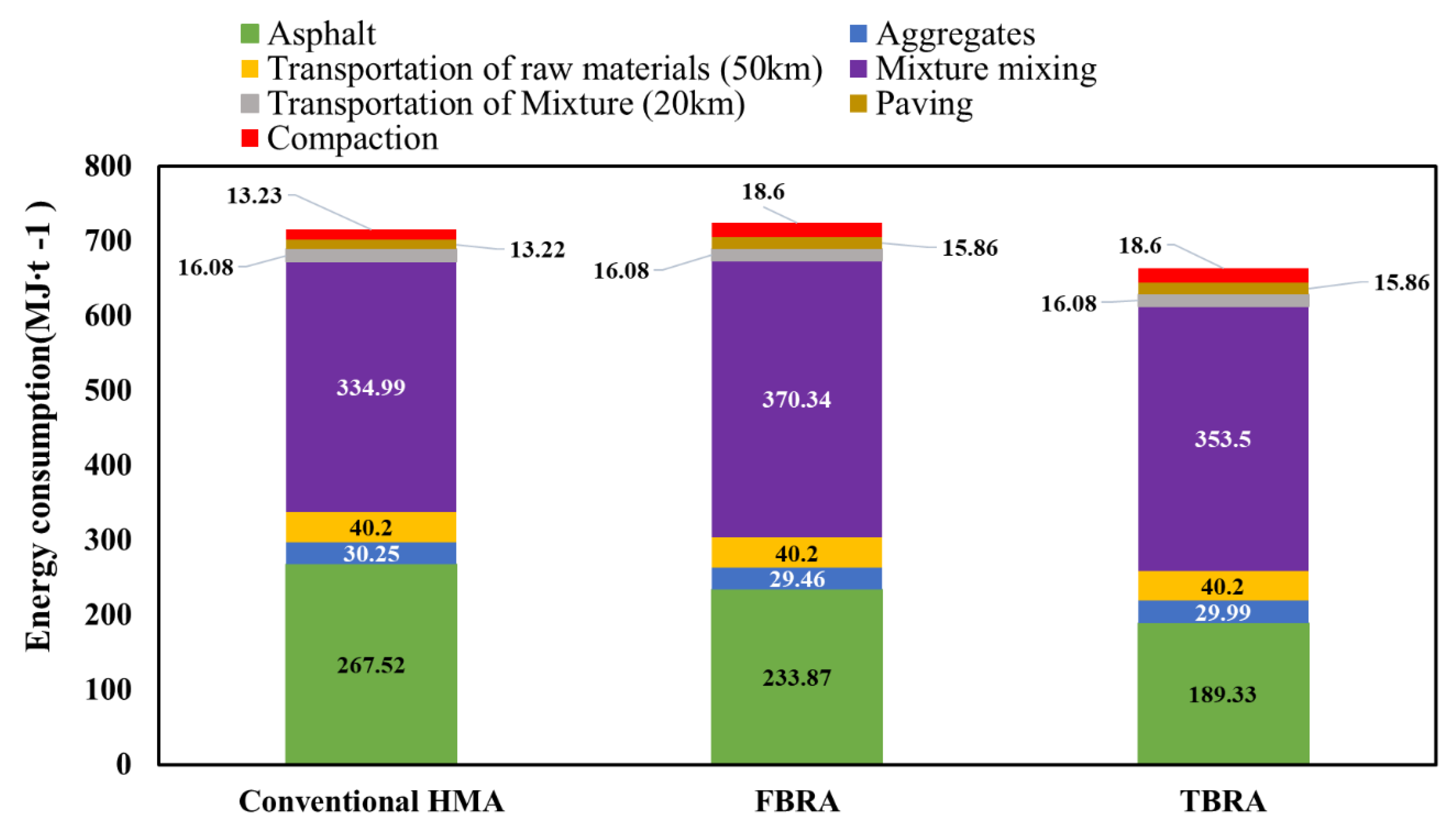{kind=link}
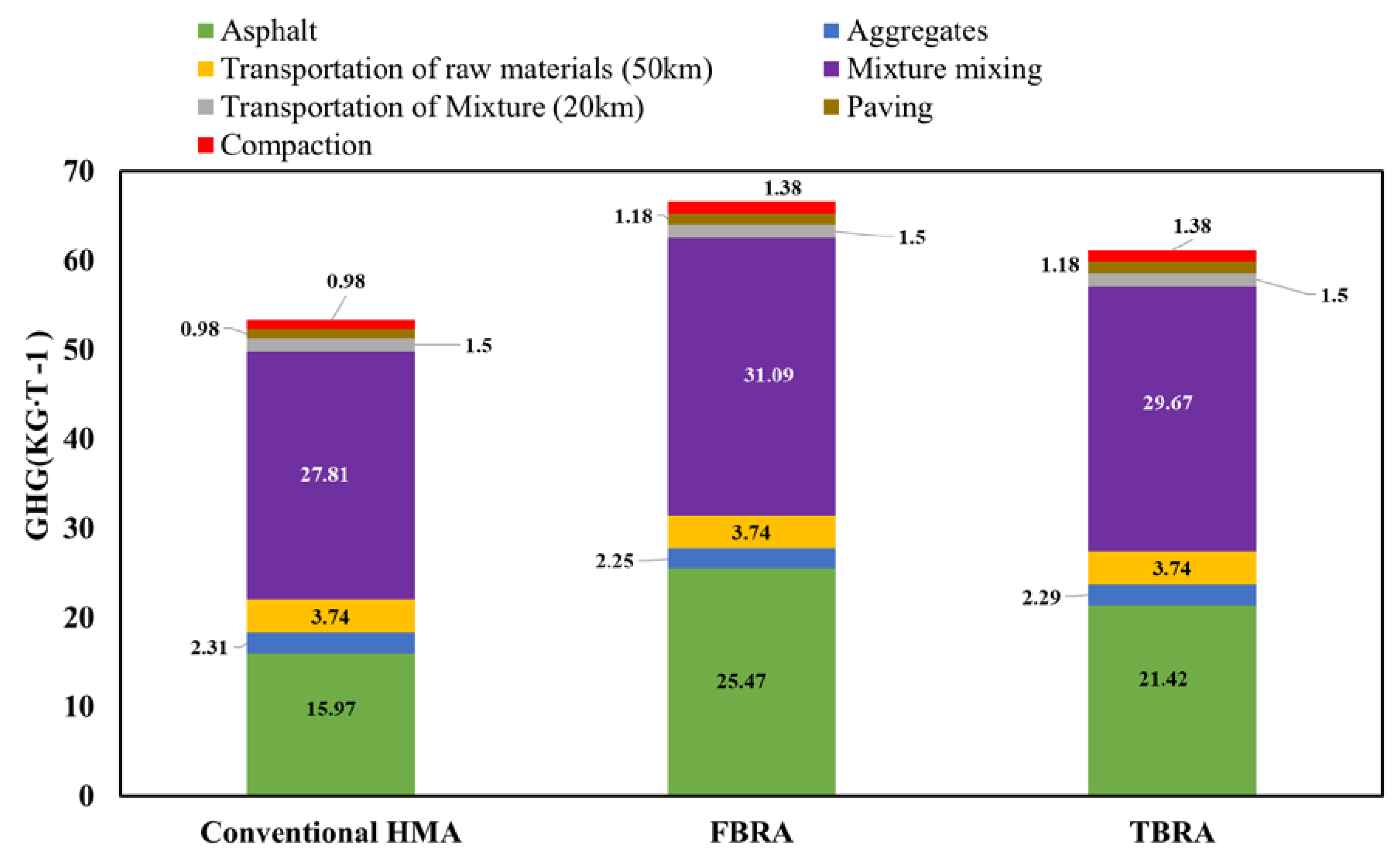{kind=link}
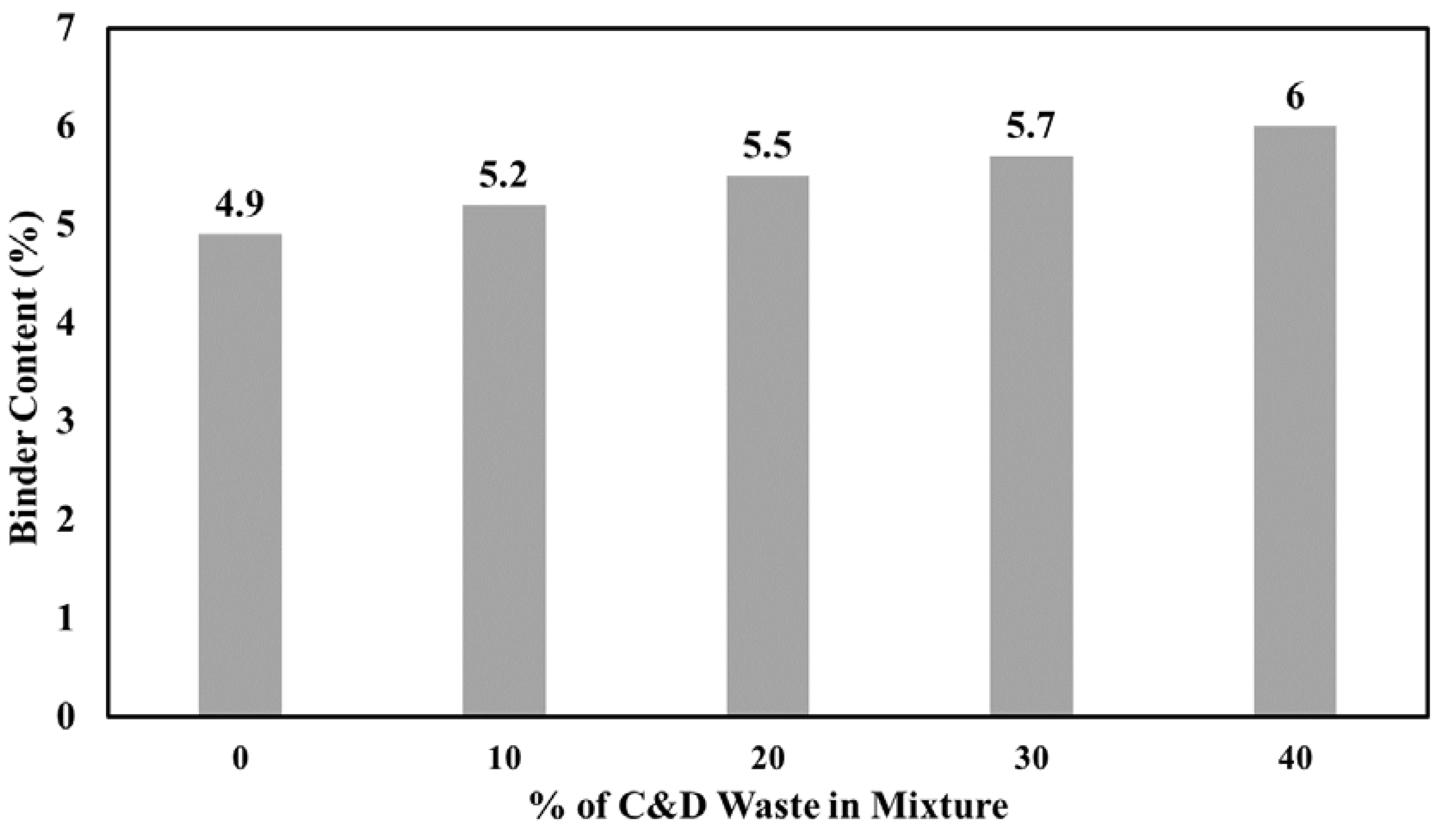{kind=link}
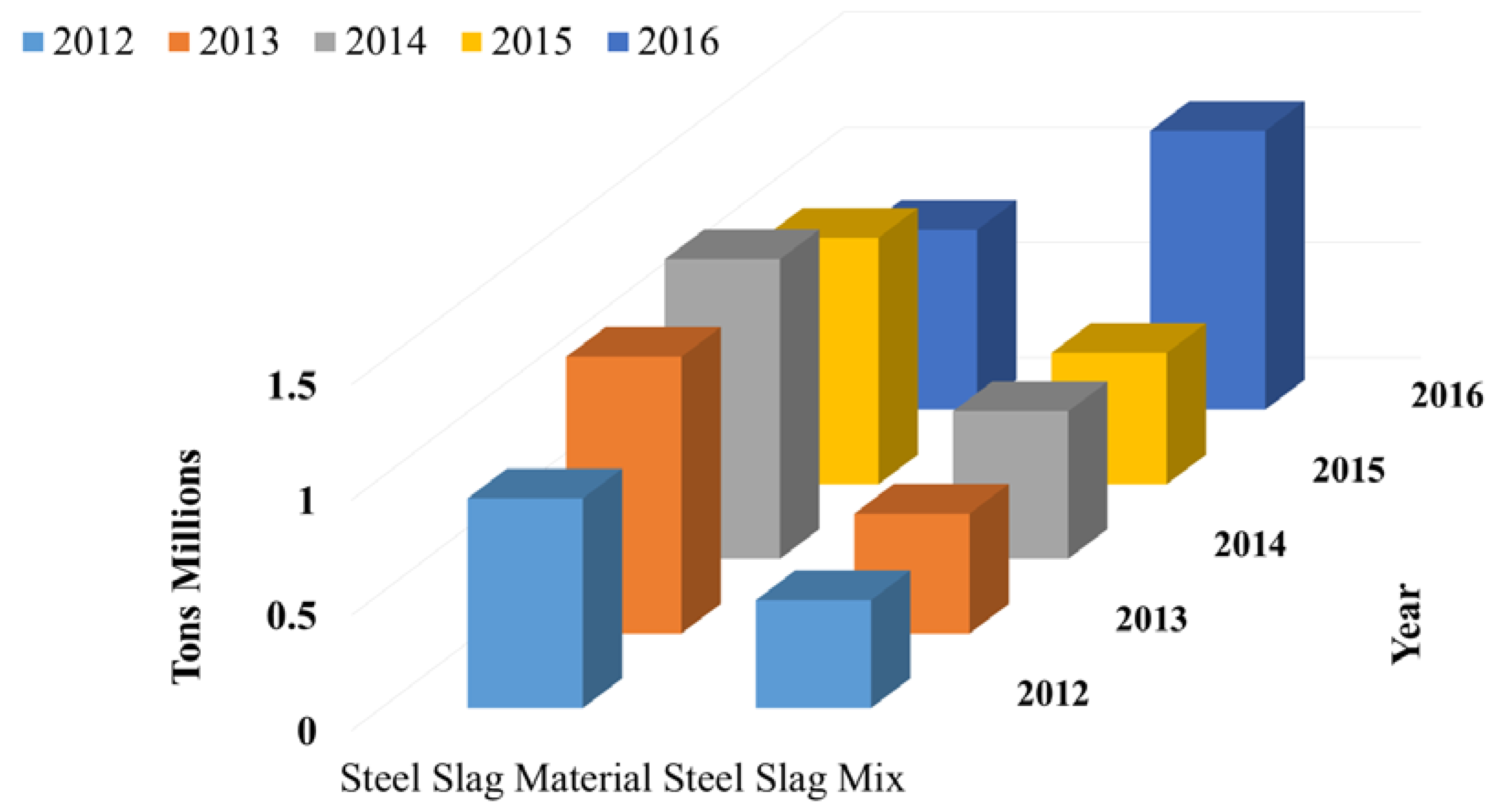{kind=link}
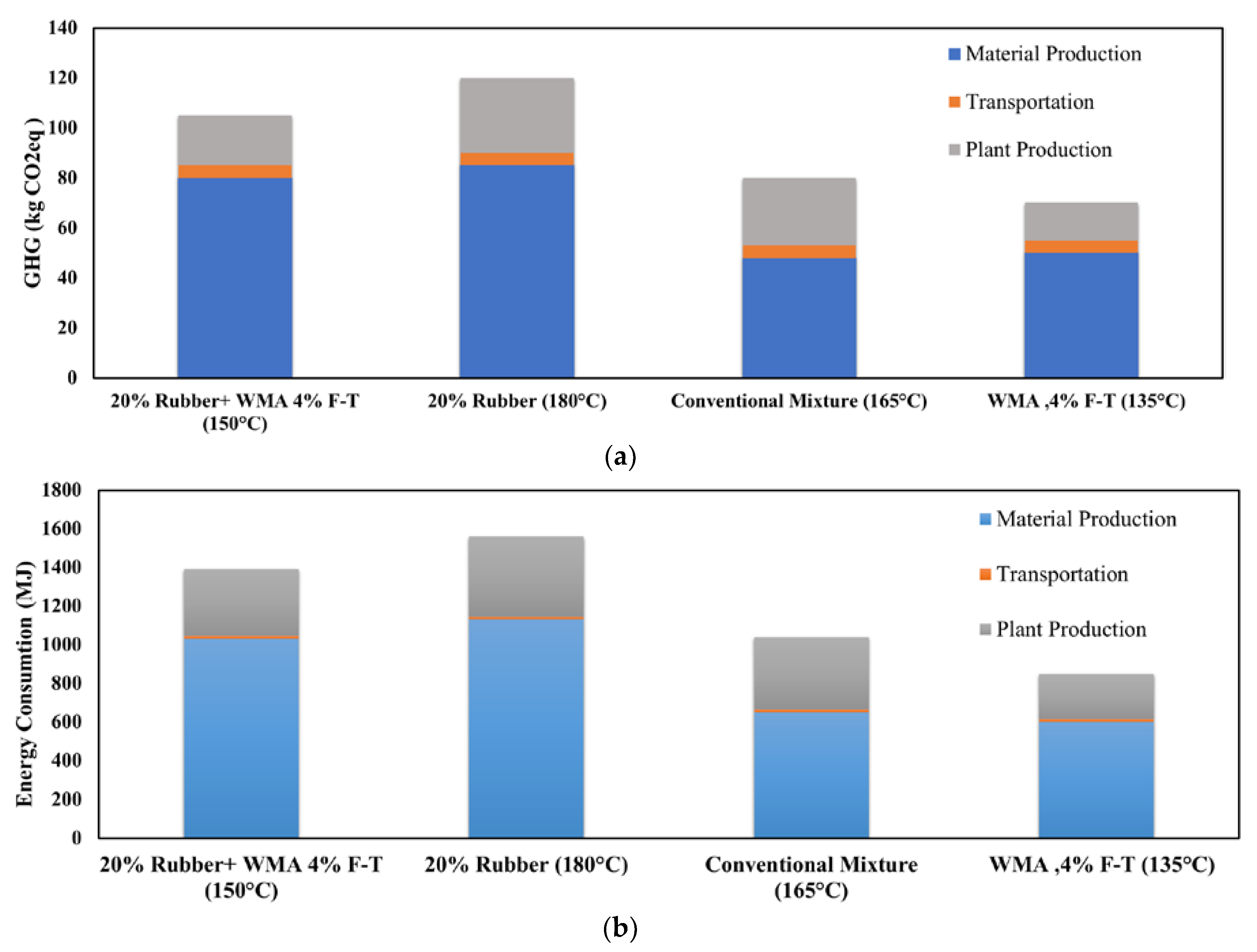{kind=link}
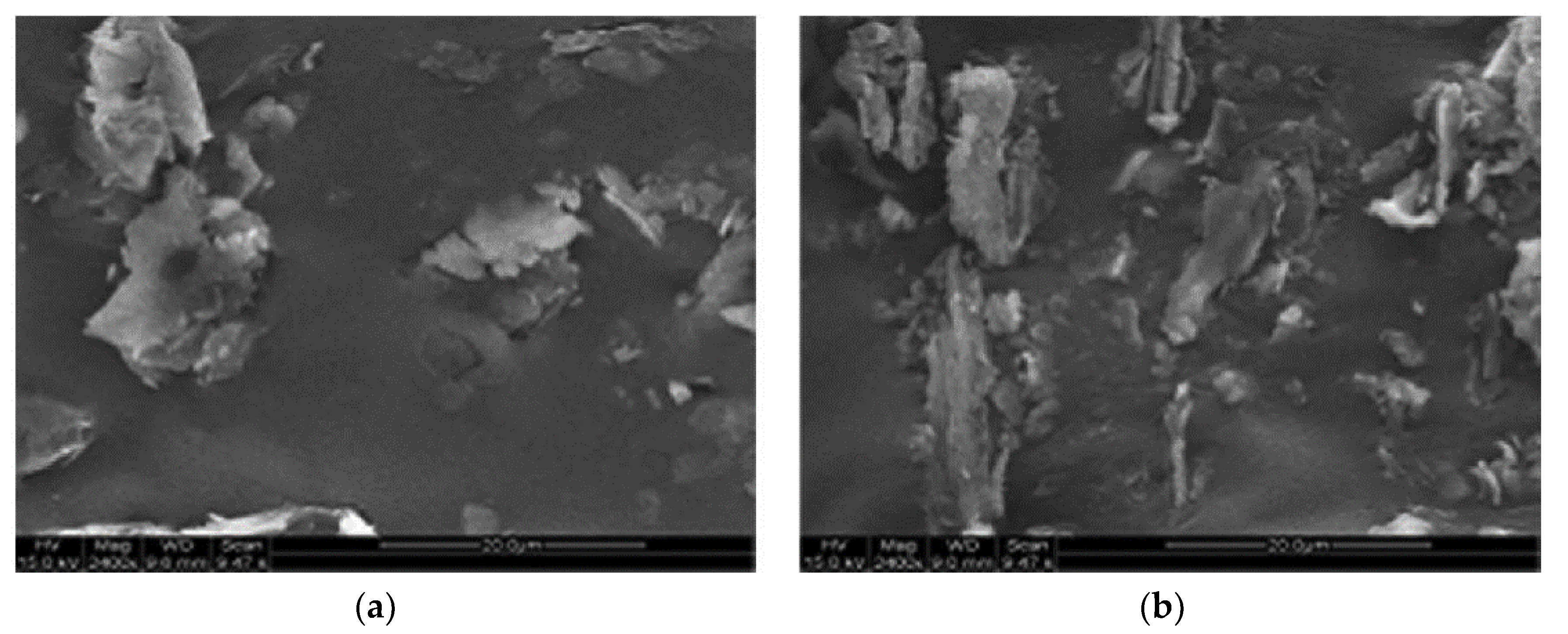{kind=link}
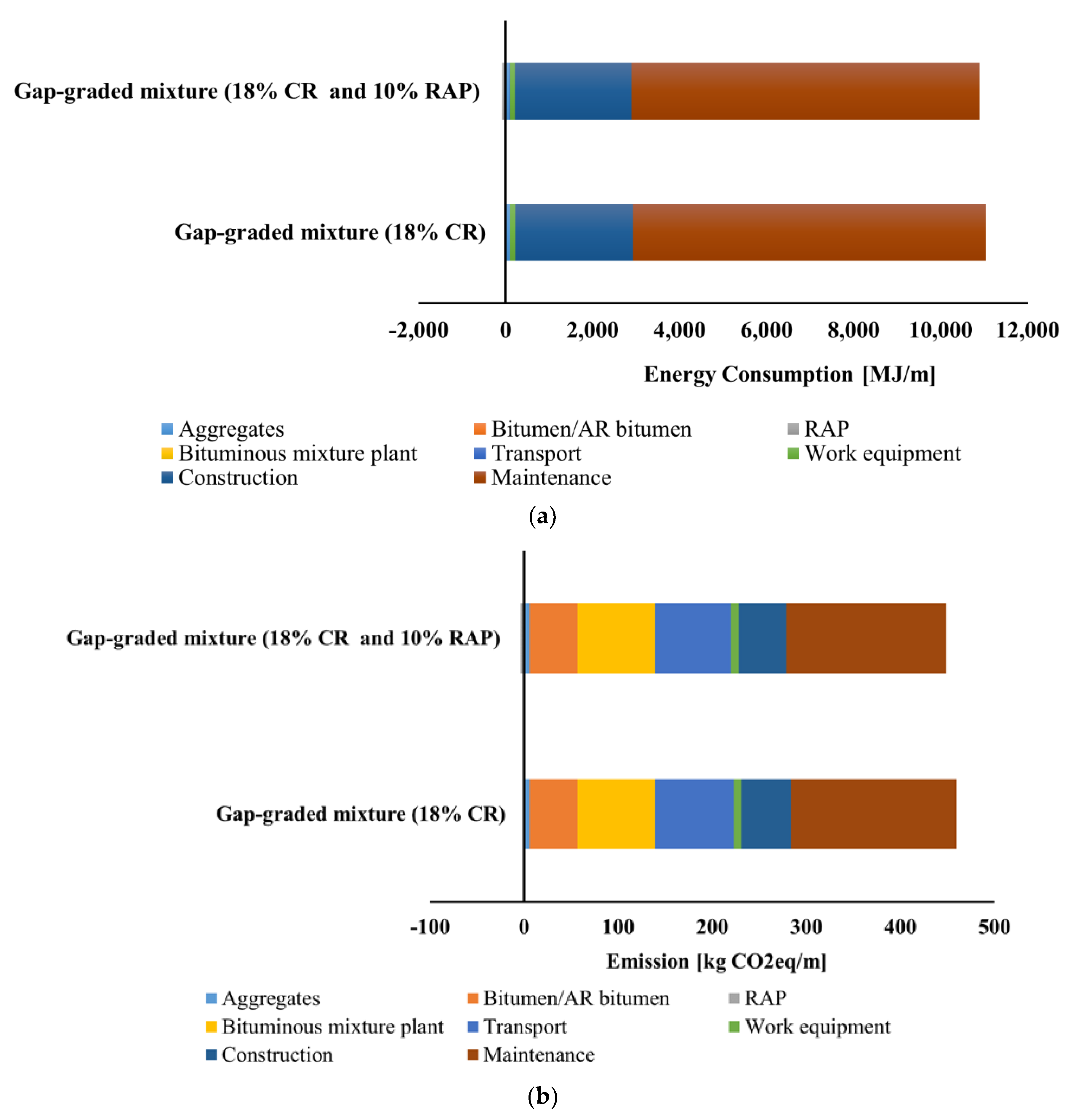{kind=link}
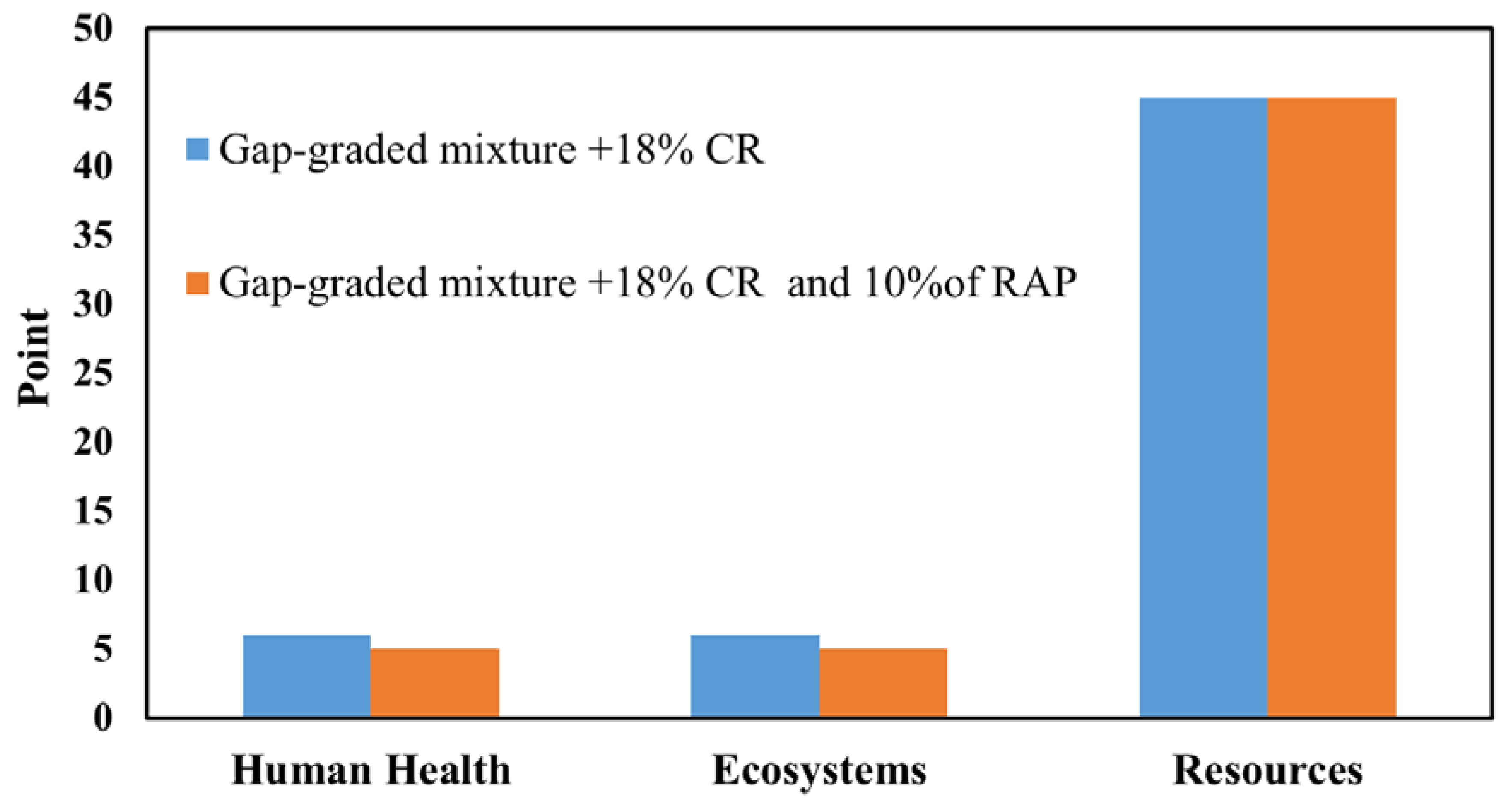{kind=link}
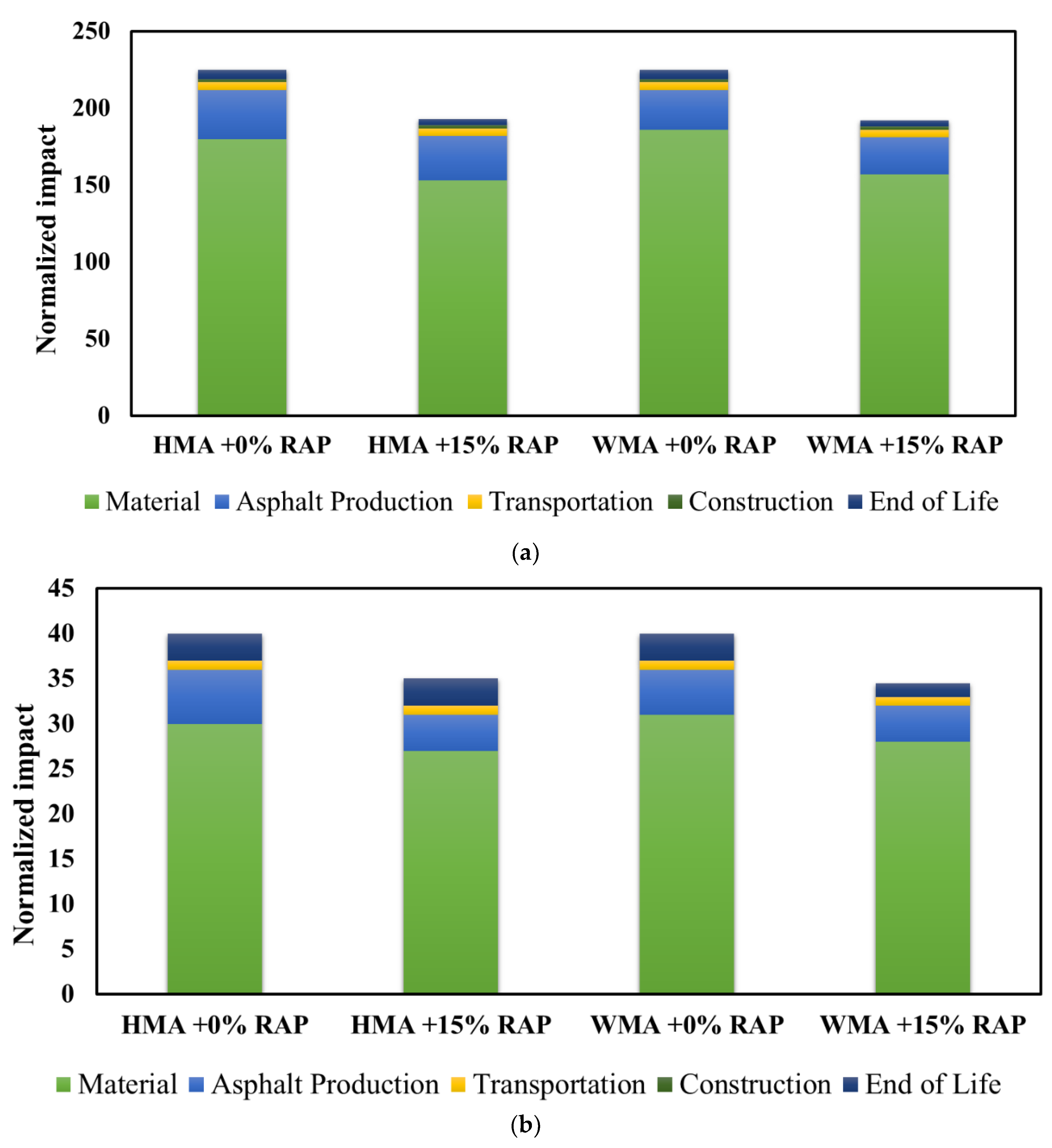{kind=link}
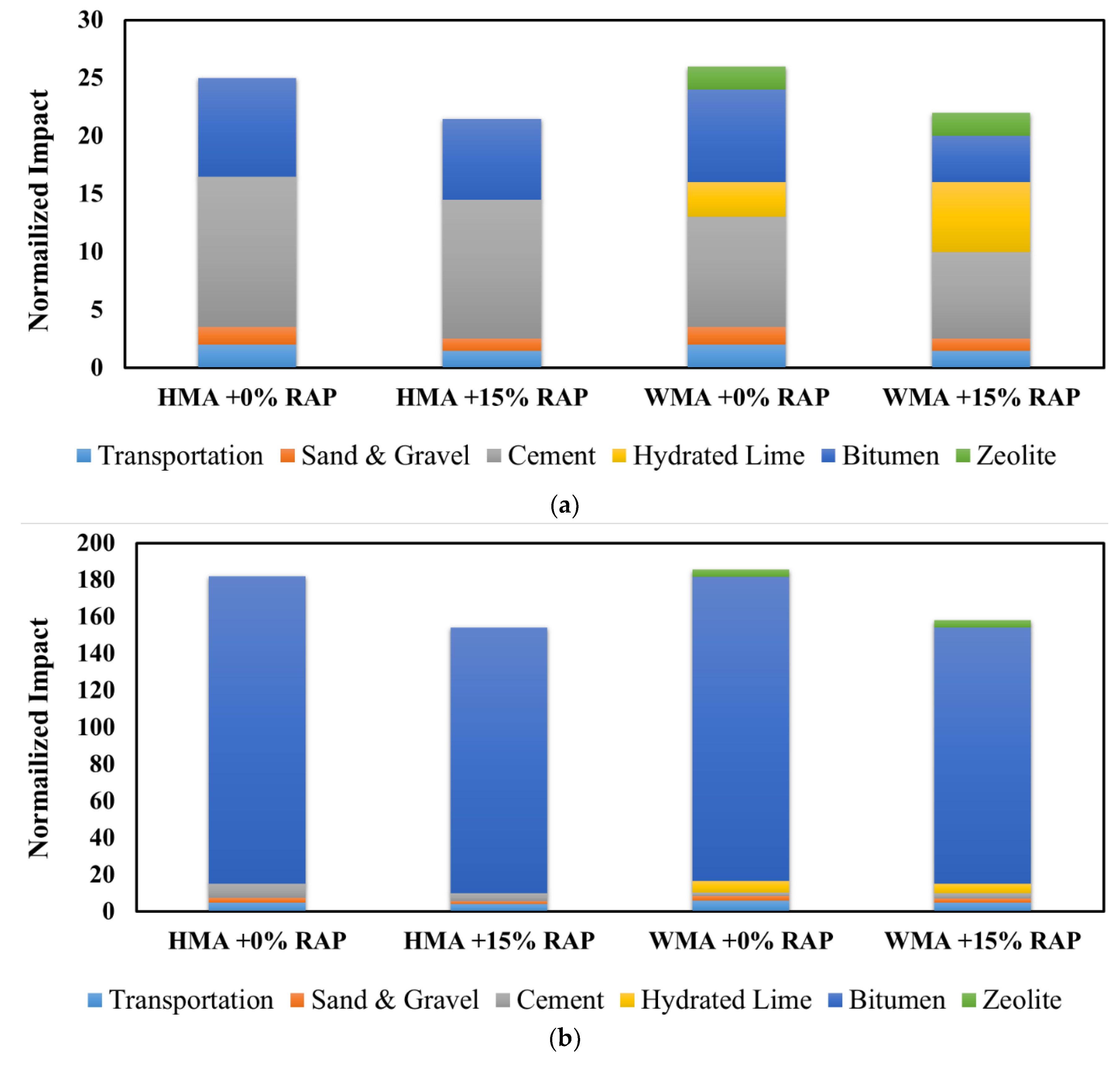{kind=link}
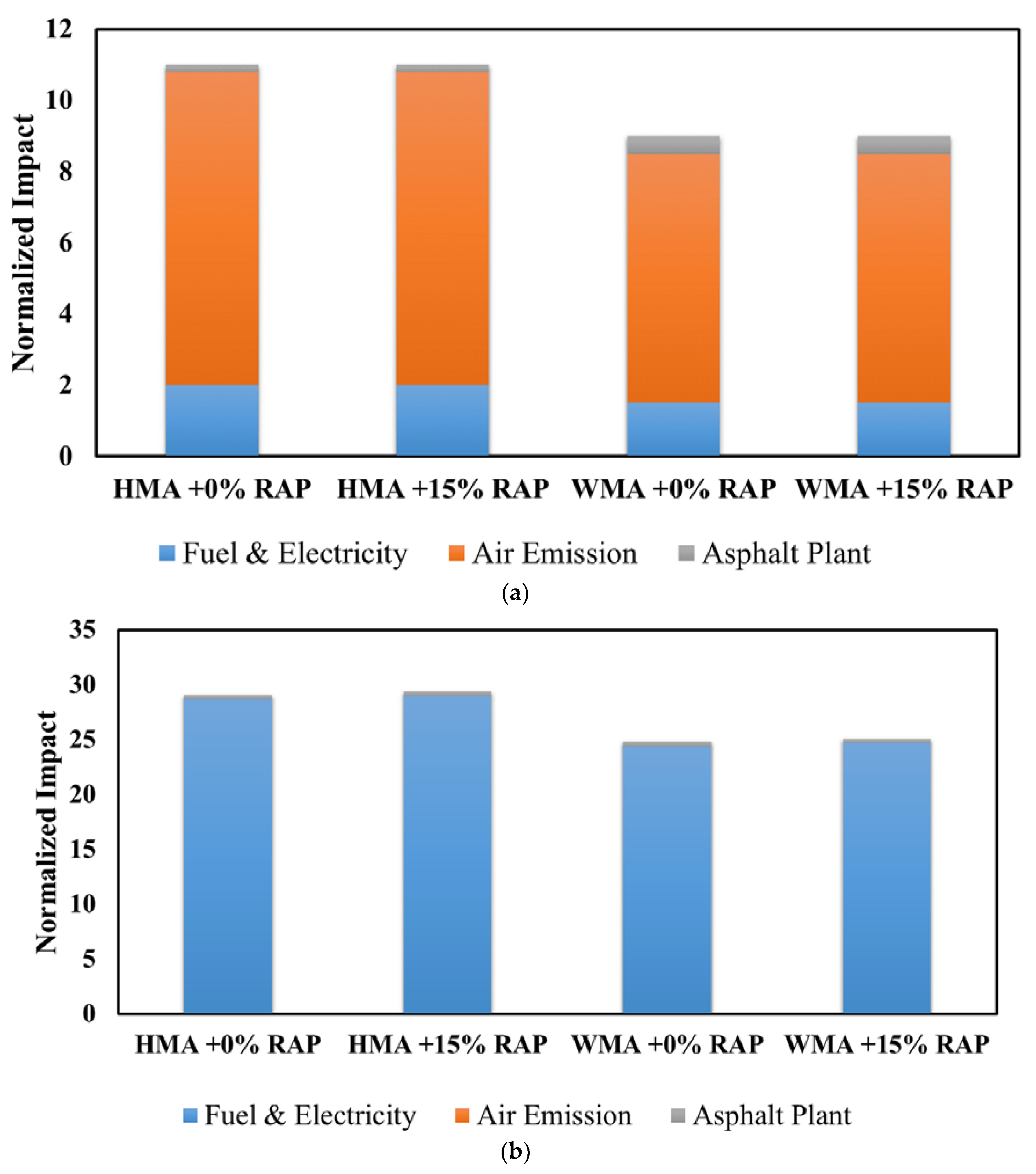{kind=link}
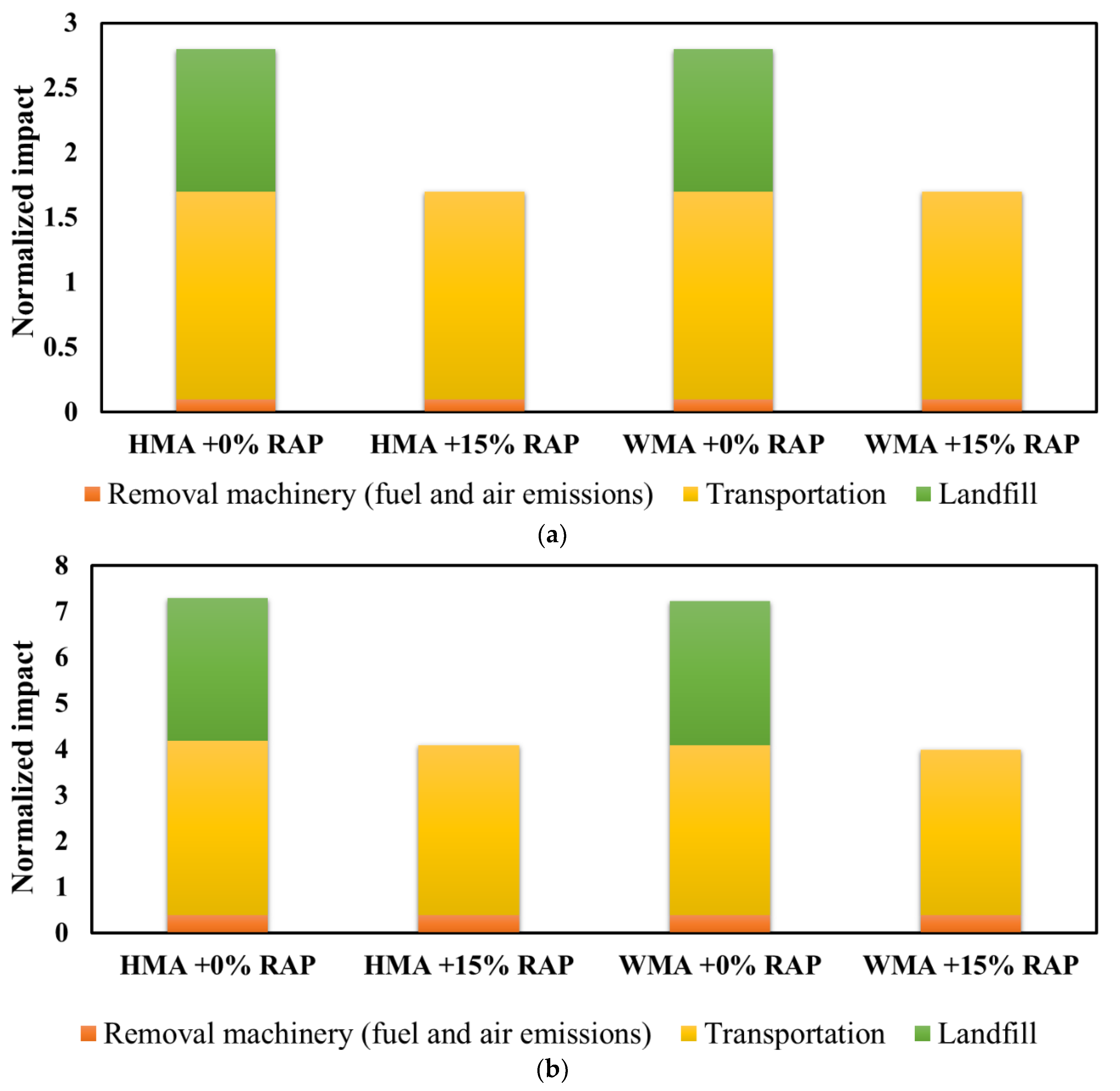{kind=link}
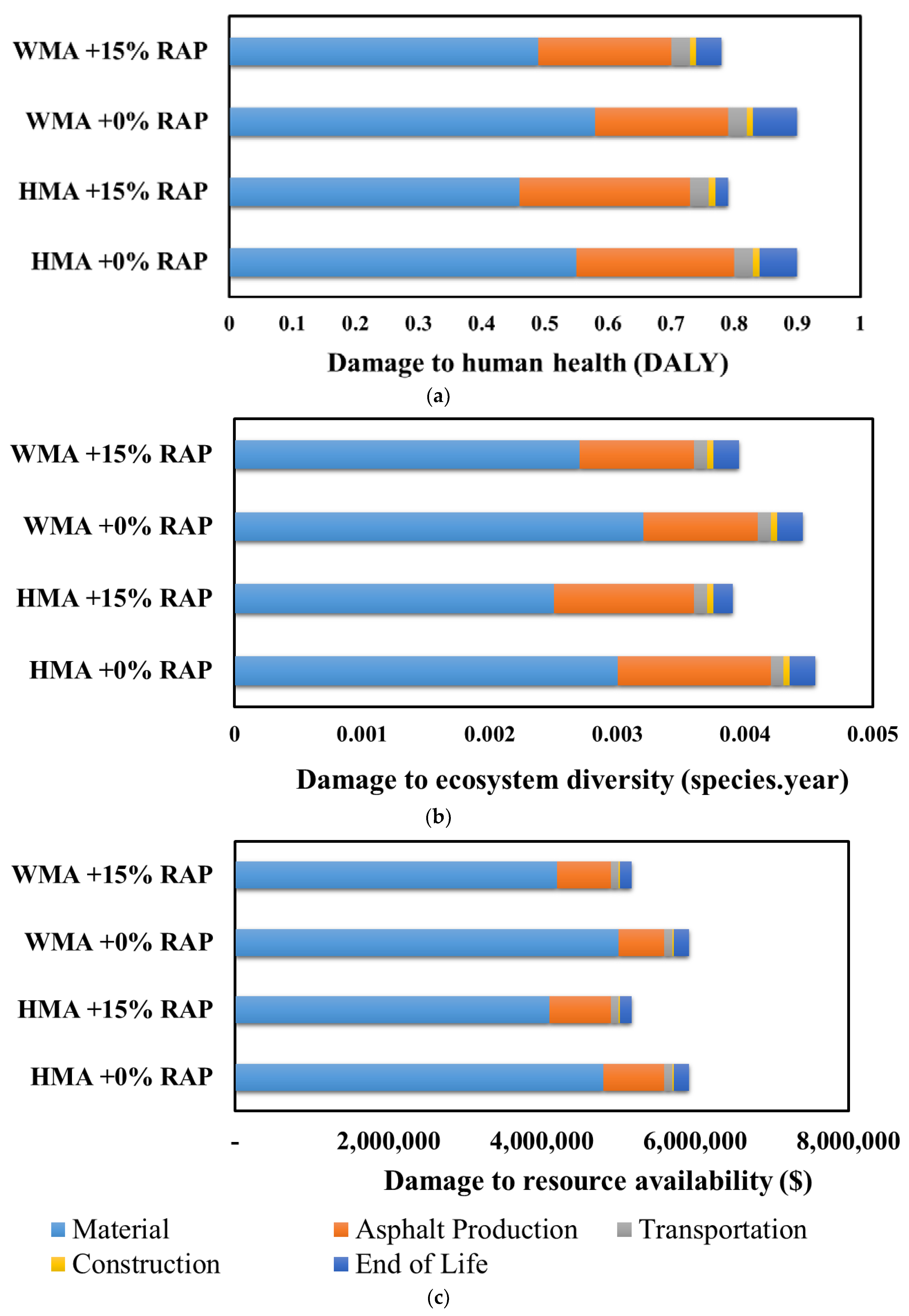{kind=link}
Table 1.
Products used in warm mix technologies (After [9]).
Table 1.
Products used in warm mix technologies (After [9]).
| WMA Processes | Product | Description | Additive Dosage | Production Temp. (Reduction Range) | |
|---|---|---|---|---|---|
| Foaming | Water-containing | Aspha-Min | Water-containing technology using zeolites | 0.3% by total weight of the mix | (20–30 °C) |
| Advera | Water-containing technology using zeolites | 0.25% by total weight of the mix | (10–30 °C) | ||
| Water-based | Double Barrel Green | Water-based foaming process | 2% water by mass of bitumen; anti-strip agent | 116–135 °C | |
| Ultrafoam GX | Water-based foaming process | 1–2% water by mass of bitumen | Not specified | ||
| LT Asphalt | Foam bitumen with hydrophilic Additive | 0.5–1% by mass of bitumen | 90 °C | ||
| WAM-Foam | Soft binder coating followed by foamed hard binder | 2–5% water by mass of the hard binder | 100–120 °C | ||
| Low Energy Asphalt | Hot coarse aggregate mixed with wet sand | 3% water with fine sand | <100 °C | ||
| Low Emission Asphalt | Hot coarse aggregate mixed with wet sand, combined with chemicals | 3% water with fine sand; 0.4% bitumen weight | 90 °C | ||
| LEAB | Direct foam with binder additive. Mixing of aggregates below water boiling point | 0.1% of bitumen weight of coating and adhesion additive | 90 °C | ||
| Organic additives | Sasobit | Fischer-Tropsch (F-T) wax | Approx. 2.5% by weight of binder in Germany; 1–1.5%, in the USA. | (20–30 °C) | |
| Rheofalt LT-70 | Fischer-Tropsch wax | 1–3% | 110–140 °C | ||
| Asphaltan B | Refined Montan wax with fatty acid amide for rolled asphalt | 2.0–4.0% by mass of bitumen | (20–30 °C) | ||
| Licomont BS | Fatty acid amide | 3.0% by mass of bitumen | (20–30 °C) | ||
| 3E LT or Ecoflex | Proprietary | not specified | (30–40 °C) | ||
| RH | polyethylene wax | 1–3% by mass of bitumen | (30 °C) | ||
| Chemical Additives | Evoterm Technologies | Chemical packages, with or without water | 0.5% of the mass of bitumen emulsion. The emulsion contains 70% of bitumen | 85–115 °C | |
| Cecabase RT | Chemical package | 0.2–0.4% by mixture weight | (30 °C) | ||
| Rediset | Cationic surfactants and an organic additive | 1.5–2% of bitumen weight | (30 °C) | ||
| Revix | Surface-active agents, waxes, processing aids, polymers | Not specified | (15–25 °C) | ||
| Iterlow T | 0.3–0.5% by mass of bitumen | 120 °C | |||
| Zycothem | Nanomaterial liquid anti-strip agent | 0.1–0.15% by mass of bitumen | (~20 °C) | ||
Table 2.
Production Cost of WMA [17].
Table 2.
Production Cost of WMA [17].
| Fuel Source | Price of Additive (USD per Ton) | Reduced Energy Costs (USD per Ton) | Increased Production Cost (USD per Ton) | ||||
|---|---|---|---|---|---|---|---|
| Oil Fuel (Iceland) | Diesel (HI, USA) | Natural Gas (IL, USA) | Oil Fuel (Iceland) | Diesel (HI, USA) | Natural Gas (IL, USA) | ||
| WMA 20% (Sasobit) | 1.3–2.6 | 1.3 | 1.7 | 0.6 | 0–1.3 | −0.4–0.9 | 0.6–2 |
| WMA 30%(Aspha-min) | 3.96 | 1.9 | 2.6 | 0.83 | 2.06 | 1.36 | 3.13 |
| WMA 40% (Foam) | 0.3 | 2.6 | 3.5 | 1.1 | −2.3 | −3.2 | −0.8 |
Table 3.
Percentage of gas emissions reduction due to WMA from different countries’ data.
| Emission Component | Oliveira et al. [18] | Middleton and Forfylow [19] | Vaitkus et al. [20] | Powers [21] | D’Angelo et al. [6]; Capitão et al. [22] | McIver [23] | Davidson and Pedlow [24] | Larsen et al. [25] | De Groot et al. [26] |
|---|---|---|---|---|---|---|---|---|---|
| CO2 | 32 | 10.9 | 30–40 | 13.8 | 15–40 | 46 | 17.4 | 31.4 | 31 |
| SO2 | 24 | −14.3 | 35 | - | 20–35 | 81 | −17.2 | - | - |
| VOC | - | - | 50 | 31.9 | 50 | 30 | 20 | - | - |
| CO | 18 | 10.4 | 10–30 | - | 10–30 | 63 | 19.5 | 28.5 | 29 |
| NOX | 33 | 8.3 | 60–70 | 16.1 | 60–70 | 58 | 20 | 61.5 | 62 |
| Dust | - | - | 20–25 | - | 25–55 | - | - | - | - |
Table 4.
A summary of cost and economic benefit for WMA technologies (after [7]).
Table 4.
A summary of cost and economic benefit for WMA technologies (after [7]).
| Cost and Potential Economic Benefits | WMA Type | ||
|---|---|---|---|
| Water Injection Foaming | Additive | ||
| Typical technology cost ($/ton) | $0.08 | $2.50 | |
| Assumed temperature reduction (°C) | 13 | 25 | |
| Typical energy savings ($/ton) | Natural Gas | $0.16 | $0.31 |
| Recycled fuel oil (RFO) | $0.39 | $0.79 | |
| Typical incentive/disincentive spec. savings ($/ton) | Density improvement | 0 to $1.13 | 0 to $1.13 |
| Possible savings from eliminated antistripping agent | Hydrated lime | 0 | 0 to $1.50 |
| Liquid ASA | 0 | 0 to $0.75 | |
Table 5.
Some studies at three different performance evaluations.
| Evaluation Type | References |
|---|---|
| Laboratory | [8,35,36,37,38,39,40,41,42] |
| Short-term | [7,43,44,45,46] |
| Long-term | [6,16] |
| Performance | Determinant Parameter | Specification/Reference |
|---|---|---|
| Moisture Susceptibility | Tensile strength ratio (TSR) | AASHTO T 283 |
| Rutting | Rutting resistance index (RRI) | Hamburg wheel tracking (HWT), AASHTO T 324 |
| Dynamic modulus (E*) at 30 °C | AASHTO TP 79 | |
| Creep compliance at 30 °C | AASHTO T 322 | |
| Binder Performance Grade (PG) | AASHTO T 315 | |
| Multiple Stress Creep Recovery parameter (Jnr) | AASHTO TP70 and AASHTO MP19 | |
| transverse cracking | Fracture work density value at −10 °C | Indirect tensile (IDT), AASHTO T 322 |
| Dynamic modulus (E*) at −10 °C | AASHTO TP 79 | |
| Indirect tensile strength at 20 °C | ASTM D6931 | |
| Creep compliance at 0 °C | AASHTO T 322 | |
| Vertical failure deformation at 20 °C | [58] | |
| Longitudinal cracking. | Indirect tensile strength | IDT test at 20 °C |
| Vertical failure deformation at 20 °C | [58] | |
| Horizontal failure strain from the IDT test at 20 °C | [58] | |
| Creep compliance at −10 °C | AASHTO T 322 |
Table 7.
Total percentage of RAP used to hot and warm recycling for European countries during 2007–2017.
Table 7.
Total percentage of RAP used to hot and warm recycling for European countries during 2007–2017.
| Country | % of Available RAP Used in Asphalt Mixture | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 2017 | 2016 | 2015 | 2014 | 2013 | 2012 | 2011 | 2010 | 2009 | 2008 | 2007 | |
| Austria | 60 | 40 | 45 | - | 98 | 98 | 95 | 88 | 90 | - | 25 |
| Belgium | 95 | 81 | 64 | 72 | 61 | 61 | 65 | 57 | 57 | 55 | 50 |
| Czech Republic | 34 | 47 | 52 | 46 | 43 | 52 | 49 | 50 | 50 | 55 | 85 |
| Denmark | 67 | 65 | 100 | 54 | 83 | 77 | 80 | 56 | 55 | 59 | 57 |
| France | 70 | 70 | 90 | 64 | 64 | 62 | 45 | 40 | 41 | 25 | 15 |
| Germany | 85 | 87 | 28 | 90 | 90 | 87 | 84 | 82 | 82 | 82 | 82 |
| Hungary | 95 | 90 | 100 | 90 | 90 | 100 | 100 | 27 | 66 | 44 | - |
| Italy | 23 | 50 | 50 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 |
| Netherlands | 82 | 82 | 80 | 85 | 76 | 95 | 98 | 75 | 74 | 83.5 | 90 |
| Norway | 31 | 37 | 38 | 23 | 26 | 21 | 18 | 40 | 24 | 21 | 34 |
| Slovakia | 98 | 98 | 99 | 99 | 95 | 95 | 94 | 93 | - | - | - |
| Slovenia | 39 | 43 | 100 | 25 | 46 | 50 | 50 | 50 | 100 | 100 | 60 |
| Spain | 83 | 68 | 96 | 100 | 93 | 77 | 83 | 81 | 66 | 70 | 60 |
| Sweden | - | 93 | 95 | 90 | 90 | 85 | 80 | 80 | 95 | 95 | 95 |
| Turkey | 15 | 4 | 2 | 6 | 4 | 7 | 23 | 19 | 3 | 2 | - |
| Average | 64 | 64 | 69 | 62 | 65 | 66 | 66 | 57 | 59 | 55 | 56 |
Table 8.
Effect of RAP on virgin and total binder contents (After [76]).
Table 8.
Effect of RAP on virgin and total binder contents (After [76]).
| RAP Content (%) | Total Needed Binder (%) | Virgin Binder (%) | Recovered Binder (%) | Reduced Virgin Binder (%) |
|---|---|---|---|---|
| 0 | 5.9 | 5.9 | 0 | 0 |
| 20% | 5.7 | 4.8 | 0.9 | 15.8 |
| 40% | 5.65 | 3.8 | 1.85 | 32.7 |
Table 9.
Typical cost savings in different regions of the US and material cost savings [59].
Table 9.
Typical cost savings in different regions of the US and material cost savings [59].
| Region | Average Saving (%) | ||
|---|---|---|---|
| South Central | 10–13 | ||
| North Central | 20 | ||
| Southwest | 4–18 | ||
| Northwest | 24–26 | ||
| % of RAP | Cost/ton | Saving $/ton | Saving (%) |
| 0 | 11.9 | - | - |
| 20 | 10.26 | 1.64 | 14 |
| 30 | 9.44 | 2.46 | 21 |
| 40 | 8.62 | 3.28 | 28 |
| 50 | 7.8 | 4.1 | 34 |
Table 10.
Saving in materials due to using RAP in the U.S.
| Material | Material Quantity, Million Tons | Aggregate Cost Savings ($ Billion) | Asphalt Binder Cost Savings ($ Billion) | Total Cost Savings ($ Billion) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2015 | 2016 | 2017 | 2015 | 2016 | 2017 | 2015 | 2016 | 2017 | 2015 | 2016 | 2017 | |
| RAP | 74.2 | 76.9 | 76.2 | 0.663 | 0.713 | 0.734 | 1.787 | $1.333 | 1.393 | 2.450 | 2.046 | 2.127 |
Table 11.
Effect of increasing RAP on mixture performance.
| Performance/Testing Parameter | Effect | References | ||||
|---|---|---|---|---|---|---|
| Same | Increase | Decrease | Mixed | |||
| Stiffness | Dynamic Modulus (E*) | √ | √ | [81,87,90,91,92,93,94,95] | ||
| Phase Angle | √ | |||||
| Rutting | Deflection | √ | √ | [87,89,94,96,97,98,99,100,101] | ||
| Creep Stiffness | √ | [91] | ||||
| Creep Flow Time | √ | [90] | ||||
| Moisture Susceptibility | Moisture Sensitivity | √ | √ | [96,100,102,103] | ||
| Toughness Index | √ | [104,105,106] | ||||
| Cracking | Fatigue | √ | √ | √ | √ | [81,87,90,96,97,100,101,104] |
| Reflective | √ | [98] | ||||
| Thermal | √ | √ | [68,74,76,100,101,107] | |||
Table 12.
Saving in materials due to using RAS in the U.S.
| Material | Material Quantity, Million Tons | Aggregate Cost Savings ($ Billion) | Asphalt Binder Cost Savings ($ Billion) | Total Cost Savings ($ Billion) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2015 | 2016 | 2017 | 2015 | 2016 | 2017 | 2015 | 2016 | 2017 | 2015 | 2016 | 2017 | |
| RAS | 1.931 | 1.390 | 0.944 | 0.009 | 0.007 | 0.005 | 0.186 | 0.096 | 0.069 | 0.195 | 0.103 | 0.074 |
Table 13.
Types of the mixtures used in TPF 5(213) study (after Stroup-Gardiner, 2016).
| Location | Mixture Types in Test Section | |
|---|---|---|
| 3 years | Indiana | HMA-RAS; HMA-RAP;WMA-RAS: Overlay over thick HMA over PCC |
| Iowa | 0,4,5,6% RAS | |
| Minnesota | 5% MWSS-RAS; 5% TOSS-RAS; 30% RAP | |
| Missouri | 15% RAP; 10% RAP/5% Fine TOSS-RAS; 10% RAP + 5% Coarse TOSS-RAS | |
| 1 year | Illinois | PG 70-28, Polymer, 5% TOSS- RAS; PG 70-28L 5% TOSS-RAS,SMA; PG 58-28 Ground Tire Rubber (12%), 5% TOSS-RAS, SMA; PG 70-28, Polymer, 11% RAP + 3% TOSS-RAS, SMA; PG 70-28L, 11% RAP + 3% TOSS-RAS, SMA; PG 58-28 Ground Tire Rubber (12%), 11% RAP + 3% TOSS-RAS, SMA |
| Wisconsin | 13% RAP + 3% TOSS-RAS, WMA; 13% RAP + 3% TOSS-RAS; 20% RAP; 15% RAP + 3% MWSS-RAS: Overlay over 4-in. HMA over PCC | |
| 1.5 Years | Colorado | Same as Wisconsin’s sections |
Table 14.
Results of environmental performances for CRM and conventional HMA [133].
Table 14.
Results of environmental performances for CRM and conventional HMA [133].
| Impact Category | Units | CRM HMA | Conventional HMA | Saving (%) |
|---|---|---|---|---|
| Abiotic depletion | kg Sb eq | 4.70 × 109 | 6.90 × 109 | 32 |
| Acidification | kg SO2 eq | 2.01 × 109 | 2.92 × 109 | 31 |
| Eutrophication | kg PO4 eq | 4.08 × 109 | 5.94 × 109 | 31 |
| Global warming (GWP100) | kg CO2 eq | 3.17 × 109 | 4.66 × 109 | 32 |
| Ozone layer depletion (ODP) | kg CFC-11 eq | 8.08 × 10−3 | 1.18 × 10−2 | 32 |
| Human toxicity | kg 1,4-DB eq | 1.25 × 109 | 1.81 × 109 | 31 |
| Fresh water aquatic ecotox. | kg 1,4-DB eq | 4.59 × 109 | 6.86 × 108 | 33 |
| Marine aquatic ecotoxicity | kg 1,4-DB eq | 1.27 × 107 | 1.89 × 107 | 33 |
| Terrestrial ecotoxicity | kg 1,4-DB eq | 1.28 × 109 | 1.92 × 109 | 33 |
| Photochemical oxidation | kg C2H4 eq | 9.10 × 109 | 1.34 × 109 | 32 |
Note: the values are for a functional unit (1 km-year).
Table 15.
Summarized cost information of rubberized and conventional HMA mixtures based on the size of projects [138].
Table 15.
Summarized cost information of rubberized and conventional HMA mixtures based on the size of projects [138].
| Size of Project | Conventional HMA | Rubberized HMA | ||
|---|---|---|---|---|
| Average($/ton) | Standard Deviation ($/ton) | Average($/ton) | Standard Deviation ($/ton) | |
| Large | 80 | 13.95 | 91.7 | 12.8 |
| Medium | 83.86 | 16.66 | 91.47 | 15.01 |
Table 16.
LCCA Results of rubberized vs. conventional HMA for different project sizes and types [138].
Table 16.
LCCA Results of rubberized vs. conventional HMA for different project sizes and types [138].
| Project Size | Total Cost (Present Value) | Conventional HMA | Rubberized HMA | Percent Savings | ||
|---|---|---|---|---|---|---|
| Agency Cost/ln Mile ($1000) | User Cost/ln Mile ($1000) | Agency Cost/ln Mile ($1000) | User Cost/ln Mile ($1000) | |||
| Interstate Project | ||||||
| Large | Mean | 365.61 | 2.24 | 306.70 | 0.92 | 17.29% |
| Study | 27.12 | 0.17 | 22.57 | 0.07 | ||
| Medium | Mean | 391.71 | 23.26 | 330.07 | 14.24 | 17.38% |
| Study | 28.82 | 1.71 | 24.29 | 1.05 | ||
| State Routes Projects | ||||||
| Large | Mean | 361.26 | 1.37 | 285.10 | 1.83 | 21.00% |
| Study | 26.64 | 0.11 | 21.02 | 0.15 | ||
| Medium | Mean | 389.84 | 1.19 | 307.44 | 0.47 | 22.00% |
| Study | 28.69 | 0.09 | 22.62 | 0.03 | ||
| US Routes Projects | ||||||
| Large | Mean | 370.38 | 0.33 | 230.61 | 0.11 | 37.50% |
| Study | 27.25 | 0.03 | 16.965 | 0.02 | ||
Table 17.
Construction, maintenance and user cost comparison between rubberized and conventional HMA [141].
Table 17.
Construction, maintenance and user cost comparison between rubberized and conventional HMA [141].
| Year | Convectional HMA | Rubberized HMA | Difference | |||
|---|---|---|---|---|---|---|
| Maintenance Cost ($) | User Cost ($1000) | Maintenance Cost ($) | User Cost ($1000) | Maintenance Cost ($) | User Cost ($1000) | |
| 0 | 1,515,008 1 | 0 | 875,776 1 | 0 | 639,232 | |
| 5 | 1844 | 12,296 | 1317 | 12,325 | 527 | −29 |
| 10 | 7477 | 12,705 | 4295 | 12,288 | 3182 | 417 |
| 15 | 10,471 | 13,288 | 5853 | 12,890 | 4618 | 398 |
| 20 | 11,998 | 13,981 | 6471 | 13,172 | 5527 | 809 |
| 25 | 12,649 | 14,800 | 6683 | 13,565 | 5966 | 1235 |
1 Initial Cost.
Table 18.
Experimental design of CRM HMA pavements for the Louisiana study (after [144]).
Table 18.
Experimental design of CRM HMA pavements for the Louisiana study (after [144]).
| Process | Products | Applications | Route | Mix Function | |
|---|---|---|---|---|---|
| Wet | ISI (Arizona) Wet | SAMI | US 61 | Interlayer | |
| OGFC | US 61 | WC | |||
| Gap-graded | US 61 | WC | |||
| LA 15 | WC | ||||
| Rouse Wet | Dense-graded | LA 15 | WC, BC | ||
| Neste Wright | Dense-graded | US 84 | WC, BC | ||
| Dry | Generic Dry | Gap-graded | US 167 | WC | |
| Rouse Dry | Dense-graded | US 167 | WC, BC | ||
| PlusRideTM Dry | Gap-graded | LA 1040 | WC | ||
| Summary of Finding | |||||
| Type | Test | Parameter | Finding | ||
| Laboratory | Marshall | Stability | Control mixtures ≥ CRM mixtures; Gap-graded CRM mixtures < dense-graded CRM mixtures. | ||
| Flow | Gap-graded CRM mixtures > control mixtures; dense-graded CRM mixtures ≈ control mixtures | ||||
| ITS | ITS value | Control mixtures > CRM wearing course mixtures. | |||
| ITS strain | CRM asphalt wearing course mixtures > Conventional HMA waring control mixes (Except for LA-1040); | ||||
| Indirect Tensile Resilient Modulus | MR | At 5 °C and 25 °C: Conventional HMA control mixes > CRM asphalt mixtures; At 40°: Conventional HMA control mixtures ≈ gap-graded CRM asphalt mixtures in US-61 and LA-1040 project | |||
| Field | Dynaflect Test | SN | CRM wet-processed > Conventional HMA control mixes sections. CRM dry-processed pavement < Conventional HMA control mixes sections | ||
| Modulus Value | CRM asphalt mixtures > conventional HMA control mixes except for the OGFC with Arizona wet CRM (US-61) and the gap-graded mix with PlusRide dry CRM, | ||||
| pavement profiles | IRI1 | On LA-1040: CRM mixtures slightly > control section; On LA-15, US-84, and US-167: CRM mixture ≈ or < control sections | |||
| Rut depth 1 | CRM mixtures ≈ or significantly < control mixtures (Except for US-61); On US-61: Gap- graded CRM (17% Arizona wet) > control section, open-graded CRM (17% Arizona wet) ≈ control section. | ||||
Notes: SAMI = stress absorbing membrane interlayer; ISI = International Surfacing, Inc.; OGFC = open-graded friction course. WC: Wear Course; BC: binder course; ITS: indirect tensile strength; IRI: International Roughness Index; SN: structural number; ≈: Similar result; 1: measured after 5–7 years of pavement service.
Table 19.
Effect of increasing waste cooking oils as a rejuvenator on aged binders and performance of mixtures containing aged binder.
Table 19.
Effect of increasing waste cooking oils as a rejuvenator on aged binders and performance of mixtures containing aged binder.
| Performance Parameter | Effect | References | |||
|---|---|---|---|---|---|
| Same | Increase | Decrease | Mixed | ||
| Effects on Aged Binder | |||||
| Penetration | √ | [183,184,185,186] | |||
| Viscosity | √ | √ | [183,187] | ||
| Effects on Performance | |||||
| Fatigue Resistance | √ | [185,188] | |||
| Rutting Resistance | √ | [188,189] | |||
| Stiffness | √ | [183] | |||
Table 20.
Cost analysis of rubberized asphalt mixture with WMA compared to conventional HMA [3].
Table 20.
Cost analysis of rubberized asphalt mixture with WMA compared to conventional HMA [3].
| Phase | Sub-Phase | Cost Impact | |
|---|---|---|---|
| Production | Raw Material | Aggregate | The same |
| Binder | Increased | ||
| Plant | Decreased | ||
| Construction | Transport | The same | |
| Paving | The same | ||
| Compaction | Decreased | ||
| Maintenance | Decreased | ||
Table 21.
Qualitative summary of studied mixtures performance in compared to conventional asphalt mixtures.
Table 21.
Qualitative summary of studied mixtures performance in compared to conventional asphalt mixtures.
| Mixture Type | Performance | Description | ||||
|---|---|---|---|---|---|---|
| Rutting | Moisture | Thermal | Fatigue | |||
| Developed Environmentally-Friendly Asphalt Mixtures | ||||||
| WMA | Foam |  | | | |
|
| Wax |  | | | | ||
| Chemical | NS | | | | ||
| RAP | |  | |  | A function of type and amount of RAP aggregates, and the used virgin binders | |
| RAS | | | | | For small amount of RAS (3 to 5%) | |
| RAP/RAS with Rejuvenators | | | | | At optimum percentage of the studied rejuvenators | |
| CRM | | | | | Results Based on the ‘wet’ process | |
| Primitive Environmentally-Friendly Asphalt Mixtures | ||||||
| C and D Waste | | | NS | |
| |
| Copper and steel Slag | | | | | ||
| PET | | | | | ||
| VTB | | NS | | | ||
| Bio-Binders | SAS | | NS | | | |
| Wood Waste | | NS | | | ||
| Cocking Oils | | NS | | | ||
| Swine manure | | NS | | | ||
| Combination | ||||||
| CRM + WMA | | | | |
| |
| CRM + RAP | | | | | ||
| RAP + WMA | | | | | ||
| CRM + RAP + WMA | | | | | ||
| Slags + WMA | | | | | ||
: Positive effect; : Negative effect; : Same effect; : both positive and negative effect observed; NS: Not studied.
Table 22.
Economic and environmental impact of studied mixtures in compared to conventional asphalt mixtures.
Table 22.
Economic and environmental impact of studied mixtures in compared to conventional asphalt mixtures.
| Mixture Type | Economic Impact | Environmental Impact | LCA Phase | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Production | Construction | Maintenance | End-of-Life | ||||||
| Initial | LCCA | Raw Materials | Plant | Compaction | |||||
| Aggregate | Binder | ||||||||
| Developed Environmentally-Friendly Asphalt Mixtures | |||||||||
| WMA |  |  | Emission |  | | | | | |
| Energy | | | | | | | |||
| RAP | | | Emission | | | | | | |
| Energy | | | | | | | |||
| RAS | | | Emission | | | | | | |
| Energy | | | | | | | |||
| CRM | | | Emission | | | | | | |
| Energy | | | | | | | |||
| Primitive Environmentally-Friendly Asphalt Mixtures | |||||||||
| C and D | NS | NS | Emission | | | | | | |
| Energy | | | | | | | |||
| Slags | NS | NS | Emission | | | | | | |
| Energy | | | | | | | |||
| RP | NS | NS | Emission |  | | | | | |
| Energy | | | | | | | |||
| VTB | NS | NS | Emission | | | NS | | | |
| Energy | | | NS | | | | |||
| Bio-Binders | NS | ||||||||
| Combinations | |||||||||
| CRM + WMA | | | emission | | | | | | |
| Energy | | | | | | | |||
| CRM + RAP | NS | NS | Emission | | | | | | |
| Energy | | | | | | | |||
| RAP + WMA | NS | NS | emission | | | | | | |
| Energy | | | | | | | |||
| CRM + RAP + WMA | NS | NS | emission | | | | | | |
| Energy | | | | | | | |||
| Slag+ WMA | NS | NS | emission | | | | | | |
| Energy | | | | | | | |||
: Positive effect; : Negative effect; : Same effect; : both positive and negative effect reported; NS: Not studied.© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Pouranian, M.R.; Shishehbor, M. Sustainability Assessment of Green Asphalt Mixtures: A Review. Environments 2019, 6, 73. https://doi.org/10.3390/environments6060073
AMA Style
Pouranian MR, Shishehbor M. Sustainability Assessment of Green Asphalt Mixtures: A Review. Environments. 2019; 6(6):73. https://doi.org/10.3390/environments6060073
Chicago/Turabian StylePouranian, M. Reza, and Mehdi Shishehbor. 2019. "Sustainability Assessment of Green Asphalt Mixtures: A Review" Environments 6, no. 6: 73. https://doi.org/10.3390/environments6060073
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.