
Thermal Cracking of Jatropha Oil with Hydrogen to Produce Bio-Fuel Oil

Abstract
:1. Introduction
2. Results and Discussion
2.1. Characteristics of Jatropha Oil
2.2. Thermal Cracking of Jatropha Oil
2.3. Thermal Cracking of Jatropha Oil with Hydrogen
2.3.1. Effects of PH2
2.3.2. Effects of tr
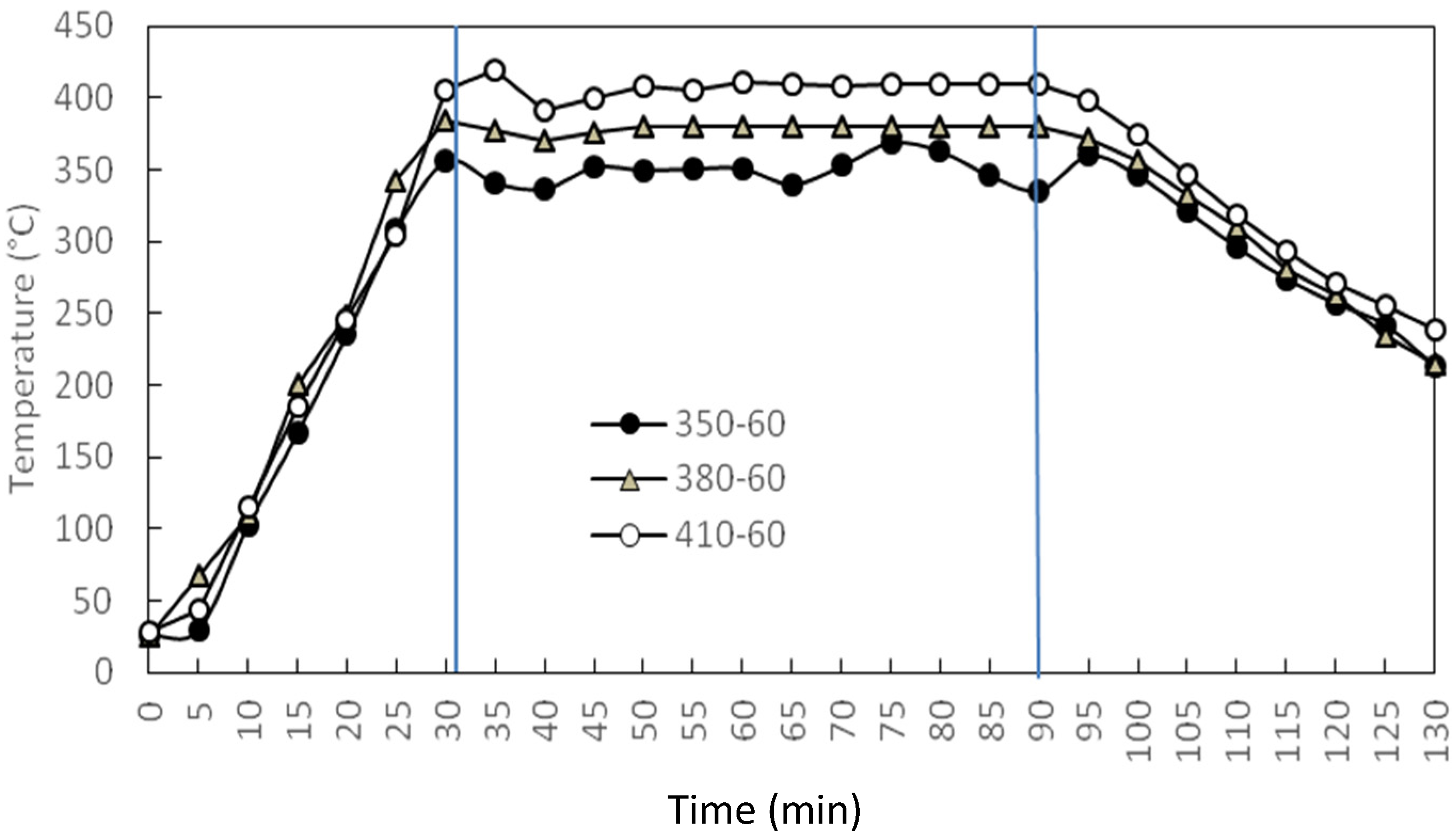
2.3.3. Effects of TC
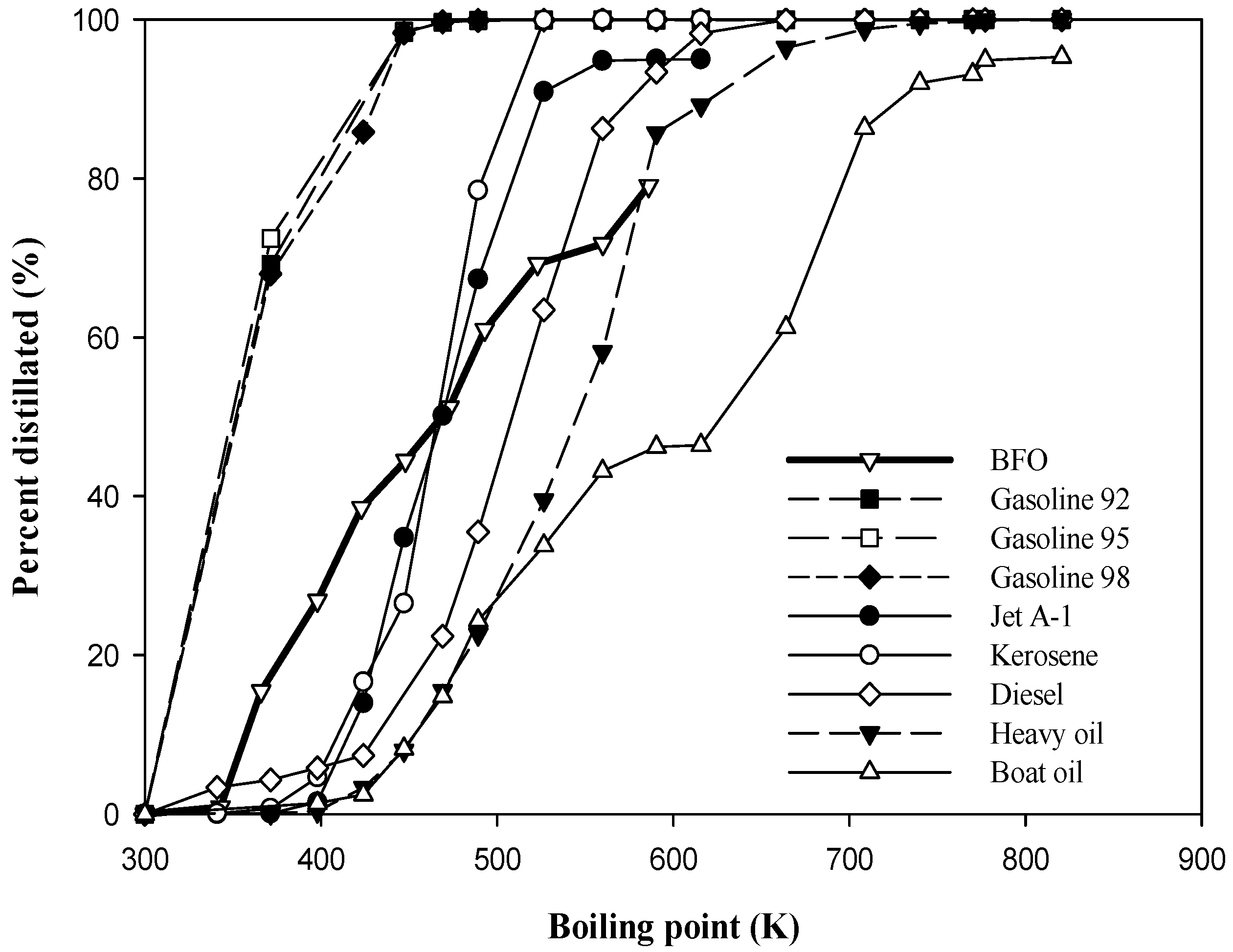
2.3.4. Simulated Distillation Characteristic of Bio-Fuel Oil
2.4. Comparison of Results with Those of Others
3. Experimental Methods
3.1. Materials
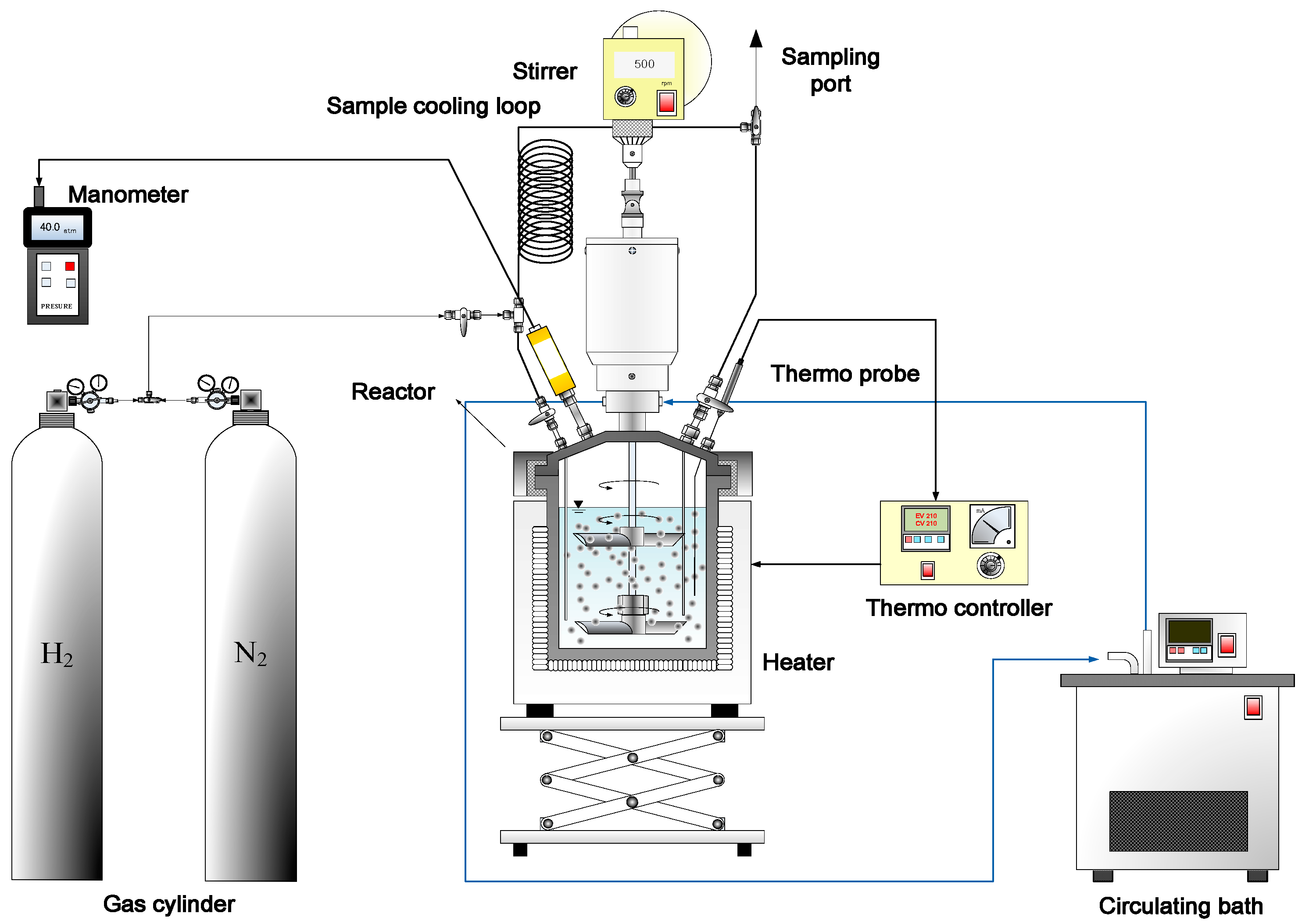
3.2. Equipments and Procedures
3.3. Analyses
4. Conclusions
- (1)
- Thermal cracking of JO can produce a BFO with lower IV, KV, and ρLO and higher HV compared with those of JO.
- (2)
- An increase in PH2 and tr increases the YBFO during HTC treatment of JO.
- (3)
- A higher TC generally results in lower AV, IV, KV, ρLO, and HV at the same retention time.
- (4)
- At 683 K, 60 min, and 0.69 MPa (100 psig) H2, the major constituent of the resulting BFO is heavy naphtha (about 35.73 wt%).
- (5)
- The BFO obtained via HTC exhibits SDCs better than those of boat oil and heavy oil, while being similar to those of diesel oil.
Acknowledgments
Author Contributions
Conflicts of Interest
Nomenclature
| AV | Acid value | mg KOH/g |
| CV | Coefficient of viscometer | cSt/s |
| DT | Distillation temperature | K |
| HV | Heating value | MJ/kg or kcal/kg |
| IV | Iodine value | g I2/100 g |
| KV | Kinematic viscosity | mm2/s |
| P | Gas pressure during HTC | kPa or psi |
| PH2 | Hydrogen pressure | kPa, or psi (1 psi = 6.89 kPa) |
| T | Temperature | K or °C |
| TC | Setting temperature for HTC | K or °C |
| T | Time | min |
| tr | Retention time at constant setting temperature TC | min |
| YBFO | Yield of jatropha oil derived bio-fuel oil (BFO) | wt% |
| YHC | Yield of HC | wt% |
| ρLO | Density | kg/m3 |
Abbreviation
| BFO | Bio-fuel oil |
| CPy | Catalytic pyrolysis |
| DG | Diglyceride |
| FFA | Free fatty acid |
| HC | Hydrocarbon |
| HTC | Thermal cracking with hydrogen |
| JO | Jatropha oil |
| MG | Monoglyceride |
| MW | Molecular weight |
| TG | Triacylglycerol |
References
- Achten, W.M.J.; Verchot, L.; Franken, Y.J.; Mathijs, E.; Singh, V.P.; Aerts, R.; Muys, B. Jatropha bio-diesel production and use. Biomass Bioenergy 2008, 32, 1063–1084. [Google Scholar] [CrossRef] [Green Version]
- Albuquerque, M.C.G.; Machado, Y.L.; Torres, A.E.B.; Azevedo, D.C.S.; Cavalcante, C.L., Jr.; Firmiano, L.R.; Parente, E.J.S., Jr. Properties of biodiesel oils formulated using different biomass sources and their blends. Renew. Energy 2009, 34, 857–859. [Google Scholar] [CrossRef]
- Andrade-Tacca, C.A.; Chang, C.C.; Chen, Y.H.; Manh, D.V.; Chang, C.Y.; Ji, D.R.; Tseng, J.Y.; Shie, J.L. Esterification of jatropha oil via ultrasonic irradiation with auto-induced temperature-rise effect. Energy 2014, 71, 346–354. [Google Scholar] [CrossRef]
- Andrade-Tacca, C.A.; Chang, C.C.; Chen, Y.H.; Manh, D.V.; Chang, C.Y. Esterification of jatropha oil by sequential ultrasonic irradiation with auto-induced temperature rise and dosing of methanol and sulfuric acid catalyst. J. Taiwan Inst. Chem. Eng. 2014, 45, 1523–1531. [Google Scholar] [CrossRef]
- Atabani, A.E.; Silitonga, A.S.; Badruddin, I.A.; Mahlia, T.M.I.; Masjuki, H.H.; Mekhilef, S. A comprehensive review on biodiesel as an alternative energy resource and its characteristics. Renew. Sustain. Energy Rev. 2012, 16, 2070–2093. [Google Scholar]
- Canoira, L.; Rodríguez-Gamero, M.; Querol, E.; Alcántara, R.; Lapuerta, M.; Oliva, F. Biodiesel from low-grade animal fat: Production process assessment and biodiesel properties characterization. Ind. Eng. Chem. Res. 2008, 47, 7997–8004. [Google Scholar] [CrossRef]
- Chen, Y.H.; Chen, J.H.; Chang, C.Y.; Chang, C.C. Biodiesel production from tung (Vernicia montana) oil and its blending properties in different fatty acid compositions. Bioresour. Technol. 2010, 101, 9521–9526. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.H.; Chiang, T.H.; Chen, J.H. An optimum biodiesel combination: Jatropha and soapnut oil biodiesel blends. Fuel 2012, 92, 377–380. [Google Scholar] [CrossRef]
- Chhetri, A.B.; Tango, M.S.; Budge, S.M.; Watts, K.C.; Islam, M.R. Non-edible plant oils as new sources for biodiesel production. Int. J. Mol. Sci. 2008, 9, 169–180. [Google Scholar] [CrossRef] [PubMed]
- Jeong, G.T.; Park, J.H.; Park, S.H.; Park, D.H. Estimating and improving cold filter plugging points by blending biodiesels with different fatty acid contents. Biotechnol. Bioprocess Eng. 2008, 13, 505–510. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, S.C.; Wu, T.Y.; Yang, P.M.; Jhang, S.R.; Lin, J.F. Energy-saving and rapid transesterification of jatropha oil using a microwave heating system with ionic liquid catalyst. J. Taiwan Inst. Chem. Eng. 2015, 49, 72–78. [Google Scholar] [CrossRef]
- Lu, H.; Chen, M.; Jiang, W.; Liang, B. Biodiesel processes and properties from Jatropha curcas L. oil. J. Biobased Mater. Bioenergy 2011, 5, 546–551. [Google Scholar] [CrossRef]
- Meneghetti, S.M.P.; Meneghetti, M.R.; Serra, T.M.; Barbosa, D.C.; Wolf, C.R. Biodiesel production from vegetable oil mixtures: Cottonseed, soybean and castor oils. Energy Fuel 2007, 21, 3746–3747. [Google Scholar] [CrossRef]
- Zarei, A.; Amin, N.A.S.; Talebian-Kiakalaieh, A.; Zain, N.A.M. Immobilized lipase-catalyzed transesterification of jatropha curcas oil: Optimization and modeling. J. Taiwan Inst. Chem. Eng. 2014, 45, 444–451. [Google Scholar] [CrossRef]
- Campbell, I.M. Biomass, Catalysts and Liquid Fuels; Holt, Rinehart and Winston: London, UK, 1983. [Google Scholar]
- Adebanjo, A.O.; Dalai, A.K.; Bakhshi, N.N. Production of diesel like fuel and other value-added chemicals from the pyrolysis of animal fat. Energy Fuel 2005, 19, 1735–1741. [Google Scholar] [CrossRef]
- Alencar, J.W.; Alves, P.B.; Craveiro, A.A. Pyrolysis of tropical vegetable-oils. J. Agric. Food Chem. 1983, 31, 1268–1270. [Google Scholar] [CrossRef]
- Dandik, L.; Aksoy, H.A. Pyrolysis of used sunflower oil in the presence of sodium carbonate by using fractionating pyrolysis reactor. Fuel Process. Technol. 1998, 57, 81–92. [Google Scholar] [CrossRef]
- Dos Anjos, J.R.S.; Gonzalez, W.D.A.; Lam, Y.L.; Frety, R. Catalytic decomposition of vegetable oil. Appl. Catal. 1983, 5, 299–308. [Google Scholar] [CrossRef]
- Ito, T.; Sakurai, Y.; Kakuta, Y.; Sugano, M.; Hirano, K. Biodiesel production from waste animal fats using pyrolysis method. Fuel Process. Technol. 2012, 94, 47–52. [Google Scholar] [CrossRef]
- Konar, S.K.; Boocock, D.G.B.; Mao, V.; Liu, J. Fuels and chemicals from sewage-sludge: 3. Hydrocarbon liquids from the catalytic pyrolysis of sewage-sludge lipids over activated alumina. Fuel 1994, 73, 642–646. [Google Scholar] [CrossRef]
- Lima, D.G.; Soares, V.C.D.; Ribeiro, E.B.; Carvalho, D.A.; Cardoso, E.C.V.; Mundim, K.C.; Rubim, J.C.; Suarez, P.A.Z. Diesel-like fuel obtained by pyrolysis of vegetable oils. J. Anal. Appl. Pyrolysis 2004, 71, 987–996. [Google Scholar] [CrossRef]
- Kumar, R.; Rana, B.S.; Tiwari, R.; Verma, D.; Kumar, R.; Joshi, R.K.; Garg, M.O.; Sinha, A.K. Hydroprocessing of jatropha oil and its mixtures with gas oil. Green Chem. 2010, 12, 2232–2239. [Google Scholar] [CrossRef]
- Chen, Y.H. The Torrefaction of Waste Bamboo Chopsticks to Manufacturing Solid Biofuel. Master’s Thesis, National Taiwan University, Taipei, Taiwan, 2016. [Google Scholar]
- Heating Values of Energy Products; 2013 Energy Statistics Handbook; Taiwan Bureau of Energy (TBOE): Taipei, Taiwan, 2014.
- Chang, C.C.; Chen, C.P.; Yang, C.S.; Chen, Y.H.; Huang, M.; Chang, C.Y.; Shie, J.L.; Yuan, M.H.; Chen, Y.H.; Ho, C.F.; et al. Conversion of waste bamboo chopsticks to bio-oil via catalytic hydrothermal liquefaction using K2CO3. Sustain. Environ. Res. 2016. [Google Scholar] [CrossRef]
- Huang, L.X. Hydrogenation and Upgrading of Bio-Oil. Master’s Thesis, National Taiwan University, Taipei, Taiwan, 2016. [Google Scholar]
- Fat and Oil Derivatives. Fatty Acid Methyl Esters (FAME). Determination of Acid Value; BS EN 14104:2003; British Standards Institution (BSI): London, UK, 2003.
- Fat and Oil Derivatives. Fatty Acid Methyl Esters (FAME). Determination of Iodine Value; BS EN 14111:2003; British Standards Institution (BSI): London, UK, 2003.
- Methods of Test for Petroleum and Its Products. Petroleum Products. Transparent and Opaque Liquids. Determination of Kinematic Viscosity and Calculation of Dynamic Viscosity; BS EN ISO 3104:1996; British Standards Institution (BSI): London, UK, 1996.
- Taiwan Bureau of Standards, Metrology & Inspection (TBOS). CNS (Chinese National Standards)-14474 Method of Test for Density and Relative Density of Liquids by Digital Density Meter. Available online: http://www.bsmi.gov.tw/wSite/mp?mp=2 (accessed on 1 February 2016).
- Standard Test Method for Gross Calorific Value of Coal and Coke by the Adiabatic Bomb Calorimeter; NIEA R214.01C; Environmental Analysis Laboratory, Taiwan Environmental Protection Agency: Taoyuan, Taiwan, 2005.




{kind=link}
{kind=link}
{kind=link}
| Run No. | TC | tr | PH2 | YBFO | AV | IV | KV | ρLO | HV |
|---|---|---|---|---|---|---|---|---|---|
| K | min | Mpa (psig) | wt% | mg KOH/g | g I2/100 g | mm2/s | kg/m3 | MJ/kg | |
| Raw JO | N/A | N/A | N/A | N/A | 36.07 | 113.8 | 33.56 | 917.8 | 37.46 |
| 1 | 683 | 60 | 0 (0) | 72.5 | 46.48 | 77.49 | 1.76 | 863.6 | 39.15 |
| Run No. | TC | tr | PH2 | YBFO | AV | IV | KV | ρLO | HV |
|---|---|---|---|---|---|---|---|---|---|
| K | min | Mpa (psig) | wt% | mg KOH/g | g I2/100 g | mm2/s | kg/m3 | MJ/kg | |
| Raw JO | N/A | N/A | N/A | N/A | 36.07 | 113.8 | 33.56 | 917.8 | 37.46 |
| 1 | 683 | 60 | 0 | 72.5 | 46.48 | 77.49 | 1.76 | 863.6 | 39.15 |
| 2 | 683 | 60 | 0.69 (100) | 86 | 70.56 | 59.41 | 4.08 | 849.1 | 36.09 |
| 3 | 683 | 60 | 1.38 (200) | 87 | 85.43 | 54.62 | 3.00 | 865.0 | 36.59 |
| 4 | 683 | 60 | 2.07 (300) | 89 | 85.09 | 76.67 | 4.08 | 874.6 | 30.30 |
| Run No. | TC | tr | PH2 | YBFO | AV | IV | KV | ρLO | HV |
|---|---|---|---|---|---|---|---|---|---|
| K | min | Mpa (psig) | wt% | mg KOH/g | g I2/100 g | mm2/s | kg/m3 | MJ/kg | |
| Raw JO | N/A | N/A | N/A | N/A | 36.07 | 113.8 | 33.56 | 917.8 | 37.46 |
| 5 | 683 | 40 | 2.07 (300) | 80 | 79.79 | 71.62 | 3.15 | 858.7 | 41.36 |
| 6 | 683 | 60 | 2.07 (300) | 89 | 85.09 | 76.67 | 4.08 | 874.6 | 30.30 |
| 7 | 683 | 80 | 2.07 (300) | 93 | 73.82 | 53.20 | 1.86 | 845.6 | 37.13 |
| Run No. | TC | tr | PH2 | YBFO | AV | IV | KV | ρLO | HV |
|---|---|---|---|---|---|---|---|---|---|
| K | min | Mpa (psig) | wt% | mg KOH/g | g I2/100g | mm2/s | kg/m3 | MJ/kg | |
| Raw JO | N/A | N/A | N/A | N/A | 36.07 | 113.8 | 33.56 | 917.8 | 37.46 |
| 8 | 623 | 80 | 2.07 (300) | 94 | 162.00 | 92.40 | 6.54 | 919.6 | 41.47 |
| 9 | 653 | 80 | 2.07 (300) | 93 | 104.03 | 69.34 | 6.85 | 882.3 | 37.69 |
| 10 | 683 | 80 | 2.07 (300) | 93 | 73.82 | 53.20 | 1.86 | 845.6 | 37.13 |
| Constituent | Fractionating Temperature, K | Number of Carbons of HCs | Percent of Content |
|---|---|---|---|
| Light naphtha | 343–366 | C5–C6 | 15.48% |
| Heavy naphtha | 366–478 | C6–C9 | 35.73% |
| Light gas oil | 478–573 | C9–C16 | 21.79% |
| Heavy gas oil + vacuum residue | >573 | >C16 | 27% |
| References | Conditions | Yield of Liquid Products or as Specified | Some Product Constituents | Key Products |
|---|---|---|---|---|
| This study | HTC; 683 K, 60 min, 100 psig H2; JO | 86 wt% | Liquid HCs; organic and inorganic gases | C6–C16 |
| Alencar et al. [17] | Py; 573–773 K; babassu, piqui and palm oils | 68.2–95.56 vol% | n-alkanes, 1-alkenes, cyclic HCs, CO2. | n-alkanes, 1-alkenes. |
| Adebanjo et al. [16] | Py; 873–1073 K; lard | - | Diesel-like fuel, gaseous fuel | Diesel-like fuel |
| Dos Anjos et al. [19] | CPy with Al2O3 and MgO; 573 to 773 K; vapors of crude and pre H2 soybean oil | 55–65 wt% for crude oi; 39–57 wt% for pre H2 oil | HCs and oxygen containing products for crude oil; HCs for pre H2 oil | HCs comparable to diesel oil. |
| Konar et al. [21] | CPy with activated alumina; 723 K, 1 atm; dried sewage sludge | 10.7–67.5 wt% | Liquid HCs | Alkanes |
| Dandik and Aksoy [18] | CPy with Na2CO3; 673 and 693 K; sunflower oil | 36.4 wt% C5–C11 | HCs, acids, coke residual oil, gases (CO, CO2, H2, others), H2O | C5–C11 (liquid) and C1–C3 (gas) HCs |
| Lima et al. [22] | CPy with HZSM-5, 623–673 K, soybean, palm and castor oils | 7–10, 9–15, 9–20, 60–75 wt% for DT<353, 353–413, 413–473, >473 K | Olefins, parraffins, carboxylic acids, aldehydes | HCs comparable to petrol-based fuels |
| Ito et al. [20] | CPy with Pd/C, 633–693 K, animal fats and waste cooking oil | At 693 K and 120 min, YHC (wt%) = 58 for Py, = 82.5 for CPy, animal fat | TG, DG, MG, FFA, HC, organic gas, CO2. | HC |
| Kumar et al. [23] | CHy, 613–653 K, 1500 psig H2, NiMo, NiW, CoMo, JO, gas oil | Yields of C15–C18 HCs = 98%, 81%, 49%, using NiMo, NiW, CoMo for JO, = 88%–92% using NiMo for JO + gas oil | TG, paraffins, C15–C18 HCs, CO2 | C15–C18 HCs of diesel range |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.-Y.; Chang, C.-C.; Chang, C.-Y.; Chen, Y.-H.; Shie, J.-L.; Yuan, M.-H.; Chen, Y.-H.; Huang, L.-X.; Andrade-Tacca, C.A.; Manh, D.V.; et al. Thermal Cracking of Jatropha Oil with Hydrogen to Produce Bio-Fuel Oil. Energies 2016, 9, 910. https://doi.org/10.3390/en9110910
Wang Y-Y, Chang C-C, Chang C-Y, Chen Y-H, Shie J-L, Yuan M-H, Chen Y-H, Huang L-X, Andrade-Tacca CA, Manh DV, et al. Thermal Cracking of Jatropha Oil with Hydrogen to Produce Bio-Fuel Oil. Energies. 2016; 9(11):910. https://doi.org/10.3390/en9110910
Chicago/Turabian StyleWang, Yi-Yu, Chia-Chi Chang, Ching-Yuan Chang, Yi-Hung Chen, Je-Lueng Shie, Min-Hao Yuan, Yen-Hau Chen, Li-Xuan Huang, Cesar Augusto Andrade-Tacca, Do Van Manh, and et al. 2016. "Thermal Cracking of Jatropha Oil with Hydrogen to Produce Bio-Fuel Oil" Energies 9, no. 11: 910. https://doi.org/10.3390/en9110910