An Assessment of Different Integration Strategies of Hydrothermal Carbonisation and Anaerobic Digestion of Water Hyacinth

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Collection and Preparation
2.1.1. Water Hyacinth
2.1.2. Inoculum
2.2. Hydrothermal Carbonisation
2.3. Biochemical Methane Potential
2.3.1. Theoretical Biochemical Methane Potential
2.3.2. Experimental Biochemical Methane Potential
2.3.3. Biodegradability and Kinetic Modelling
2.4. Analytical Methods
2.4.1. Solid Sample Characterisation
2.4.2. Solid Sample Combustion Properties
2.4.3. Aqueous Sample Characterisation
2.5. Energy Balance
2.6. Error and Data Reporting
3. Results and Discussion
3.1. Characteristics of Untreated WH and Hydrochars
3.1.1. Composition of Untreated WH and Hydrochars
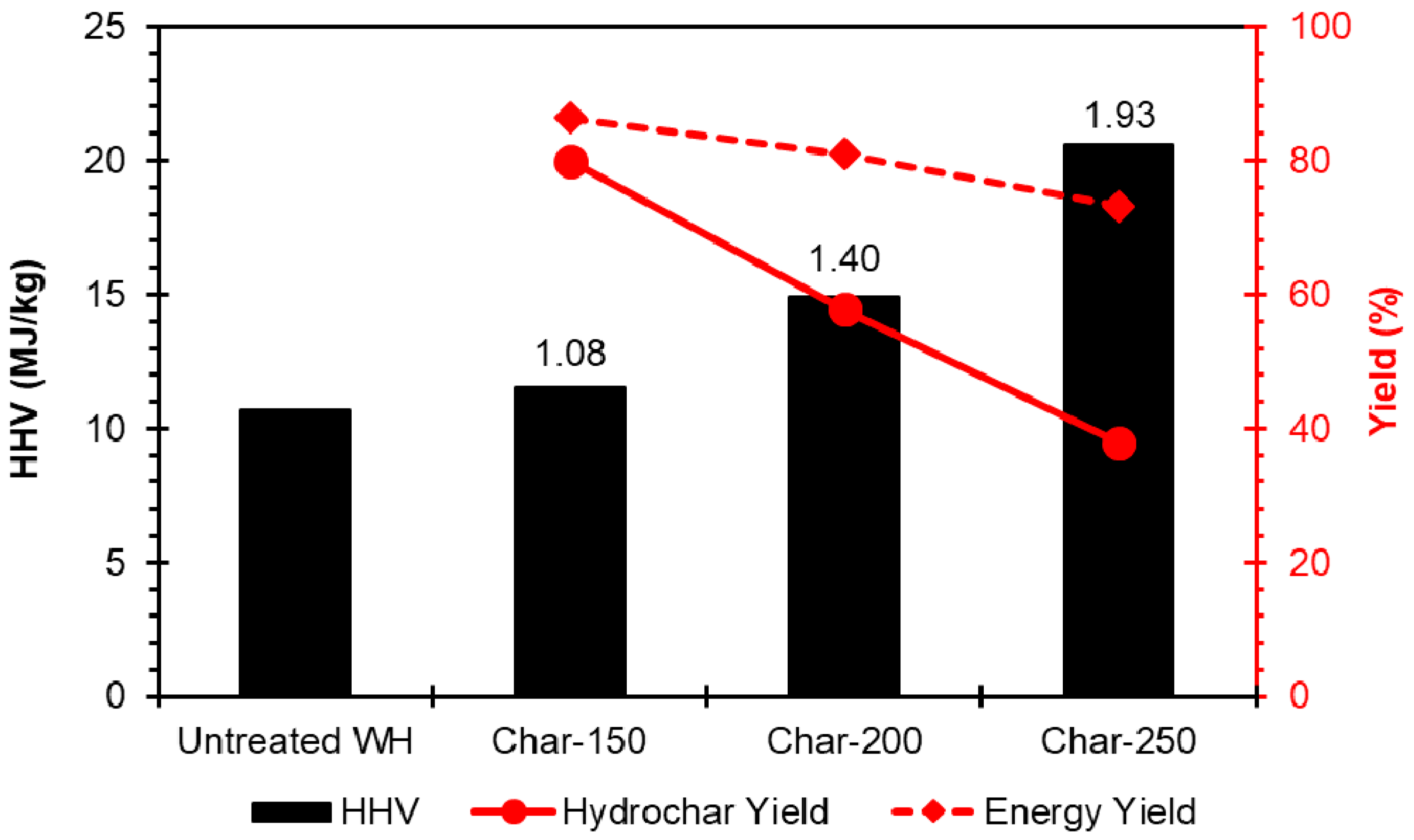
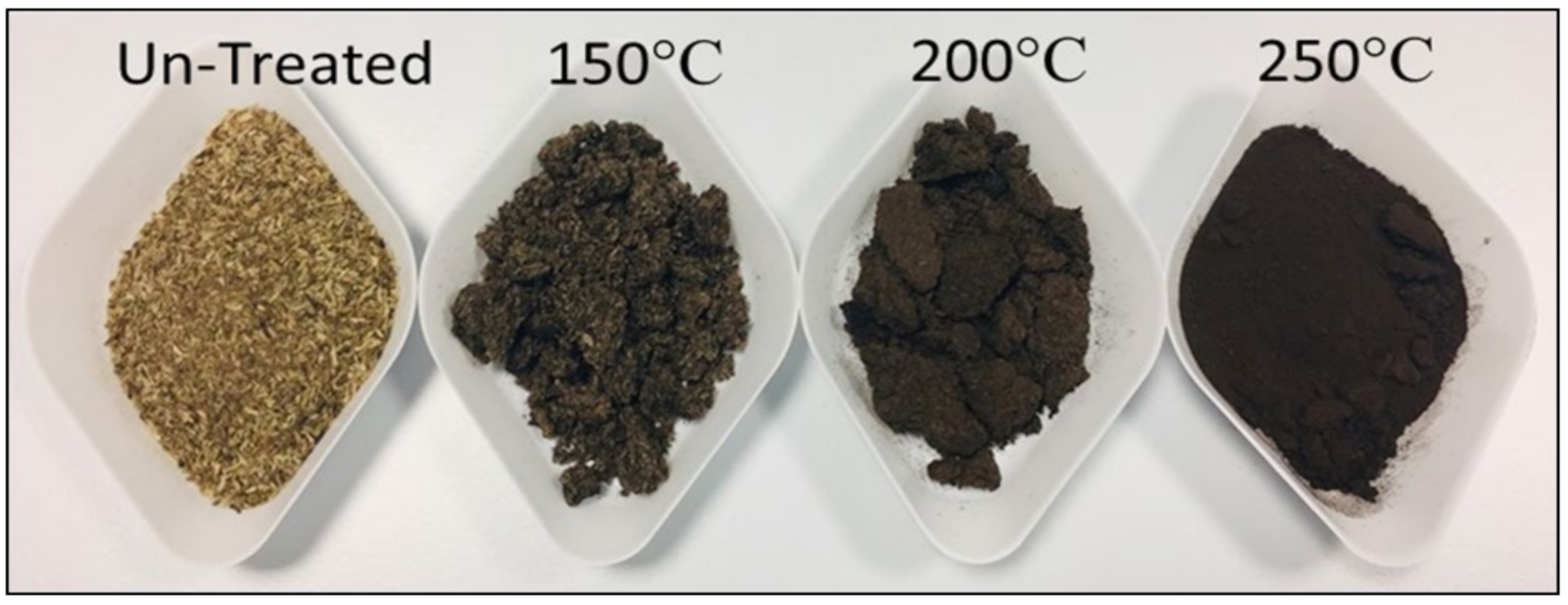
3.1.2. Energetic Properties of Untreated WH and Hydrochars
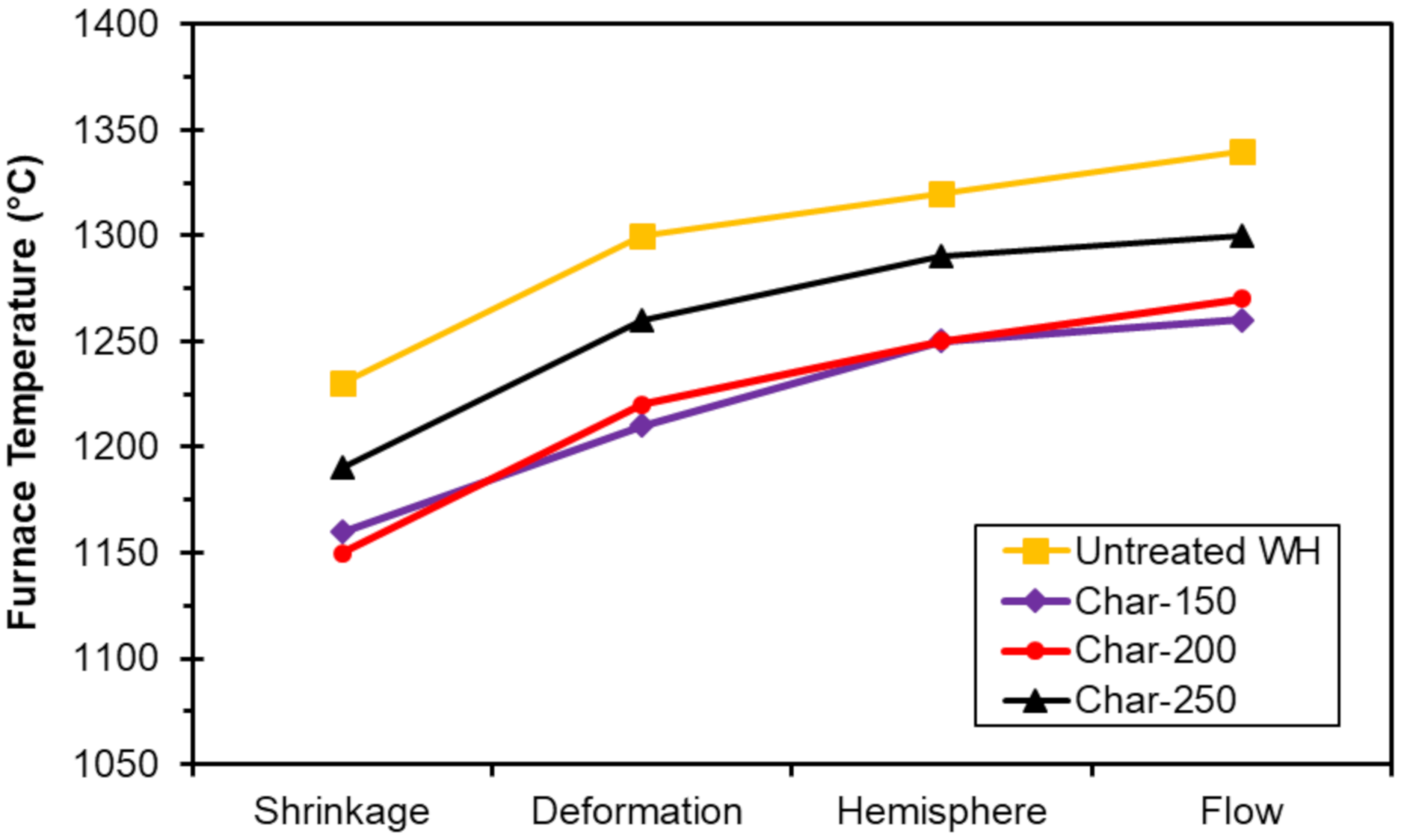
3.1.3. Ash Behaviour Properties of Untreated WH and Hydrochars During Combustion
3.2. Characteristics of Process Waters
3.3. Biochemical Methane Potential
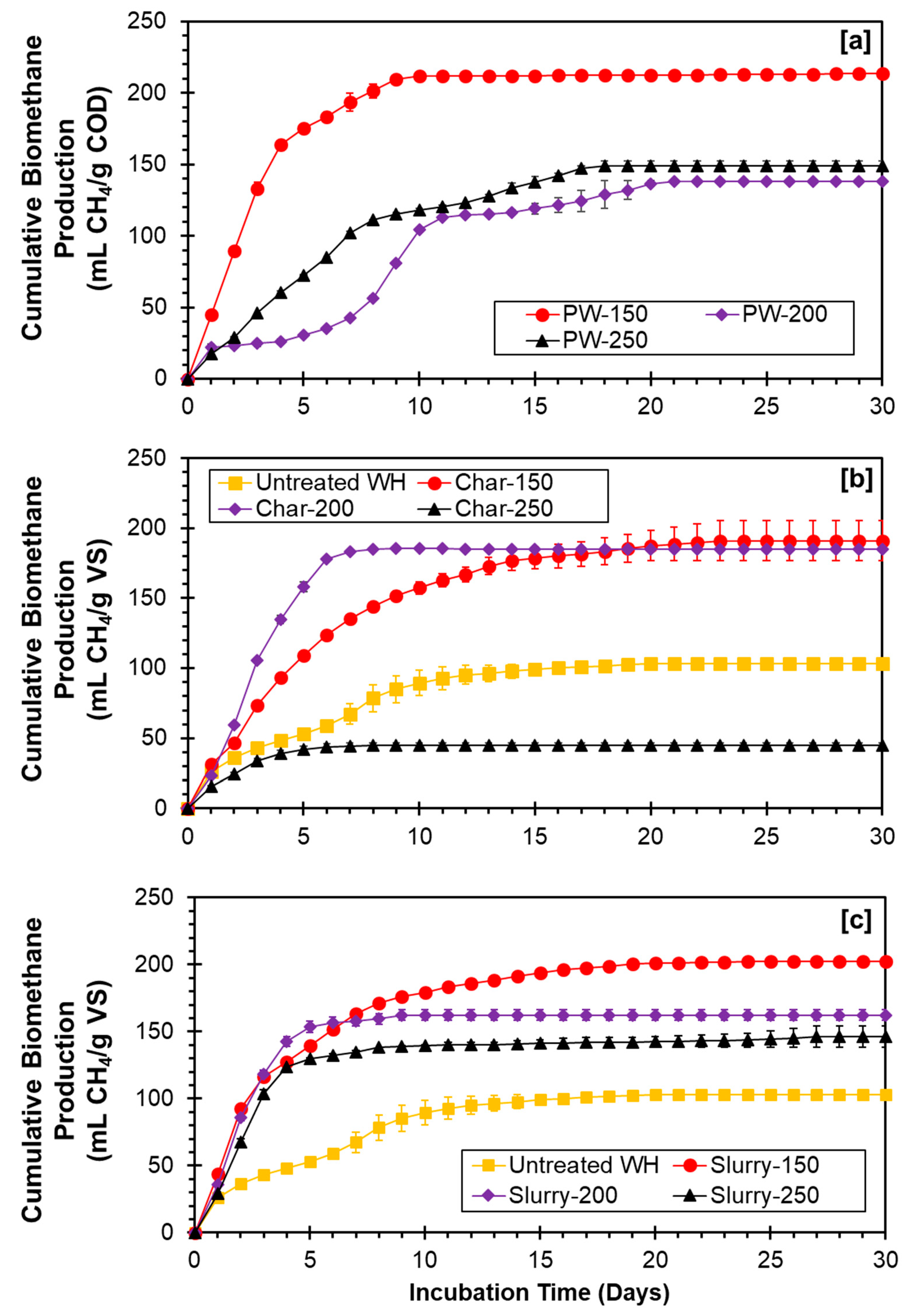
3.3.1. Process Waters
3.3.2. Hydrochars
3.3.3. HTC Slurries
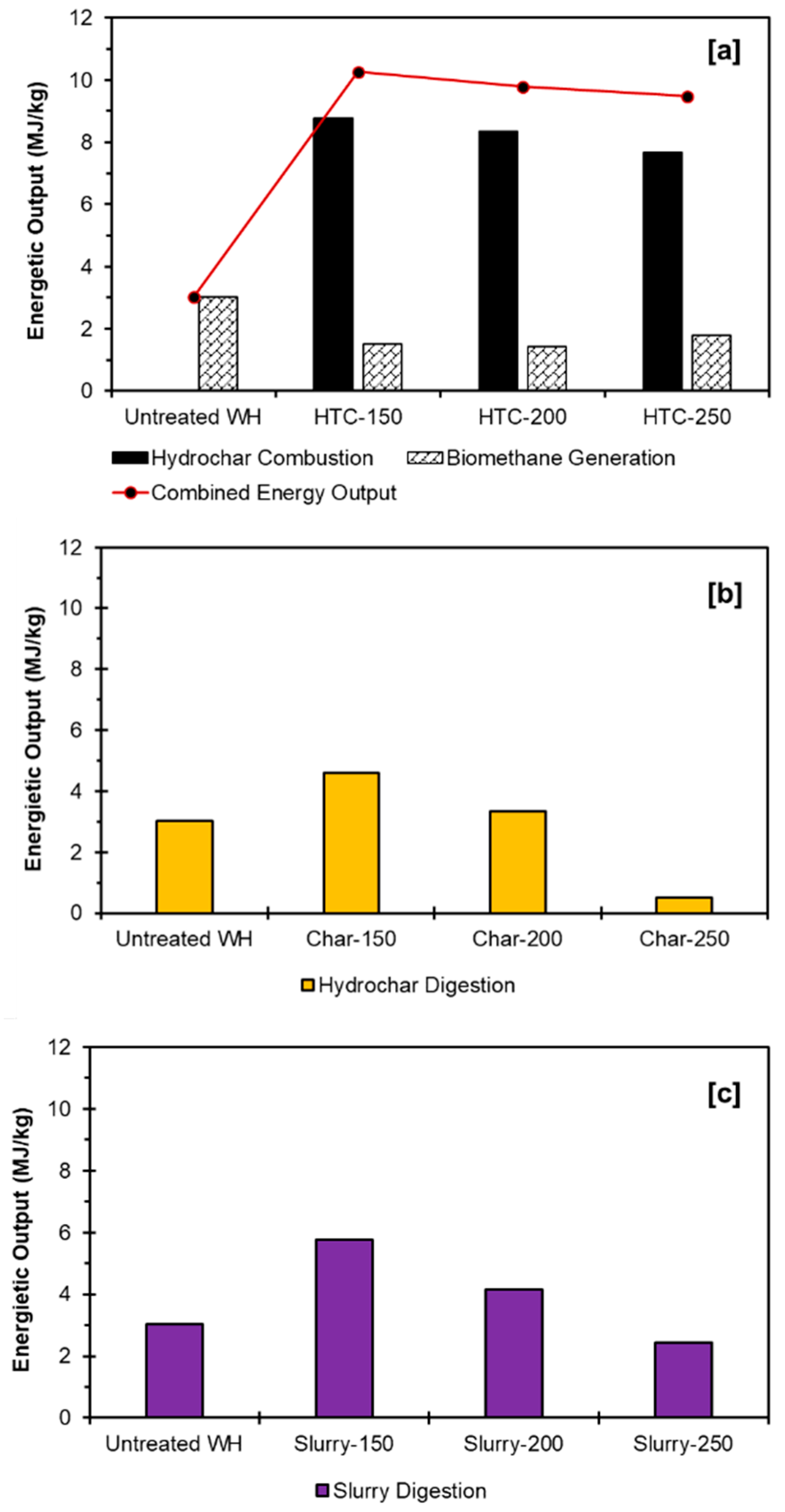
3.4. Energetic Balance
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Patel, S. Threats, management and envisaged utilizations of aquatic weed Eichhornia crassipes: An overview. Rev. Environ. Sci. Biotechnol. 2012, 11, 249–259. [Google Scholar] [CrossRef]
- Rakotoarisoa, T.F.; Richter, T.; Rakotondramanana, H.; Mantilla-Contreras, J. Turning a Problem Into Profit: Using Water Hyacinth (Eichhornia crassipes) for Making Handicrafts at Lake Alaotra, Madagascar. Econ. Bot. 2016, 70, 365–379. [Google Scholar] [CrossRef]
- Adwek, G.; Julius, G.; Shen, B.; Lan, M.; Cecilia, K.M.; Yabo, A.C. Water hyacinth as a possible bioenergy resource: A case of Lake Victoria, Kenya. IOP Conf. Ser. Earth Environ. Sci. 2019, 227, 022007. [Google Scholar] [CrossRef]
- Kateregga, E.; Sterner, T. Indicators for an invasive species: Water hyacinths in Lake Victoria. Ecol. Indic. 2007, 7, 362–370. [Google Scholar] [CrossRef]
- Güereña, D.; Neufeldt, H.; Berazneva, J.; Duby, S. Water hyacinth control in Lake Victoria: Transforming an ecological catastrophe into economic, social, and environmental benefits. Sustain. Prod. Consum. 2015, 3, 59–69. [Google Scholar] [CrossRef]
- Patil, J.H.; AntonyRaj, M.; Gavimath, C.C. Study on Effect of Pretreatment Methods on Biomethanation of Water Hyacinth. Int. J. Adv. Biotechnol. Res. 2011, 2, 143–147. [Google Scholar]
- Patel, V.; Desai, M.; Madamwar, D. Thermochemical pretreatment of water hyacinth for improved biomethanation. Appl. Biochem. Biotechnol. 1993, 42, 67–74. [Google Scholar] [CrossRef]
- Baura, V.B.; Kalamdhad, A.S. Effect of various types of thermal pretreatment techniques on the hydrolysis, compositional analysis and characterization of water hyacinth. Bioresour. Technol. 2017, 227, 147–154. [Google Scholar] [CrossRef]
- Gao, J.; Chen, L.; Yan, Z.; Wang, L. Effect of ionic liquid pretreatment on the composition, structure and biogas production of water hyacinth (Eichhornia crassipes). Bioresour. Technol. 2013, 132, 361–364. [Google Scholar] [CrossRef]
- Lin, R.; Cheng, J.; Song, W.; Ding, L.; Xie, B.; Zhou, J.; Cen, K. Characterisation of water hyacinth with microwave-heated alkali pretreatment for enhanced enzymatic digestibility and hydrogen/methane fermentation. Bioresour. Technol. 2015, 182, 1–7. [Google Scholar] [CrossRef]
- Ferrer, I.; Palatsi, J.; Campos, E.; Flotats, X. Mesophilic and thermophilic anaerobic biodegradability of water hyacinth pre-treated at 80 °C. Waste Manag. 2010, 30, 1763–1767. [Google Scholar] [CrossRef] [PubMed]
- Alfageme, E.R.; Fujiwara, M.; Toda, T. Steam explosion and thermal hydrolysis for pretreating Eichhornia crassipes to enhance anaerobic digestion. In Proceedings of the Annual Conference of Japan Society of Material Cycles and Waste Management, Sendai, Japan, 19–21 September 2019; Japan Society of Material Cycles and Waste Management: Tokyo, Japan, 2019; p. 551. [Google Scholar]
- Ali, S.S.; Sun, J. Effective thermal pretreatment of water hyacinth (Eichhornia crassipes) for the enhancement of biomethanation: VIT ® gene probe technology for microbial community analysis with special reference to methanogenic Archaea. J. Environ. Chem. Eng. 2019, 7, 102853. [Google Scholar] [CrossRef]
- Putra, Y.; Murni, D.; Kurniawan, T. Study of Biogas Production Rate from Water Hyacinth by Hydrothermal Pretreatment with Buffalo Dung as a Starter. Waste Technol. 2014, 2, 26–30. [Google Scholar] [CrossRef]
- Kist, D.L.; Pérez-Elvira, S.I.; Monteggia, L.O. Evaluation of the steam explosion pretreatment upon the anaerobic digestion of water hyacinth biomass: Influence on liquid and solid fractions. Am. Sci. Res. J. Eng. Technol. Sci. 2018, 40, 298–317. [Google Scholar]
- Gunnarsson, C.C.; Petersen, C.M. Water hyacinths as a resource in agriculture and energy production: A literature review. Waste Manag. 2007, 27, 117–129. [Google Scholar] [CrossRef]
- Rezania, S.; Din, M.F.M.; Taib, S.M.; Sohaili, J.; Chelliapan, S.; Kamyab, H.; Saha, B.B. Review on fermentative biohydrogen production from water hyacinth, wheat straw and rice straw with focus on recent perspectives. Int. J. Hydrogen Energy 2017, 42, 20955–20969. [Google Scholar] [CrossRef]
- Shafy, H.I.; Farid, M.R.; El-Din, A.M. Water-Hyacinth from Nile River: Chemical contents, nutrient elements and heavy metals. Egypt. J. Chem. 2016, 59, 131–143. [Google Scholar] [CrossRef] [Green Version]
- Kruse, A.; Funke, A.; Titirici, M.M. Hydrothermal conversion of biomass to fuels and energetic materials. Curr. Opin. Chem. Biol. 2013, 17, 515–521. [Google Scholar] [CrossRef]
- Wirth, B.; Mumme, J. Anaerobic Digestion of Waste Water from Hydrothermal Carbonization of Corn Silage. Appl. Bioenergy 2013, 1, 1–10. [Google Scholar] [CrossRef]
- Fang, J.; Zhan, L.; Ok, Y.S.; Gao, B. Minireview of potential applications of hydrochar derived from hydrothermal carbonization of biomass. J. Ind. Eng. Chem. 2018, 57, 15–21. [Google Scholar] [CrossRef]
- Zhang, C.; Ma, X.; Chen, X.; Tian, Y.; Zhou, Y.; Lu, X.; Huang, T. Conversion of water hyacinth to value-added fuel via hydrothermal carbonization. Energy 2020, 197, 117193. [Google Scholar] [CrossRef]
- Román, S.; Ledesma, B.; Alvarez, A.; Coronella, C.; Qaramaleki, S. V Suitability of hydrothermal carbonization to convert water hyacinth to added-value products. Renew. Energy 2020, 146, 1649–1658. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, X.; Wang, J.; Li, X.; Cheng, J.; Yang, H.; Chen, H. Effect of residence time on chemical and structural properties of hydrochar obtained by hydrothermal carbonization of water hyacinth. Energy 2013, 58, 376–383. [Google Scholar] [CrossRef]
- Priya, P.; Nikhitha, S.O.; Anand, C.; Nath, R.D.; Krishnakumar, B. Biomethanation of water hyacinth biomass. Bioresour. Technol. 2018, 255, 288–292. [Google Scholar] [CrossRef]
- Hudakorn, T.; Sritrakul, N. Biogas and biomass pellet production from water hyacinth. Energy Rep. 2020, 6, 532–538. [Google Scholar] [CrossRef]
- Rezania, S.; Md Din, M.F.; Kamaruddin, S.F.; Taib, S.M.; Singh, L.; Yong, E.L.; Dahalan, F.A. Evaluation of water hyacinth (Eichhornia crassipes) as a potential raw material source for briquette production. Energy 2016, 111, 768–773. [Google Scholar] [CrossRef] [Green Version]
- Munjeri, K.; Ziuku, S.; Maganga, H.; Siachingoma, B.; Ndlovu, S. On the potential of water hyacinth as a biomass briquette for heating applications. Int. J. Energy Environ. Eng. 2016, 7, 37–43. [Google Scholar] [CrossRef] [Green Version]
- Smith, A.M.; Singh, S.; Ross, A.B. Fate of inorganic material during hydrothermal carbonisation of biomass: Influence of feedstock on combustion behaviour of hydrochar. FUEL 2016, 169, 135–145. [Google Scholar] [CrossRef]
- Reza, M.T.; Lynam, J.G.; Uddin, M.H.; Coronella, C.J. Hydrothermal carbonization: Fate of inorganics. Biomass and Bioenergy 2013, 49, 86–94. [Google Scholar] [CrossRef]
- Lin, R.; Deng, C.; Ding, L.; Bose, A.; Murphy, J.D. Improving gaseous biofuel production from seaweed Saccharina latissima: The effect of hydrothermal pretreatment on energy efficiency. Energy Convers. Manag. 2019, 196, 1385–1394. [Google Scholar] [CrossRef]
- Ding, L.; Cheng, J.; Lin, R.; Deng, C.; Zhou, J.; Murphy, J.D. Improving biohydrogen and biomethane co-production via two-stage dark fermentation and anaerobic digestion of the pretreated seaweed Laminaria digitata. J. Clean. Prod. 2020, 251, 119666. [Google Scholar] [CrossRef]
- Ding, L.; Cheng, J.; Qiao, D.; Yue, L.; Li, Y.Y.; Zhou, J.; Cen, K. Investigating hydrothermal pretreatment of food waste for two-stage fermentative hydrogen and methane co-production. Bioresour. Technol. 2017, 241, 491–499. [Google Scholar] [CrossRef] [PubMed]
- He, L.; Huang, H.; Lei, Z.; Liu, C.; Zhang, Z. Enhanced hydrogen production from anaerobic fermentation of rice straw pretreated by hydrothermal technology. Bioresour. Technol. 2014, 171, 145–151. [Google Scholar] [CrossRef] [PubMed]
- Chandra, R.; Takeuchi, H.; Hasegawa, T. Hydrothermal pretreatment of rice straw biomass: A potential and promising method for enhanced methane production. Appl. Energy 2012, 94, 129–140. [Google Scholar] [CrossRef]
- Luz, F.C.; Volpe, M.; Fiori, L.; Manni, A.; Cordiner, S.; Mulone, V.; Rocco, V. Spent coffee enhanced biomethane potential via an integrated hydrothermal carbonization-anaerobic digestion process. Bioresour. Technol. 2018, 256, 102–109. [Google Scholar] [CrossRef]
- Becker, R.; Dorgerloh, U.; Paulke, E.; Mumme, J.; Nehls, I. Hydrothermal carbonization of biomass: Major organic components of the aqueous phase. Chem. Eng. Technol. 2014, 37, 511–518. [Google Scholar] [CrossRef]
- Erdogan, E.; Atila, B.; Mumme, J.; Reza, M.T.; Toptas, A.; Elibol, M.; Yanik, J. Characterization of products from hydrothermal carbonization of orange pomace including anaerobic digestibility of process liquor. Bioresour. Technol. 2015, 196, 35–42. [Google Scholar] [CrossRef]
- Paul, S.; Dutta, A. Challenges and opportunities of lignocellulosic biomass for anaerobic digestion. Resour. Conserv. Recycl. 2018, 130, 164–174. [Google Scholar] [CrossRef]
- Marin-Batista, J.D.; Villamil, J.A.; Rodriguez, J.J.; Mohedano, A.F.; Rubia, M.A. De Valorization of microalgal biomass by hydrothermal carbonization and anaerobic digestion. Bioresour. Technol. 2019, 274, 395–402. [Google Scholar] [CrossRef]
- Brown, A.E.; Finnerty, G.L.; Camargo-Valero, M.A.; Ross, A.B. Valorisation of Macroalgae via the Integration of Hydrothermal Carbonisation and Anaerobic Digestion. Bioresour. Technol. 2020, 312, 123539. [Google Scholar] [CrossRef]
- Aragón-Briceño, C.; Ross, A.B.; Camargo-Valero, M.A. Evaluation and comparison of product yields and bio-methane potential in sewage digestate following hydrothermal treatment. Appl. Energy 2017, 208, 1357–1369. [Google Scholar] [CrossRef]
- Parmar, K.R.; Ross, A.B. Integration of Hydrothermal Carbonisation with Anaerobic Digestion; Opportunities for Valorisation of Digestate. Energies 2019, 12, 1586. [Google Scholar] [CrossRef] [Green Version]
- Pagés-Díaz, J.; Alvarado, A.O.C.; Montalvo, S.; Diaz-Robles, L.; Curio, C.H. Anaerobic bio-methane potential of the liquors from hydrothermal carbonization of different lignocellulose biomasses. Renew. Energy 2020, 157, 182–189. [Google Scholar] [CrossRef]
- Lucian, M.; Volpe, M.; Merzari, F.; Wüst, D.; Kruse, A.; Andreottola, G.; Fiori, L. Hydrothermal carbonization coupled with anaerobic digestion for the valorization of the organic fraction of municipal solid waste. Bioresour. Technol. 2020, 314, 123734. [Google Scholar] [CrossRef]
- Grasham, O.; Dupont, V.; Camargo-Valero, M.A.; García-Gutiérrez, P.; Cockerill, T. Combined ammonia recovery and solid oxide fuel cell use at wastewater treatment plants for energy and greenhouse gas emission improvements. Appl. Energy 2019, 240, 698–708. [Google Scholar] [CrossRef]
- Aragón-Briceño, C.I.; Grasham, O.; Ross, A.B.; Dupont, V.; Camargo-Valero, M.A. Hydrothermal carbonization of sewage digestate at wastewater treatment works: Influence of solid loading on characteristics of hydrochar, process water and plant energetics. Renew. Energy 2020, 157, 959–973. [Google Scholar] [CrossRef]
- Heidari, M.; Norouzi, O.; Salaudeen, S.; Acharya, B.; Dutta, A. Prediction of Hydrothermal Carbonization with Respect to the Biomass Components and Severity Factor. Energy Fuels 2019, 33, 9916–9924. [Google Scholar] [CrossRef]
- Raposo, F.; Fernández-Cegrí, V.; de la Rubia, M.A.; Borja, R.; Béline, F.; Cavinato, C.; Demirer, G.; Fernández, B.; Fernández-Polanco, M.; Frigon, J.C.; et al. Biochemical methane potential (BMP) of solid organic substrates: Evaluation of anaerobic biodegradability using data from an international interlaboratory study. J. Chem. Technol. Biotechnol. 2011, 86, 1088–1098. [Google Scholar] [CrossRef]
- Nielfa, A.; Cano, R.; Fdz-Polanco, M. Theoretical methane production generated by the co-digestion of organic fraction municipal solid waste and biological sludge. Biotechnol. Rep. 2015, 5, 14–21. [Google Scholar] [CrossRef] [Green Version]
- Wall, D.M.; O’Kiely, P.; Murphy, J.D. The potential for biomethane from grass and slurry to satisfy renewable energy targets. Bioresour. Technol. 2013, 149, 425–431. [Google Scholar] [CrossRef]
- Deng, C.; Lin, R.; Kang, X.; Wu, B.; O’Shea, R.; Murphy, J.D. Improving gaseous biofuel yield from seaweed through a cascading circular bioenergy system integrating anaerobic digestion and pyrolysis. Renew. Sustain. Energy Rev. 2020, 128, 109895. [Google Scholar] [CrossRef]
- Andriamanohiarisoamanana, F.J.; Matsunami, N.; Yamashiro, T.; Iwasaki, M.; Ihara, I.; Umetsu, K. High-solids anaerobic mono-digestion of riverbank grass under thermophilic conditions. J. Environ. Sci. 2017, 52, 29–38. [Google Scholar] [CrossRef]
- Okoro-Shekwaga, C.K.; Suruagy, M.V.T.; Ross, A.; Camargo-Valero, M.A. Particle size, inoculum-to-substrate ratio and nutrient media effects on biomethane yield from food waste. Renew. Energy 2020, 151, 311–321. [Google Scholar] [CrossRef]
- APHA. Standard Methods for the Examination of Water and Wastewater; American Public Health Association: Washington, DC, USA, 2005. [Google Scholar]
- Green, T.; Miria, O.I.; Crook, R.; Ross, A. Energy Calculator for Solar Processing of Biomass with Application to Uganda. Energies 2020, 13, 1485. [Google Scholar] [CrossRef] [Green Version]
- Yuan, T.; Cheng, Y.; Zhang, Z.; Lei, Z.; Shimizu, K. Comparative study on hydrothermal treatment as pre- and post-treatment of anaerobic digestion of primary sludge: Focus on energy balance, resources transformation and sludge dewaterability. Appl. Energy 2019, 239, 171–180. [Google Scholar] [CrossRef]
- Mishra, S.; Maiti, A. The efficiency of Eichhornia crassipes in the removal of organic and inorganic pollutants from wastewater: A review. Environ. Sci. Pollut. Res. 2017, 24, 7921–7937. [Google Scholar] [CrossRef] [PubMed]
- Munawer, M.E. Human health and environmental impacts of coal combustion and post-combustion wastes. J. Sustain. Min. 2018, 17, 87–96. [Google Scholar] [CrossRef]
- Mitchell, E.J.S.; Lea-Langton, A.R.; Jones, J.M.; Williams, A.; Layden, P.; Johnson, R. The impact of fuel properties on the emissions from the combustion of biomass and other solid fuels in a fixed bed domestic stove. Fuel Process. Technol. 2016, 142, 115–123. [Google Scholar] [CrossRef]
- Sommersacher, P.; Brunner, T.; Obernberger, I. Fuel indexes: A novel method for the evaluation of relevant combustion properties of new biomass fuels. Energy Fuels 2012, 26, 380–390. [Google Scholar] [CrossRef]
- Zhao, B.; Su, Y.; Liu, D.; Zhang, H.; Liu, W.; Cui, G. SO2/NOx emissions and ash formation from algae biomass combustion: Process characteristics and mechanisms. Energy 2016, 113, 821–830. [Google Scholar] [CrossRef]
- Ward, A.J.; Hobbs, P.J.; Holliman, P.J.; Jones, D.L. Optimisation of the anaerobic digestion of agricultural resources. Bioresour. Technol. 2008, 99, 7928–7940. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Cheng, J.J.; Creamer, K.S. Inhibition of anaerobic digestion process: A review. Bioresour. Technol. 2008, 99, 4044–4064. [Google Scholar] [CrossRef] [PubMed]
- Smith, A.M.; Ross, A.B. Production of bio-coal, bio-methane and fertilizer from seaweed via hydrothermal carbonisation. Algal Res. 2016, 16, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Smith, A.M.; Ross, A.B. The influence of residence time during hydrothermal carbonisation of miscanthus on bio-coal combustion chemistry. Energies 2019, 12, 523. [Google Scholar] [CrossRef] [Green Version]
- Reza, M.T.; Andert, J.; Wirth, B.; Busch, D.; Pielert, J.; Lynam, J.G.; Mumme, J. Hydrothermal Carbonization of Biomass for Energy and Crop Production. Appl. Bioenergy 2014, 1, 11–29. [Google Scholar] [CrossRef]
- Smith, A.M.; Ekpo, U.; Ross, A.B. The Influence of pH on the Combustion Properties of Bio-Coal Following Hydrothermal Treatment of Swine Manure. Energies 2020, 13, 331. [Google Scholar] [CrossRef] [Green Version]
- Machado, N.T.; de Castro, D.A.R.; Santos, M.C.; Araújo, M.E.; Lüder, U.; Herklotz, L.; Werner, M.; Mumme, J.; Hoffmann, T. Process analysis of hydrothermal carbonization of corn Stover with subcritical H2O. J. Supercrit. Fluids 2018, 136, 110–122. [Google Scholar] [CrossRef]
- Monlau, F.; Sambusiti, C.; Barakat, A.; Quéméneur, M.; Trably, E.; Steyer, J.-P.; Carrère, H. Do furanic and phenolic compounds of lignocellulosic and algae biomass hydrolyzate inhibit anaerobic mixed cultures? A comprehensive review. Biotechnol. Adv. 2014, 32, 934–951. [Google Scholar] [CrossRef]
- Wijngaard, H.; Brunton, N. The Optimization of Extraction of Antioxidants from Apple Pomace by Pressurized Liquids. J. Agric. Food Chem. 2009, 57, 10625–10631. [Google Scholar] [CrossRef]
- O’Sullivan, C.; Rounsefell, B.; Grinham, A.; Clarke, W.; Udy, J. Anaerobic digestion of harvested aquatic weeds: Water hyacinth (Eichhornia crassipes), cabomba (Cabomba Caroliniana) and salvinia (Salvinia molesta). Ecol. Eng. 2010, 36, 1459–1468. [Google Scholar] [CrossRef]
- Patil, J.H.; AntonyRaj, M.; Shankar, B.B.; Shetty, M.K.; Kumar, B.P. Anaerobic co-digestion of Water Hyacinth and Sheep Waste. Energy Procedia 2014, 52, 572–578. [Google Scholar] [CrossRef] [Green Version]
- Varanasi, J.L.; Kumari, S.; Das, D. Improvement of energy recovery from water hyacinth by using integrated system. Int. J. Hydrogen Energy 2018, 43, 1303–1318. [Google Scholar] [CrossRef]
- Barua, V.B.; Kalamdhad, A.S. Biochemical methane potential test of untreated and hot air oven pretreated water hyacinth: A comparative study. J. Clean. Prod. 2017, 166, 273–284. [Google Scholar] [CrossRef]
- Elbeshbishy, E.; Dhar, B.R.; Nakhla, G.; Lee, H.S. A critical review on inhibition of dark biohydrogen fermentation. Renew. Sustain. Energy Rev. 2017, 79, 656–668. [Google Scholar] [CrossRef]
- Ahmed, B.; Aboudi, K.; Tyagi, V.K.; Álvarez-Gallego, C.J.; Fernández-Güelfo, L.A.; Romero-García, L.I.; Kazmi, A.A. Improvement of Anaerobic Digestion of Lignocellulosic Biomass by Hydrothermal Pretreatment. Appl. Sci. 2019, 9, 3853. [Google Scholar] [CrossRef] [Green Version]
- Mumme, J.; Srocke, F.; Heeg, K.; Werner, M. Use of biochars in anaerobic digestion. Bioresour. Technol. 2014, 164, 189–197. [Google Scholar] [CrossRef] [PubMed]
- Choe, U.; Mustafa, A.M.; Lin, H.; Xu, J.; Sheng, K. Effect of bamboo hydrochar on anaerobic digestion of fish processing waste for biogas production. Bioresour. Technol. 2019. [Google Scholar] [CrossRef]
- Xu, J.; Mustafa, A.M.; Lin, H.; Choe, U.Y.; Sheng, K. Effect of hydrochar on anaerobic digestion of dead pig carcass after hydrothermal pretreatment. Waste Manag. 2018, 78, 849–856. [Google Scholar] [CrossRef]
- Zhao, K.; Li, Y.; Zhou, Y.; Guo, W.; Jiang, H.; Xu, Q. Characterization of hydrothermal carbonization products (hydrochars and spent liquor) and their biomethane production performance. Bioresour. Technol. 2018, 267, 9–16. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Slagging/Fouling Index | Equation | Analysis |
|---|---|---|
| Alkali index | AI = | AI < 0.17 safe combustion AI > 0.17 < 0.34 probable slagging and fouling AI > 0.34 almost certain slagging and fouling |
| Bed agglomeration index | BAI = | BAI < 0.15 bed agglomeration likely |
| Acid base ratio | R | R < 0.5 low slagging risk |
| Slagging index | %S (dry) | SI < 0.6 low slagging inclination SI > 0.6 < 2.0 medium slagging inclination SI > 2.0 high slagging inclination |
| Fouling index | FI = %() | FI < 0.6 low fouling FI > 0.6 < 40.0 medium fouling FI > 40.0 high fouling |
| Slag viscosity index | SVI = | SVI > 72 low slagging inclination SVI > 63 < 72 medium slagging inclination SVI < 65 high slagging inclination |
| Untreated (Dry) WH | Char-150 | Char-200 | Char-250 | |
|---|---|---|---|---|
| %Moisture (ar) | 6.7 | 4.8 | 2.9 | 1.7 |
| %Volatile Matter (db) | 85.4 | 76.9 | 70.6 | 55.8 |
| %Fixed Carbon (db) | ND | 6.5 | 13.6 | 21.9 |
| %Ash (db) | 14.6 | 16.6 | 15.9 | 22.3 |
| %C (db) | 38.7 ± 0.0 | 39.3 ± 0.2 | 45.5 ± 0.1 | 53.0 ± 0.7 |
| %H (db) | 3.4 ± 0.0 | 3.5 ± 0.0 | 3.7 ± 0.0 | 4.0 ± 0.5 |
| %N (db) | 2.7 ± 0.1 | 2.5 ± 0.0 | 2.6 ± 0.0 | 3.4 ± 0.0 |
| %S (db) | 0.1 ± 0.1 | ND | ND | ND |
| %O a (db) | 40.6 ± 0.2 | 38.1 ± 0.2 | 32.4 ± 0.1 | 17.2 ± 0.3 |
| C:N b (db) | 14 | 16 | 18 | 16 |
| O:C c (daf) | 0.79 | 0.73 | 0.53 | 0.24 |
| H:C c (daf) | 1.04 | 1.08 | 0.99 | 0.91 |
| %VS (ar) | 73.7 ± 0.0 | 75.6 ± 0.3 | 78.4 ± 0.2 | 74.9 ± 0.0 |
| VS (%TS) | 79.1 ± 0.0 | 81.4 ± 0.6 | 82.0 ± 0.2 | 77.1 ± 0.1 |
| Sample | Inorganic Composition (wt % Biomass) | ||||||
|---|---|---|---|---|---|---|---|
| Na | Mg | P | K | Ca | Fe | Si | |
| Untreated WH | 0.40 | 0.60 | 0.58 | 1.76 | 2.04 | 0.78 | 1.24 |
| Char-150 | 0.32 | 0.55 | 0.60 | 1.56 | 2.60 | 1.08 | 1.66 |
| Char-200 | 0.28 | 0.30 | 0.48 | 0.96 | 2.69 | 0.98 | 1.95 |
| Char-250 | 0.22 | 0.66 | 1.06 | 1.57 | 2.75 | 1.79 | 2.61 |
| Sample | Slagging and Fouling Index | |||||
|---|---|---|---|---|---|---|
| AI | BAI | SI | FI | SVI | ||
| Untreated WH | 2.0 | 0.4 | 2.0 | 0.2 | 5.2 | 34.9 |
| Char-150 | 1.6 | 0.7 | 1.6 | 0.0 | 3.7 | 36.8 |
| Char-200 | 0.8 | 0.9 | 1.1 | 0.0 | 1.7 | 42.4 |
| Char-250 | 0.9 | 1.2 | 1.1 | 0.0 | 2.4 | 42.6 |
| PW-150 | PW-200 | PW-250 | |
|---|---|---|---|
| COD (g/L) | 19.0 ± 0.2 | 27.5 ± 0.2 | 31.4 ± 0.1 |
| TOC (g/L) | 7.1 ± 0.0 | 11.1 ± 0.0 | 12.1 ± 0.0 |
| VS (g/L) | 11.9 ± 0.2 | 19.2 ± 0.1 | 13.6 ± 0.0 |
| Total Sugars (g/L) | 2.5 | 1.2 | 0.9 |
| Total VFA (mg/L) | 403.3 | 1356.4 | 1552.2 |
| Acetic Acid (mg/L) | 365.2 ± 109.6 | 1259.5 a | 1380.5 ± 36.6 |
| Propionic Acid (mg/L) | 6.5 ± 1.3 | 45.4 ± 1.2 | 90.8 ± 0.2 |
| Butyric Acid (mg/L) | ND | 11.0 ± 2.8 | 26.3 ± 6.2 |
| Total Phenol (mg/L) | 79.7 ± 0.8 | 342.3 ± 23.0 | 424.8 ± 15.9 |
| HMF (mg/L) | ND | 587.3 | 264.6 |
| Furfural (mg/L) | ND | 382.0 | ND |
| pH | 5.6 | 4.4 | 5.1 |
| Sample | Experimental Data | Modified Gompertz Model | Tm | T80 | ||||||
| BMPex | BMPth | BI | Hm | Rm | λ | R2 | ||||
| (mL CH4/g VS) | (mL CH4/g VS) | (%) | (mL CH4/g VS) | (mL CH4/g VS/d) | (d) | (d) | (mL CH4/g VS) | (d) | ||
| Untreated WH | 103.1 | 349.0 | 30 | 103.1 | 11.2 | 0.0 | 0.985 | 3.4 | 82.5 | 9 |
| Char-150 | 191.1 | 379.4 | 50 | 187.6 | 20.6 | 0.0 | 0.993 | 3.3 | 152.9 | 10 |
| Char-200 | 185.0 | 474.2 | 39 | 185.6 | 46.1 | 0.7 | 0.999 | 2.2 | 148.0 | 5 |
| Char-250 | 44.9 | 678.9 | 7 | 44.9 | 12.6 | 0.0 | 0.997 | 1.3 | 35.9 | 4 |
| Slurry-150 | 202.1 | 349.0 | 58 | 196.6 | 32.4 | 0.0 | 0.971 | 2.2 | 161.6 | 7 |
| Slurry-200 | 162.4 | 349.0 | 47 | 162.2 | 47.6 | 0.2 | 0.999 | 1.5 | 129.9 | 4 |
| Slurry-250 | 146.3 | 349.0 | 42 | 142.2 | 39.4 | 0.3 | 0.995 | 1.6 | 117.0 | 4 |
| Sample | Experimental Data | Modified Gompertz Model | Tm | T80 | ||||||
| BMPex | BMPth a | BI | Hm | Rm | λ | R2 | ||||
| (mL CH4/g COD) | (mL CH4/g COD) | (%) | (mL CH4/g COD) | (mL CH4/g COD/d) | (d) | (d) | (mL CH4/g COD) | (d) | ||
| PW-150 | 213.4 | 350.0 | 61 | 212.1 | 43.6 | 0.0 | 0.997 | 1.8 | 170.7 | 5 |
| PW-200 | 137.9 | 350.0 | 39 | 140.7 | 11.6 | 2.0 | 0.976 | 6.4 | 110.3 | 11 |
| PW-250 | 148.8 | 350.0 | 43 | 148.7 | 14.2 | 0.0 | 0.994 | 3.9 | 119.0 | 11 |
| Integration Strategy | Temperature (°C) | Energy Input (MJ/kg WH) | Energy Output (MJ/kg WH) | EROI a |
|---|---|---|---|---|
| [i] Hydrochar combustion and process water digestion | 150 | 5.01 | 10.27 | 4.56 |
| 200 | 7.02 | 9.79 | 3.10 | |
| 250 | 9.02 | 9.48 | 2.34 | |
| [ii] Digestion of hydrochar alone | 150 | 5.01 | 4.59 | 2.04 |
| 200 | 7.02 | 3.33 | 1.05 | |
| 250 | 9.02 | 0.51 | 0.13 | |
| [iii] Digestion of HTC slurry | 150 | 5.01 | 5.78 | 2.56 |
| 200 | 7.02 | 4.15 | 1.31 | |
| 250 | 9.02 | 2.44 | 0.60 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brown, A.E.; Adams, J.M.M.; Grasham, O.R.; Camargo-Valero, M.A.; Ross, A.B. An Assessment of Different Integration Strategies of Hydrothermal Carbonisation and Anaerobic Digestion of Water Hyacinth. Energies 2020, 13, 5983. https://doi.org/10.3390/en13225983
Brown AE, Adams JMM, Grasham OR, Camargo-Valero MA, Ross AB. An Assessment of Different Integration Strategies of Hydrothermal Carbonisation and Anaerobic Digestion of Water Hyacinth. Energies. 2020; 13(22):5983. https://doi.org/10.3390/en13225983
Chicago/Turabian StyleBrown, Aaron E., Jessica M. M. Adams, Oliver R. Grasham, Miller Alonso Camargo-Valero, and Andrew B. Ross. 2020. "An Assessment of Different Integration Strategies of Hydrothermal Carbonisation and Anaerobic Digestion of Water Hyacinth" Energies 13, no. 22: 5983. https://doi.org/10.3390/en13225983