Fe2(SO4)3-Catalyzed Levulinic Acid Esterification: Production of Fuel Bioadditives

Chemistry Department, Federal University of Viçosa, Avenida Peter Henry Rolfs, s/n, Viçosa 36570-900, MG, Brazil
*
Author to whom correspondence should be addressed.
Energies 2018, 11(5), 1263; https://doi.org/10.3390/en11051263
Submission received: 30 March 2018
/
Revised: 3 May 2018
/
Accepted: 14 May 2018
/
Published: 15 May 2018
(This article belongs to the Section A: Sustainable Energy)
Abstract
:In this work, we developed a route to synthesize fuel bioadditives based on simple and inexpensive commercial catalyst: iron(III) sulfate. This process is an alternative to the traditional Brønsted acid catalysts, avoiding steps to neutralize the catalyst, which generates a large amount of effluents and residues. High conversions (ca. 90%) and selectivity (90–97%) for alkyl esters of levulinic acid with carbon chain ranging from C6–C9 were obtained, when Fe2(SO4)3 was the catalyst. The role of each component catalyst system was studied, with a special attention on the reaction temperature, stoichiometry of reactants and catalyst concentration. We investigate the catalytic activity of others commercial transition metal salts (i.e., Fe2(SO4)3, FeCl3, CuSO4, FeSO4, MnSO4, NiSO4). Although soluble, the Fe2(SO4)3 catalyst was easily recovered by silica column chromatography, in the same step of products purification, and reused without loss activity. The use of renewable raw material and an efficient, inexpensive and recyclable catalyst are the main positive features of this process.
1. Introduction
The lignocellulosic biomass is an unlimited source of compounds whose industrial production can reduce the consumption of petroleum derivatives chemicals and arise as a strategic raw material for the economy and the environment of our planet [1,2]. Wood wasting, feed crop residues, and other byproducts generated by industry of cellulose processing are highly available feedstocks, which contain compounds that are potential platform molecule for the future biorefinery [3,4,5].
The conversion of biomass derivatives to chemicals of high added value or biofuels has become important from viewpoint industrial and environmental [6,7]. Nowadays, the inevitable depleting of fossil fuels, as well as the high environmental impact generated during its burn that results in greenhouse effect gas has reinforced the necessity of developing renewable origin chemicals and biofuels [8,9].
To convert biomass to fuels, two major processes have been employed; the thermochemical conversion (i.e., pyrolysis, liquefaction and gasification), which are processes energy intensive, and the biochemical conversion (i.e., fermentation, and/or aerobic digestion) [10]. The biomass gasification comprises in breakdown hydrocarbons to lighter compounds. The liquefaction route is based on high-temperature pyrolysis of feedstocks, or alternatively, to perform the processing at a lower temperature, such as high-pressure liquefaction, ultra-pyrolysis, or supercritical extraction [11]. All of the processes can convert biomass waste to fuels.
Biochemical conversion may be carried out on two extensive processes: biological digestion, which consists in enzymatic fermentation or microbial digestion [12], and the chemical decomposition, which include the use of the Lewis or Bronsted solid acid catalysts [13]. Although homogeneous acid catalysts are inexpensive and commercially available, the main drawback of these processes are the steps to neutralize and purify the products, which generate very residues and effluents [14].
Conversely, solid acid catalysts have significant advantages because are environmentally benign, generate few residues and are easily recovered. However, the leaching problems due to high polarity of medium compromise its catalytic activity and lifetime, an aspect that still needs to be enhanced. Therefore, it is meaningful to develop more simple, stable, efficient and low-cost catalysts for the conversion of biomass to alkyl levulinates [15].
On this sense, the levulinic acid produced through acid hydrolysis of lignocellulosic raw material (i.e., carbohydrates such as glucose and fructose) deserves highlight because is a versatile building block for the synthesis of chemicals and biofuels [16,17].
Alkyl levulinates of short carbon chain are useful either as bioadditives to the fuels, because they have low toxicity, improve flashpoint stability of fuels and enhance the flow properties and lubricity under low temperatures [18,19,20,21]. Companies as the Biofine Technology LCC and Texaco Petroleum Corporation (presently, Chevron Corporation) formulated a product for the low-smoke diesel where the ethyl levulinate was used as bioadditive [22].
Alkyl levulinates can be synthesized through three major reaction route. The one-pot preparation by acid alcoholysis of biomass-based sugars such as cellulose, glucose and fructose. The other two routes involve two-step reactions; the first one, the carbohydrates acid hydrolysis followed by levulinic acid esterification with alkyl alcohols. The third route, the acid hydrolysis/reduction of sugars generating furfuryl alcohol, which will be esterified in an acid medium with alkyl alcohols. Clearly, the composition of biomass in terms of carbohydrates plays a vital role to select which of these routes will be the most advantageous process.
On the other hand, alkyl levulinates can be synthesized converting furfuryl alcohol to levulinic acid subsequently react it with alkyl alcohols. Peng et al. carried out this reaction using AlCl3 as the catalyst [23]. Although the catalyst has been efficient and reusable, the reaction of ring opening of furfuryl alcohol required temperatures of 393 K, which is higher than that commonly used in esterification reactions. Moreover, those authors used a high molar ratio ethyl alcohol: furfuryl alcohol (ca. 170:1).
Brønsted acids have also been used in reactions like these. Bhaumik et al. described the use of a sulfonated monolithic catalyst to produce levulinic acid esters through the ring opening of the furanoid moiety of furfuryl alcohol and subsequent esterification with various alcohols in one-pot reaction [24]. Nonetheless, this catalyst requires temperatures of 363 K and nitrogen atmosphere. Guo et al reported the use of H4SiW12O40 heteropolyacid and ZrO2 bi-functionalized organosilica nanotubes to obtain alkyl levulinates starting from furfuryl alcohol [25].
Due to their low cost, homogeneous mineral acids are widely used in esterification reactions [26]. However, the high corrosiveness, the large generation of neutralization residues and the impossibility of reuse have motivated the source of alternative catalysts [27,28,29]. Sulfonated or sulfated solid catalysts are an attractive alternative to the homogenous acids, nonetheless, the leaching of the active phase and the alkylation of sulfonic groups may deactivate the catalyst [30,31,32,33].
Despite these challenges, some works have described the successful use of sulfonic catalysts; for instance, Guo et al. reported that arylsulfonic acid functionalized hollow mesoporous carbon spheres (named as ArSO3H-HMCSs) were stable and efficiently recovered and reused on levulinic acid esterification reactions with several alcohols [34]. Notwithstanding, the laborious synthesis of this catalyst hampers its use in large scale.
Commercial Lewis acid can be an attractive option to synthesize Brønsted acid catalysts. Stannous chloride has been a highly active catalyst to esterify free fatty acids (FFA), terpenic alcohols and glycerol [35,36,37,38]. Although used in homogeneous conditions, this catalyst was efficiently recovered and reused without loss activity. Another example was described by Maheshika et al., which employed ferric sulfate as a solid acid catalyst to esterify FFA present in the coconut oil samples with methyl alcohol [39]. Those authors verified that under reaction conditions studied, the solid catalyst was easily recovered by filtration, however, the impurities of oil compromised its reuse. Reuse data were not provided by them.
In this work, we have developed a route to synthesize levulinates alkyl esters using Fe2(SO4)3 as the catalyst, a commercial and inexpensive Lewis acid. The activity of Fe2(SO4)3 was compared to the other commercial salt catalysts. The Fe2(SO4)3-catalyzed esterification reactions of levulinic acid selectively provided alkyl levulinates with carbon chain size of gasoline (C6–C9) (ca. > 90%). The effects of reactants stoichiometry, temperature, and catalyst concentration were investigated. The efficiency of Fe2(SO4)3 was compared to the other Lewis acid salts. A simple procedure was developed to recovery and reuse the soluble catalyst, which remained highly active after successive recycles.
2. Material and Methods
2.1. Chemicals
All the chemicals and solvents were used as received. Hydrate salts (i.e., Fe2(SO4)3·nH2O, FeSO4·7H2O, NiSO4, CuSO4 5H2O, ZnSO4, MnSO4·5H2O, FeCl3·6H2O; 97–99 wt. %) were acquired from Sigma-Aldrich (Saint Louis city, MO, USA). Levulinic acid (99 wt. %), alcohols (i.e., methyl, ethyl, propyl, isopropyl and butyl) having purity between 99.5 and 99.8 wt. %, were also purchased from Sigma-Aldrich.
2.2. Catalytic Runs
Catalytic runs were carried in a glass reactor (50 mL) fitted with sampling septum and reflux condenser, under magnetic stirrer (ca. 700 rpm). Typically, ferric sulfate catalyst (ca. 3.0 mol % in relation to the levulinic acid; 1.08 mmol) and an excess of ethyl alcohol (ca. 108.0 mmol) were dissolved, and the reactor temperature was adjusted to 333 K. Then, the reaction was started by adding of levulinic acid (ca. 36.0 mmol). This same procedure was used when other alcohols were used. To assess the effect of catalyst type, ethanol was the alcohol selected and the reactions were carried out at the same conditions.
To follow the reaction progress, samples (ca. 1.5 mL) were collected at different time intervals. In general, the samples were collected after 30, 60, 90, 120, 180, 240, 360 and 480 min. However, in according to the experiment, it is possible that only the data obtained until 240 min will be presented in graphics.
2.3. Gas Chromatography-Mass Spectrometry Analyses of the Reaction Products
The aliquots were analyzed by chromatography gas, in a Shimadzu 2014 plus gas chromatograph instrument fitted with a flame ionization detector and a CP-WAX capillary chromatographic column (25 m × 0.32 mm × 0.30 µm). Toluene was internal standard. The plotting of GC peak areas of products and levulinic acid in the respective calibrating curves allowed calculating the conversion and the checking the mass balance of the reaction. The standard deviation was always equal or lower than 5% and will be omitted in graphics.
Equation (1) was used to calculate the selectivity of main products, where rf correspond to the response factor of each product, Aprod corresponds to the product GC peak area of product and Acons corresponds to the GC peak area of the substrate that was consumed.
Selectivity (%) = (Aprod) × rf/(Acons) × 100
The major reaction products were identified by GC/MS analyses (Shimadzu MS-QP 2010 ultra, mass spectrometer, electronic impact mode at 70 eV, coupled to a Shimadzu 2010 plus, GC) and by comparison with GC analyses of the authentic samples. The authentic samples of levulinate alkyl esters were previously synthesized and purified in our lab.
2.4. Recovery and Reuse of Catalyst
The catalyst was separated from products by silica column chromatography (silica gel 60 G), in the same step of products purification. After the end of the reaction, the remaining solution was concentrated in a rotatory evaporator, impregnated with silica and submitted to the chromatography in a column. After removal of products with hexane/dichloromethane mixture (ca. 1:1), the catalyst remained retained in the silica column. After elution with hot methyl alcohol/water mixture, it was removed, dried, weighted and reused in another catalytic run.
3. Results and Discussion
3.1. Effect of Catalyst Nature on the Levulinic Acid Esterification with Ethyl Alcohol
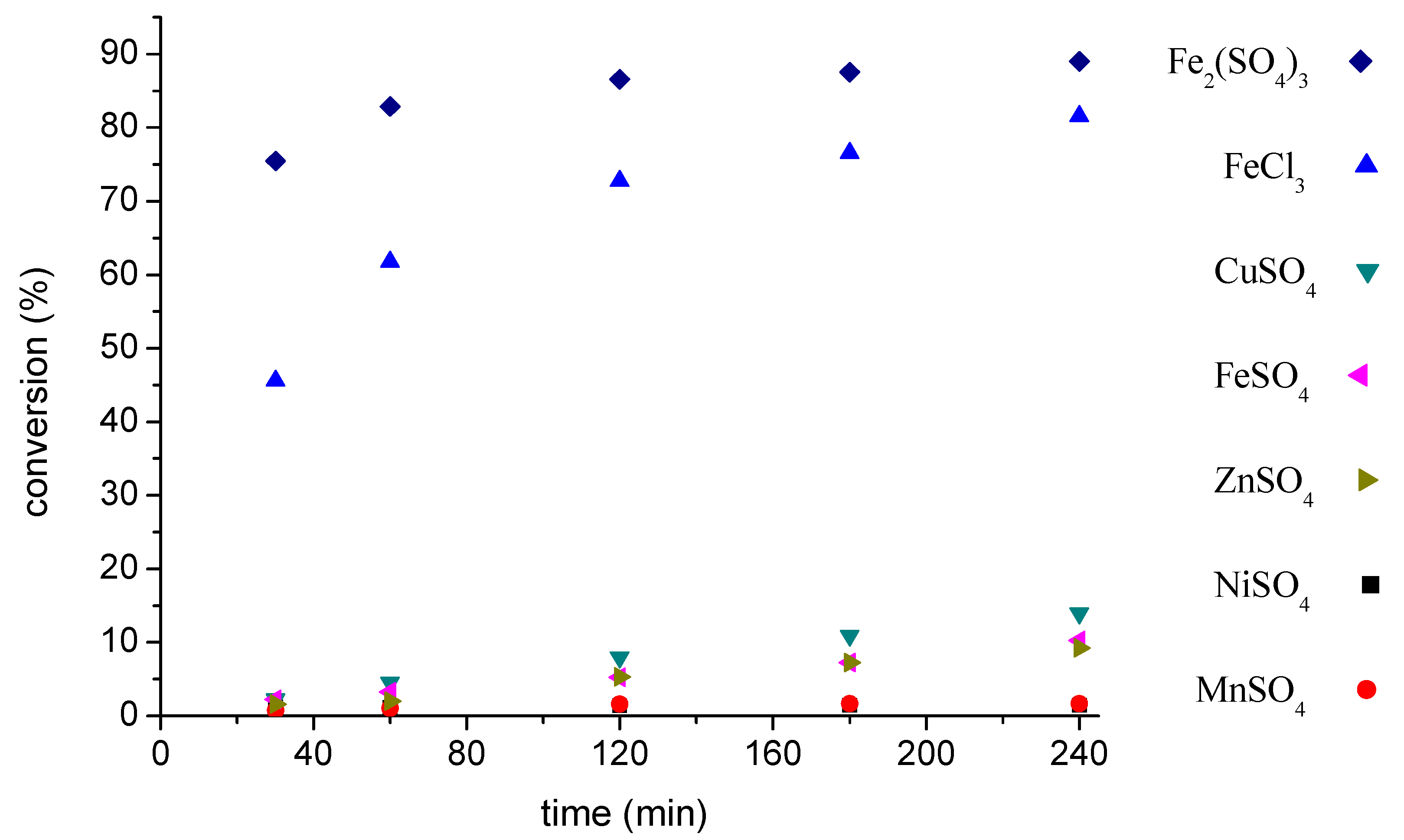
Initially, we have evaluated the performance of the transition metal salt catalysts in levulinic acid esterification with ethyl alcohol at 333 K temperature (Figure 1).
Under the same metal cations concentration, the iron(III) salts were the most active catalysts, mainly the Fe2(SO4)3. The activity of these catalysts may be related to their ability to catalyze the reaction described in Equations (2) and (3); these reactions results in another specie catalytically active: the H3O+ cations (Equation (2)) [40].
nCH3CH2OH + Mm+ ⇄ [M(CH3CH2OH)n]m+
[M(CH3CH2OH)n]m+ + CH3CH2OH ⇄ [M(CH3CH2O)(CH3CH2OH)n−1]m + H3O+
Therefore, to verify this hypothesis we measured the pH of the levulinic acid: ethyl alcohol solutions (ca. 1:3 molar ratio) at the same reaction conditions. The results are displayed in Table 1.
It is noteworthy that the measurements performed herein did not provide the true acidity of solutions; however, our intention is highlighting how the different metal salts are able to generate H+ cations in alcoholic solutions and how this effect is correlated to the efficiency of the catalysts.
Noticeably, the acidity of catalysts can be straightly related the activity of them; the salts that generated the higher H3O+ cations concentration were the most efficient catalysts (i.e., Fe2(SO4)3 > FeCl3 > CuSO4 > FeSO4 > MnSO4 > NiSO4) (Figure 1). These results agree with literature, that describe a similar behavior of transition metal salts in reactions of esterification with acetic acid of terpenic alcohols [40]. Since the Fe2(SO4)3 catalyst was the more efficient it was selected to assess the main reaction parameters.
In Table 2, we performed a brief comparison of our results to the other solid catalysts reported in literature for esterification reactions of levulinic acid.
In general, the solid-catalyzed levulinic acid esterification reactions described in the literature were performed approximately at reflux temperature of ethyl alcohol (ca. 351 K) (Table 2). All the catalysts were solid supported, which required a synthesis work up. It is suggestive that commercial Fe2(SO4)3 catalyst has significant advantages over the other catalysts.
3.2. Effect of Fe2(SO4)3 Concentration Levulinic Acid Esterification with C2H5OH
The catalyst concentration has no effect on the reaction equilibrium, however, our goal was establishing how the concentration of catalyst affects the initial rate of reaction. Therefore, to verify this effect we performed the reactions at room temperature aiming to make more visible the variation of reaction rate (Figure 2).
In the absence of a catalyst, only a poor conversion was obtained. Conversely, the kinetic curves presented in Figure 2 shows that an increase of the catalyst concentration increased the reaction conversions. The linearity of curves suggests the first-order dependence in relation to the catalyst concentration. On the other hand, the profile of curves demonstrates that it is require a time longer than 8 h for the reaction to reach the equilibrium at room temperature.
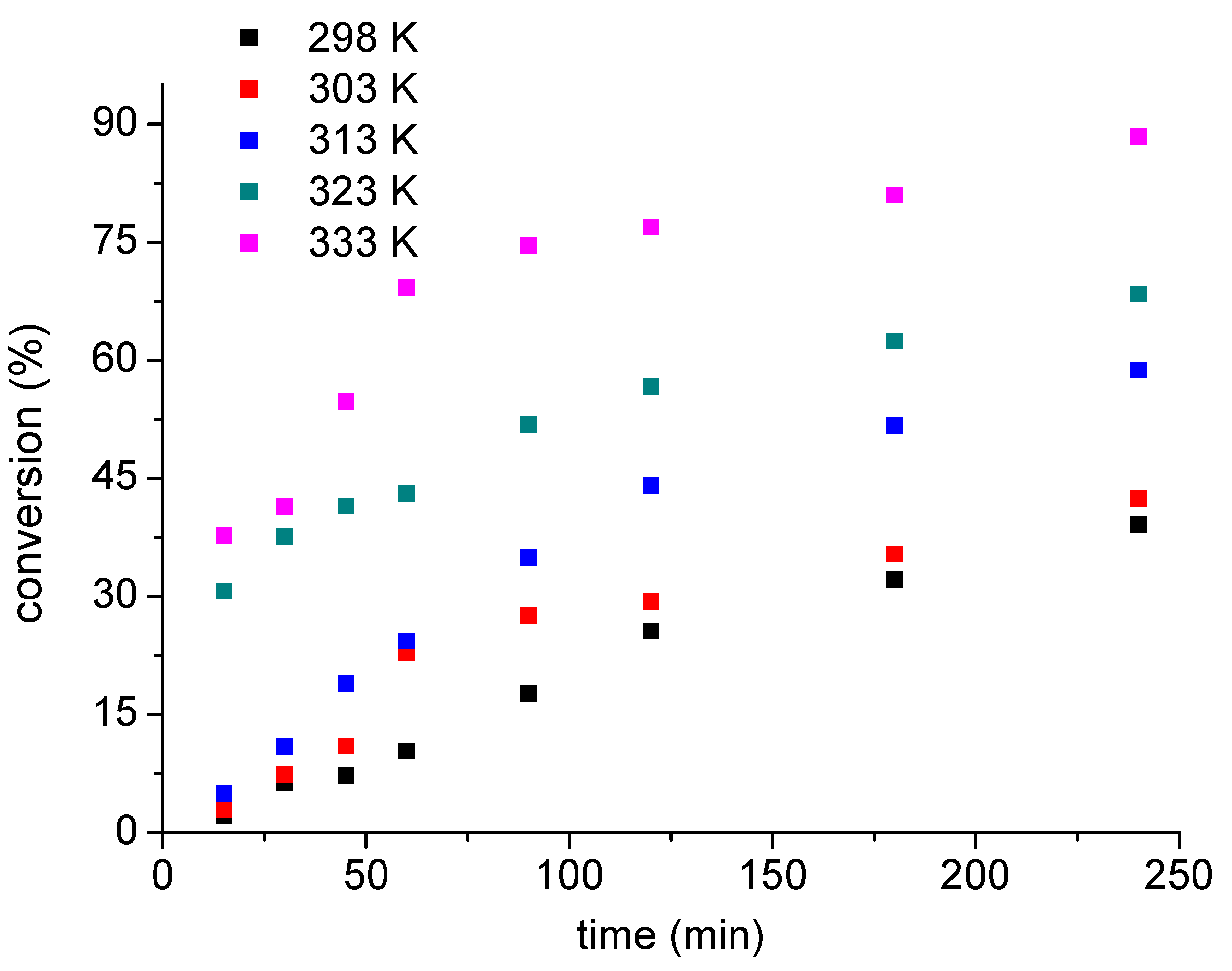
3.3. Effect of Temperature on Fe2(SO4)3-Catalyzed Levulinic acid Esterification with Ethyl Alcohol
Figure 3 shows the kinetic curves of reactions carried out at different temperatures. The increase of temperature favors the effective collisions between the reactant molecules and therefore always increase the initial rate of reactions. This effect was also observed in Figure 3. The conversions were also improved when the reactions were performed at high temperatures; the highest conversion was achieved at highest temperature (i.e., 333 K; ca. 90%).
Conversely, the selectivity of ethyl levulinate was not affected by the temperature, keeping close or higher than 90% in all reactions. This effect can be attributed to the experimental observation that the possible parallel reactions, which could compromise the ester selectivity (i.e., lactonization or cyclization of levulinic acid, dehydration alcohol), were not favored by the increasing on temperature. The minority products were identified as furan derivatives. Because the reactions performed at temperatures of 298–313 K presented initial rates very close, it was not possible to obtain the activation energy from these data.
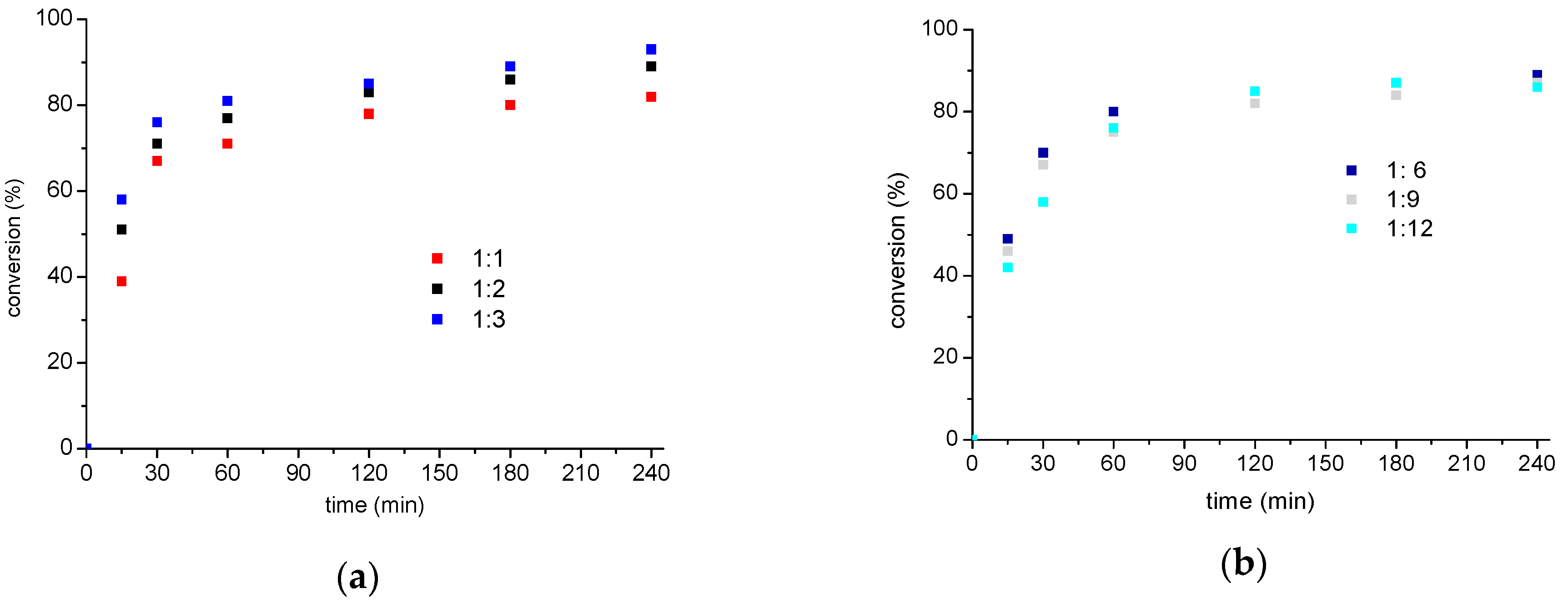
3.4. Effect of Reactants Molar Ratio on Fe2(SO4)3-Catalyzed Levulinic Acid Esterification
To evaluate the efficiency of Fe2(SO4)3 catalyst in reactions with different proportion of reagents the molar ratio of levulinic acid to alcohol was varied from 1:1 to 1:12. The kinetic curves were separately shown to demonstrate this effect more clearly (Figure 4a,b).
The runs carried out with high proportions between alcohol and levulinic acid had high initial rates and attained higher conversions (Figure 4a). Nonetheless, this effect only occurred in reactions with low molar proportion between acid and alcohols (ca. 1:1 to 1:3). Contrariwise, when the proportions used were increased of 1:6 to 1:12, this effect was minimized (Figure 4b). Only a slight difference was observed in the initial rate of reaction. Similarly, the final conversions were too very close.
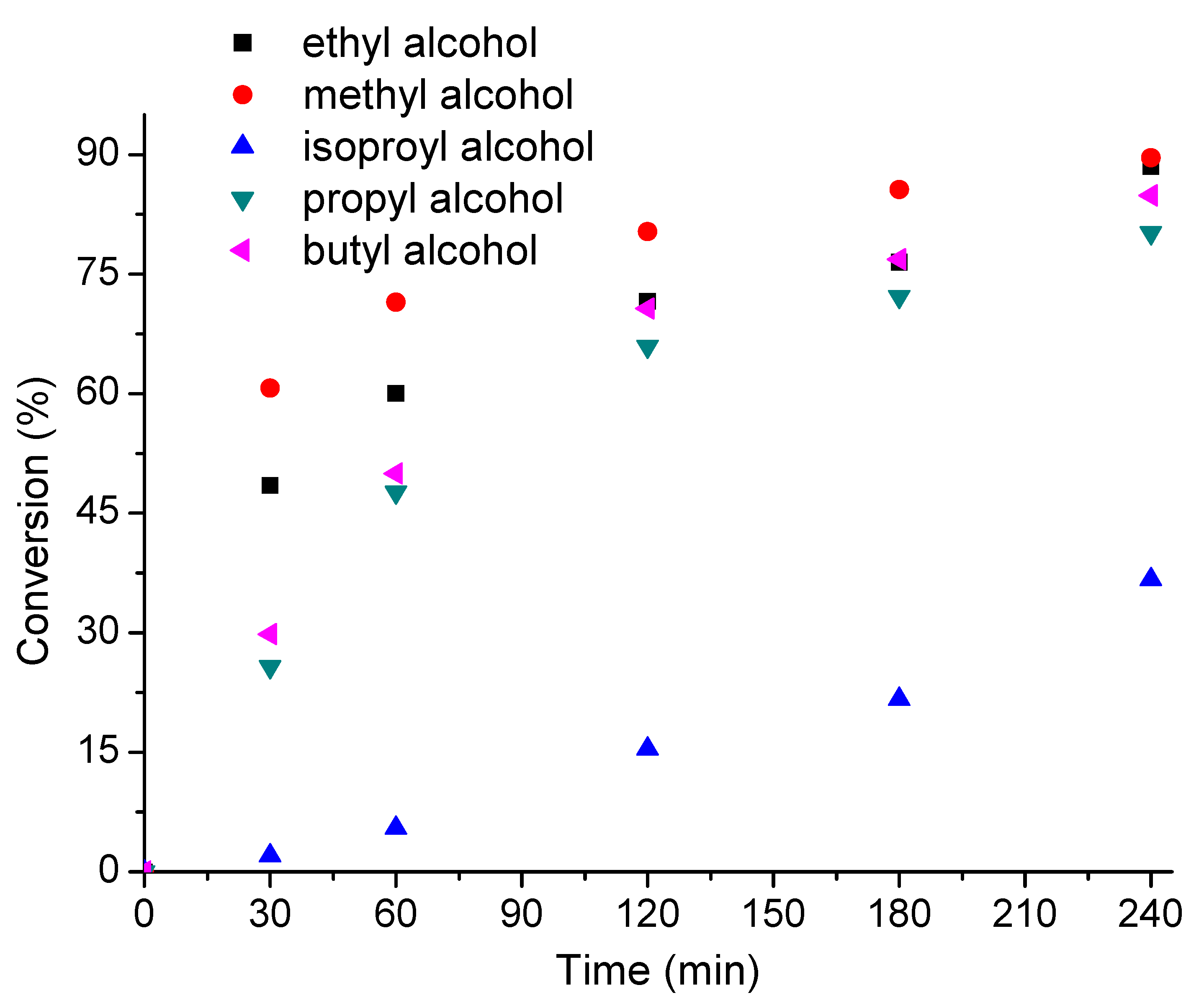
3.5. Assessment the Effect of Alcohol on the Fe2(SO4)3-Catalyzed Levulinic acid Esterification
To obtain levulinic acid esters with carbon chain size of gasoline (i.e., C6–C9), we carried out reactions with different alcohols. Kinetic curves are shown in Figure 5.
The steric hindrance on the hydroxyl group of alcohol could difficult the nucleophilic attack on the carbonyl group of the carboxylic acid consequently reducing the conversion of acid to ester. This effect explains because the lowest conversion was achieved in reaction with isopropyl alcohol. Likewise, an increase on carbon chain size of alcohol affects the nucleophilicity and the basicity of the alcohols, hampering its reaction with the carboxylic acid. It can explain why the reactivity of alcohols obey the sequence: CH3OH > C2H5OH > C3H7OH > C4H9OH.
The ester selectivity in all the reactions was higher than 90%; it means that although the levulinic acid has not been totally consumed, the levulinic ester was always the major product, regardless the alcohol used.
3.6. Reuse and Recycle of Fe2(SO4)3 Catalyst in Homogeneous Phase
The Fe2(SO4)3 is a solid catalyst but completely soluble in the reaction medium. Though, we realized that procedure used to purify the reaction products may be used to recover the catalyst (see Section 2.3).
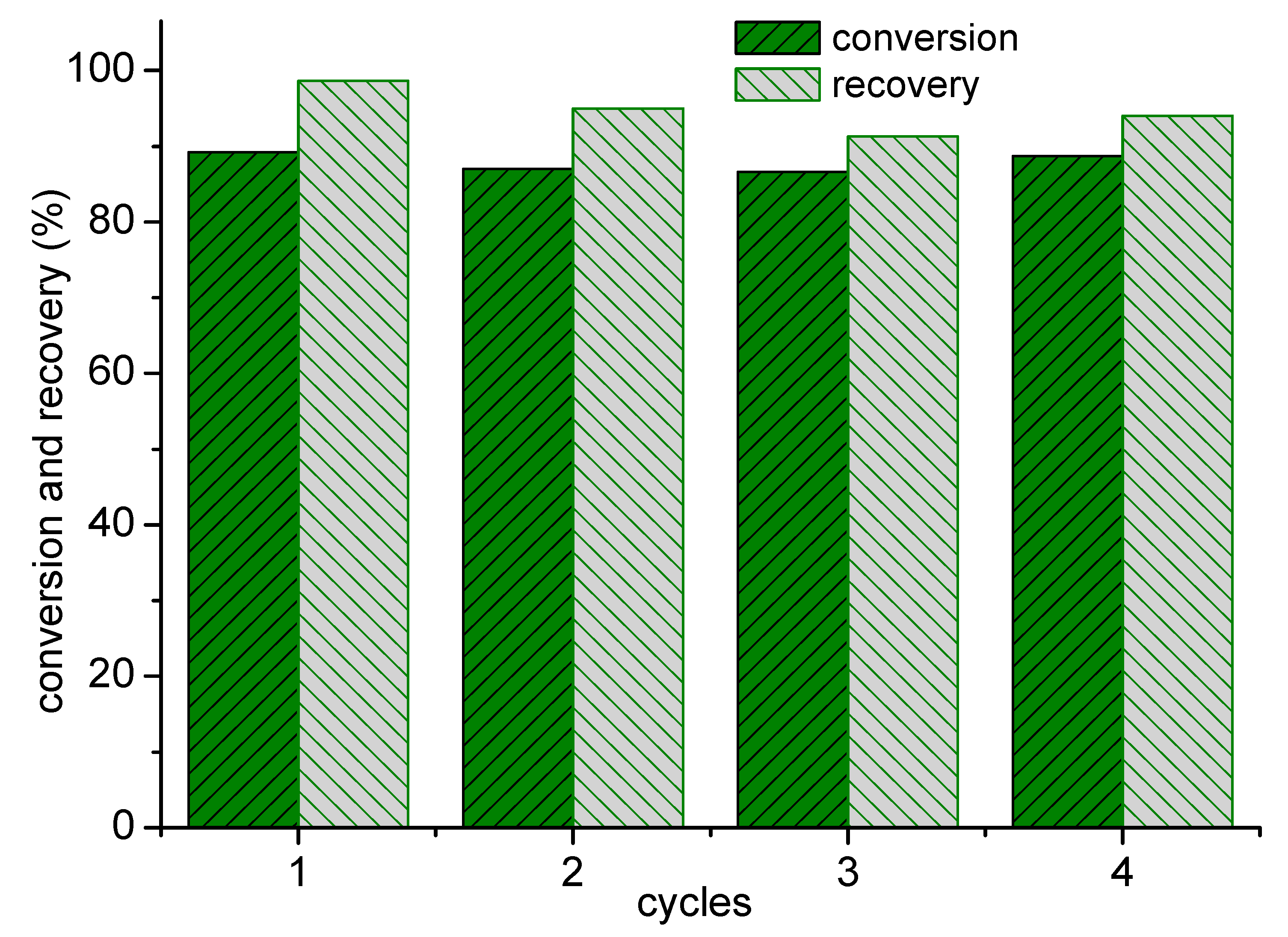
Thus, after performing the chromatographic separation of products in silica column, we transferred the silica to a becker; hot water was added, and the suspension was magnetically stirred for 30 min. After filtration, the water was vapored providing the solid catalyst, which can be reused in another catalytic run. The results of recovery and reuse of the catalyst are shown in Figure 6; the recovery rates were calculated in relation to the initial mass used in each reaction.
The catalyst was efficiently recovered and reused without loss activity. It is noteworthy that the procedure used herein should not be considered an additional step because to purify the products is always obligatory.
4. Conclusions
The authors think that renewable biomass resources can help to solve problems of the energy crisis, and certainly can to decrease the current dependence of fossil derivatives. In this sense, the development of alternative catalysts for bioadditives production through more environmentally benign processes assumes a strategic importance. In this paper, we have evaluated the catalytic activity of the ferric sulfate in the esterification of levulinic acid with alcohols for bioadditives production (i.e., alkyl levulinates). This route intends to be an alternative to the enzymatic processes or those Bronsted acid-catalyzed reactions. The main positive points to be highlighted are as follow:
- This inexpensive commercial catalyst (ferric sulfate) is an attractive option to the solid acid catalysts that require a laborious synthesis.
- The advantages of this protocol are the use of a commercially available low-cost catalyst, which is easy to manipulate and potentially less corrosive.
- Among the metal salts assessed (i.e., Fe2(SO4)3, FeCl3, CuSO4, FeSO4, MnSO4, NiSO4), was the most active and selective catalyst.
- This procedure of alkyl levulinates synthesis avoids the neutralization steps of products, which are common in Brønsted-acid catalyzed processes.
- Ferric sulfate efficiently promotes the esterification of levulinic acid with short chain alkyl alcohols. High conversions and ester selectivity (ca. 90%) was achieved in esterification reactions of levulinic acid with methyl, ethyl, propyl and butyl alcohols.
- The high yields achievable under mild reaction conditions are comparable to those obtained with solid acid catalysts reported in the literature.
- The catalyst was three-times recovered and reused without loss activity.
Therefore, ferric sulfate is a potential catalyst for the production bioadditives from low-cost raw materials, which can be obtained from renewable biomass. The results of this work suggest Fe2(SO4)3 as a promising acid-catalyst to produce bioadditives, in environmentally friendly processes. As a final remark, we believe that the application of Fe2(SO4)3 can potentially promote a conversion of biomass wastes to chemicals and fuels in alcoholysis one-pot processes.
Author Contributions
M.J.S. and F.A.R. conceived and designed the experiments; F.P.M. performed the experiments; M.J.S., F.A.R. and F.P.M. analyzed the data; M.J.S. and F.A.R. contributed reagents/materials/analysis tools; M.J.S. wrote the paper.
Acknowledgments
The authors are grateful for the financial support from CAPES, CNPq and FAPEMIG (Brazil).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Badgujar, K.C.; Bhanage, B.M. The green metric evaluation and synthesis of diesel-blend compounds from biomass derived levulinic acid in supercritical carbon dioxide. Biomass Bioenergy 2016, 84, 12–21. [Google Scholar] [CrossRef]
- Kuwahara, Y.; Kaburagi, W.; Osada, Y.; Fujitani, T.; Yamashita, H. Catalytic transfer hydrogenation of biomass-derived levulinic acid and its esters to γ-valerolactone over ZrO2 catalyst supported on SBA-15 silica. Catal. Today 2017, 281, 418–428. [Google Scholar] [CrossRef]
- Chen, S.S.; Maneerung, T.; Tsang, D.C.W.; Ok, Y.S.; Wang, C.H. Valorization of biomass to hydroxymethylfurfural, levulinic acid, and fatty acid methyl ester by heterogeneous catalysts. Chem. Eng. J. 2017, 328, 246–273. [Google Scholar] [CrossRef]
- Tan, J.; Liu, Q.; Chen, L.; Wang, T.; Ma, L.; Chen, G. Efficient production of ethyl levulinate from cassava over Al2(SO4)3 catalyst in ethanol–water system. J. Energy Chem. 2017, 26, 115–120. [Google Scholar] [CrossRef]
- De, S.; Saha, B.; Luque, R. Hydrodeoxygenation processes: Advances on catalytic transformations of biomass-derived platform chemicals into hydrocarbon fuels. Bioresour. Technol. 2015, 178, 108–118. [Google Scholar] [CrossRef] [PubMed]
- Lin, C.S.K.; Pfaltzgraff, L.A.; Herrero-Davila, L.; Mubofu, E.B.; Abderrahim, S.; Clark, J.H.; Koutinas, A.A.; Kopsahelis, N.; Stamatelatou, K.; Dickson, F.; et al. Food waste as a valuable resource for the production of chemicals, materials and fuels. Current situation and global perspective. Energy Environ. Sci. 2013, 6, 426–464. [Google Scholar] [CrossRef]
- Mirabella, N.; Castellani, V.; Sala, S. Current options for the valorization of food manufacturing waste: A review. J. Clean. Prod. 2014, 65, 28–41. [Google Scholar] [CrossRef]
- Mukherjee, A.; Dumont, M.J.; Raghavan, V. Review: Sustainable production of hydroxymethylfurfural and levulinic acid: Challenges and opportunities. Biomass Bioenergy 2015, 72, 143–183. [Google Scholar] [CrossRef]
- Rackemann, D.W.; Doherty, W.O.S. The conversion of lignocellulosics to levulinic acid. Biofuels Bioprod. Biorefin. 2011, 5, 198–214. [Google Scholar] [CrossRef] [Green Version]
- Madadian, E.; Valerie Orsat, V.; Lefsrud, M. Comparative study of temperature impact on air gasification of various types of biomass in a research-scale down-draft reactor. Energy Fuels 2017, 31, 4045–4053. [Google Scholar] [CrossRef]
- Goyal, H.; Seal, D.; Saxena, R. Bio-fuels from thermochemical conversion of renewable resources: A review. Renew. Sustain. Energy Rev. 2008, 12, 504–517. [Google Scholar] [CrossRef]
- Balat, M. Biomass energy and biochemical conversion processing for fuels and chemicals. Energy Sources Part A 2006, 28, 517–525. [Google Scholar] [CrossRef]
- Shu, Q.; Gao, J.; Nawaz, Z.; Liao, Y.; Wang, D.; Wang, J. Synthesis of biodiesel from waste vegetable oil with large amounts of free fatty acids using a carbon based solid acid catalyst. Appl. Energy 2010, 87, 2589–2596. [Google Scholar] [CrossRef]
- Corma, A.; Garcıa, H. Lewis acids: From conventional homogeneous to green homogeneous and heterogeneous catalysis. Chem. Rev. 2003, 103, 4307–4365. [Google Scholar] [CrossRef] [PubMed]
- An, R.; Xu, G.; Chang, C.; Bai, J.; Fang, S. Efficient one-pot synthesis of n-butyl levulinate from carbohydrates catalyzed by Fe2(SO4)3. J. Energy Chem. 2017, 26, 556–563. [Google Scholar]
- Cirujano, F.G.; Corma, A.; Xamena, F.X.L. Conversion of levulinic acid into chemicals: Synthesis of biomass derived levulinate esters over Zr-containing MOFs. Chem. Eng. Sci. 2015, 124, 52–60. [Google Scholar] [CrossRef]
- Enumula, S.S.; Gurram, V.R.B.; Burri, D.R.; Kamajaru, S.R.R. Conversion of furfuryl alcohol to alkyl levulinate fuel additives over Al2O3/SBA-15 catalyst. J. Mol. Catal. A 2017, 426, 30–38. [Google Scholar] [CrossRef]
- Zhang, J.; Chen, J. Modified solid acids derived from biomass-based cellulose for one-step conversion of carbohydrates into ethyl levulinate. J. Energy Chem. 2016, 25, 747–753. [Google Scholar] [CrossRef]
- Nandiwale, K.Y.; Sonar, S.A.; Niphadkar, P.S.; Joshi, N.P.; Desphand, S.S.; Patil, S.V.; Bokade, V.V. Catalytic upgrading of renewable levulinic acid to ethyl levulinate biodiesel using dodecatungstophosphoric acid supported on desilicated H-ZSM-5 as catalyst. Appl. Catal. A 2013, 460–461, 90–98. [Google Scholar] [CrossRef]
- Pileidis, F.D.; Titirici, M.M. Levulinic acid biorefineries: New challenges for efficient utilization of biomass. ChemSusChem 2016, 9, 562–582. [Google Scholar] [CrossRef] [PubMed]
- Omoruyi, U.; Page, S.; Hallett, J.; Miller, P.W. Homogeneous catalyzed reactions of levulinic acid: To γ-valerolactone and beyond. ChemSusChem 2016, 9, 2037–2047. [Google Scholar] [CrossRef] [PubMed]
- Trombettoni, V.; Lanari, D.; Prinsen, P.; Luque, R.; Marrocchi, A.; Vaccaro, L. Recent advances in sulfonated resin catalysts for efficient biodiesel and bio-derived additives production. Prog. Energy Combust. Sci. 2018, 65, 136–162. [Google Scholar] [CrossRef]
- Peng, L.; Gao, X.; Chen, K. Catalytic upgrading of renewable furfuryl alcohol to alkyl levulinates using AlCl3 as a facile, efficient, and reusable catalyst. Fuel 2015, 160, 123–131. [Google Scholar] [CrossRef]
- Islam, M.M.; Bhunia, S.; Molla, R.A.; Bhaumik, A.; Islam, S.M. Organic solid acid catalyst for efficient conversion of furfuryl alcohol to biofuels. ChemistrySelect 2016, 1, 6079–6085. [Google Scholar] [CrossRef]
- Song, D.; An, S.; Sun, Y.; Guo, Y. Efficient conversion of levulinic acid or furfuryl alcohol into alkyl levulinates catalyzed by heteropoly acid and ZrO2 bifunctionalized organosilica nanotubes. J. Catal. 2016, 333, 184–199. [Google Scholar] [CrossRef]
- Windom, B.C.; Lovestead, T.M.; Mascal, M.; Nikitin, E.B.; Bruno, T.J. Advanced distillation curve analysis on ethyl levulinate as a diesel fuel oxygenate and a hybrid biodiesel fuel. Energy Fuels 2011, 25, 1878–1889. [Google Scholar] [CrossRef]
- Choudhary, V.; Pinar, A.B.; Lobo, R.F.; Vlachos, D.G.; Sandler, S.I. Comparison of homogeneous and heterogeneous catalysts for glucose-to-fructose isomerization in aqueous media. ChemSusChem 2013, 6, 2369–2376. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Lotero, E.; Goodwin, J.G., Jr. A comparison of the esterification of acetic acid with methanol using heterogeneous versus homogeneous acid catalysis. J. Catal. 2006, 242, 278–286. [Google Scholar] [CrossRef]
- Reddy, B.M.; Patil, M.K. Organic syntheses and transformations catalyzed by sulfated zirconia. Chem. Rev. 2009, 109, 2185–2208. [Google Scholar] [CrossRef] [PubMed]
- Hara, M.; Yoshida, T.; Takagaki, A.; Takata, T.; Kondo, J.N.; Domen, K.; Hayashi, S. A carbon material as a strong protonic acid. Angew. Chem. Int. Ed. 2004, 43, 2955–2958. [Google Scholar] [CrossRef] [PubMed]
- Nakajima, K.; Hara, M. Amorphous carbon with SO3H groups as a solid Brønsted acid catalyst. ACS Catal. 2012, 2, 1296–1304. [Google Scholar] [CrossRef]
- Pileidis, F.D.; Tabassum, M.; Coutts, S.; Titirici, M.M. Esterification of levulinic acid into ethyl levulinate catalysed by sulfonated hydrothermal carbons. Chin. J. Catal. 2014, 35, 929–936. [Google Scholar] [CrossRef]
- Fraile, J.M.; García-Bordejé, E.; Roldán, L. Deactivation of sulfonated hydrothermal carbons in the presence of alcohols: Evidences for sulfonic esters formation. J. Catal. 2012, 289, 73–79. [Google Scholar] [CrossRef] [Green Version]
- Song, D.; An, S.; Lu, B.; Guo, Y.; Leng, J. Arylsulfonic acid functionalized hollow mesoporous carbon spheres for efficient conversion of levulinic acid or furfuryl alcohol to ethyl levulinate. Appl. Catal. B 2015, 179, 445–457. [Google Scholar] [CrossRef]
- Ferreira, A.B.; Cardoso, A.L.; da Silva, M.J. Novel and highly efficient SnBr2-catalyzed esterification reactions of fatty acids: The notable anion ligand effect. Catal. Lett. 2013, 143, 1240–1246. [Google Scholar] [CrossRef]
- Cardoso, A.L.; Neves, S.C.G.; da Silva, M.J. Kinetic study of alcoholysis of the fatty acids catalyzed by tin chloride(II): An alternative catalyst for biodiesel production. Energy Fuels 2009, 23, 1718–1722. [Google Scholar] [CrossRef]
- Da Silva, M.J.; Julio, A.A.; dos Santos, K.T. Sn(II)-catalyzed β-citronellol esterification: A Brønsted acid-free process for synthesis of fragrances at room temperature. Catal. Sci. Technol. 2015, 5, 1261–1266. [Google Scholar] [CrossRef]
- Gonçalves, C.E.; Laier, L.O.; da Silva, M.J. Novel esterification of glycerol catalysed by tin chloride (II): A recyclable and less corrosive process for production of bio-additives. Catal. Lett. 2011, 141, 1111–1117. [Google Scholar] [CrossRef]
- Maheshika, G.N.; Wijerathna, J.A.R.H.; Gunawardena, S.H.P. Ferric Sulphate Catalyzed Esterification of High Free Fatty Acids Content Waste Coconut Oil for Biodiesel Synthesis. Int. J. Sci. Res. 2014, 3, 2068–2072. [Google Scholar]
- da Silva, M.J.; Ayala, D.A.M. Unravelling transition metal-catalyzed terpenic alcohol esterification: A straightforward process for the synthesis of fragrances. Catal. Sci. Technol. 2016, 9, 3197–3207. [Google Scholar] [CrossRef]
- Li, Z.; Wnetrzak, R.; Kwapinski, W.; Leahy, J.J. Synthesis and Characterization of Sulfated TiO2 Nanorods and ZrO2/TiO2 Nanocomposites for the Esterification of Biobased Organic Acid. Appl. Mater. Interfaces 2012, 4, 4499–4505. [Google Scholar] [CrossRef] [PubMed]
- Pasquale, G.; Vazquez, P.; Romanelli, G.; Baronetti, G. Catalytic upgrading of levulinic acid to ethyl levulinate using reusable silica-included Wells-Dawson heteropolyacid as catalyst. Catal. Commun. 2012, 18, 115–120. [Google Scholar] [CrossRef]
- Fernandes, D.R.; Rocha, A.S.; Mai, E.F.; Mota, C.J.A.; Da Silva, V.T. Levulinic acid esterification with ethanol to ethyl levulinate production over solid acid catalysts. Appl. Catal. A 2012, 425–426, 199–204. [Google Scholar] [CrossRef]
- Yan, K.; Wu, G.; Wen, J.; Chen, A. One-step synthesis of mesoporous H4SiW12O40-SiO2 catalysts for the production of methyl and ethyl levulinate biodiesel. Catal. Commun. 2013, 34, 58–63. [Google Scholar] [CrossRef]
- Melero, J.A.; Morales, G.; Iglesias, J.; Paniagua, M.; Hernandez, B.; Penedo, S. Efficient conversion of levulinic acid into alkyl levulinates catalyzed by sulfonic mesostructured silicas. Appl. Catal. A Gen. 2013, 466, 116–122. [Google Scholar] [CrossRef]
Figure 1.
Transition metal salt-catalyzed levulinic acid esterification with ethyl alcohol (Reaction conditions: Levulinic acid (36 mmol); ethyl alcohol (108 mmol); reaction volume (10 mL); catalyst (1.08 mmol, 3 mol %); temperature (333 K)).
Figure 1.
Transition metal salt-catalyzed levulinic acid esterification with ethyl alcohol (Reaction conditions: Levulinic acid (36 mmol); ethyl alcohol (108 mmol); reaction volume (10 mL); catalyst (1.08 mmol, 3 mol %); temperature (333 K)).

Figure 2.
Effects of catalyst load in the conversion of Fe2(SO4)3-catalyzed esterification reactions of levulinic acid with C2H5OH (Reaction conditions: levulinic acid (12.5 mmol); ethyl alcohol (150.0 mmol); reaction volume (10 mL); time (8 h); temperature (298 K)).
Figure 2.
Effects of catalyst load in the conversion of Fe2(SO4)3-catalyzed esterification reactions of levulinic acid with C2H5OH (Reaction conditions: levulinic acid (12.5 mmol); ethyl alcohol (150.0 mmol); reaction volume (10 mL); time (8 h); temperature (298 K)).

Figure 3.
Effects of temperature in the conversion of Fe2(SO4)3-catalyzed esterification reactions of levulinic acid with C2H5OH (Reaction conditions: levulinic acid (12.5 mmol); ethyl alcohol (150.0 mmol); reaction volume (10 mL); time (4 h); catalyst (3 mol %). Selectivity of ethyl levulinate was always equal or higher than 90%, determined by GC analyses).
Figure 3.
Effects of temperature in the conversion of Fe2(SO4)3-catalyzed esterification reactions of levulinic acid with C2H5OH (Reaction conditions: levulinic acid (12.5 mmol); ethyl alcohol (150.0 mmol); reaction volume (10 mL); time (4 h); catalyst (3 mol %). Selectivity of ethyl levulinate was always equal or higher than 90%, determined by GC analyses).

Figure 4.
Effects of the reactants stoichiometry in the conversion of Fe2(SO4)3-catalyzed levulinic acid esterification with ethyl alcohol (Reaction conditions: Fe2(SO4)3 (3 mol %); temperature (333 K); time (8 h); volume (10 mL)).
Figure 4.
Effects of the reactants stoichiometry in the conversion of Fe2(SO4)3-catalyzed levulinic acid esterification with ethyl alcohol (Reaction conditions: Fe2(SO4)3 (3 mol %); temperature (333 K); time (8 h); volume (10 mL)).

Figure 5.
Effects of alcohol on the reaction of Fe2(SO4)3-catalyzed levulinic acid esterification (Reaction conditions: Fe2(SO4)3 (3 mol %); acid: alcohol molar ratio (1: 6); temperature; (333 K); volume (10 mL)).
Figure 5.
Effects of alcohol on the reaction of Fe2(SO4)3-catalyzed levulinic acid esterification (Reaction conditions: Fe2(SO4)3 (3 mol %); acid: alcohol molar ratio (1: 6); temperature; (333 K); volume (10 mL)).

Figure 6.
Fe2(SO4)3 catalyst recovery rates and ester yield obtained in levulinic acid esterification with ethyl alcohol ( Reaction conditions: Fe2(SO4)3 catalyst (3 mol %); acid to ethyl alcohol molar ratio (1:3); time (4 h); temperature (333 K)).
Figure 6.
Fe2(SO4)3 catalyst recovery rates and ester yield obtained in levulinic acid esterification with ethyl alcohol ( Reaction conditions: Fe2(SO4)3 catalyst (3 mol %); acid to ethyl alcohol molar ratio (1:3); time (4 h); temperature (333 K)).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Measurements of pH of the levulinic acid: ethyl alcohol solutions containing transition metal catalysts at the same reaction conditions a.
Table 1.
Measurements of pH of the levulinic acid: ethyl alcohol solutions containing transition metal catalysts at the same reaction conditions a.
| Catalyst | pH Value |
|---|---|
| - | 2.0 |
| Fe2(SO4)3 | −0.06 |
| FeCl3 | 0.04 |
| CuSO4 | 0.78 |
| FeSO4 | 0.87 |
| ZnSO4 | 0.88 |
| MnSO4 | 1.32 |
| NiSO4 | 1.67 |
a Conditions: levulinic acid (36 mmol), ethyl alcohol (108 mmol), catalyst (3 mol %).
Table 2.
Levulinic acid esterification with ethyl alcohol over solid catalysts.
| Catalyst | Temperature (K) | Conversion (%) | Reference |
|---|---|---|---|
| ZrO2/TiO2 | 351 | 90 | Nandivale et al. [19] |
| H3PMo12O40/SiO2 | 355 | 76 | Li et al. [41] |
| SO42-/SnO2 | 343 | 54 | Pasquale et al. [42] |
| H4SiW12O40/SiO2 | 348 | 75 | Fernandes et al. [43] |
| Sulfonic acid/SBA-15 | 390 | 93 | Yan et al. [44] |
| H3PW12O40/ZSM-5 | 351 | 94 | Melero et al. [45] |
| Fe2(SO4)3 | 333 | 94 | This work |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Martins, F.P.; Rodrigues, F.A.; Silva, M.J. Fe2(SO4)3-Catalyzed Levulinic Acid Esterification: Production of Fuel Bioadditives. Energies 2018, 11, 1263. https://doi.org/10.3390/en11051263
AMA Style
Martins FP, Rodrigues FA, Silva MJ. Fe2(SO4)3-Catalyzed Levulinic Acid Esterification: Production of Fuel Bioadditives. Energies. 2018; 11(5):1263. https://doi.org/10.3390/en11051263
Chicago/Turabian StyleMartins, Fernanda Pereira, Fabio Avila Rodrigues, and Marcio Jose Silva. 2018. "Fe2(SO4)3-Catalyzed Levulinic Acid Esterification: Production of Fuel Bioadditives" Energies 11, no. 5: 1263. https://doi.org/10.3390/en11051263
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.