
Development and Mechanical Characterization of Ni-Cr Alloy Foam Using Ultrasonic-Assisted Electroplating Coating Technique
 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
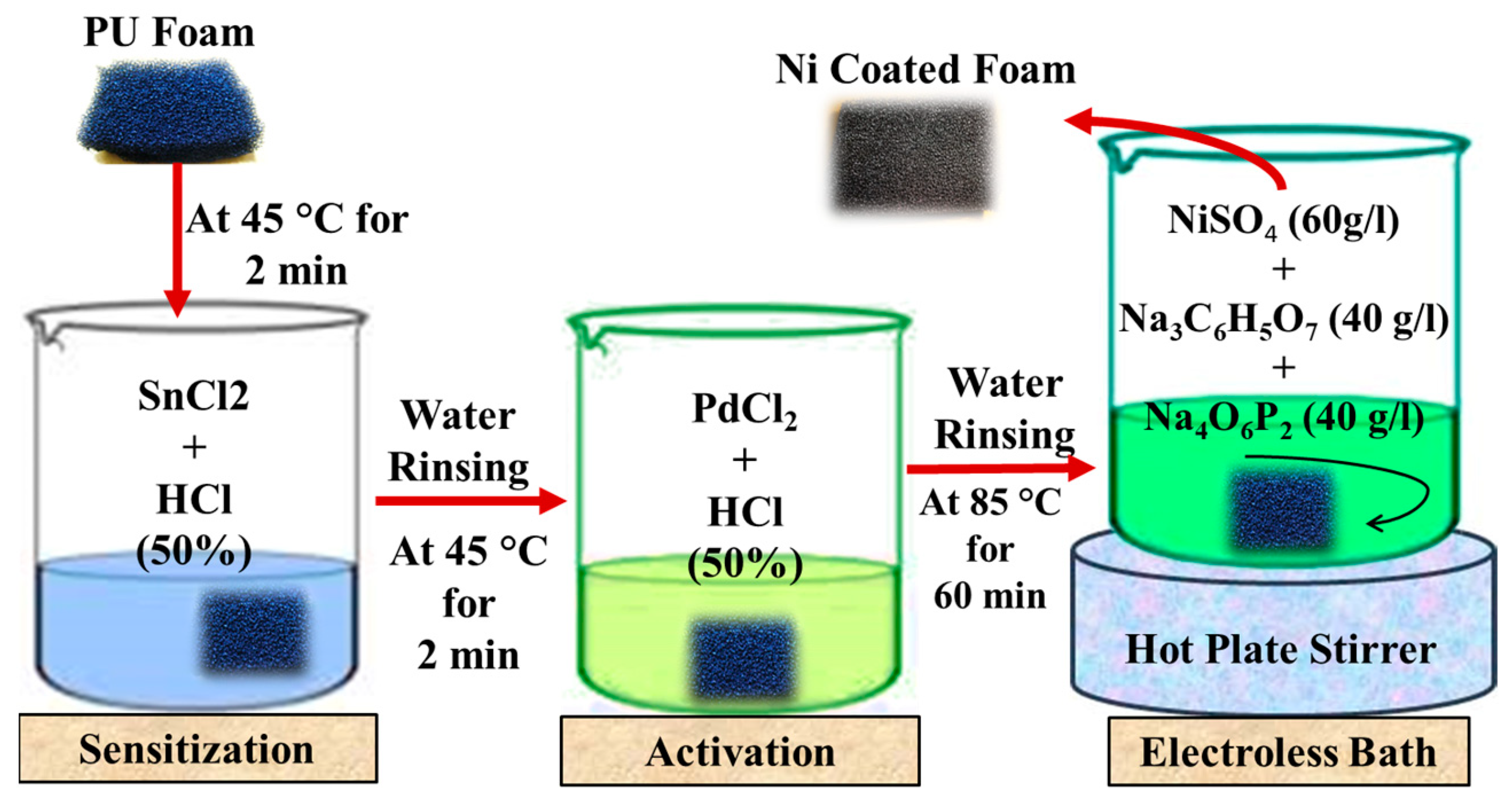
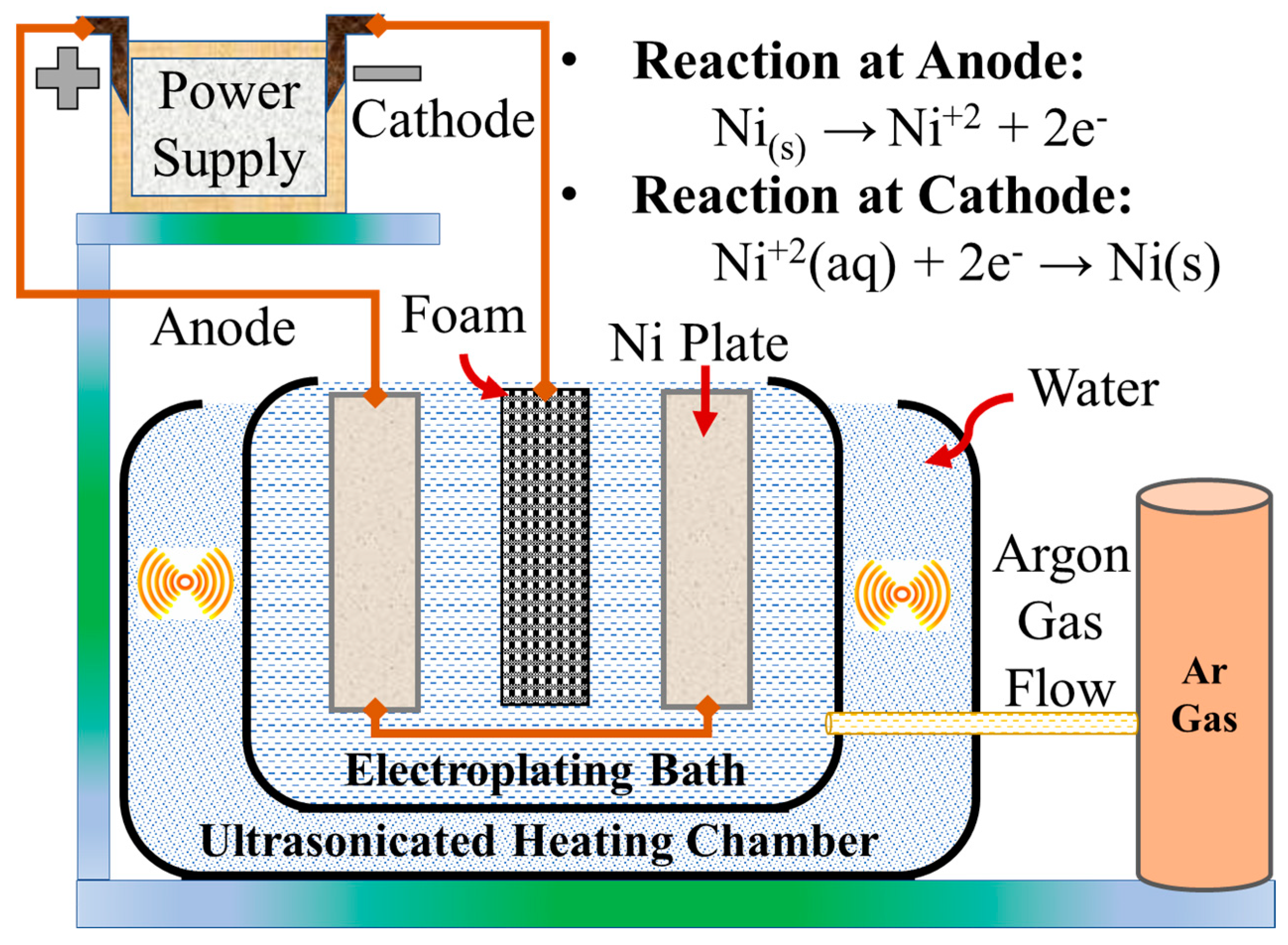
2.2. Synthesis of Ni-Cr Alloy Foam
2.3. Characterization Techniques
2.3.1. Measurement of Theoretical Porosity
2.3.2. Measurement of Permeability and Pressure Drop through Foam
3. Results and Discussion
3.1. Surface Morphology and Process Capability of ELN- and UAEPN-Coated PU Foams
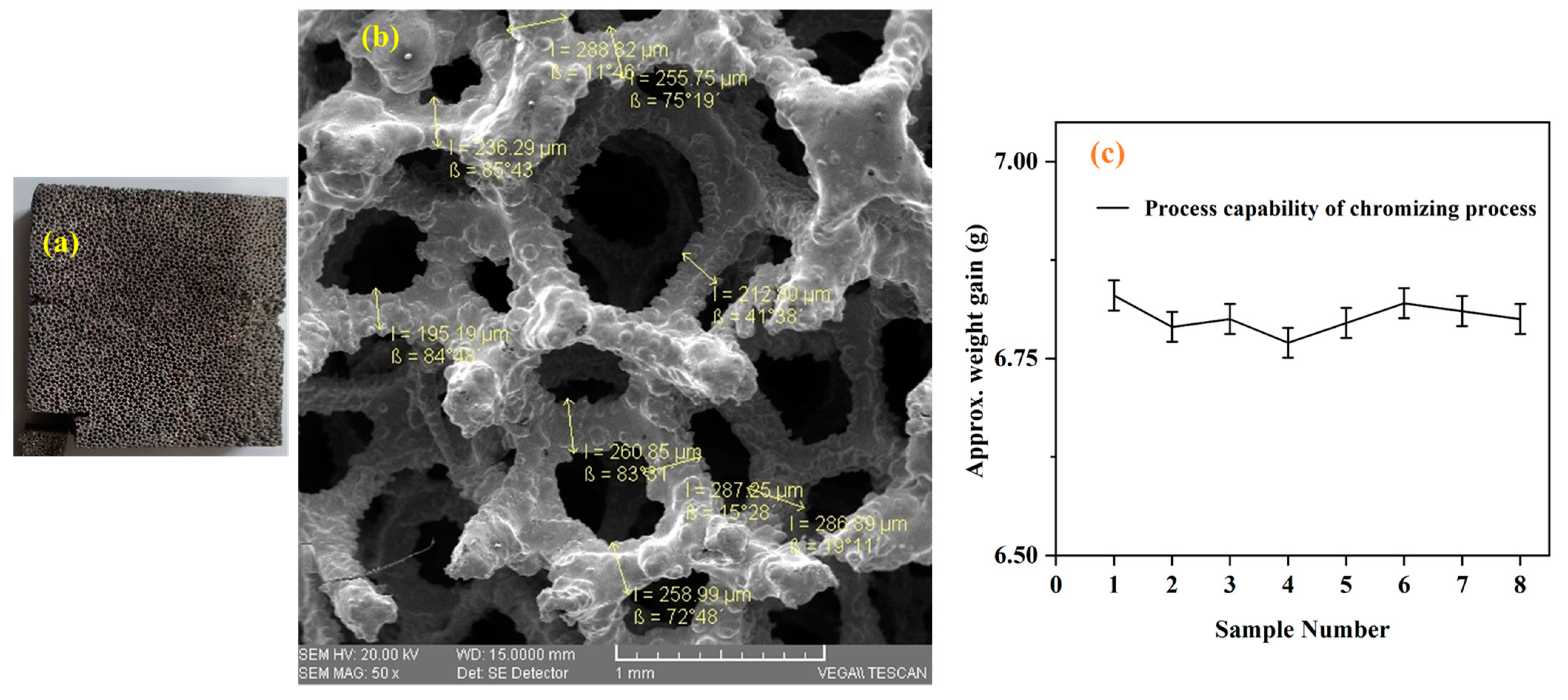
3.2. Surface Morphology and Process Capability of Chromized Foam
3.3. EDS and XRD Analysis of Ni-Cr Alloy Foam
3.4. Compressive Strength of Ni-Cr Alloy Foam
3.5. Porosity of Foam at Different Processing Stages
3.6. Permeability and Pressure Drop of Ni-Cr Alloy Foam
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abidi, M.H.; Moiduddin, K.; Siddiquee, A.N.; Mian, S.H.; Mohammed, M.K. Development of Aluminium Metal Foams via Friction Stir Processing by Utilizing MgCO3 Precursor. Coatings 2023, 13, 162. [Google Scholar] [CrossRef]
- Sutygina, A.; Betke, U.; Hasemann, G.; Scheffler, M. Manufacturing of Open-Cell Metal Foams by the Sponge Replication Technique. IOP Conf. Ser. Mater. Sci. Eng. 2020, 882, 012022. [Google Scholar] [CrossRef]
- Pang, Q.; Wu, G.H.; Xiu, Z.Y.; Chen, G.Q.; Sun, D.L. Synthesis and Mechanical Properties of Open-Cell Ni-Fe-Cr Foams. Mater. Sci. Eng. A 2012, 534, 699–706. [Google Scholar] [CrossRef]
- Tseng, C.H.; Li, Z.; Shiue, A.; Chao, Y.H.; Leggett, G. Evaluation of Foamed Nickel Photocatalytic Filters for an Air Cleaner on Removal of Formaldehyde in the Indoor Environment. Optik 2021, 244, 167550. [Google Scholar] [CrossRef]
- Lim, T.Y.; Zhai, W.; Song, X.; Yu, X.; Li, T.; Chua, B.W.; Cui, F. Effect of Slurry Composition on the Microstructure and Mechanical Properties of SS316L Open-Cell Foam. Mater. Sci. Eng. A 2020, 772, 138798. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, X.; Li, X.; Ma, M.; Zhang, Z.; Ji, X. Slurry Rheological Behaviors and Effects on the Pore Evolution of Fly Ash/Metakaolin-Based Geopolymer Foams in Chemical Foaming System with High Foam Content. Constr. Build. Mater. 2023, 379, 131259. [Google Scholar] [CrossRef]
- Parveez, B.; Jamal, N.A.; Anuar, H.; Ahmad, Y.; Aabid, A.; Baig, M. Microstructure and Mechanical Properties of Metal Foams Fabricated via Melt Foaming and Powder Metallurgy Technique: A Review. Materials 2022, 15, 5302. [Google Scholar] [CrossRef]
- Hu, L.; Li, Y.; Zhou, X.; Yuan, G. Characterization of As-Cast Microstructure of Aluminum Foams by Melt Foaming Method. Mater. Lett. 2022, 308, 131112. [Google Scholar] [CrossRef]
- Firoozbakht, M.; Blond, A.; Zimmermann, G.; Kaya, A.C.; Fleck, C.; Bührig-Polaczek, A. Analyzing the Influence of the Investment Casting Process Parameters on Microstructure and Mechanical Properties of Open-Pore Al–7Si Foams. J. Mater. Res. Technol. 2023, 23, 2123–2135. [Google Scholar] [CrossRef]
- Yuan, G.; Li, Y.; Hu, L.; Fu, W. Preparation of Shaped Aluminum Foam Parts by Investment Casting. J. Mater. Process. Technol. 2023, 314, 117897. [Google Scholar] [CrossRef]
- Costa, J.M.; Almeida Neto, A.F. de Ultrasound-Assisted Electrodeposition and Synthesis of Alloys and Composite Materials: A Review. Ultrason. Sonochem. 2020, 68, 105193. [Google Scholar] [CrossRef] [PubMed]
- Vainoris, M.; Cesiulis, H.; Tsyntsaru, N. Metal Foam Electrode as a Cathode for Copper Electrowinning. Coatings 2020, 10, 822. [Google Scholar] [CrossRef]
- Oriňakov, R.; Gorejová, R.; Králová, Z.O.; Oriňak, A. Surface Modifications of Biodegradable Metallic Foams for Medical Applications. Coatings 2020, 10, 819. [Google Scholar] [CrossRef]
- Duan, D.L.; Li, S.; Ding, X.J.; Jiang, S.L. Preparation of Ni-Cr Alloy Foams by Electrodeposition Technique. Mater. Sci. Technol. 2008, 24, 461–466. [Google Scholar] [CrossRef]
- Pang, Q.; Wu, G.H.; Sun, D.L.; Xiu, Z.Y.; Zhang, Q.; Hu, Z.L. Compressive Property and Energy Absorption Characteristic of 3D Open-Cell Ni-Cr-Fe Alloy Foams under Quasi-Static Conditions. Trans. Nonferrous Met. Soc. China 2012, 22, s566–s572. [Google Scholar] [CrossRef]
- Michailidis, N.; Stergioudi, F.; Omar, H.; Papadopoulos, D.; Tsipas, D.N. Experimental and FEM Analysis of the Material Response of Porous Metals Imposed to Mechanical Loading. Colloids Surf. A Physicochem. Eng. Asp. 2011, 382, 124–131. [Google Scholar] [CrossRef]
- Kapłon, H.; Blawert, C.; Chęcmanowski, J.; Naplocha, K. Development of Open-Porosity Magnesium Foam Produced by Investment Casting. J. Magnes. Alloy. 2022, 10, 1941–1956. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, X.; Li, X.; Tian, D.; Ma, M.; Wang, T. Optimized Pore Structure and High Permeability of Metakaolin/Fly-Ash-Based Geopolymer Foams from Al– and H2O2–Sodium Oleate Foaming Systems. Ceram. Int. 2022, 48, 18348–18360. [Google Scholar] [CrossRef]
- Ji, C.; Huang, H.; Wang, T.; Huang, Q. Recent Advances and Future Trends in Processing Methods and Characterization Technologies of Aluminum Foam Composite Structures: A Review. J. Manuf. Process. 2023, 93, 116–152. [Google Scholar] [CrossRef]
- Wan, T.; Liu, Y.; Zhou, C.; Chen, X.; Li, Y. Fabrication, Properties, and Applications of Open-Cell Aluminum Foams: A Review. J. Mater. Sci. Technol. 2021, 62, 11–24. [Google Scholar] [CrossRef]
- Jain, H.; Mondal, D.P.; Gupta, G.; Kothari, A.; Kumar, R.; Pandey, A.; Shiva, S.; Agarwal, P. Microstructure and High Temperature Compressive Deformation in Lightweight Open Cell Titanium Foam. Manuf. Lett. 2021, 27, 67–71. [Google Scholar] [CrossRef]
- Li, G.; Chen, Z.; Tan, Z.; Tian, R.; Zhao, Y.; Wang, L.; Li, W.; Liu, Y. Investigation on Microstructure and Properties of Electrodeposited Ni-SiC- Composite Coating. Coatings 2023, 13, 695. [Google Scholar] [CrossRef]
- Eugénio, S.; Silva, T.M.; Carmezim, M.J.; Duarte, R.G.; Montemor, M.F. Electrodeposition and Characterization of Nickel-Copper Metallic Foams for Application as Electrodes for Supercapacitors. J. Appl. Electrochem. 2014, 44, 455–465. [Google Scholar] [CrossRef]
- Ma, X.; Jing, Z.; Feng, C.; Qiao, M.; Xu, D. Research and Development Progress of Porous Foam-Based Electrodes in Advanced Electrochemical Energy Storage Devices: A Critical Review. Renew. Sustain. Energy Rev. 2023, 173, 113111. [Google Scholar] [CrossRef]
- Smorygo, O.; Mikutski, V.; Vazhnova, A.; Hancharou, V.; Tikhov, S.; Janagam, V.K.; Gokhale, A.A. Improving Sintering Kinetics and Compositional Homogeneity of Inconel 625 Superalloy Open-Cell Foams Made by Suspension Impregnation Method. Trans. Nonferrous Met. Soc. China 2021, 31, 2388–2401. [Google Scholar] [CrossRef]
- Nan, X.; Wang, F.; Xin, S.; Zhu, X.; Zhou, Q. Effect of Process Parameters on Electrodeposition Process of Co-Mo Alloy Coatings. Coatings 2023, 13, 665. [Google Scholar] [CrossRef]
- Choe, H.; Dunand, D.C. Synthesis, Structure, and Mechanical Properties of Ni-Al and Ni-Cr-Al Superalloy Foams. Acta Mater. 2004, 52, 1283–1295. [Google Scholar] [CrossRef]
- Bekoz, N.; Oktay, E. Mechanical Properties of Low Alloy Steel Foams: Dependency on Porosity and Pore Size. Mater. Sci. Eng. A 2013, 576, 82–90. [Google Scholar] [CrossRef]
- Reda, Y.; Abdel-Karim, R.; Zohdy, K.M.; El-Raghy, S. Electrochemical Behavior of Ni–Cu Foams Fabricated by Dynamic Hydrogen Bubble Template Electrodeposition Used for Energy Applications. Ain Shams Eng. J. 2022, 13, 101532. [Google Scholar] [CrossRef]
- Tadrist, L.; Miscevic, M.; Rahli, O.; Topin, F. About the Use of Fibrous Materials in Compact Heat Exchangers. Exp. Therm. Fluid Sci. 2004, 28, 193–199. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Bath Composition | Operating Parameters |
|---|---|---|
| UAEPN | Ni salt (NiSO4·6H2O + NiCl2·6H2O): 350 g/L | Current: 7–8.5 A Voltage: 10–12 V pH: 4–5 Duration: 300–360 min |
| Boric acid: 20 g/L | ||
| Sodium sulphate: 15 g/L | ||
| Omni additive 992: 8 mL/L | ||
| Magnum brightener 437: 10 mL/L |
| Type of Foam | Max Compressive Strength | Porosity% | References |
|---|---|---|---|
| Ni-Cr alloy foam | 10.21 MPa | 91% | Current study |
| Ni-Cr-Fe alloy foam | 3.5 MPa | 85% | [15] |
| AZ91 Mg alloy foam | 2.2 MPa | 83% | [17] |
| SS316L open-cell foam | 3.0 MPa | 80% | [5] |
| Open-cell copper foam | 0.7 MPa | 93% | [2] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pittala, R.K.; Sharma, P.; Anne, G.; Patil, S.; Varghese, V.; Das, S.R.; Kumar, C.S.; Fernandes, F. Development and Mechanical Characterization of Ni-Cr Alloy Foam Using Ultrasonic-Assisted Electroplating Coating Technique. Coatings 2023, 13, 1002. https://doi.org/10.3390/coatings13061002
Pittala RK, Sharma P, Anne G, Patil S, Varghese V, Das SR, Kumar CS, Fernandes F. Development and Mechanical Characterization of Ni-Cr Alloy Foam Using Ultrasonic-Assisted Electroplating Coating Technique. Coatings. 2023; 13(6):1002. https://doi.org/10.3390/coatings13061002
Chicago/Turabian StylePittala, Raj Kumar, Priyaranjan Sharma, Gajanan Anne, Sachinkumar Patil, Vinay Varghese, Sudhansu Ranjan Das, Ch Sateesh Kumar, and Filipe Fernandes. 2023. "Development and Mechanical Characterization of Ni-Cr Alloy Foam Using Ultrasonic-Assisted Electroplating Coating Technique" Coatings 13, no. 6: 1002. https://doi.org/10.3390/coatings13061002