
Manufacturing Process Development and Rig Validation of Slurry Environmental Barrier Coatings for SiC Ceramic and SiC Composite Sub-Components

 ,
,
Abstract
:1. Introduction
2. Experimental
2.1. Slurry EBC Manufacturing Processes
2.1.1. Dip
2.1.2. Spray
2.1.3. Spin–Dip
2.1.4. Sintering
2.2. Testing
2.2.1. Steam Oxidation
2.2.2. Combustion Rig
2.3. Analysis
3. Results and Discussion
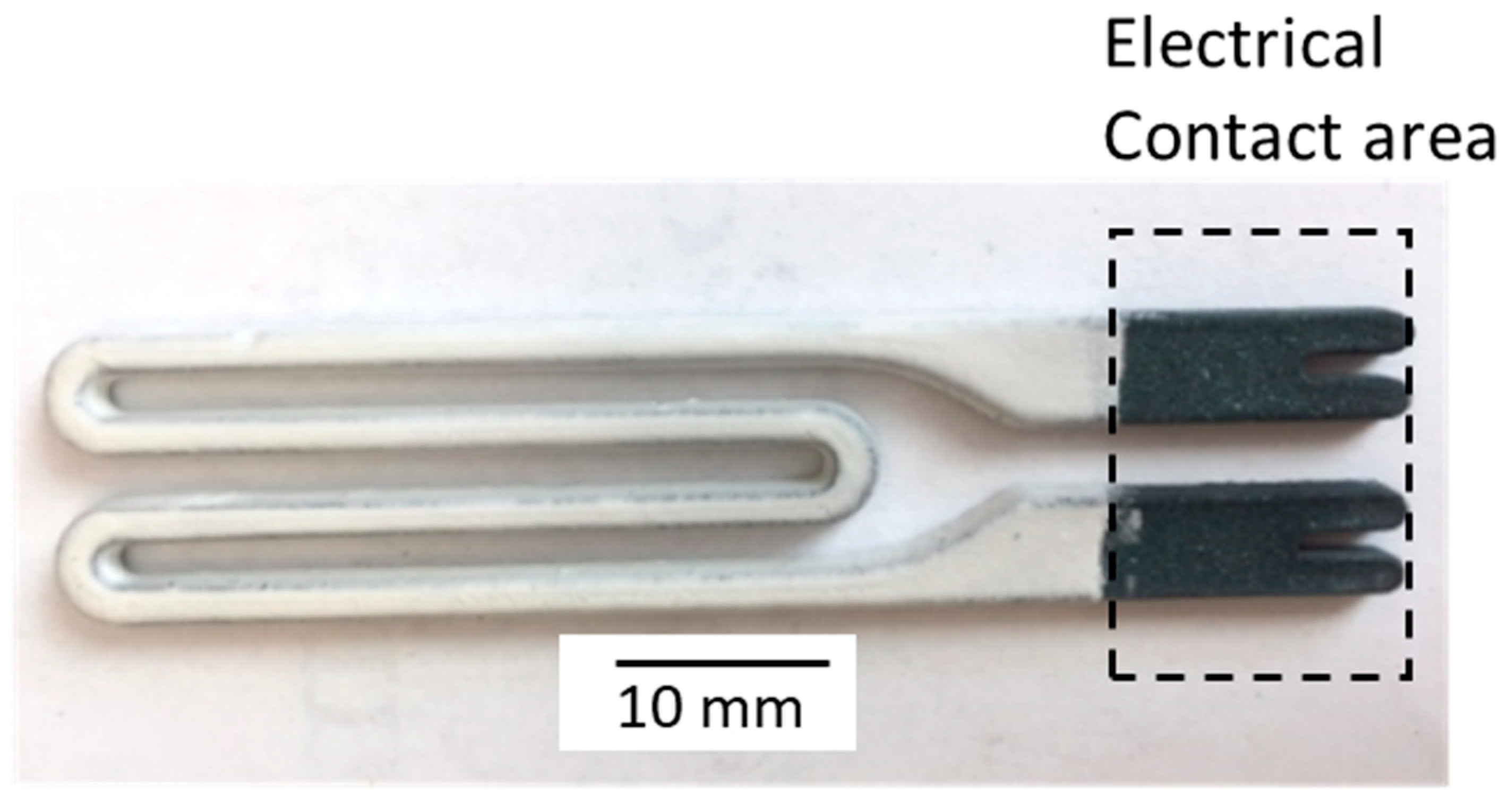
3.1. SiC Heating Elements (Dipped EBC)
3.2. SiC/SiC Mini-Composites (Sprayed EBC)
3.3. Sintered SiC Airfoils (Spin-Dipped EBC)
3.4. CMC Airfoils (Spin-Dipped EBC)
3.5. CMC Airfoil (Sprayed EBC)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Anson, D.; Richerson, D.W. Progress in Ceramic Gas Turbine Development; Van Roode, M., Ferber, M., Richerson, D.W., Eds.; ASME Press: New York, NY, USA, 2003; Volume 2, pp. 1–10. [Google Scholar]
- Steibel, J. Ceramic matrix composites taking flight at GE Aviation. Am. Ceram. Soc. Bull. 2019, 98, 30–33. [Google Scholar]
- Jacobson, N.S. Corrosion of silicon-based ceramics in combustion environments. J. Am. Ceram. Soc. 1993, 76, 3–28. [Google Scholar] [CrossRef] [Green Version]
- Opila, E.J.; Hann, R. Paralinear oxidation of CVD SiC in water vapor. J. Am. Ceram. Soc. 1997, 80, 197–205. [Google Scholar] [CrossRef]
- Smialek, J.L.; Robinson, R.C.; Opila, E.J.; Fox, D.S.; Jacobson, N.S. SiC and Si3N4 scale volatility under combustor conditions. Adv. Compos. Mater. 1999, 8, 33–45. [Google Scholar] [CrossRef] [Green Version]
- Robinson, R.C.; Smialek, J.L. SiC recession caused by SiO2 scale volatility under combustion conditions: I. Experimental results and empirical model. J. Am. Ceram. Soc. 1999, 82, 1817–1825. [Google Scholar] [CrossRef]
- Opila, E.J.; Smialek, J.L.; Robinson, R.C.; Fox, D.S.; Jacobson, N.S. SiC recession caused by SiO2 scale volatility under combustion conditions: II. Thermodynamics and gaseous-diffusion model. J. Am. Ceram. Soc. 1999, 82, 1826–1834. [Google Scholar] [CrossRef]
- More, K.L.; Tortorelli, P.F.; Ferber, M.K.; Walker, L.R.; Keiser, J.R.; Miriyala, N.; Brentnall, W.D.; Price, J.R. ASME Paper 99-GT-292; ASME Turboexpo: Indianapolis, IN, USA, 1999. [Google Scholar]
- Ferber, M.K.; Lin, H.T.; Parthasarathy, V.; Brentnall, W.D. ASME Paper 99-GT-265; ASME Turboexpo: Indianapolis, IN, USA, 1999. [Google Scholar]
- Lee, K.N.; Fritze, H.; Ogura, Y. Coatings for engineering ceramics. In Progress in Ceramic Gas Turbine Development; Van Roode, M., Ferber, M., Richerson, D.W., Eds.; ASME Press: New York, NY, USA, 2003; Volume 2, pp. 641–664. [Google Scholar]
- Lee, K.N. Environmental barrier coatings for CMCs. In Ceramic Matrix Composites; Bansal, N.P., Lamon, J., Eds.; Wiley: New York, NY, USA, 2015; pp. 430–451. [Google Scholar]
- Tejero-Martin, D.; Bennett, C.; Hussain, T. A review on environmental barrier coatings: History, current state of the art and future developments. J. Eur. Ceram. Soc. 2021, 41, 1747–1768. [Google Scholar] [CrossRef]
- Lee, K.N.; van Roode, M. Environmental barrier coatings enhance performance of SiC/SiC ceramic matrix composites. Am. Ceram. Soc. Bull. 2019, 98, 46–53. [Google Scholar]
- Ramasamy, S.; Tewari, S.N.; Lee, K.N.; Bhatt, R.T.; Fox, D.S. Environmental durability of slurry based mullite–gadolinium silicate on silicon carbide. J. Eur. Ceram. Soc. 2011, 31, 1123–1130. [Google Scholar] [CrossRef]
- Harder, B. Oxidation performance of Si-HfO2 environmental barrier coating bond coats deposited via plasma spray-physical vapor deposition. Surf. Coat. Technol. 2020, 384, 125311. [Google Scholar] [CrossRef]
- Lee, K.N.; Waters, D.L.; Puleo, B.J.; Garg, A.; Jennings, W.D.; Costa, G.; Sacksteder, D.E. Development of oxide-based high temperature environmental barrier coatings for ceramic matrix composites via the slurry process. J. Eur. Ceram. Soc. 2021, 41, 1639–1653. [Google Scholar] [CrossRef]
- Lee, K.N.; Waters, D. Environmental Barrier Coatings for Improved Temperature Capabilities and Longevity. U.S. Patent number 11325869, 10 May 2022. [Google Scholar]
- Ferran-Marqués, M.; Araguás-Rodríguez, S.; Pilgrim, C.; Lee, K.N.; Larose, J.; Feist, J.; Nicholls, J.R. Thermal history coatings—Part II: Measurement capability up to 1500 °C. In Proceedings of the ASME Turbo Expo 2020, London, UK, 21–25 September 2020. [Google Scholar]
- Fox, D.S.; Miller, R.A.; Zhu, D.; Perez, M.; Cuy, M.D.; Robinson, R.C. Mach 0.3 Burner Rig Facility at the NASA Glenn Materials Research Laboratory; NASA/TM 2011-216986; NASA Glenn Research Center: Cleveland, OH, USA, 2011. [Google Scholar]
- Lee, K.N. Yb2Si2O7 environmental barrier coatings with reduced bond coat oxidation rates via chemical modifications for long life. J. Am. Ceram. Soc. 2019, 102, 1507–1521. [Google Scholar] [CrossRef]
- Deal, B.E.; Grove, A.S. General relationship for the thermal oxidation of silicon. J. Appl. Phys. 1965, 36, 3770–3778. [Google Scholar] [CrossRef] [Green Version]
- Opila, E.J. Variation of the oxidation rate of silicon carbide with water-vapor pressure. J. Am. Ceram. Soc. 1999, 82, 625–636. [Google Scholar] [CrossRef]
- Deal, B.E.; Sklar, M. Thermal oxidation of heavily doped silicon. J. Electrochem. Soc. 1965, 112, 430–435. [Google Scholar] [CrossRef]
- McFarland, M.C.; Opila, E.J. SiC oxidation behavior in the presence of boron nitride. J. Am. Ceram. Soc. 2018, 101, 5534–5551. [Google Scholar] [CrossRef]
- Lee, K.N.; Garg, A.; Jennings, W.D. Effects of the chemistry of coating and substrate on the steam oxidation kinetics of environmental barrier coatings for ceramic matrix composites. J. Eur. Ceram. Soc. 2021, 41, 5675–5685. [Google Scholar] [CrossRef]
- Mao, W.G.; Jiang, J.P.; Zhou, Y.C.; Luc, C. Effects of substrate curvature radius, deposition temperature and coating thickness on the residual stress field of cylindrical thermal barrier coatings. Surf. Coat. Technol. 2011, 205, 3093–3102. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Rig | Steam Cycling Rig | High Pressure Thermal Cycling Rig | Atmospheric Pressure Combustion Rig |
|---|---|---|---|
| EBC Surface Temp. (°C) | 1427 | 1354–1538 | 1300–1500 |
| Through-Thickness Temp. Gradient (CMC + EBC), Delta T (°C) | 0 | 100–150 | Not measured |
| Gas Velocity, v (m/s) | 0.1 | 116 | 100 |
| P(H2O) (atm) | ~0.9 | ~0.82 | ~0.1 |
| P(Total) (atm) | 1 | 8.2 | 1 |
| Substrate | TGO Thickness (μm) | |||||
|---|---|---|---|---|---|---|
| 100 h | 300 h | 500 h | ||||
| AVG a | SD b | AVG a | SD b | AVG a | SD b | |
| Sintered SiC Coupons | 9.5 | 1.29 | - | 29.75 | 3.77 | |
| CVI CMC Coupons16 | 4.34 | 0.31 | 14.6 | 0.72 | 18.92 | 0.83 |
| SiC Heating Elements | 10.2 | 2.1 | - | 31.5 | 3.5 | |
| SiC/SiC Mini-Composites | 6.13 | 1.13 | 16.56 | 1.94 | - | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, K.N.; Harder, B.J.; Puleo, B.J.; Almansour, A.S.; Kiser, J.D.; Setlock, J.A.; Fox, D.S.; Cuy, M.D.; Kalluri, S.; Bhatt, R.T. Manufacturing Process Development and Rig Validation of Slurry Environmental Barrier Coatings for SiC Ceramic and SiC Composite Sub-Components. Coatings 2022, 12, 1635. https://doi.org/10.3390/coatings12111635
Lee KN, Harder BJ, Puleo BJ, Almansour AS, Kiser JD, Setlock JA, Fox DS, Cuy MD, Kalluri S, Bhatt RT. Manufacturing Process Development and Rig Validation of Slurry Environmental Barrier Coatings for SiC Ceramic and SiC Composite Sub-Components. Coatings. 2022; 12(11):1635. https://doi.org/10.3390/coatings12111635
Chicago/Turabian StyleLee, Kang N., Bryan J. Harder, Bernadette J. Puleo, Amjad S. Almansour, James D. Kiser, John A. Setlock, Dennis S. Fox, Michael D. Cuy, Sreeramesh Kalluri, and Ramakrishna T. Bhatt. 2022. "Manufacturing Process Development and Rig Validation of Slurry Environmental Barrier Coatings for SiC Ceramic and SiC Composite Sub-Components" Coatings 12, no. 11: 1635. https://doi.org/10.3390/coatings12111635