
Recent Progress in the Steam Reforming of Bio-Oil for Hydrogen Production: A Review of Operating Parameters, Catalytic Systems and Technological Innovations


Abstract
:1. Introduction
2. Bio-Oil Properties and Composition
3. Mechanism of Bio-Oil Steam Reforming
4. Operating Parameters Affecting Bio-Oil Steam Reforming
4.1. Effect of the Feed Composition
4.2. Effect of the Reactor Type
4.3. Effect of Temperature
4.4. Effect of Pressure
4.5. Effect of Space Time and Liquid Feed Rate
4.6. Effect of the Steam-to-Carbon Ratio
5. Catalyst Developments in the Bio-Oil Steam Reforming
5.1. Noble Metal-Based Catalysts
5.2. Transition Metal-Based Catalysts
5.2.1. Ni-Based Catalysts
5.2.2. Other Transition Metal-Based Catalysts
5.3. Bimetallic Catalysts
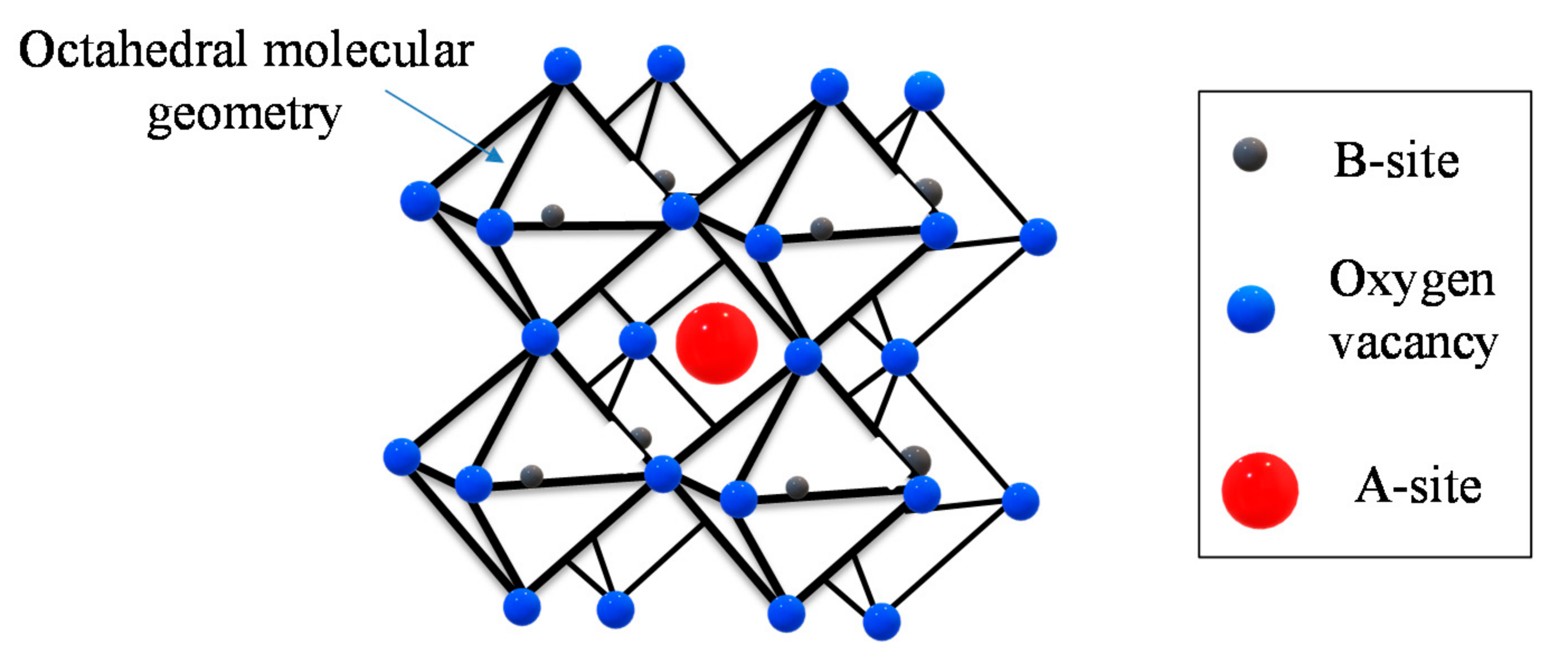
5.4. Perovskite Type Catalysts
5.5. Effect of Catalyst Synthesis Methods
6. Catalyst Deactivation and Regeneration
6.1. Coke Formation
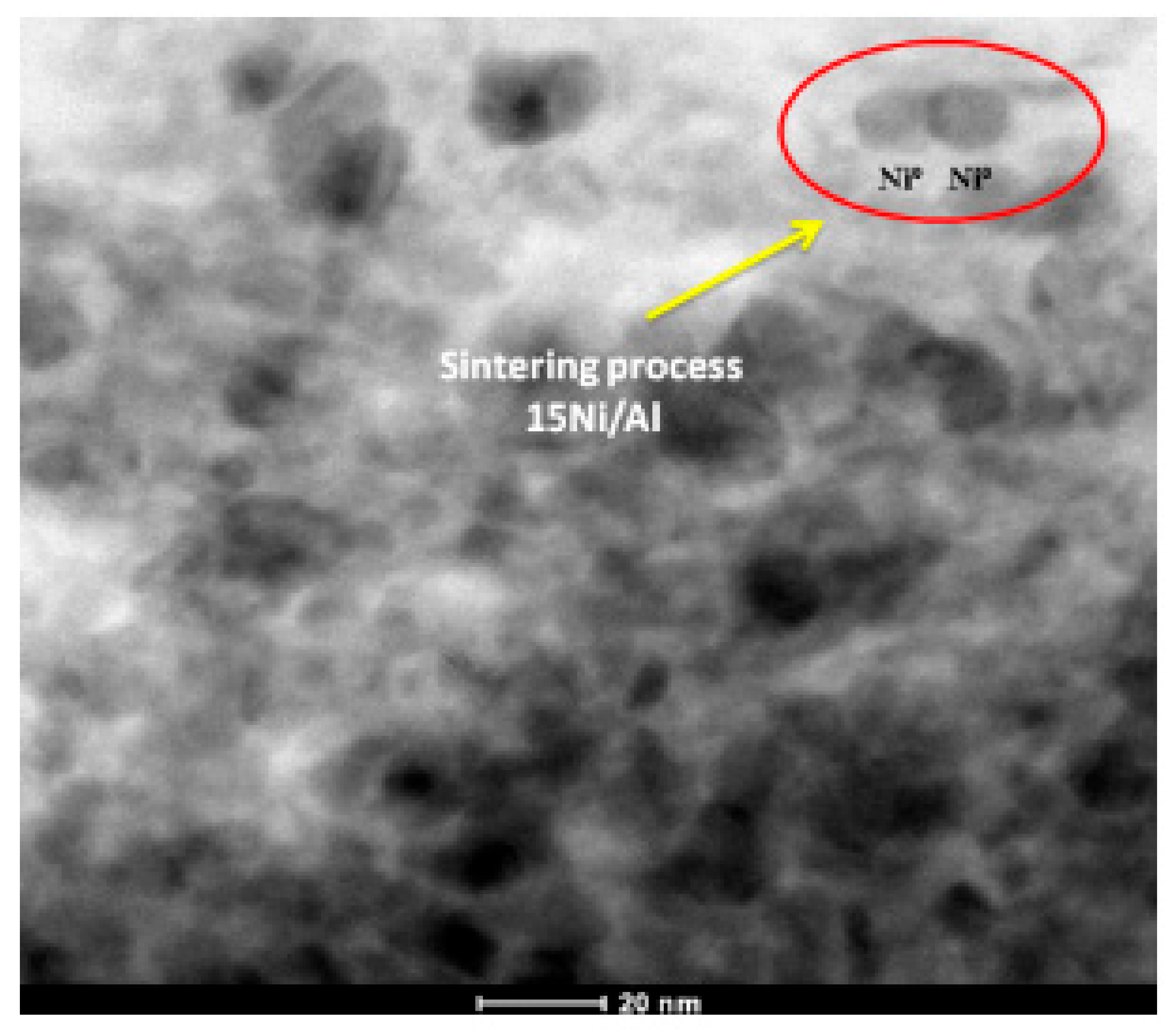
6.2. Active Metal Sintering
6.3. Active Metal Oxidation
6.4. Sulfur Poisoning
6.5. Catalyst Regeneration
7. Other Modified Reforming Techniques
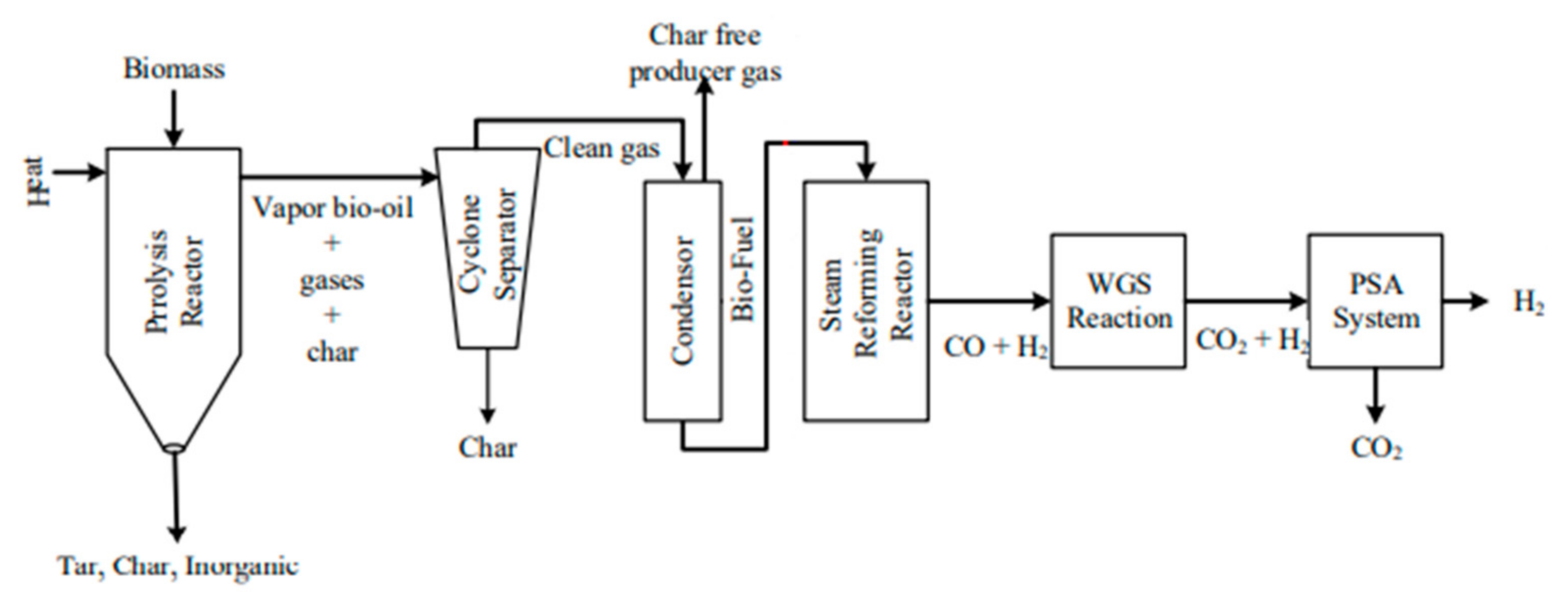
7.1. Pyrolysis and in-Line Steam Reforming
7.2. Sorption Enhanced Steam Reforming (SESR)
7.3. Chemical Looping Steam Reforming (CLSR)
8. Prospects, Directions and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zalasiewicz, J.; Waters, C.N.; Summerhayes, C.P.; Wolfe, A.P.; Barnosky, A.D.; Cearreta, A.; Crutzen, P.; Ellis, E.; Fairchild, I.J.; Gałuszka, A.; et al. The Working Group on the Anthropocene: Summary of evidence and interim recommendations. Anthropocene 2017, 19, 55–60. [Google Scholar] [CrossRef] [Green Version]
- García-Olivares, A.; Solé, J.; Osychenko, O. Transportation in a 100% renewable energy system. Energy Convers. Manag. 2018, 158, 266–285. [Google Scholar] [CrossRef]
- Aravani, V.P.; Sun, H.; Yang, Z.; Liu, G.; Wang, W.; Anagnostopoulos, G.; Syriopoulos, G.; Charisiou, N.D.; Goula, M.A.; Kornaros, M.; et al. Agricultural and livestock sector’s residues in Greece & China: Comparative qualitative and quantitative characterization for assessing their potential for biogas production. Renew. Sust. Energy Rev. 2021, 154, 111821. [Google Scholar] [CrossRef]
- Chen, C.; Yang, Z.; Hu, G. Signalling the cost of intermittency: What is the value of curtailed renewable power? J. Clean. Prod. 2021, 302, 126998. [Google Scholar] [CrossRef]
- Siakavelas, G.I.; Charisiou, N.D.; AlKhoori, A.; AlKhoori, S.; Sebastian, V.; Hinder, S.J.; Baker, M.A.; Yentekakis, I.V.; Polychronopoulou, K.; Goula, M.A. Highly selective and stable Ni/La-M (M=Sm, Pr, and Mg)-CeO2 catalysts for CO2 methanation. J. CO2 Util. 2021, 51, 101618. [Google Scholar] [CrossRef]
- Scharnberg, A.R.A.; Carvalho de Loreto, A.; Alves, A.K. Optical and Structural Characterization of Bi2FexNbO7 Nanoparticles for Environmental Applications. Emerg. Sci. J. 2020, 4, 11–17. [Google Scholar] [CrossRef]
- Feistel, R.; Hellmuth, O. Relative Humidity: A Control Valve of the Steam Engine Climate. J. Hum. Earth Future 2021, 2, 140–182. [Google Scholar] [CrossRef]
- Liu, J.; He, Y.; Ma, X.; Liu, G.; Yao, Y.; Liu, H.; Chen, H.; Huang, Y.; Chen, C.; Wang, W. Catalytic pyrolysis of tar model compound with various bio-char catalysts to recycle char from biomass pyrolysis. BioResources 2016, 11, 3752–3768. [Google Scholar] [CrossRef]
- Douvartzides, S.L.; Charisiou, N.D.; Papageridis, K.N.; Goula, M.A. Green diesel: Biomass feedstocks, production technologies, catalytic research, fuel properties and performance in compression ignition internal combustion engines. Energies 2019, 12, 809. [Google Scholar] [CrossRef] [Green Version]
- Papageridis, K.N.; Charisiou, N.D.; Douvartzides, S.; Sebastian, V.; Hinder, S.J.; Baker, M.A.; AlKhoori, A.A.; AlKhoori, S.I.; Polychronopoulou, K.; Goula, M.A. Continuous selective deoxygenation of palm oil for renewable diesel production over Ni catalysts supported on Al2O3and La2O3-Al2O3. RSC Adv. 2021, 11, 8569–8584. [Google Scholar] [CrossRef]
- Davda, R.R.; Shabaker, J.W.; Huber, G.W.; Cortright, R.D.; Dumesic, J.A. A review of catalytic issues and process conditions for renewable hydrogen and alkanes by aqueous-phase reforming of oxygenated hydrocarbons over supported metal catalysts. Appl. Catal. B Environ. 2005, 56, 171–186. [Google Scholar] [CrossRef]
- Zhao, Z.; Situmorang, Y.A.; An, P.; Chaihad, N.; Wang, J.; Hao, X.; Xu, G.; Abudula, A.; Guan, G. Hydrogen Production from Catalytic Steam Reforming of Bio-Oils: A Critical Review. Chem. Eng. Technol. 2020, 43, 625–640. [Google Scholar] [CrossRef]
- Zhou, W.J.; Zhou, B.; Li, W.Z.; Zhou, Z.H.; Song, S.Q.; Sun, G.Q.; Xin, Q.; Douvartzides, S.; Goula, M.; Tsiakaras, P. Performance comparison of low-temperature direct alcohol fuel cells with different anode catalysts. J. Power Sources 2004, 126, 16–22. [Google Scholar] [CrossRef]
- Bepari, S.; Kuila, D. Steam reforming of methanol, ethanol and glycerol over nickel-based catalysts—A review. Int. J. Hydrogen Energy 2020, 45, 18090–18113. [Google Scholar] [CrossRef]
- Ni, M.; Leung, D.Y.C.; Leung, M.K.H. A review on reforming bio-ethanol for hydrogen production. Int. J. Hydrogen Energy 2007, 32, 3238–3247. [Google Scholar] [CrossRef]
- Liu, C.; Chen, D.; Cao, Y.; Zhang, T.; Mao, Y.; Wang, W.; Wang, Z.; Kawi, S. Catalytic steam reforming of in-situ tar from rice husk over MCM-41 supported LaNiO3 to produce hydrogen rich syngas. Renew. Energy 2020, 161, 408–418. [Google Scholar] [CrossRef]
- Zheng, B.; Shen, Y.; Sun, P.; Liu, R.; Meng, J.; Chang, R.; Gao, T.; Liu, Y. Effects of particle sizes on performances of the multi-zone steam generator using waste heat in a bio-oil steam reforming hydrogen production system. Int. J. Hydrogen Energy 2021, 46, 18064–18072. [Google Scholar] [CrossRef]
- Garcia-Gomez, N.; Valecillos, J.; Remiro, A.; Valle, B.; Bilbao, J.; Gayubo, A.G. Effect of reaction conditions on the deactivation by coke of a NiAl2O4 spinel derived catalyst in the steam reforming of bio-oil. Appl. Catal. B Environ. 2021, 297, 120445. [Google Scholar] [CrossRef]
- Xu, T.; Jiang, C.; Wang, X.; Xiao, B. Bio-oil chemical looping reforming coupled with water splitting for hydrogen and syngas coproduction: Effect of supports on the performance of Ni-Fe bimetallic oxygen carriers. Energ. Convers. Manag. 2021, 244, 114512. [Google Scholar] [CrossRef]
- Siakavelas, G.I.; Charisiou, N.D.; AlKhoori, S.; AlKhoori, A.A.; Sebastian, V.; Hinder, S.J.; Baker, M.A.; Yentekakis, I.V.; Polychronopoulou, K.; Goula, M.A. Highly selective and stable nickel catalysts supported on ceria promoted with Sm2O3, Pr2O3 and MgO for the CO2 methanation reaction. Appl. Catal. B Environ. 2021, 282, 119562. [Google Scholar] [CrossRef]
- Global vision from the thermodynamics of the effect of the bio-oil composition and the reforming strategies in the H2 production and the energy requirement. Energy Convers. Manag. 2021, 239, 114181. [CrossRef]
- Kumar, A.; Chakraborty, J.P.; Singh, R. Bio-oil: The future of hydrogen generation. Biofuels 2017, 8, 663–674. [Google Scholar] [CrossRef]
- Adeniyi, A.G.; Otoikhian, K.S.; Ighalo, J.O. Steam Reforming of Biomass Pyrolysis Oil: A Review. Int. J. Chem. React. Eng. 2019, 17, 20180328. [Google Scholar] [CrossRef]
- Williams, C.L.; Emerson, R.M.; Tumuluru, J.S. Biomass Compositional Analysis for Conversion to Renewable Fuels and Chemicals. In Biomass Volume Estimation and Valorization for Energy; IntechOpen: London, UK, 2017. [Google Scholar] [CrossRef] [Green Version]
- Wang, G.; Dai, Y.; Yang, H.; Xiong, Q.; Wang, K.; Zhou, J.; Li, Y.; Wang, S. A review of recent advances in biomass pyrolysis. Energy Fuels 2020, 34, 15557–15578. [Google Scholar] [CrossRef]
- Pandey, B.; Prajapati, Y.K.; Sheth, P.N. Recent progress in thermochemical techniques to produce hydrogen gas from biomass: A state of the art review. Int. J. Hydrogen Energy 2019, 44, 25384–25415. [Google Scholar] [CrossRef]
- Papageridis, K.N.; Charisiou, N.D.; Douvartzides, S.; Sebastian, V.; Hinder, S.J.; Baker, M.A.; AlKhoori, S.; Polychronopoulou, K.; Goula, M.A. Promoting effect of CaO-MgO mixed oxide on Ni/γ-Al2O3 catalyst for selective catalytic deoxygenation of palm oil. Renew. Energy 2020, 162, 1793–1810. [Google Scholar] [CrossRef]
- Papageridis, K.N.; Charisiou, N.D.; Douvartzides, S.L.; Sebastian, V.; Hinder, S.J.; Baker, M.A.; AlKhoori, S.; Polychronopoulou, K.; Goula, M.A. Effect of operating parameters on the selective catalytic deoxygenation of palm oil to produce renewable diesel over Ni supported on Al2O3, ZrO2 and SiO2 catalysts. Fuel Process. Technol. 2020, 209, 106547. [Google Scholar] [CrossRef]
- Charisiou, N.D.; Douvartzides, S.L.; Siakavelas, G.I.; Tzounis, L.; Sebastian, V.; Stolojan, V.; Hinder, S.J.; Baker, M.A.; Polychronopoulou, K.; Goula, M.A. The relationship between reaction temperature and carbon deposition on nickel catalysts based on Al2O3, ZrO2 or SiO2 supports during the biogas dry reforming reaction. Catalysts 2019, 9, 676. [Google Scholar] [CrossRef] [Green Version]
- Martino, M.; Ruocco, C.; Meloni, E.; Pullumbi, P.; Palma, V. Main hydrogen production processes: An overview. Catalysts 2021, 11, 547. [Google Scholar] [CrossRef]
- Abou Rjeily, M.; Gennequin, C.; Pron, H.; Abi-Aad, E.; Randrianalisoa, J.H. Pyrolysis-catalytic upgrading of bio-oil and pyrolysis-catalytic steam reforming of biogas: A review. Environ. Chem. Lett. 2021, 19, 2825–2872. [Google Scholar] [CrossRef]
- Mohan, D.; Pittman, C.U.; Philip, S. Pyrolysis of Wood/Biomass for Bio-oil: A Critical Review. Prog. Energy Combust. Sci. 2017, 62, 848–889. [Google Scholar] [CrossRef]
- Kejla, L.; Auersvald, M.; Šimáček, P. Combination of GC–MS and selective peak elimination procedures as a tool for characterization of complex saccharide mixtures—Application to pyrolysis bio-oils. J. Chromatogr. B Anal. Technol. Biomed. Life Sci. 2021, 1171, 122644. [Google Scholar] [CrossRef] [PubMed]
- Branca, C.; Giudicianni, P.; Di Blasi, C. GC/MS characterization of liquids generated from low-temperature pyrolysis of wood. Ind. Eng. Chem. Res. 2003, 42, 3190–3202. [Google Scholar] [CrossRef]
- Tahir, M.H.; Cheng, X.; Irfan, R.M.; Ashraf, R.; Zhang, Y. Comparative chemical analysis of pyrolyzed bio oil using online TGA-FTIR and GC-MS. J. Anal. Appl. Pyrolysis 2020, 150, 104890. [Google Scholar] [CrossRef]
- Luo, Z.; Mullen, C.A.; Abdel-Haleem, H. Pyrolysis GC/MS analysis of improved guayule genotypes. Ind. Crops Prod. 2020, 155, 112810. [Google Scholar] [CrossRef]
- Mullen, C.A.; Tarves, P.C.; Boateng, A.A. Role of Potassium Exchange in Catalytic Pyrolysis of Biomass over ZSM-5: Formation of Alkyl Phenols and Furans. ACS Sustain. Chem. Eng. 2017, 5, 2154–2162. [Google Scholar] [CrossRef]
- Bimbela, F.; Oliva, M.; Ruiz, J.; García, L.; Arauzo, J. Catalytic steam reforming of model compounds of biomass pyrolysis liquids in fixed bed: Acetol and n-butanol. J. Anal. Appl. Pyrolysis 2009, 85, 204–213. [Google Scholar] [CrossRef]
- Bimbela, F.; Oliva, M.; Ruiz, J.; García, L.; Arauzo, J. Hydrogen production by catalytic steam reforming of acetic acid, a model compound of biomass pyrolysis liquids. J. Anal. Appl. Pyrolysis 2007, 79, 112–120. [Google Scholar] [CrossRef]
- Ortiz-Toral, P.J.; Satrio, J.; Brown, R.C.; Shanks, B.H. Steam reforming of bio-oil fractions: Effect of composition and stability. Energy Fuels 2011, 25, 3289–3297. [Google Scholar] [CrossRef] [Green Version]
- Garcia, L.; French, R.; Czernik, S.; Chornet, E. Catalytic steam reforming of bio-oils for the production of hydrogen: Effects of catalyst composition. Appl. Catal. A Gen. 2000, 201, 225–239. [Google Scholar] [CrossRef]
- Czernik, S.; French, R.; Feik, C.; Chornet, E. Hydrogen by Catalytic Steam Reforming of Liquid Byproducts from Biomass Thermoconversion Processes. Ind. Eng. Chem. Res. 2002, 41, 4209–4215. [Google Scholar] [CrossRef]
- Valle, B.; Remiro, A.; Aguayo, A.T.; Bilbao, J.; Gayubo, A.G. Catalysts of Ni/α-Al2O3 and Ni/La2O3-α-Al2O3 for hydrogen production by steam reforming of bio-oil aqueous fraction with pyrolytic lignin retention. Int. J. Hydrogen Energy 2013, 38, 1307–1318. [Google Scholar] [CrossRef]
- Yan, C.F.; Hu, E.Y.; Cai, C.L. Hydrogen production from bio-oil aqueous fraction with in situ carbon dioxide capture. Int. J. Hydrogen Energy 2010, 35, 2612–2616. [Google Scholar] [CrossRef]
- Yan, C.F.; Cheng, F.F.; Hu, R.R. Hydrogen production from catalytic steam reforming of bio-oil aqueous fraction over Ni/CeO2-ZrO2 catalysts. Int. J. Hydrogen Energy 2010, 35, 11693–11699. [Google Scholar] [CrossRef]
- Seyedeyn-Azad, F.; Salehi, E.; Abedi, J.; Harding, T. Biomass to hydrogen via catalytic steam reforming of bio-oil over Ni-supported alumina catalysts. Fuel Process. Technol. 2011, 92, 563–569. [Google Scholar] [CrossRef]
- Chen, G.; Yao, J.; Liu, J.; Yan, B.; Shan, R. Biomass to hydrogen-rich syngas via catalytic steam reforming of bio-oil. Renew. Energy 2016, 91, 315–322. [Google Scholar] [CrossRef]
- Bimbela, F.; Oliva, M.; Ruiz, J.; García, L.; Arauzo, J. Hydrogen production via catalytic steam reforming of the aqueous fraction of bio-oil using nickel-based coprecipitated catalysts. Int. J. Hydrogen Energy 2013, 38, 14476–14487. [Google Scholar] [CrossRef]
- Valle, B.; Gayubo, A.G.; Atutxa, A.; Alonso, A.; Bilbao, J. Integration of thermal treatment and catalytic transformation for upgrading biomass pyrolysis oil. Int. J. Chem. React. Eng. 2007, 5, 86. [Google Scholar] [CrossRef]
- Zhou, Q.; Zarei, A.; De Girolamo, A.; Yan, Y.; Zhang, L. Catalytic performance of scrap tyre char for the upgrading of eucalyptus pyrolysis derived bio-oil via cracking and deoxygenation. J. Anal. Appl. Pyrolysis 2019, 139, 167–176. [Google Scholar] [CrossRef]
- Kumar, R.; Strezov, V. Thermochemical production of bio-oil: A review of downstream processing technologies for bio-oil upgrading, production of hydrogen and high value-added products. Renew. Sustain. Energy Rev. 2021, 135, 110152. [Google Scholar] [CrossRef]
- Lian, X.; Xue, Y.; Zhao, Z.; Xu, G.; Han, S.; Yu, H. Progress on upgrading methods of bio-oil: A review. Int. J. Energy Res. 2017, 35, 1048–1055. [Google Scholar] [CrossRef]
- Trane, R.; Dahl, S.; Skjøth-Rasmussen, M.S.; Jensen, A.D. Catalytic steam reforming of bio-oil. Int. J. Hydrogen Energy 2012, 37, 6447–6472. [Google Scholar] [CrossRef]
- Arregi, A.; Amutio, M.; Lopez, G.; Bilbao, J.; Olazar, M. Evaluation of thermochemical routes for hydrogen production from biomass: A review. Energy Convers. Manag. 2018, 165, 696–719. [Google Scholar] [CrossRef]
- Li, J.; Jia, P.; Hu, X.; Dong, D.; Gao, G.; Geng, D.; Xiang, J.; Wang, Y.; Hu, S. Steam reforming of carboxylic acids for hydrogen generation: Effects of aliphatic chain of the acids on their reaction behaviors. Mol. Catal. 2018, 450, 1–13. [Google Scholar] [CrossRef]
- Li, J.; Mei, X.; Zhang, L.; Yu, Z.; Liu, Q.; Wei, T.; Wu, W.; Dong, D.; Xu, L.; Hu, X. A comparative study of catalytic behaviors of Mn, Fe, Co, Ni, Cu and Zn–Based catalysts in steam reforming of methanol, acetic acid and acetone. Int. J. Hydrogen Energy 2020, 45, 3815–3832. [Google Scholar] [CrossRef]
- Li, D.; Xue, H.; Hu, R. Effect of Ce/Ca Ratio in Ni/CeO2-ZrO2-CaO Catalysts on High-Purity Hydrogen Production by Sorption-Enhanced Steam Reforming of Acetic Acid and Bio-Oil. Ind. Eng. Chem. Res. 2020, 59, 1446–1456. [Google Scholar] [CrossRef]
- Zhang, L.; Yu, Z.; Li, J.; Zhang, S.; Hu, S.; Xiang, J.; Wang, Y.; Liu, Q.; Hu, G.; Hu, X. Steam reforming of typical small organics derived from bio-oil: Correlation of their reaction behaviors with molecular structures. Fuel 2020, 259, 116214. [Google Scholar] [CrossRef]
- Zheng, X.X.; Yan, C.F.; Hu, R.R.; Li, J.; Hai, H.; Luo, W.M.; Guo, C.Q.; Li, W.B.; Zhou, Z.Y. Hydrogen from acetic acid as the model compound of biomass fast-pyralysis oil over Ni catalyst supported on ceria-zirconia. Int. J. Hydrogen Energy 2012, 37, 12987–12993. [Google Scholar] [CrossRef]
- Hu, X.; Lu, G. Investigation of steam reforming of acetic acid to hydrogen over Ni-Co metal catalyst. J. Mol. Catal. A Chem. 2007, 261, 43–48. [Google Scholar] [CrossRef]
- Liu, C.; Li, S.; Chen, D.; Xiao, Y.; Li, T.; Wang, W. Hydrogen-rich syngas production by chemical looping steam reforming of acetic acid as bio-oil model compound over Fe-doped LaNiO3 oxygen carriers. Int. J. Hydrogen Energy 2019, 44, 17732–17741. [Google Scholar] [CrossRef]
- Liu, C.L.; Chen, D.; Wang, W. Hydrogen-rich syngas production from chemical looping steam reforming of bio-oil model compound: Effect of bimetal on LaNi0.8M0.2O3 (M = Fe, Co, Cu, and Mn). Int. J. Energy Res. 2019, 43, 4534–4545. [Google Scholar] [CrossRef]
- Vagia, E.C.; Lemonidou, A.A. Hydrogen production via steam reforming of bio-oil components over calcium aluminate supported nickel and noble metal catalysts. Appl. Catal. A Gen. 2008, 351, 111–121. [Google Scholar] [CrossRef]
- Vagia, E.C.; Lemonidou, A.A. Investigations on the properties of ceria-zirconia-supported Ni and Rh catalysts and their performance in acetic acid steam reforming. J. Catal. 2010, 269, 388–396. [Google Scholar] [CrossRef]
- Megía, P.J.; Carrero, A.; Calles, J.A.; Vizcaíno, A.J. Hydrogen production from steam reforming of acetic acid as a model compound of the aqueous fraction of microalgae HTL using Co-M/SBA-15 (M: Cu, Ag, Ce, Cr) catalysts. Catalysts 2019, 9, 1013. [Google Scholar] [CrossRef] [Green Version]
- Megía, P.J.; Calles, J.A.; Carrero, A.; Vizcaíno, A.J. Effect of the incorporation of reducibility promoters (Cu, Ce, Ag) in Co/CaSBA-15 catalysts for acetic acid steam reforming. Int. J. Energy Res. 2021, 45, 1685–1702. [Google Scholar] [CrossRef]
- Resende, K.A.; Ávila-Neto, C.N.; Rabelo-Neto, R.C.; Noronha, F.B.; Hori, C.E. Hydrogen production by reforming of acetic acid using La-Ni type perovskites partially substituted with Sm and Pr. Catal. Today 2015, 242, 71–79. [Google Scholar] [CrossRef]
- Takanabe, K.; Aika, K.I.; Seshan, K.; Lefferts, L. Sustainable hydrogen from bio-oil—Steam reforming of acetic acid as a model oxygenate. J. Catal. 2004, 227, 101–108. [Google Scholar] [CrossRef]
- Takanabe, K.; Aika, K.i.; Seshan, K.; Lefferts, L. Catalyst deactivation during steam reforming of acetic acid over Pt/ZrO2. Chem. Eng. J. 2006, 120, 133–137. [Google Scholar] [CrossRef]
- Rioche, C.; Kulkarni, S.; Meunier, F.C.; Breen, J.P.; Burch, R. Steam reforming of model compounds and fast pyrolysis bio-oil on supported noble metal catalysts. Appl. Catal. B Environ. 2005, 61, 130–139. [Google Scholar] [CrossRef]
- Li, L.; Jiang, B.; Tang, D.; Zhang, Q.; Zheng, Z. Hydrogen generation by acetic acid steam reforming over Ni-based catalysts derived from La1−xCexNiO3 perovskite. Int. J. Hydrogen Energy 2018, 43, 6795–6803. [Google Scholar] [CrossRef]
- Wang, D.; Czernik, S.; Montané, D.; Mann, M.; Chornet, E. Biomass to Hydrogen via Fast Pyrolysis and Catalytic Steam Reforming of the Pyrolysis Oil or Its Fractions. Ind. Eng. Chem. Res. 1997, 36, 1507–1518. [Google Scholar] [CrossRef]
- Wang, S.; Li, X.; Guo, L.; Luo, Z. Experimental research on acetic acid steam reforming over Co-Fe catalysts and subsequent density functional theory studies. Int. J. Hydrogen Energy 2012, 37, 11122–11131. [Google Scholar] [CrossRef]
- Wang, S.; Cai, Q.; Zhang, F.; Li, X.; Zhang, L.; Luo, Z. Hydrogen production via catalytic reforming of the bio-oil model compounds: Acetic acid, phenol and hydroxyacetone. Int. J. Hydrogen Energy 2014, 39, 18675–18687. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, M.; Liang, T.; Yang, Z.; Yang, J.; Liu, S. Hydrogen generation from catalytic steam reforming of acetic acid by Ni/attapulgite catalysts. Catalysts 2016, 6, 172. [Google Scholar] [CrossRef] [Green Version]
- Assaf, P.G.M.; Nogueira, F.G.E.; Assaf, E.M. Ni and Co catalysts supported on alumina applied to steam reforming of acetic acid: Representative compound for the aqueous phase of bio-oil derived from biomass. Catal. Today 2013, 213, 2–8. [Google Scholar] [CrossRef]
- Hu, X.; Zhang, L.; Lu, G. Pruning of the surface species on Ni/Al2O3 catalyst to selective production of hydrogen via acetone and acetic acid steam reforming. Appl. Catal. A Gen. 2012, 427–428, 49–57. [Google Scholar] [CrossRef]
- Pant, K.K.; Mohanty, P.; Agarwal, S.; Dalai, A.K. Steam reforming of acetic acid for hydrogen production over bifunctional Ni-Co catalysts. Catal. Today 2013, 207, 36–43. [Google Scholar] [CrossRef]
- Cheng, F.; Dupont, V. Nickel catalyst auto-reduction during steam reforming of bio-oil model compound acetic acid. Int. J. Hydrogen Energy 2013, 38, 15160–15172. [Google Scholar] [CrossRef]
- Choi, I.H.; Hwang, K.R.; Lee, K.Y.; Lee, I.G. Catalytic steam reforming of biomass-derived acetic acid over modified Ni/Γ-Al2O3 for sustainable hydrogen production. Int. J. Hydrogen Energy 2019, 44, 180–190. [Google Scholar] [CrossRef]
- Basagiannis, A.C.; Verykios, X.E. Catalytic steam reforming of acetic acid for hydrogen production. Int. J. Hydrogen Energy 2007, 32, 3343–3355. [Google Scholar] [CrossRef]
- Junior, R.B.S.; Rabelo-Neto, R.C.; Gomes, R.S.; Noronha, F.B.; Fréty, R.; Brandão, S.T. Steam reforming of acetic acid over Ni-based catalysts derived from La1−xCaxNiO3 perovskite type oxides. Fuel 2019, 254, 115714. [Google Scholar] [CrossRef]
- Montero, C.; Oar-Arteta, L.; Remiro, A.; Arandia, A.; Bilbao, J.; Gayubo, A.G. Thermodynamic comparison between bio-oil and ethanol steam reforming. Int. J. Hydrogen Energy 2015, 40, 15963–15971. [Google Scholar] [CrossRef]
- Vizcaíno, A.J.; Carrero, A.; Calles, J.A. Comparison of ethanol steam reforming using Co and Ni catalysts supported on SBA-15 modified by Ca and Mg. Fuel Process. Technol. 2016, 146, 99–109. [Google Scholar] [CrossRef]
- Alberton, A.L.; Souza, M.M.V.M.; Schmal, M. Carbon formation and its influence on ethanol steam reforming over Ni/Al2O3 catalysts. Catal. Today 2007, 123, 257–264. [Google Scholar] [CrossRef]
- Goula, M.A.; Kontou, S.K.; Tsiakaras, P.E. Hydrogen production by ethanol steam reforming over a commercial Pd/γ-Al2O3 catalyst. Appl. Catal. B Environ. 2004, 49, 135–144. [Google Scholar] [CrossRef]
- Montero, C.; Remiro, A.; Arandia, A.; Benito, P.L.; Bilbao, J.; Gayubo, A.G. Reproducible performance of a Ni/La2O3–αAl2O3 catalyst in ethanol steam reforming under reaction–regeneration cycles. Fuel Process. Technol. 2016, 152, 215–222. [Google Scholar] [CrossRef]
- Profeti, L.P.R.; Dias, J.A.C.; Assaf, J.M.; Assaf, E.M. Hydrogen production by steam reforming of ethanol over Ni-based catalysts promoted with noble metals. J. Power Sources 2009, 190, 525–533. [Google Scholar] [CrossRef]
- Italiano, C.; Bizkarra, K.; Barrio, V.L.; Cambra, J.F.; Pino, L.; Vita, A. Renewable hydrogen production via steam reforming of simulated bio-oil over Ni-based catalysts. Int. J. Hydrogen Energy 2019, 44, 14671–14682. [Google Scholar] [CrossRef]
- Bizkarra, K.; Barrio, V.L.; Gartzia-Rivero, L.; Bañuelos, J.; López-Arbeloa, I.; Cambra, J.F. Hydrogen production from a model bio-oil/bio-glycerol mixture through steam reforming using Zeolite L supported catalysts. Int. J. Hydrogen Energy 2019, 44, 1492–1504. [Google Scholar] [CrossRef]
- Papageridis, K.N.; Siakavelas, G.; Charisiou, N.D.; Avraam, D.G.; Tzounis, L.; Kousi, K.; Goula, M.A. Comparative study of Ni, Co, Cu supported on γ-alumina catalysts for hydrogen production via the glycerol steam reforming reaction. Fuel Process. Technol. 2016, 152, 156–175. [Google Scholar] [CrossRef]
- Charisiou, N.D.; Italiano, C.; Pino, L.; Sebastian, V.; Vita, A.; Goula, M.A. Hydrogen production via steam reforming of glycerol over Rh/γ-Al2O3 catalysts modified with CeO2, MgO or La2O3. Renew. Energy 2020, 162, 908–925. [Google Scholar] [CrossRef]
- Polychronopoulou, K.; Charisiou, N.D.; Siakavelas, G.I.; Alkhoori, A.A.; Sebastian, V.; Hinder, S.J.; Baker, M.A.; Goula, M.A. Ce-Sm-x Cu cost-efficient catalysts for H2 production through the glycerol steam reforming reaction. Sustain. Energy Fuels 2019, 3, 673–691. [Google Scholar] [CrossRef]
- Polychronopoulou, K.; Charisiou, N.; Papageridis, K.; Sebastian, V.; Hinder, S.; Dabbawala, A.; Alkhoori, A.; Baker, M.; Goula, M. The effect of Ni addition onto a Cu-based ternary support on the H2 production over glycerol steam reforming reaction. Nanomaterials 2018, 8, 931. [Google Scholar] [CrossRef] [Green Version]
- Takanabe, K.; Aika, K.I.; Inazu, K.; Baba, T.; Seshan, K.; Lefferts, L. Steam reforming of acetic acid as a biomass derived oxygenate: Bifunctional pathway for hydrogen formation over Pt/ZrO2 catalysts. J. Catal. 2006, 243, 263–269. [Google Scholar] [CrossRef]
- Braga, A.H.; Sodré, E.R.; Santos, J.B.O.; de Paula Marques, C.M.; Bueno, J.M.C. Steam reforming of acetone over Ni- and Co-based catalysts: Effect of the composition of reactants and catalysts on reaction pathways. Appl. Catal. B Environ. 2016, 195, 16–28. [Google Scholar] [CrossRef]
- Navarro, R.M.; Guil-Lopez, R.; Gonzalez-Carballo, J.M.; Cubero, A.; Ismail, A.A.; Al-Sayari, S.A.; Fierro, J.L.G. Bimetallic MNi/Al2O3-La catalysts (M = Pt, Cu) for acetone steam reforming: Role of M on catalyst structure and activity. Appl. Catal. A Gen. 2014, 474, 168–177. [Google Scholar] [CrossRef]
- Polychronopoulou, K.; Bakandritsos, A.; Tzitzios, V.; Fierro, J.L.G.; Efstathiou, A.M. Absorption-enhanced reforming of phenol by steam over supported Fe catalysts. J. Catal. 2006, 241, 132–148. [Google Scholar] [CrossRef]
- Ramos, M.C.; Navascués, A.I.; García, L. Rafael Bilbao Hydrogen Production by Catalytic Steam Reforming of Acetol, a Model Compound of Bio-Oil. Ind. Eng. Chem. Res. 2007, 46, 2399–2406. [Google Scholar] [CrossRef]
- García-Gómez, N.; Valle, B.; Valecillos, J.; Remiro, A.; Bilbao, J.; Gayubo, A.G. Feasibility of online pre-reforming step with dolomite for improving Ni spinel catalyst stability in the steam reforming of raw bio-oil. Fuel Process. Technol. 2021, 215, 106769. [Google Scholar] [CrossRef]
- Setiabudi, H.D.; Aziz, M.A.A.; Abdullah, S.; Teh, L.P.; Jusoh, R. Hydrogen production from catalytic steam reforming of biomass pyrolysis oil or bio-oil derivatives: A review. Int. J. Hydrogen Energy 2020, 45, 18376–18397. [Google Scholar] [CrossRef]
- Ayalur Chattanathan, S.; Adhikari, S.; Abdoulmoumine, N. A review on current status of hydrogen production from bio-oil. Renew. Sustain. Energy Rev. 2012, 16, 2366–2372. [Google Scholar] [CrossRef]
- Baviskar, C.V.; Vaidya, P.D. Steam reforming of model bio-oil compounds 2-butanone, 1-methoxy-2-propanol, ethyl acetate and butyraldehyde over Ni/Al2O3. Int. J. Hydrogen Energy 2017, 42, 21667–21676. [Google Scholar] [CrossRef]
- Zhang, L.; Hu, X.; Hu, K.; Hu, C.; Zhang, Z.; Liu, Q.; Hu, S.; Xiang, J.; Wang, Y.; Zhang, S. Progress in the reforming of bio-oil derived carboxylic acids for hydrogen generation. J. Power Sources 2018, 403, 137–156. [Google Scholar] [CrossRef]
- Hu, X.; Zhang, Z.; Gholizadeh, M.; Zhang, S.; Lam, C.H.; Xiong, Z.; Wang, Y.; Rostrup-Nielsen, J.R. Coke formation during thermal treatment of bio-oil. Energy Fuels 2020, 34, 225–232. [Google Scholar] [CrossRef]
- Kumar, A.; Singh, R.; Sinha, A.S.K. Catalyst modification strategies to enhance the catalyst activity and stability during steam reforming of acetic acid for hydrogen production. Int. J. Hydrogen Energy 2019, 44, 12983–13010. [Google Scholar] [CrossRef]
- Nabgan, W.; Tuan Abdullah, T.A.; Mat, R.; Nabgan, B.; Gambo, Y.; Ibrahim, M.; Ahmad, A.; Jalil, A.A.; Triwahyono, S.; Saeh, I. Renewable hydrogen production from bio-oil derivative via catalytic steam reforming: An overview. Renew. Sustain. Energy Rev. 2017, 79, 347–357. [Google Scholar] [CrossRef]
- Wang, D.; Czernik, S.; Chornet, E. Production of hydrogen from biomass by catalytic steam reforming of fast pyrolysis oils. Energy Fuels 1998, 12, 19–24. [Google Scholar] [CrossRef]
- Basagiannis, A.C.; Verykios, X.E. Steam reforming of the aqueous fraction of bio-oil over structured Ru/MgO/Al2O3 catalysts. Catal. Today 2007, 127, 256–264. [Google Scholar] [CrossRef]
- Kechagiopoulos, P.N.; Voutetakis, S.S.; Lemonidou, A.A.; Vasalos, I.A. Sustainable hydrogen production via reforming of ethylene glycol using a novel spouted bed reactor. Catal. Today 2007, 127, 246–255. [Google Scholar] [CrossRef]
- Kechagiopoulos, P.N.; Voutetakis, S.S.; Lemonidou, A.A.; Vasalos, I.A. Hydrogen production via reforming of the aqueous phase of bio-oil over Ni/olivine catalysts in a spouted bed reactor. Ind. Eng. Chem. Res. 2009, 48, 1400–1408. [Google Scholar] [CrossRef]
- Vagia, E.C.; Lemonidou, A.A. Thermodynamic analysis of hydrogen production via steam reforming of selected components of aqueous bio-oil fraction. Int. J. Hydrogen Energy 2007, 32, 212–223. [Google Scholar] [CrossRef]
- Vagia, E.C.; Lemonidou, A.A. Thermodynamic analysis of hydrogen production via autothermal steam reforming of selected components of aqueous bio-oil fraction. Int. J. Hydrogen Energy 2008, 33, 2489–2500. [Google Scholar] [CrossRef]
- Wu, C.; Liu, R. Carbon deposition behavior in steam reforming of bio-oil model compound for hydrogen production. Int. J. Hydrogen Energy 2010, 35, 7386–7398. [Google Scholar] [CrossRef]
- Guan, G.; Kaewpanha, M.; Hao, X.; Abudula, A. Catalytic steam reforming of biomass tar: Prospects and challenges. Renew. Sustain. Energy Rev. 2016, 58, 450–461. [Google Scholar] [CrossRef] [Green Version]
- Charisiou, N.D.; Siakavelas, G.I.; Dou, B.; Sebastian, V.; Hinder, S.J.; Baker, M.A.; Polychronopoulou, K.; Goula, M.A. Nickel supported on AlCeO3 as a highly selective and stable catalyst for hydrogen production via the glycerol steam reforming reaction. Catalysts 2019, 9, 411. [Google Scholar] [CrossRef] [Green Version]
- Jeong, C.M.; Park, G.W.; Choi, J.D.R.; Kang, J.W.; Kim, S.M.; Lee, W.H.; Woo, S.I.; Chang, H.N. Steam reforming of volatile fatty acids (VFAs) over supported Pt/Al2O3 catalysts. Int. J. Hydrogen Energy 2011, 36, 7505–7515. [Google Scholar] [CrossRef]
- Charisiou, N.D.; Sebastian, V.; Hinder, S.J.; Baker, M.A.; Polychronopoulou, K.; Goula, M.A. Ni catalysts based on attapulgite for hydrogen production through the glycerol steam reforming reaction. Catalysts 2019, 9, 650–669. [Google Scholar] [CrossRef] [Green Version]
- Wang, D.; Montané, D.; Chornet, E. Catalytic steam reforming of biomass-derived oxygenates: Acetic acid and hydroxyacetaldehyde. Appl. Catal. A Gen. 1996, 143, 245–270. [Google Scholar] [CrossRef]
- Czernik, S.; Evans, R.; French, R. Hydrogen from biomass-production by steam reforming of biomass pyrolysis oil. Catal. Today 2007, 129, 265–268. [Google Scholar] [CrossRef]
- Goyal, N.; Pant, K.K.; Gupta, R. Hydrogen production by steam reforming of model bio-oil using structured Ni/Al2O3 catalysts. Int. J. Hydrogen Energy 2013, 38, 921–933. [Google Scholar] [CrossRef]
- Tsiotsias, A.I.; Charisiou, N.D.; Yentekakis, I.V.; Goula, M.A. The role of alkali and alkaline earth metals in the CO2 methanation reaction and the combined capture and methanation of CO2. Catalysts 2020, 10, 812. [Google Scholar] [CrossRef]
- Davidian, T.; Guilhaume, N.; Iojoiu, E.; Provendier, H.; Mirodatos, C. Hydrogen production from crude pyrolysis oil by a sequential catalytic process. Appl. Catal. B Environ. 2007, 73, 116–127. [Google Scholar] [CrossRef]
- Lan, P.; Xu, Q.; Zhou, M.; Lan, L.; Zhang, S.; Yan, Y. Catalytic steam reforming of fast pyrolysis bio-oil in fixed bed and fluidized bed reactors. Chem. Eng. Technol. 2010, 33, 2021–2028. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, F.; Cai, Q.; Li, X.; Zhu, L.; Wang, Q.; Luo, Z. Catalytic steam reforming of bio-oil model compounds for hydrogen production over coal ash supported Ni catalyst. Int. J. Hydrogen Energy 2014, 39, 2018–2025. [Google Scholar] [CrossRef]
- Román Galdámez, J.; García, L.; Bilbao, R. Hydrogen production by steam reforming of bio-oil using coprecipitated Ni-Al catalysts. Acetic acid as a model compound. Energy Fuels 2005, 19, 1133–1142. [Google Scholar] [CrossRef]
- Nogueira, F.G.E.; Assaf, P.G.M.; Carvalho, H.W.P.; Assaf, E.M. Catalytic steam reforming of acetic acid as a model compound of bio-oil. Appl. Catal. B Environ. 2014, 160–161, 188–199. [Google Scholar] [CrossRef]
- Yao, D.; Wu, C.; Yang, H.; Hu, Q.; Nahil, M.A.; Chen, H.; Williams, P.T. Hydrogen production from catalytic reforming of the aqueous fraction of pyrolysis bio-oil with modified Ni-Al catalysts. Int. J. Hydrogen Energy 2014, 39, 14642–14652. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Sun, J.; Wang, Y. Catalysts for Steam Reforming of Bio-oil: A Review. Ind. Eng. Chem. Res. 2017, 56, 4627–4637. [Google Scholar] [CrossRef]
- Lemonidou, A.A.; Kechagiopoulos, P.; Heracleous, E.; Voutetakis, S. Steam Reforming of Bio-oils to Hydrogen. In The Role of Catalysis for the Sustainable Production of Bio-Fuels and Bio-Chemicals; Elsevier: Amsterdam, The Netherlands, 2013; pp. 467–493. [Google Scholar] [CrossRef]
- Chaudhary, V.; Sharma, S. An overview of ordered mesoporous material SBA-15: Synthesis, functionalization and application in oxidation reactions. J. Porous Mater. 2017, 24, 741–749. [Google Scholar] [CrossRef]
- Garcia-Garcia, I.; Acha, E.; Bizkarra, K.; Martinez De Ilarduya, J.; Requies, J.; Cambra, J.F. Hydrogen production by steam reforming of m-cresol, a bio-oil model compound, using catalysts supported on conventional and unconventional supports. Int. J. Hydrogen Energy 2015, 40, 14445–14455. [Google Scholar] [CrossRef]
- Seyedeyn Azad, F.; Abedi, J.; Salehi, E.; Harding, T. Production of hydrogen via steam reforming of bio-oil over Ni-based catalysts: Effect of support. Chem. Eng. J. 2012, 180, 145–150. [Google Scholar] [CrossRef]
- Salehi, E.; Azad, F.S.; Harding, T.; Abedi, J. Production of hydrogen by steam reforming of bio-oil over Ni/Al2O3 catalysts: Effect of addition of promoter and preparation procedure. Fuel Process. Technol. 2011, 92, 2203–2210. [Google Scholar] [CrossRef]
- Llorca, J.; Homs, N.; Sales, J.; Raḿirez de la Piscina, P. Efficient production of hydrogen over supported cobalt catalysts from ethanol steam reforming. J. Catal. 2002, 209, 306–317. [Google Scholar] [CrossRef]
- Mohanty, P.; Patel, M.; Pant, K.K. Hydrogen production from steam reforming of acetic acid over Cu-Zn supported calcium aluminate. Bioresour. Technol. 2012, 123, 558–565. [Google Scholar] [CrossRef] [PubMed]
- Khzouz, M.; Wood, J.; Pollet, B.; Bujalski, W. Characterization and activity test of commercial Ni/Al2O3, Cu/ZnO/Al2O3 and prepared Ni-Cu/Al2O3 catalysts for hydrogen production from methane and methanol fuels. Int. J. Hydrogen Energy 2013, 38, 1664–1675. [Google Scholar] [CrossRef] [Green Version]
- Pekmezci Karaman, B.; Cakiryilmaz, N.; Arbag, H.; Oktar, N.; Dogu, G.; Dogu, T. Performance comparison of mesoporous alumina supported Cu & Ni based catalysts in acetic acid reforming. Int. J. Hydrogen Energy 2017, 42, 26257–26269. [Google Scholar] [CrossRef]
- Liu, C.; Chen, D.; Ashok, J.; Hongmanorom, P.; Wang, W.; Li, T.; Wang, Z.; Kawi, S. Chemical looping steam reforming of bio-oil for hydrogen-rich syngas production: Effect of doping on LaNi0.8Fe0.2O3 perovskite. Int. J. Hydrogen Energy 2020, 45, 21123–21137. [Google Scholar] [CrossRef]
- Goula, M.A.; Charisiou, N.D.; Papageridis, K.N.; Siakavelas, G. Influence of the synthesis method parameters used to prepare nickel-based catalysts on the catalytic performance for the glycerol steam reforming reaction. Cuihua Xuebao/Chin. J. Catal. 2016, 37, 1949–1965. [Google Scholar] [CrossRef]
- Nabgan, W.; Abdullah, T.A.T.; Mat, R.; Nabgan, B.; Jalil, A.A.; Firmansyah, L.; Triwahyono, S. Production of hydrogen via steam reforming of acetic acid over Ni and Co supported on La2O3 catalyst. Int. J. Hydrogen Energy 2017, 42, 8975–8985. [Google Scholar] [CrossRef]
- Valle, B.; Aramburu, B.; Benito, P.L.; Bilbao, J.; Gayubo, A.G. Biomass to hydrogen-rich gas via steam reforming of raw bio-oil over Ni/La2O3-αAl2O3 catalyst: Effect of space-time and steam-to-carbon ratio. Fuel 2018, 216, 445–455. [Google Scholar] [CrossRef]
- Zhang, F.; Wang, N.; Yang, L.; Li, M.; Huang, L. Ni-Co bimetallic MgO-based catalysts for hydrogen production via steam reforming of acetic acid from bio-oil. Int. J. Hydrogen Energy 2014, 39, 18688–18694. [Google Scholar] [CrossRef]
- Gao, N.; Han, Y.; Quan, C.; Wu, C. Promoting hydrogen-rich syngas production from catalytic reforming of biomass pyrolysis oil on nanosized nickel-ceramic catalysts. Appl. Therm. Eng. 2017, 125, 297–305. [Google Scholar] [CrossRef]
- Sehested, J. Four challenges for nickel steam-reforming catalysts. Catal. Today 2006, 111, 103–110. [Google Scholar] [CrossRef]
- Ochoa, A.; Valle, B.; Resasco, D.E.; Bilbao, J.; Gayubo, A.G.; Castaño, P. Temperature Programmed Oxidation Coupled with In Situ Techniques Reveal the Nature and Location of Coke Deposited on a Ni/La2O3-αAl2O3 Catalyst in the Steam Reforming of Bio-oil. ChemCatChem 2018, 10, 2311–2321. [Google Scholar] [CrossRef]
- Valle, B.; Aramburu, B.; Olazar, M.; Bilbao, J.; Gayubo, A.G. Steam reforming of raw bio-oil over Ni/La2O3-aAl2O3: Influence of temperature on product yields and catalyst deactivation. Fuel 2018, 216, 463–474. [Google Scholar] [CrossRef]
- Charisiou, N.D.; Tzounis, L.; Sebastian, V.; Hinder, S.J.; Baker, M.A.; Polychronopoulou, K.; Goula, M.A. Investigating the correlation between deactivation and the carbon deposited on the surface of Ni/Al2O3 and Ni/La2O3-Al2O3 catalysts during the biogas reforming reaction. Appl. Surf. Sci. 2019, 474, 42–56. [Google Scholar] [CrossRef] [Green Version]
- Charisiou, N.D.; Siakavelas, G.; Tzounis, L.; Sebastian, V.; Monzon, A.; Baker, M.A.; Hinder, S.J.; Polychronopoulou, K.; Yentekakis, I.V.; Goula, M.A. An in depth investigation of deactivation through carbon formation during the biogas dry reforming reaction for Ni supported on modified with CeO2 and La2O3 zirconia catalysts. Int. J. Hydrogen Energy 2018, 43, 18955–18976. [Google Scholar] [CrossRef]
- Chen, G.; Tao, J.; Liu, C.; Yan, B.; Li, W.; Li, X. Hydrogen production via acetic acid steam reforming: A critical review on catalysts. Renew. Sustain. Energy Rev. 2017, 79, 1091–1098. [Google Scholar] [CrossRef]
- Beatriz, V.; Garcı´a-Gomez, N.; Arandia, A.; Remiro, A.; Bilbao, J.; Gayubo, A.G. Effect of phenols extraction on the behavior of Ni-spinel derived catalyst for raw bio-oil steam reforming. Int. J. Hydrogen Energy 2019, 44, 12593–12603. [Google Scholar]
- Trimm, D.L. Coke formation and minimisation during steam reforming reactions. Catal. Today 1997, 37, 233–238. [Google Scholar] [CrossRef]
- Rostrup-Nielsen, J.R. Industrial relevance of coking. Catal. Today 1997, 37, 225–232. [Google Scholar] [CrossRef]
- Remiro, A.; Valle, B.; Aguayo, A.T.; Bilbao, J.; Gayubo, A.G. Operating conditions for attenuating Ni/La2O3-αAl2O3 catalyst deactivation in the steam reforming of bio-oil aqueous fraction. Fuel Process. Technol. 2013, 115, 222–232. [Google Scholar] [CrossRef]
- Sehested, J.; Larsen, N.W.; Falsig, H.; Hinnemann, B. Sintering of nickel steam reforming catalysts: Effective mass diffusion constant for Ni-OH at nickel surfaces. Catal. Today 2014, 228, 22–31. [Google Scholar] [CrossRef]
- Sehested, J.; Gelten, J.A.P.; Helveg, S. Sintering of nickel catalysts: Effects of time, atmosphere, temperature, nickel-carrier interactions, and dopants. Appl. Catal. A Gen. 2006, 309, 237–246. [Google Scholar] [CrossRef]
- Sehested, J. Sintering of nickel steam-reforming catalysts. J. Catal. 2003, 217, 417–426. [Google Scholar] [CrossRef]
- Sehested, J.; Carlsson, A.; Janssens, T.V.W.; Hansen, P.L.; Datyey, A.K. Sintering of nickel steam-reforming catalysts on MgAl2O4 spinel supports. J. Catal. 2001, 197, 200–209. [Google Scholar] [CrossRef]
- Sehested, J.; Gelten, J.A.P.; Remediakis, I.N.; Bengaard, H.; Nørskov, J.K. Sintering of nickel steam-reforming catalysts: Effects of temperature and steam and hydrogen pressures. J. Catal. 2004, 223, 432–443. [Google Scholar] [CrossRef]
- Cui, Y.; Galvita, V.; Rihko-Struckmann, L.; Lorenz, H.; Sundmacher, K. Steam reforming of glycerol: The experimental activity of La1-xCexNiO3 catalyst in comparison to the thermodynamic reaction equilibrium. Appl. Catal. B Environ. 2009, 90, 29–37. [Google Scholar] [CrossRef]
- Li, Z.; Hu, X.; Zhang, L.; Liu, S.; Lu, G. Steam reforming of acetic acid over Ni/ZrO2 catalysts: Effects of nickel loading and particle size on product distribution and coke formation. Appl. Catal. A Gen. 2012, 417–418, 281–289. [Google Scholar] [CrossRef]
- Zhao, X.; Xue, Y.; Yan, C.; Huang, Y.; Lu, Z.; Wang, Z.; Zhang, L.; Guo, C. Promoted activity of porous silica coated Ni/CeO2–ZrO2 catalyst for steam reforming of acetic acid. Int. J. Hydrogen Energy 2017, 42, 21677–21685. [Google Scholar] [CrossRef]
- Pu, J.; Nishikado, K.; Wang, N.; Nguyen, T.T.; Maki, T.; Qian, E.W. Core-shell nickel catalysts for the steam reforming of acetic acid. Appl. Catal. B Environ. 2018, 224, 69–79. [Google Scholar] [CrossRef]
- Hu, X.; Lu, G. Comparative study of alumina-supported transition metal catalysts for hydrogen generation by steam reforming of acetic acid. Appl. Catal. B Environ. 2010, 99, 289–297. [Google Scholar] [CrossRef]
- Azad, A.M.; Duran, M.J.; McCoy, A.K.; Abraham, M.A. Development of ceria-supported sulfur tolerant nanocatalysts: Pd-based formulations. Appl. Catal. A Gen. 2007, 332, 225–236. [Google Scholar] [CrossRef]
- Sato, K.; Fujimoto, K. Development of new nickel based catalyst for tar reforming with superior resistance to sulfur poisoning and coking in biomass gasification. Catal. Commun. 2007, 8, 1697–1701. [Google Scholar] [CrossRef]
- Lu, Y.; Chen, J.; Liu, Y.; Xue, Q.; He, M. Highly sulfur-tolerant Pt/Ce0.8Gd0.2O1.9 catalyst for steam reforming of liquid hydrocarbons in fuel cell applications. J. Catal. 2008, 254, 39–48. [Google Scholar] [CrossRef]
- Rostrup-Nielsen, J.R.; Sehested, J.; Nørskov, J.K. Hydrogen and synthesis gas by steam- and CO2 reforming. Adv. Catal. 2002, 47, 65–139. [Google Scholar] [CrossRef]
- Rostrup-Nielsen, J.R. Sulfur-passivated nickel catalysts for carbon-free steam reforming of methane. J. Catal. 1984, 85, 31–43. [Google Scholar] [CrossRef]
- Georgiadis, A.G.; Charisiou, N.D.; Goula, M.A. Removal of hydrogen sulfide from various industrial gases: A review of the most promising adsorbing materials. Catalysts 2020, 10, 521. [Google Scholar] [CrossRef]
- Georgiadis, A.G.; Charisiou, N.; Yentekakis, I.V.; Goula, M.A. Hydrogen sulfide (H2S) Removal via MOFs. Materials 2020, 13, 3640. [Google Scholar] [CrossRef] [PubMed]
- Georgiadis, A.G.; Charisiou, N.D.; Gaber, S.; Polychronopoulou, K.; Yentekakis, I.V.; Goula, M.A. Adsorption of Hydrogen Sulfide at Low Temperatures Using an Industrial Molecular Sieve: An Experimental and Theoretical Study. ACS Omega 2021, 6, 14774–14787. [Google Scholar] [CrossRef] [PubMed]
- Wu, C.; Liu, R. Sustainable hydrogen production from steam reforming of bio-oil model compound based on carbon deposition/elimination. Int. J. Hydrogen Energy 2011, 36, 2860–2868. [Google Scholar] [CrossRef]
- Oar-Arteta, L.; Remiro, A.; Vicente, J.; Aguayo, A.T.; Bilbao, J.; Gayubo, A.G. Stability of CuZnOAl2O3/HZSM-5 and CuFe2O4/HZSM-5 catalysts in dimethyl ether steam reforming operating in reaction-regeneration cycles. Fuel Process. Technol. 2014, 126, 145–154. [Google Scholar] [CrossRef]
- Wang, Z.; Pan, Y.; Dong, T.; Zhu, X.; Kan, T.; Yuan, L.; Torimoto, Y.; Sadakata, M.; Li, Q. Production of hydrogen from catalytic steam reforming of bio-oil using C12A7-O--based catalysts. Appl. Catal. A Gen. 2007, 320, 24–34. [Google Scholar] [CrossRef]
- Arregi, A.; Barbarias, I.; Alvarez, J.; Erkiaga, A.; Artetxe, M.; Amutio, M.; Olazar, M. Hydrogen production from biomass pyrolysis and in-line catalytic steam reforming. Chem. Eng. Trans. 2015, 43, 547–552. [Google Scholar] [CrossRef]
- Arregi, A.; Amutio, M.; Lopez, G.; Artetxe, M.; Alvarez, J.; Bilbao, J.; Olazar, M. Hydrogen-rich gas production by continuous pyrolysis and in-line catalytic reforming of pine wood waste and HDPE mixtures. Energy Convers. Manag. 2017, 136, 192–201. [Google Scholar] [CrossRef]
- Arregi, A.; Lopez, G.; Amutio, M.; Artetxe, M.; Barbarias, I.; Bilbao, J.; Olazar, M. Role of operating conditions in the catalyst deactivation in the in-line steam reforming of volatiles from biomass fast pyrolysis. Fuel 2018, 216, 233–244. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, S.P.; Xie, D.Y.; Yan, Y.J. A novel integrated process for hydrogen production from biomass. Int. J. Hydrogen Energy 2014, 39, 1274–1279. [Google Scholar] [CrossRef]
- Chen, F.; Wu, C.; Dong, L.; Vassallo, A.; Williams, P.T.; Huang, J. Characteristics and catalytic properties of Ni/CaAlOx catalyst for hydrogen-enriched syngas production from pyrolysis-steam reforming of biomass sawdust. Appl. Catal. B Environ. 2016, 183, 168–175. [Google Scholar] [CrossRef]
- Wiranarongkorn, K.; Patcharavorachot, Y.; Panpranot, J.; Assabumrungrat, S.; Arpornwichanop, A. Hydrogen and power generation via integrated bio-oil sorption-enhanced steam reforming and solid oxide fuel cell systems: Economic feasibility analysis. Int. J. Hydrogen Energy 2021, 46, 11482–11493. [Google Scholar] [CrossRef]
- Gil, M.V.; Fermoso, J.; Pevida, C.; Chen, D.; Rubiera, F. Production of fuel-cell grade H2 by sorption enhanced steam reforming of acetic acid as a model compound of biomass-derived bio-oil. Appl. Catal. B Environ. 2016, 184, 64–76. [Google Scholar] [CrossRef] [Green Version]
- Fermoso, J.; Gil, M.V.; Rubiera, F.; Chen, D. Multifunctional Pd/Ni-Co catalyst for hydrogen production by chemical looping coupled with steam reforming of acetic acid. ChemSusChem 2014, 7, 3063–3077. [Google Scholar] [CrossRef] [PubMed] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feedstock Composition | Woody | Herbaceous | Wastes |
|---|---|---|---|
| Proximate | |||
| Volatiles (%) | 84.0 | 79.1 | 76.7 |
| Ash (%) | 1.3 | 5.5 | 6.6 |
| Fixed carbon (%) | 14.7 | 15.4 | 14.8 |
| Ultimate | |||
| H (%) | 6.0 | 5.8 | 5.9 |
| C (%) | 50.7 | 47.4 | 46.0 |
| N (%) | 0.32 | 0.75 | 1.3 |
| O (%) | 41.9 | 41.0 | 38.3 |
| S (%) | 0.03 | 0.10 | 0.15 |
| Structural | |||
| Cellulose (%) | 51.2 | 32.1 | 28.4 |
| Hemicellulose (%) | 21.0 | 18.6 | 16.4 |
| Lignin (%) | 26.1 | 16.3 | 12.5 |
| Parameter | Bio-Oil | Aqueous Fraction of Bio-Oil |
|---|---|---|
| pH | 2.6 | 2.5 |
| Water content (wt. %) | 36 | 84 |
| Ultimate analysis (wt. %) | ||
| Carbon | 36.07 | 7.35 |
| Hydrogen | 8.45 | 10.82 |
| Nitrogen | 0.11 | 0.00 |
| Oxygen 1 | 55.37 | 81.83 |
| Components | wt. % |
|---|---|
| Acetic acid | 15.0–15.5 |
| Acetone | 5.0–5.5 |
| Alcohols | 12.0–12.5 |
| Ethers | 0.5–1.0 |
| Hydroxyacetaldehyde | 10.5–11.0 |
| Levoglucosane | 3.5–4.0 |
| Other acids and esters | 10.5–11.0 |
| Other aldehydes | 9.5–10.0 |
| Other ketones | 21.5–22.0 |
| Others | 1.0–1.5 |
| Phenols | 6.5–7.0 |
| Unidentified | 1.0–1.5 |
| Type of Feed 1 | Catalyst 2 | Experimental Conditions | Comments | Ref. |
|---|---|---|---|---|
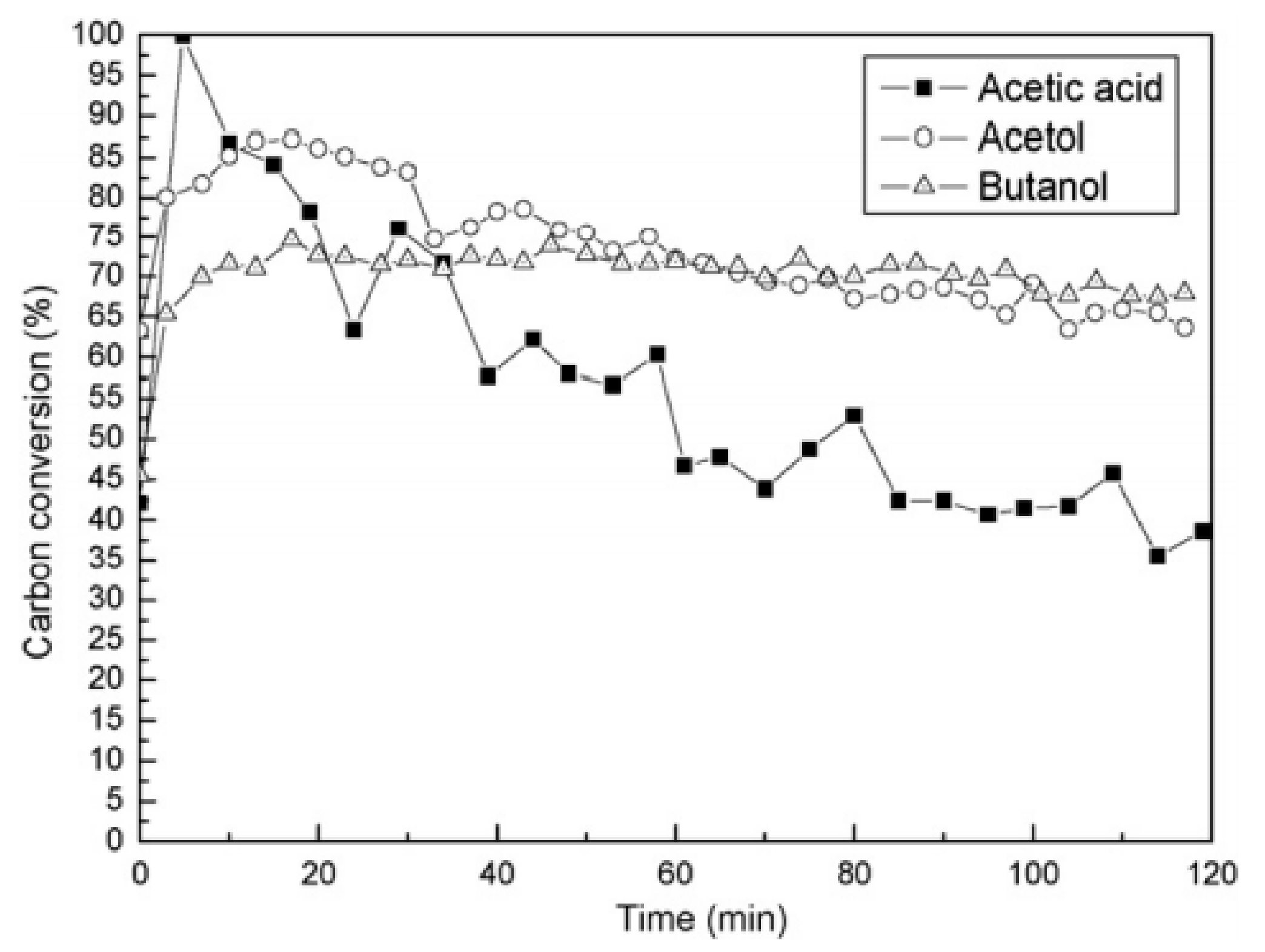
| acetic acid, acetol and n-butanol, separately | 23, 28 and 33% Ni/Al2O3 | fixed bed quartz reactor; 0–8.70 g catalyst min/g model compound; feeding rate: 0.15, 0.17, 0.23 mL/min; GHSV = 28,500, 20,000, 57,000 h−1; S/C = 5.58, 14.70; P = 1 atm; T = 550–750 °C | 28% Ni provide the highest H2 yield at 650 °C. Increasing temperature enhanced the yields to H2, CO and CO2. | [38,39] |
| 2-butanone, 1-methoxy-2-propanol, ethyl acetate, butyraldehyde, separately | 20% Ni/Al2O3 | fixed bed quartz reactor; 1.5 g of catalyst; flow rate: 0.25–1 mL/min; S/C = 15–25; P = 1 atm; T = 350–500 °C | 45.4% H2 yield at 500 °C with 2-butanone; 51.1% H2 yield at 500 °C with 1-methoxy-2- propanol; 52.8% H2 yield at 500 °C with ethyl acetate; 54.2% H2 yield at 500 °C with butyraldehyde | [103] |
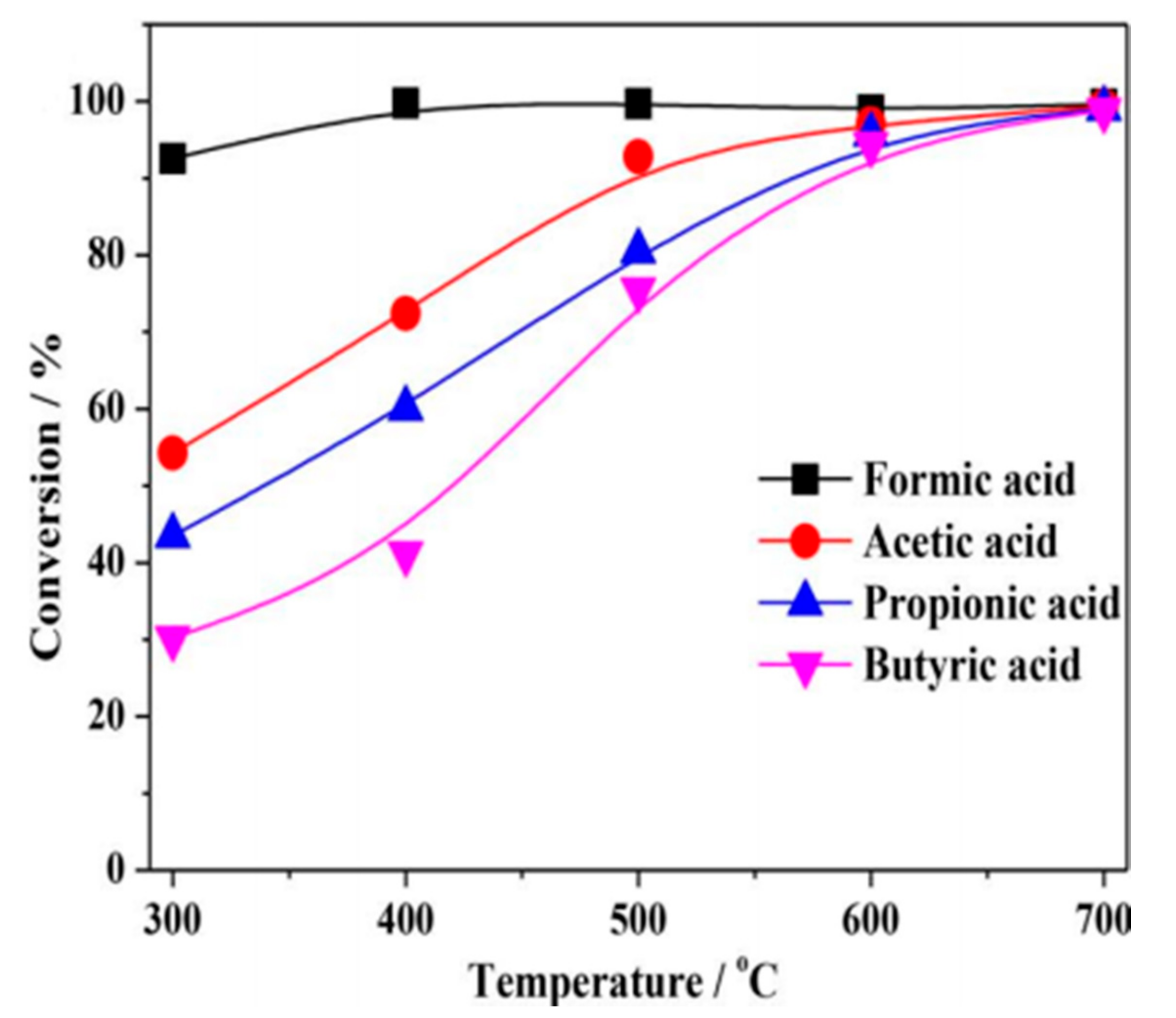
| formic acid, acetic acid, propionic acid and butyric acid, separately | 20% Ni/Al2O3 | fixed bed quartz reactor; 500 mg of catalyst LHSV = 12.7 h−1; GHSV = 49,317 h−1 at 300 °C and 79,848 h−1 at 700 °C; S/C = 5; P = 1 atm | The increase of the length of the aliphatic carbon chain inhibited reforming reactions, led to lower yields of H2 and to increased coking. | [55] |
| methanol, ethanol, formic acid, acetic acid, acetaldehyde, acetone, furfural, guaiacol, separately | 15% Ni-5% La/Al2O3 | fixed bed quartz reactor; 0.5 g of catalyst; flow rate: 0.12 mL/min; LHSV = 12.7 h−1, S/C = 5; P = 1 atm; T = 300–600 °C | The reforming of methanol and formic acid was achieved at a low temperature; coking was minimized. Ethanol, acetic acid, acetaldehyde or acetone required higher reforming temperatures; significant coke deposition, especially for acetone or acetaldehyde. The coke derived during the SR of furfural and guaiacol was more graphite-like (difficult to oxidize) | [58] |
| methanol, acetic acid, acetone separately | 15% Mn/Al2O3, 15% Fe/Al2O3, 15% Co/Al2O3, 15% Ni/Al2O3, 15% Cu/Al2O3, 15% Zn/Al2O3 and unsupported Mn, Fe, Co, Ni, Cu, Zn | fixed bed quartz reactor; 0.50 g of catalyst; flow rate: 0.12 mL/min; LHSV = 12.7 h−1; S/C = 5; P = 1 atm | Ni and Co catalysts were more active than Mn, Fe or Zn. Alumina helped enhance metal dispersion. Coke formed during the SR of acetic acid was more aromatic than that formed during the SR of acetone. | [56] |
| bio-oil aqueous fraction | 11% Ni/Al2O3 | fixed bed quartz reactor; WHSV = 0.87 h−1; flow rate: 4.0 mL/h; S/C = 4, 8, 12,18; T = 500–700 °C | H2 production was enhanced when low MW species (acetic acid and acetol) were used and declined when higher MW species (levoglucosan and furfural) were used. | [40] |
| Type of Feed 1 | Catalyst | Prep. Method | Experimental Conditions | Comments | Ref. |
|---|---|---|---|---|---|
| acetic acid, acetone, separately | 5% Ni, 0.5% Rh supported on CaO∙2Al2O3 and 12CaO∙7Al2O3 | wet impregnation | fixed bed quartz reactor; 0.05 g catalyst diluted with 0.10 g quartz particles; GHSV = 34,500 h−1 for acetic acid & 28,500 h−1 for acetone; S/C = 3; P = 1 atm; T = 550–750 °C | Ni/CaO∙2Al2O3 showed highest H2 yield and Rh/CaO∙2Al2O3 showed highest coking resistance. | [63] |
| acetic, propionic, butyric acid, separately and mixture (HAc:HPr:HBu 6:1:3) | 5% Ru, Pd, Rh, Pt, Ni supported on Al2O3 | incipient wetness impregnation | fixed bed quartz reactor; 200 mg catalyst; GHSV = 25,000 h−1; S/C = 9; T = 300–600 °C | Activity decreased in the order of Ru > Pd ~ Rh > Pt > Ni. | [117] |
| acetic acid | 1% Pt, 1% Pd, 0.5% Rh, 1 and 5% Ru, 17% Ni supported on Al2O3, 15% La2O3/Al2O3, 15% MgO/Al2O3 and 30% CeO2/Al2O3 | wet impregnation | fixed bed micro-reactor; 100 mg catalyst; flow rate: 290 cm3/min; S/C = 4; P = 1 atm; T = 550–800 °C | Ni- and Ru-based catalysts present higher activity and selectivity (approximately 100% at 750 °C). Ru catalysts show long-term stability (for ~35 h). | [81] |
| acetic acid, phenol, acetone, ethanol, separately and raw bio-oil | 1% Pt, Pd and Rh/Al2O3 and CeO2–ZrO2 (15/85%) | incipient wetness impregnation | fixed bed quartz reactor; 100–200 mg catalyst; GHSV = 3090 h−1; S/C = 5–10.8; T = 650–950 °C | Order of activity: 1% Pd-Al2O3 < 1% Pt-Al2O3 < 1% Pd-CeZrO2 < 1% Rh-Al2O3 < 1% Pt-CeZrO2 < 1% Rh-CeZrO2. | [70] |
| acetic acid | 5% Ni, 0.5% Rh/CeO2–ZrO2 (15/85) | wet impregnation | fixed bed quartz reactor; 50 mg of catalyst diluted with 100 mg quartz; GHSV = 34.500 h−1; S/C = 3; P = 1 atm; T = 550–750 °C | Ni and Rh metals enable the reforming reactions to proceed with high rates even at 650 °C. Lowest coke deposition for the Rh catalysts. | [64] |
| acetic acid | 0.5% Pt/ZrO2 | wet impregnation | fixed-bed reactor; 50 mg catalysts; WHSV = 9.0 h−1; GHSV = 160,000 h−1; S/C = 5; T = 500–700 °C | Pt was essential for the SR to proceed. ZrO2 helped activate steam. | [68] |
| acetic acid | 0.5% Pt/ZrO2 | wet impregnation | fixed bed reactor; 50–200 mg catalysts; SV = 40,000–160,000 h−1; S/C = 5; T = 600–800 °C | Pt/ZrO2 was initially active but then deactivated rapidly due to the blockage of the Pt-related active sites. | [69] |
| acetic acid | 0.5% Pt/ZrO2 | wet impregnation | fixed bed reactor; 10–50 mg catalysts; GHSV = 320,000 or 1,600,000 h−1; S/C = 5; T = 400–700 °C | H2O activated on ZrO2 to create additional surface hydroxyl groups. | [95] |
| Type of Feed 1 | Catalyst | Preparation Method | Experimental Conditions | Comments | Ref. |
|---|---|---|---|---|---|
| acetic acid, acetone, separately | 25% Ni/Al2O3 | incipient wetness impregnation | fixed bed quartz reactor; 0.2 g catalyst with equal amount of quartz; flow rate = 0.2 mL/min; LHSV = 12.1 h−1; S/C = 6; P = 1 atm; T = 450–700 °C | Ni/Al2O3 was highly selective and stable after the suppression of the presence of the Ni species which strongly interacted with alumina resulting in the formation of by-products and coking. | [77] |
| acetic acid | 18% Ni/Al2O3 | commercial catalyst | fixed bed quartz reactor; 2 g catalyst; flow rate: 0.0336 mL/min; S/C = 2–3; P = 1 atm; T = 550–750 °C | H2 yield was 76.4% of equilibrium. HAc conversion was 88.97% at 750 °C. Chemical looping reforming technology. | [79] |
| acetic acid | Ni/Al2O3 (Ni/Al 1:2), Ni/La2O3-Al2O3 (8 and 12% La) | co-precipitation | fluidized bed stainless steel reactor; flow rate: 1.84–2.94 g/min; GHSV = 13,000 h−1; S/C = 5.58; T = 450–700 °C | yield of H2 was 0.029 g/g acetic acid at 650 °C. | [126] |
| bio-oil aqueous fraction | 10% Ni/a-Al2O3, 10% Ni/La2O3-a-Al2O3 (10% La) | wet impregnation | fluidized bed reactor; 0.10–0.45 g catalyst h/g bio-oil; GHSV = 8100–8140,300 h−1; S/C = 12; P = 1 atm; T = 600–800 °C | La2O3 improves the H2 yield and selectivity. | [43] |
| bio-oil aqueous fraction | Ni-based catalyst with dolomite (CaO-MgO) sorbent | commercial catalyst (Z417) | fixed bed quartz reactor; P = 1 atm; T = 550–650 °C | 75% H2 yield at 600 °C. Chemical looping technology (CO2 capture). | [52] |
| acetic acid | 17% Ni/γ-Al2O3 promoted with 15% Mg, La, Cu, and K | incipient wetness impregnation | fixed bed reactor system; 0.044 mL catalyst volume; S/C = 5.3; P = 1 atm; T = 450–600 °C | With Mg promoter ~100% of H2 and carbon selectivity, even at 450 °C. | [80] |
| acetic acid phenol | 15% Ni/Ash (SiO2, Al2O3, Fe2O3, CaO, MgO, K2O, and Na2O) | wet impregnation | fixed-bed reactor; 1 g catalyst; WHSV = 4 h−1; S/C = 9.2, 7.5, 5, 2.5, 1; T = 500–800 °C | 98.4% acetic acid conversion and 83.5% phenol conversion, 85.6% H2 yield from acetic acid SR and 79.1% H2 yield from phenol SR, at 700 °C. | [125] |
| acetic acid | 15% Ni-MgO/γ-Al2O3 (1,5,10% Mg) | wet impregnation | fixed bed quartz reactor; 100 mg of catalyst; flow rate = 0.25 mL/h; T = 500–600 °C | 15% Ni-5% Mg/Al2O3 more selective for H2 production with high stability and sintering resistance ability. | [127] |
| bio-oil aqueous fraction | Ni/Al2O3, Ni/MgO-Al2O3 Ni/MgO-La2O3-Al2O3 (15% Ni, and mole ratios of Mg/Ni = 1, Ni/La = 8) | wet impregnation | fixed bed microreactor/molecular beam mass spectrometer; 3 cm high catalyst with quartz chips; GHSV up to 126,000 h−1; S/C = 4.92–11; T = 825–875 °C | Mg and La promoters enhanced steam adsorption. | [41] |
| raw bio-oil | Ni-based naphtha | commercial catalyst (C11-NK) | fluidized bed reactor; flow rate = 120–300 g/h; GHSV = 700–1000 h−1; S/C = 7, 9; T = 800–850 °C | Yields approached the theoretically possible for stoichiometric conversion at 850 °C. | [42] |
| raw bio-oil | Ni/ZrO2, Ni/Al2O3 (0, 5.6, 10.7, 14.1, 18% Ni) | wet impregnation | fixed bed stainless steel reactor; 0.2 g catalyst; WHSV = 13 h−1; S/C = 5; T = 850 °C | 61% H2 yield with 5.6% and 10.7% Ni/ZrO2 at 850 °C, 65% H2 yield with 14.1% Ni/Al2O3 at 850 °C. | [133] |
| bio-oil aqueous fraction | Ni/CeO2-ZrO2 (5, 7,5, 10, 12% Ni and 5, 7,5, 10% Ce) | co-precipitation and wet impregnation | fixed bed quartz reactor; S/C = 4.9; P = 1 atm; T = 450–800 °C | 69.7% H2 yield with 12% Ni/7.5% Ce-Zr-O at 800 °C. | [45] |
| acetic acid | Ni/Ce-Zr-O (0, 2.5, 5, 7.5, 10, 12% Ni and 0, 2.5, 5, 7.5, 10% Ce) | co-precipitation and wet impregnation | fixed bed quartz reactor; 3 g catalyst; LHSV = 3–11,5 h−1; S/C = 0–3.5; P = 1 atm; T = 500–900 °C | 83.4% H2 selectivity and 0.39% CH4 selectivity with 12% Ni/7.5% Ce-Zr-O at 650 °C; S/C = 3; LHSV = 2.8 h−1. | [59] |
| acetic acid | 15% Ni/CeO2-ZrO2-CaO with different Ce/Zr/Ca ratios of 0.2:1:5, 1:1:5, 1.2:1:5, and1.5:1:5 | sol−gel and wet impregnation | fixed bed reactor; 2 g catalyst; flow rate = 0.96 mL/h; LHSV = 0.48 mLg−1h−1; S/C = 4; T = 550–750 °C | 83% H2 yield with Ni/Ce1.2Zr1Ca5 catalyst at 550 °C; Sorption enhanced steam reforming. | [57] |
| acetic acid | Ni/ATC (Attapulgite Clay) | precipitation, wet impregnation, and mechanical blending | fixed bed stainless steel reactor; 3 g catalyst; flow rate = 14 mL/h; P = 1 atm; T = 550–650 °C | 83% H2 yield with precipitation method synthesized catalysts at 650 °C. | [75] |
| ethanol | 7% Ni, 7% Co supported on bare SBA-15 and on Mg or Ca-modified SBA-15 | hydrothermal method for SBA-15, incipient wetness impregnation | fixed bed reactor; 100 mg of catalyst; flow rate: 0.075 mL/min (WHSVEtOH = 16.8h−1); GHSV = 22,300 h−1; P = 1 atm; T = 600–700 °C | 100% EtOH conversion, 90.3 mol % H2 selectivity and 6.7 wt. % coke deposition at 700 °C with Ni/Ca/SBA-15 catalyst. Mg and Ca in Co/SBA-15 promote metal properties (dispersion and interaction) in greater degree than in Ni/SBA-15. | [84] |
| acetic acid | Co-M/SBA-15 (Co: 7%; M: 2% of Cu, Ag, Ce and Cr) | hydrothermal method for SBA-15, incipient wetness impregnation | fixed bed stainless steel reactor; WHSV = 30.1 h−1; GHSV = 11,000 h−1; S/C = 2; P = 1 atm; T = 600 °C | 70 mol % H2 selectivity at 600 °C with Co-Cr/SBA-15. | [65] |
| acetic acid | Co/SBA-15 and Co-M/CaSBA-15 catalysts (Co: 7%; M: 2% of Cu, Ag or Ce) | hydrothermal method for SBA-15, incipient wetness impregnation | fixed bed reactor; WHSV = 30.1 h−1; S/C = 2; P = 1 atm; T = 600 °C | 71.8% H2 yield and 99% conversion at 600 °C with Co-Ce/CaSBA-15. Cu improved the decarboxylation reaction of acetic acid and did not improve H2 production. Ag enhanced catalytic performance and decreased coke deposition. Ce improved further Co dispersion. | [66] |
| phenol | Fe/50Mg-50Ce-O (1, 2.5, 5,10% Fe) | sol–gel and incipient wetness impregnation | 0.15 g catalyst in 0.15 g of SiO2 GHSV = 80,000 h−1 T = 600–700 °C | 5% Fe/50Mg-50Ce-O catalyst the most active in terms of H2 yield at 700 °C. Coke deposition increased with increasing Fe loading | [98] |
| Type of Feed 1 | Catalyst | Preparation Method | Experimental Conditions | Comments | Ref. |
|---|---|---|---|---|---|
| glycerol, syringol, n-butanol, m-xylene, m-cresol, furfural mixture (1:1:1:1:1:1) | 14% Ni/25% CeO2-Al2O3; 1% Me-14% Ni/25% CeO2-Al2O3 (Me = Rh, Ru) | wet impregnation | fixed bed reactor; 400 mg of catalyst in 3.6 g of SiC; WHSV = 21.15 h−1; S/C = 5; P = 1 atm; T = 700–800 °C | Ru or Rh promoters enhanced the activity of the Ni/CeO2-Al2O3 catalysts by aiding the reducibility of Ni. | [89] |
| acetone | 12% Ni/15% La2O3-Al2O3; 1% M-12% Ni/15% La2O3-Al2O3 (M = Pt or Cu) | wet impregnation | fixed bed quartz reactor; 0.5 cm3 of catalyst diluted with SiC at a volume ratio of 3:1; GHSV= 10,180 h−1; P = 1 atm; T = 500–700 °C | The activity order of H2-rich syngas Pt-Ni/La2O3-Al2O3 > Cu-Ni/La2O3-Al2O3. | [97] |
| acetol | Ni/Al2O3 (Ni/Al = ½), Ni/La2O3-Al2O3 (4, 8 and 12 wt. % La), Ni-Co/Al2O3 (Co/Ni = 0.025 and 0.25) | co-precipitation | fluidized-bed stainless steel reactor; 2.27 to 8.52 g catalyst min/g acetol; GHSV = 22,323 to 5947 h−1; flow rates up to 5 mL/min, S/C = 4.6; P = 1 atm; T = 450–650 °C | The activity order of syngas Ni/Al2O3 = Ni-Co/Al2O3 > Ni/La2O3-Al2O3. | [99] |
| acetic acid | 20% Ni–10%Co/γ-Al2O3, 25%Ni–5%Co/γ-Al2O3 | fixed bed reactor; 100 mg catalyst; flow rate = 0.25 mLh−1; P = 1 atm; T = 500–600 °C | Co led to an inhibition of carbon deposition. | [76] | |
| bio-oil aqueous fraction | Ni-Cr/MgO-La2O3-Al2O3; Ni-Co/MgO-La2O3- Al2O3 (15% Ni, and mole ratios of Mg/Ni = 1, Ni/La = 8, Ni/Cr = 3, and Ni/Co = 3) | impregnation | fixed bed micro-reactor/molecular beam mass spectrometer system; 3 cm high catalyst with quartz chips; GHSV up to 126,000 h−1; S/C = 4.92–11; T = 825–875 °C | Co and Cr additives reduce coke formation. Ni-Cr/MgO-La2O3-Al2O3 show the best results. | [41] |
| acetone | 8% Ni/MgAl2O4, 4% Co-4%, Ni/MgAl2O4, 8% Co/MgAl2O4 | incipient wetness impregnation | fixed bed reactor; 100 mg catalyst; W/F = 70.6 gcat min gacetone−1; T = 550–750 °C | Coke oxidation was favored on Co-containing catalysts. | [96] |
| acetic acid | Ni-Co (20:80%), Ni–Co/CeO2-ZrO2 (15:60:10:15%), Ni/La2O3-Al2O3 (17% Ni,15% La) | co-precipitation and impregnation | fixed bed quartz reactor; 3 g catalyst; flow rate: 0.5–1.12 mL/min; GHSV = 79.6 g-cat h/mole acetic acid; P = 1 atm; T = 550–700 °C | The unsupported Ni–Co exhibited the highest activity and H2 yield. | [78] |
| acetic acid | Ni and Co (range from 1:0 to 0:1) | co-precipitation | fixed bed quartz reactor; 1 mL catalyst with equal amount of quartz; LHSV = 5,1 h−1; S/C = 7.5; P = 1 atm; T = 250–550 °C | Catalytic activity improved by increasing the content of Co. The best results were achieved when the Ni to Co ratio was 0.25:1. | [7] |
| acetic acid | Co-Fe (pure Co, Co/Fe = 0.5, Co/Fe = 2, and pure Fe) | co-precipitation | fixed-bed reactor; 0.3 g catalyst with quartz sand; LHSV = 4 h−1; S/C = 9.2; P = 1 atm; T = 350–600 °C | Catalyst activity increased with increasing Co content. The conversion of acetic acid using the pure Co catalyst was 100%; the H2 yield was 96%. These values were achieved at 400 °C. | [73] |
| Type of Feed | Catalyst | Prep. Method | Experimental Conditions | Comments | Ref. |
|---|---|---|---|---|---|
| acetic acid | LaNiO3 and LaNi0.8M0.2O3 (M = Fe, Co, Mn, Cu) | sol-gel | fixed bed reactor; 0.2 g catalyst; GHSV = 34,736 g of feed/(g catalyst h); S/C = 2; P = 1 atm; T = 650 °C | Activity, during the chemical looping SR followed the order: LaNi0.8Fe0.2O3 > LaNi0.8Co0.2O3 > LaNiO3 > LaNi0.8Mn0.2O3 > LaNi0.8Cu0.2O3. | [62] |
| acetic acid | LaNixFe1-xO3 (x = 0, 0.2, 0.4, 0.6, 0.8 and 1) | sol-gel | fixed bed reactor; 0.2 g catalyst; flow rate = 35 mL/min; S/C = 3; P = 1 atm; T = 600 °C | Perovskites doped with Fe contained more lattice oxygen withLaNi0.8Fe0.2O3 exhibits the best synergistic effect and achieves the highest H2/CO for H2-rich syngas production. Chemical looping steam reforming process. | [61] |
| acetic acid | LaNi0.8Fe0.2O, La0.8M0.2Ni0.8Fe0.2O3 (M = Ca, Ce and Zr) | sol-gel | fixed bed reactor; 0.25 g catalyst; S/C = 2; P = 1 atm; T = 600 °C | Doping on A-site with basic metals improves redox properties of the perovskite. Ce-doped oxygen carriers showed improved catalytic performance. | [139] |
| acetic acid | LaNiO3 LaPrNiO3 LaSmNiO3 | precipitation | fixed bed reactor 10 mg of catalyst diluted with 150 mg of SiC; flow rate = 400 mL/min; S/C = 3; P = 1 atm; T = 600 °C | Catalytic performance was affected only marginally by the addition of Pr and Sm. | [67] |
| acetic acid | La1-xCexNiO3(x = 0, 0.05, 0.1, 0.2, and 0.3) | citrate | fixed bed reactor; 500 mg catalyst; flow rate = 4 mL/h; S/C = 3; P = 1 atm; T = 650, 700, 750 °C | Ce substitution of La affects the properties of perovskites. La0.9Ce0.1NiO3 showed improved performance with H2 yield of 90% and acetic acid conversion of 95%. | [71] |
| acetic acid | La1−xCaxNiO3(x = 0, 0.15, 0.30 and 0.50) | citrate | fixed bed reactor; 10 mg of catalyst diluted with 150 mg of SiC; flow rate = 0.25 mL/min; S/C = 3; P = 1 atm; T = 400–700 °C for LaNiO3 and 600 °C for Ca-containing catalysts | The presence of CaO promoted the H2 production and the WGS reaction. | [82] |
| bio-oil aqueous fraction | La1-xKxMnO3(x = 0, 0.1, 0.2, 0.3) | sol-gel | fixed bed reactor; WHSV = 12 h−1; S/C = 3; P = 1 atm; T = 600–800 °C | K substitution helped obtain a higher surface area for LaMnO3. H2 yield of 72.5% was recorded for La0.8K0.2MnO3. | [47] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pafili, A.; Charisiou, N.D.; Douvartzides, S.L.; Siakavelas, G.I.; Wang, W.; Liu, G.; Papadakis, V.G.; Goula, M.A. Recent Progress in the Steam Reforming of Bio-Oil for Hydrogen Production: A Review of Operating Parameters, Catalytic Systems and Technological Innovations. Catalysts 2021, 11, 1526. https://doi.org/10.3390/catal11121526
Pafili A, Charisiou ND, Douvartzides SL, Siakavelas GI, Wang W, Liu G, Papadakis VG, Goula MA. Recent Progress in the Steam Reforming of Bio-Oil for Hydrogen Production: A Review of Operating Parameters, Catalytic Systems and Technological Innovations. Catalysts. 2021; 11(12):1526. https://doi.org/10.3390/catal11121526
Chicago/Turabian StylePafili, Anastasia, Nikolaos D. Charisiou, Savvas L. Douvartzides, Georgios I. Siakavelas, Wen Wang, Guanqing Liu, Vagelis G. Papadakis, and Maria A. Goula. 2021. "Recent Progress in the Steam Reforming of Bio-Oil for Hydrogen Production: A Review of Operating Parameters, Catalytic Systems and Technological Innovations" Catalysts 11, no. 12: 1526. https://doi.org/10.3390/catal11121526