The Structure Effect on the Activity and Strength of an Industrial Honeycomb Catalyst Derived from Different Ti Sources

 and
and
Abstract
:1. Introduction
2. Results and Discussion
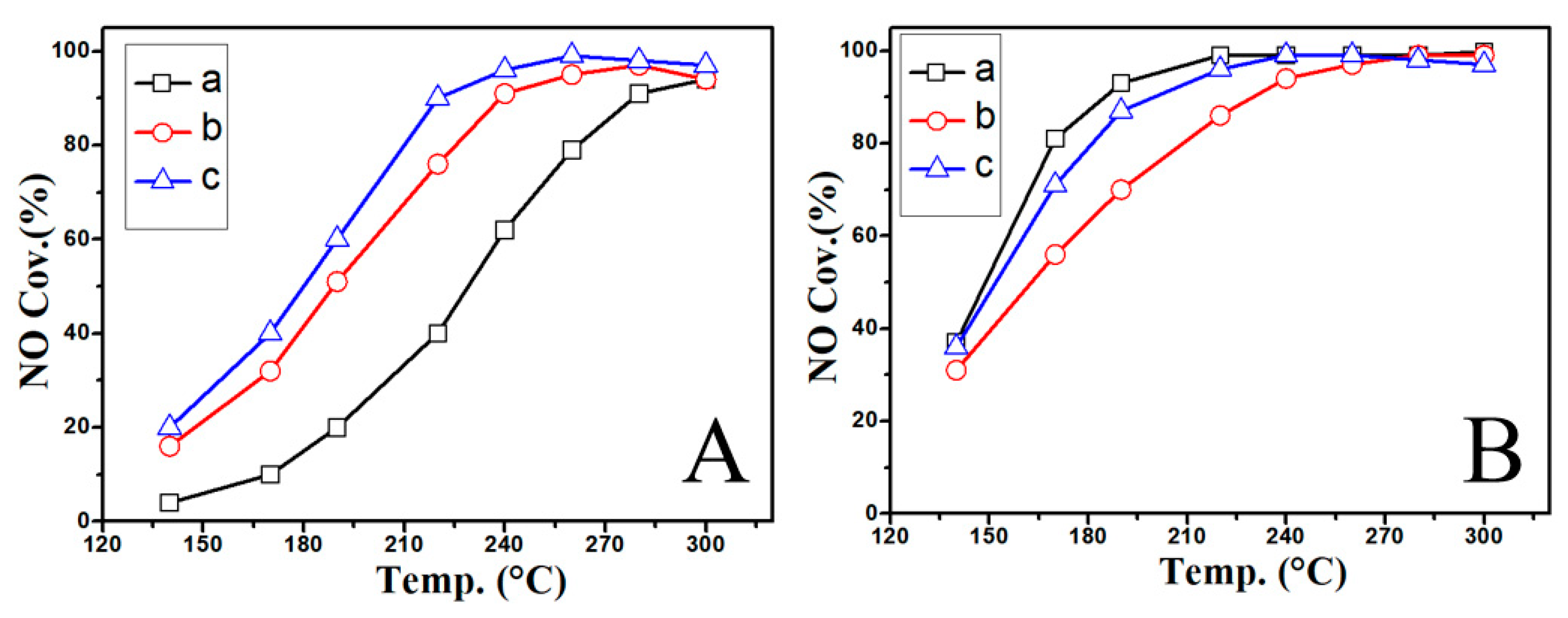
2.1. The Activity of the Powdery/Honeycomb Catalysts with Different Titanium Sources
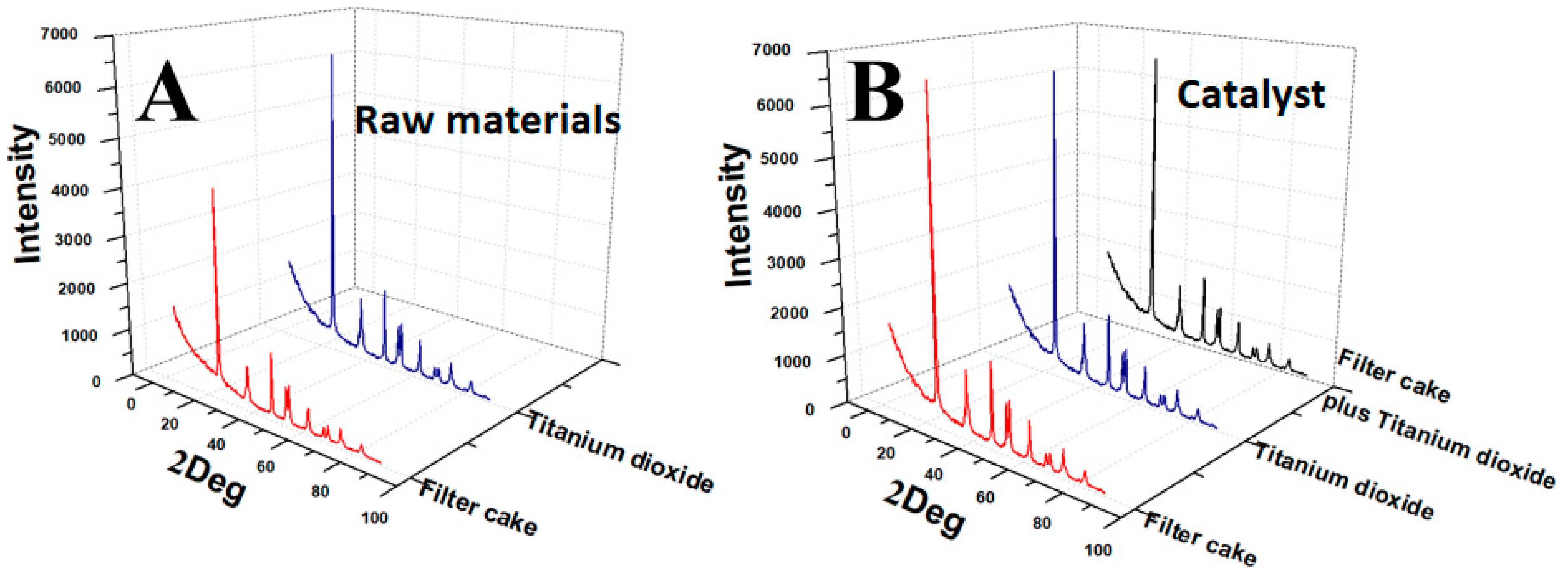
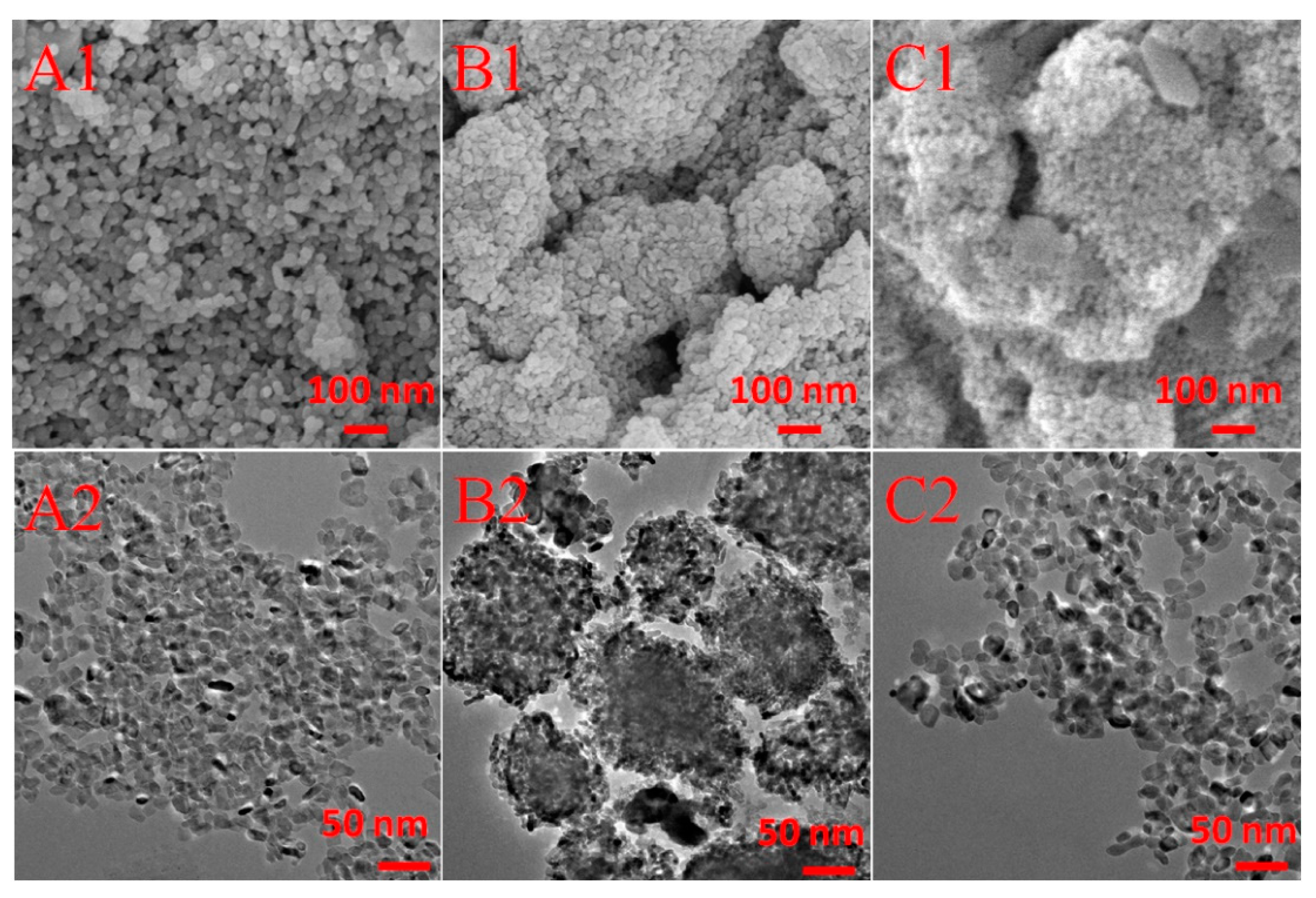
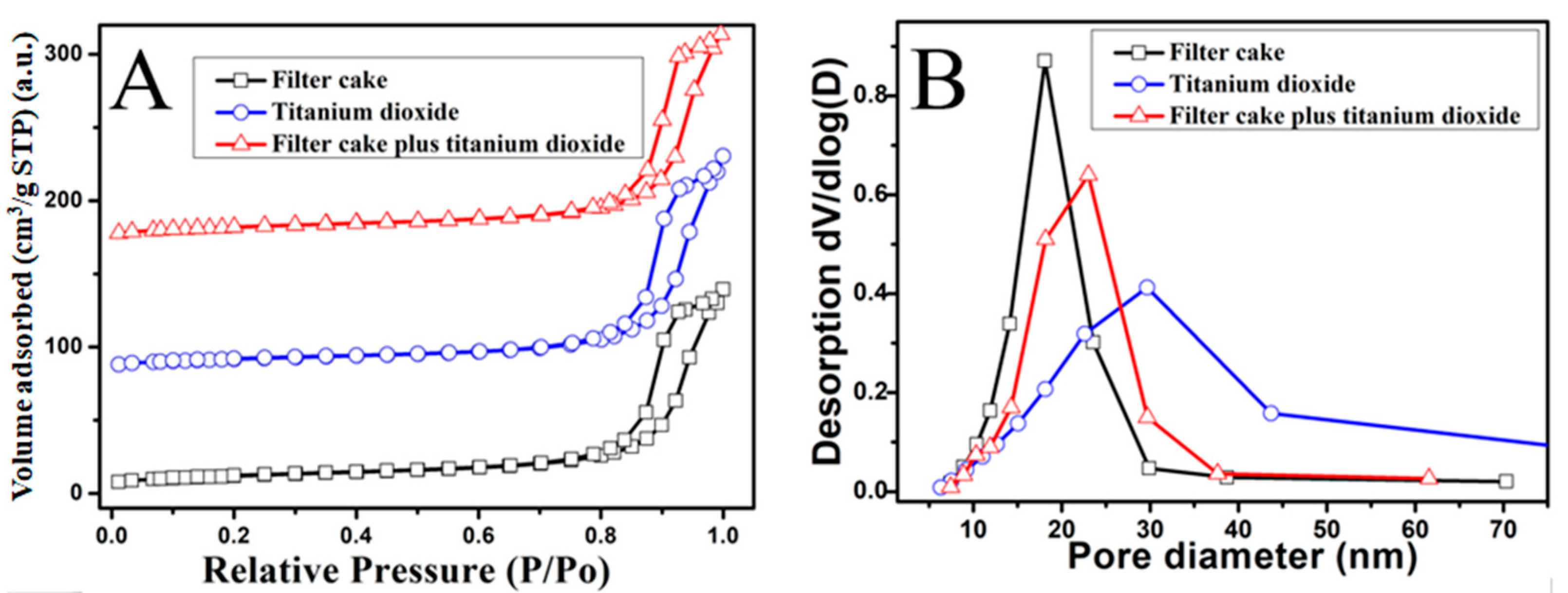
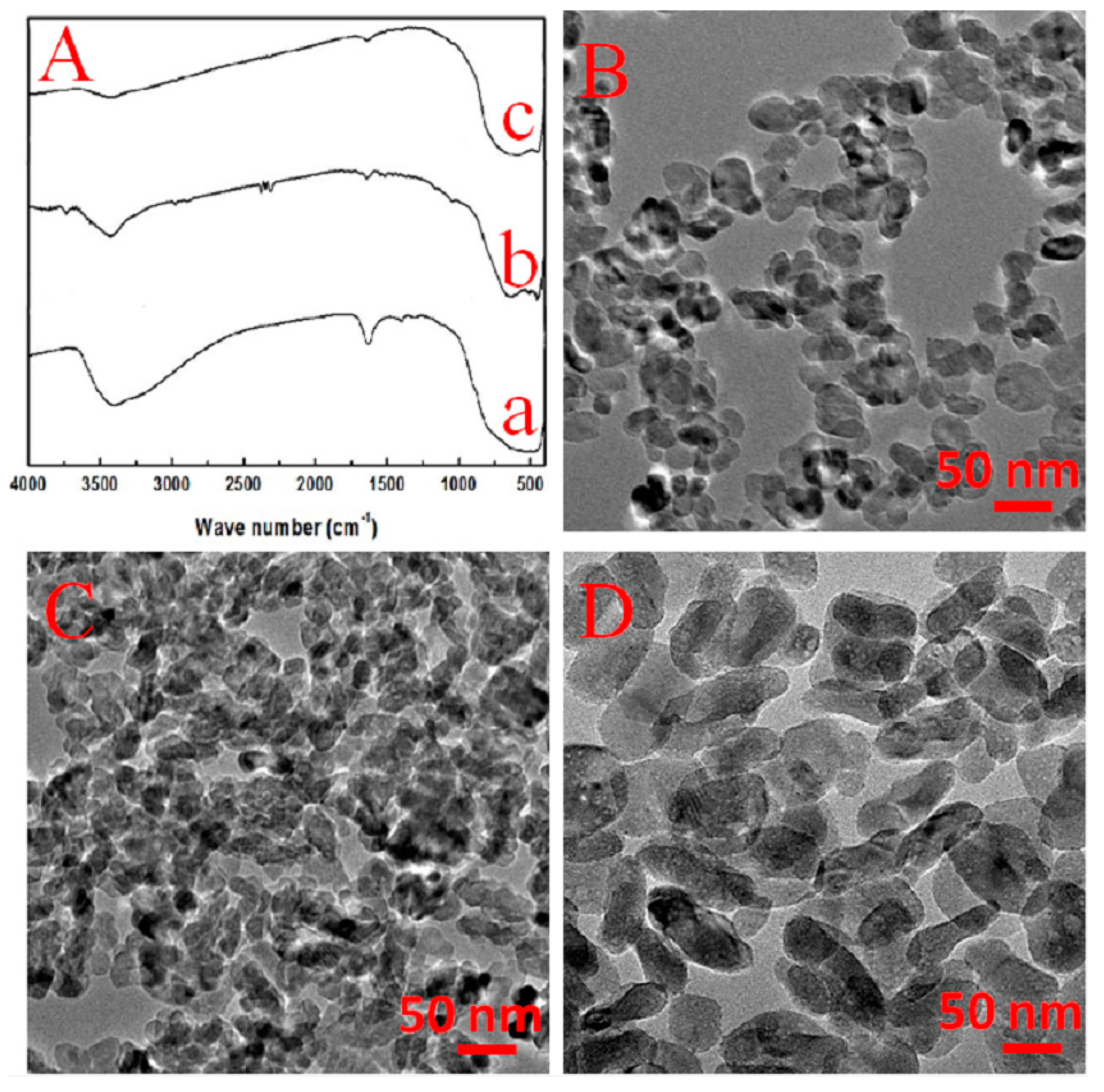
2.2. The Effect of the Structure on the Activity for Different Titanium Sources
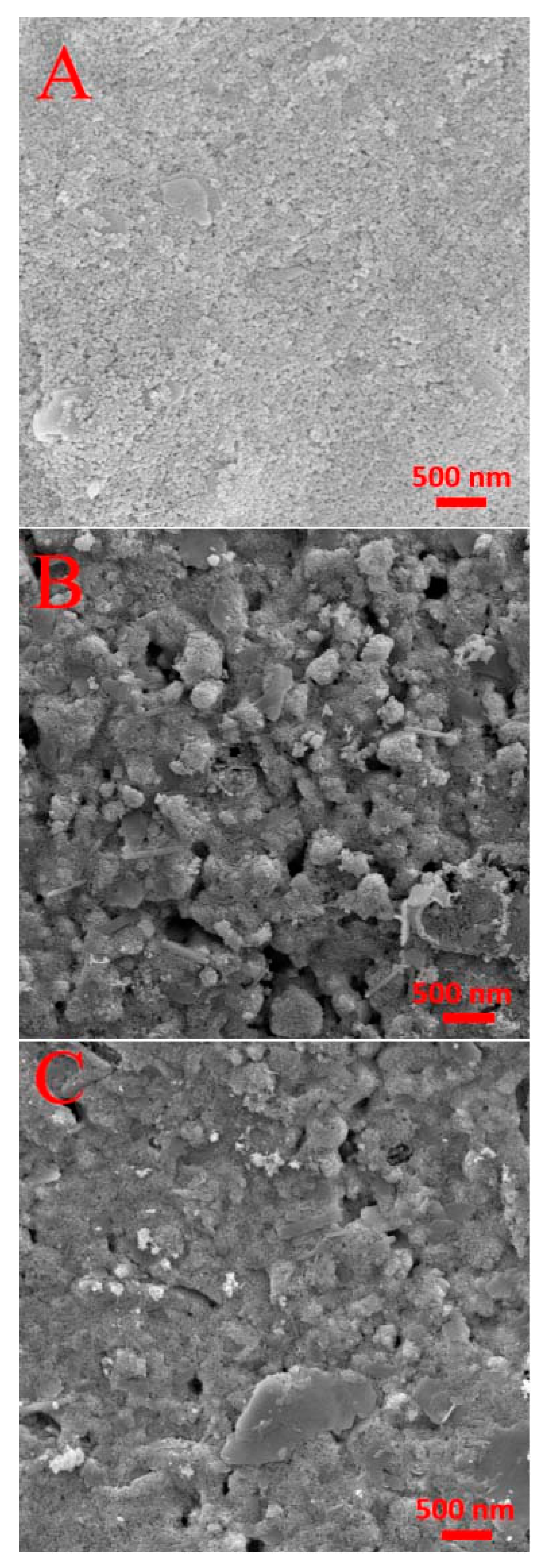
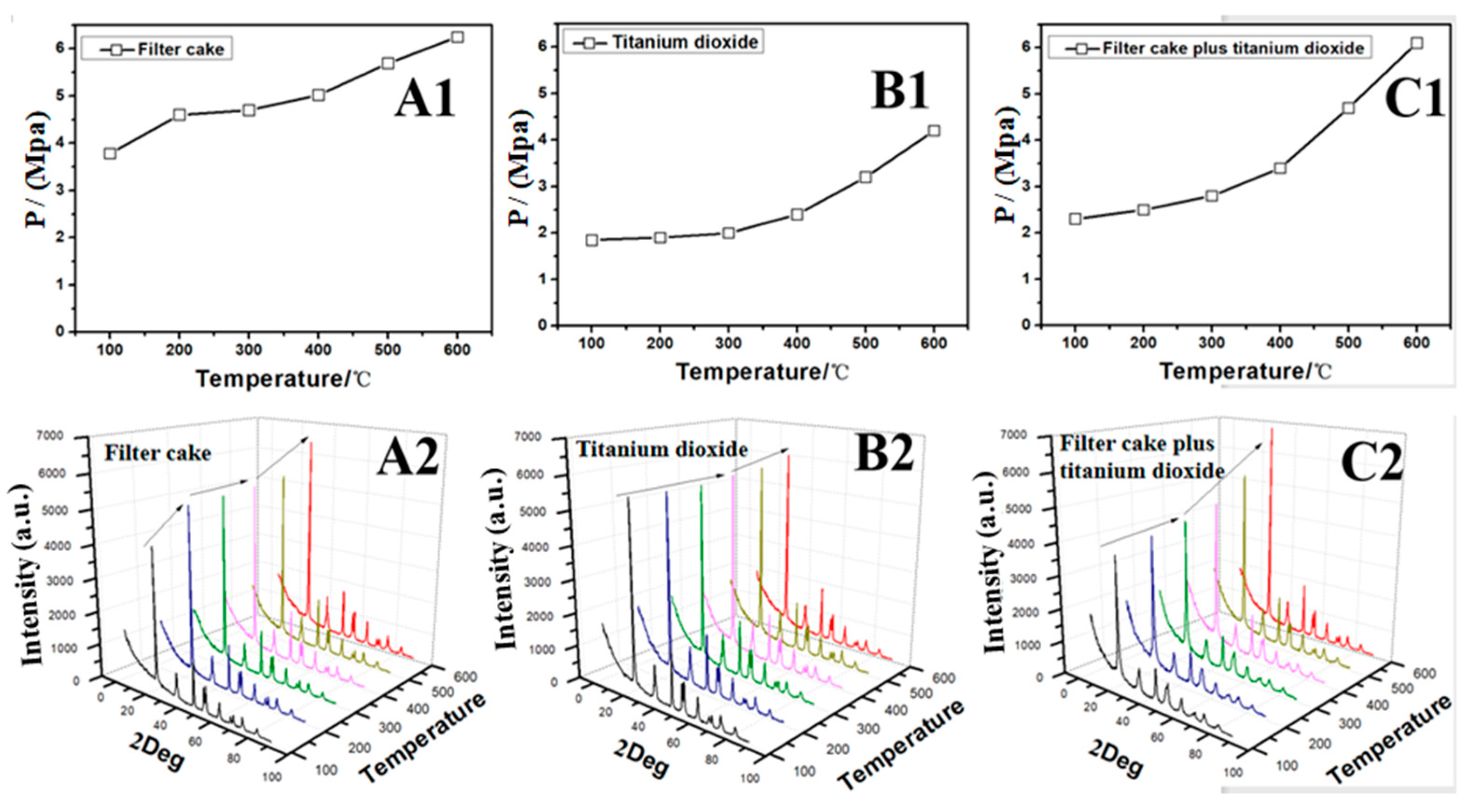
2.3. The Effect of the Structure on the Strength of Honeycombs from Different Titanium Sources
3. Materials and Methods
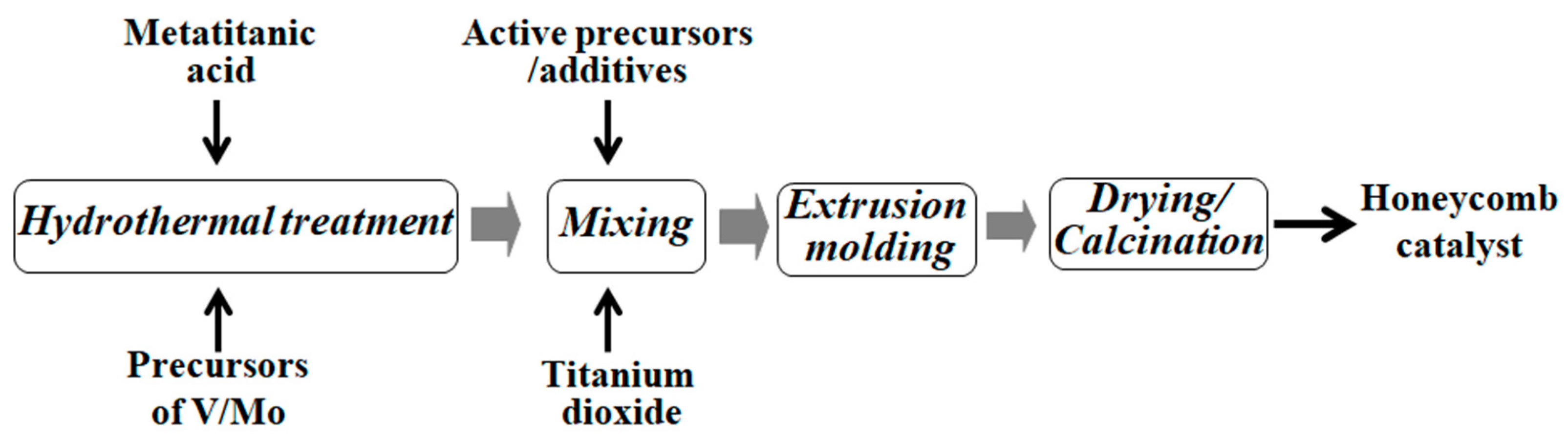
3.1. Preparation of Powdery Catalyst and Pilot Production of Honeycomb Catalyst
3.2. Activity Test and Characterization
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Busca, G.; Lietti, L.; Ramis, G.; Berti, F. Chemical and mechanistic aspects of the selective catalytic reduction of NOx by ammonia over oxide catalysts: A review. Appl. Catal. B Environ. 1998, 18, 1–36. [Google Scholar] [CrossRef]
- Liu, F.; Yu, Y.; He, H. Environmentally-benign catalysts for the selective catalytic reduction of NOx from diesel engines: Structure-activity relationship and reaction mechanism aspects. Chem. Commun. 2014, 50, 8445–8463. [Google Scholar] [CrossRef] [PubMed]
- Tang, C.; Zhang, H.; Dong, L. Ceria-based catalysts for low-temperature selective catalytic reduction of NO with NH3. Catal. Sci. Technol. 2016, 6, 1248–1264. [Google Scholar] [CrossRef]
- Liu, Z.; Yu, F.; Ma, C.; Dan, J.; Luo, J.; Dai, B. A Critical Review of Recent Progress and Perspective in Practical Denitration Application. Catalysts 2019, 9, 771. [Google Scholar] [CrossRef] [Green Version]
- Cimino, S.; Ferone, C.; Cioffi, R.; Perillo, G.; Lisi, L. A Case Study for the Deactivation and Regeneration of a V2O5-WO3/TiO2 Catalyst in a Tail-End SCR Unit of a Municipal Waste Incineration Plant. Catalysts 2019, 9, 464. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Qi, S.; Pantaleo, G.; Liotta, L.F. WO3-V2O5 Active Oxides for NOx SCR by NH3: Preparation Methods, Catalysts’ Composition, and Deactivation Mechanism—A Review. Catalysts 2019, 9, 527. [Google Scholar] [CrossRef] [Green Version]
- Han, L.; Cai, S.; Gao, M.; Hasegawa, J.Y.; Wang, P.; Zhang, J.; Shi, L.; Zhang, D. Selective Catalytic Reduction of NOx with NH3 by Using Novel Catalysts: State of the Art and Future Prospects. Chem. Rev. 2019, 119, 10916–10976. [Google Scholar] [CrossRef] [PubMed]
- Yu, J.; Guo, F.; Yang, J.; Wang, Y.; Dong, L.; Gao, S.; Xu, G. Surface Deposition-Type Honeycomb Flue Gas Denitrification Catalyst, and Preparation Method Thereof. U.S. Patent 9,446,385, 20 September 2016. [Google Scholar]
- Yu, J.; Li, C.; Guo, F.; Gao, S.; Zhang, Z.G.; Matsuoka, K.; Xu, G. The pilot demonstration of a honeycomb catalyst for the DeNOx of low-temperature flue gas from an industrial coking plant. Fuel 2018, 219, 37–49. [Google Scholar] [CrossRef]
- Li, C.; Yu, J.; He, Y.; Yu, C.; Li, P.; Wang, C.; Huang, F.; Gao, S. The industrial feasibility of low temperature DeNOx in the presence of SOx: A project case in a medium coking plant. RSC Adv. 2018, 8, 18260–18265. [Google Scholar] [CrossRef] [Green Version]
- Zheng, C.; Xiao, L.; Qu, R.; Liu, S.; Xin, Q.; Ji, P.; Song, H.; Wu, W.; Gao, X. Numerical simulation of selective catalytic reduction of NO and SO2 oxidation in monolith catalyst. Chem. Eng. J. 2019, 361, 874–884. [Google Scholar] [CrossRef]
- García-Bordejé, E.; Pinilla, J.L.; Lázaro, M.J.; Moliner, R. NH3-SCR of NO at low temperatures over sulphated vanadia on carbon-coated monoliths: Effect of H2O and SO2 traces in the gas feed. Appl. Catal. B Environ. 2006, 66, 281–287. [Google Scholar] [CrossRef]
- Shi, Y.J.; Shu, H.; Zhang, Y.H.; Fan, H.-M.; Zhang, Y.P.; Yang, L.J. Formation and decomposition of NH4HSO4 during selective catalytic reduction of NO with NH3 over V2O5-WO3/TiO2 catalysts. Fuel Process. Technol. 2016, 150, 141–147. [Google Scholar] [CrossRef]
- Li, C.; Shen, M.; Yu, T.; Wang, J.; Wang, J.; Zhai, Y. The mechanism of ammonium bisulfate formation and decomposition over V/WTi catalysts for NH3-selective catalytic reduction at various temperatures. Phys. Chem. Chem. Phys. 2017, 19, 15194–15206. [Google Scholar] [CrossRef] [PubMed]
- Ye, D.; Qu, R.; Song, H.; Gao, X.; Luo, Z.; Ni, M.; Cen, K. New insights into the various decomposition and reactivity behaviors of NH4HSO4 with NO on V2O5/TiO2 catalyst surfaces. Chem. Eng. J. 2016, 283, 846–854. [Google Scholar] [CrossRef]
- Yang, J.; Lei, S.; Yu, J.; Xu, G. Low-cost V−W−Ti SCR catalyst from titanium-bearing blast furnace slag. J. Environ. Chem. Eng. 2014, 2, 1007–1010. [Google Scholar] [CrossRef]
- Song, I.; Youn, S.; Lee, H.; Lee, S.G.; Cho, S.J.; Kim, D.H. Effects of microporous TiO2 support on the catalytic and structural properties of V2O5/microporous TiO2 for the selective catalytic reduction of NO by NH3. Appl. Catal. B Environ. 2017, 210, 421–431. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Filter Cake | Titanium Dioxide | Filter Cake Plus Titanium Dioxide |
|---|---|---|---|
| BET areas | 40 m2/g | 58 m2/g | 46 m2/g |
| Volume | 0.23 cm3/g | 0.35 cm3/g | 0.31 cm3/g |
| Pore size | 18.6 nm | 34.2 nm | 27.8 nm |
| Bulk density | 1.51 g/cm3 | 0.95 g/cm3 | 1.41 g/cm3 |
| Samples | Filter Cake | Titanium Dioxide | Filter Cake Plus Titanium Dioxide |
|---|---|---|---|
| BET areas | 42 m2/g | 51 m2/g | 47 m2/g |
| Volume | 0.21 cm3/g | 0.32 cm3/g | 0.28 cm3/g |
| Pore size | 19 nm | 32 nm | 28 nm |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Abubakar, A.; Huangfu, L.; Li, C.; Li, J.; Yu, J.; Gao, S. The Structure Effect on the Activity and Strength of an Industrial Honeycomb Catalyst Derived from Different Ti Sources. Catalysts 2020, 10, 42. https://doi.org/10.3390/catal10010042
Li Y, Abubakar A, Huangfu L, Li C, Li J, Yu J, Gao S. The Structure Effect on the Activity and Strength of an Industrial Honeycomb Catalyst Derived from Different Ti Sources. Catalysts. 2020; 10(1):42. https://doi.org/10.3390/catal10010042
Chicago/Turabian StyleLi, Yunjia, Abdullahi Abubakar, Lin Huangfu, Changming Li, Jianling Li, Jian Yu, and Shiqiu Gao. 2020. "The Structure Effect on the Activity and Strength of an Industrial Honeycomb Catalyst Derived from Different Ti Sources" Catalysts 10, no. 1: 42. https://doi.org/10.3390/catal10010042