1. Introduction
Fiber-reinforced composite materials are widely used in several lightweight applications in the nautical, aerospace, and automotive sectors due to high strength-to-density ratios. More extensive applications are limited by materials and technology costs. Even if the cost of carbon and glass fibers follows a decreasing trend, the manufacturing costs will still be almost constant if conventional high-performance technologies are used (i.e., autoclave manufacturing). Moreover, several composite technologies cannot provide a component cost reduction by increasing the production volume. To achieve a reliable component cost reduction, new out-of-autoclave technologies (like infusion technologies, prepreg compression technologies, or short-fiber compound processing) have been recently optimized for industrial use.
Among the others, resin transfer molding (also known as light RTM), and its variants vacuum-assisted resin infusion (VARI) and high-pressure resin transfer molding (HP-RTM), are promising technologies for producing complex components with high performance at a higher volume rate. Moreover, these processes are economically advantageous with respect to the others, such as autoclave curing of pre-impregnated layers, due to cheaper materials and shorter processing times.
RTM technologies consist of placing a dry three-dimensional preform into a mold cavity and injecting resin-hardener mixture into the closed mold. The injection pressure (assisted by a vacuum for VARI or high pressure in HP-RTM processing), together with fiber permeability, is able to produce components with 50% and higher fiber volume fraction, thus providing excellent mechanical properties [
1,
2,
3]. Nevertheless, in the light RTM process, the low flow rate of resin and low injection pressure result in a long resin injection time, thus hampering the use of fast-cure resins and, consequently, the overall productivity. As a consequence, the light RTM process is mainly limited to the low-volume manufacturing capability and, only to a minor extent, to slightly lower mechanical properties related to the lower fiber volume fraction. High-volume manufacturing with RTM is possible only if the process cycle time is significantly reduced. VARI and HP-RTM variants are improvements in this direction. Due to the differential pressure between inlet and outlet flows (VARI) or to higher flow rates (HP-RTM), together with the choice of adequate resin and hardener, production time can be reduced. A critical point of RTM technologies is the assurance of a full impregnation of the component, which is influenced by reinforcement types, the number of layers, resin viscosity, position of resin injection (ports), and vacuum extraction (vents). As molds can reach very high manufacturing costs when wide components are involved or when metal molds are required, tools supporting the design and critical process selection are needed in order to reduce uncertainties already in the preliminary phase of component development.
In this direction, Finite Element Method (FEM) software has been developed in the last few years to assist in component design and processing, predicting issues such as resin-rich areas, air bubbles, dry spots, zones of high porosity, etc., and for optimization of mold geometry and process parameters, such as port and vent locations [
4,
5,
6,
7]. In the case of critical molds, therefore, it is advantageous to perform a preliminary study by means of numerical simulation in order to avoid expensive experimental setups and prototypes.
In this context, the ESI group developed a PAM-RTM module, which can solve liquid resin infusion processes, like light and high-pressure RTM, compression resin transfer molding (C-RTM), and VARI. ESI’s approach, resulting from several years of collaboration with academics [
8,
9,
10], consists of a finite element solver based on the coupling of resin flow (governed by Darcy’s law) and the preform behavior (considered as a porous medium undergoing deformations). Thus, the solver can provide the filling time and properties (thicknesses, fiber volume contents, geometry) of the final product [
11].
However, accurate information on the material properties is needed for reliable simulations of the RTM process: in particular, reinforcement permeabilities and resin viscosity. Several works in the literature are available for the experimental determination of the permeability of RTM reinforcements [
12]. Most of them evaluate the in-plane permeability [
13,
14], concluding that radial flow (liquid injected from transverse direction at well-defined locations to evaluate 2D permeability) and linear flow (liquid injected from one end of the composite preform to evaluate 1D permeability) experiments give consistent results. The through-the-thickness permeability is more complex to determine [
15,
16,
17,
18,
19,
20,
21] and is usually neglected because of the small thicknesses of the preforms.
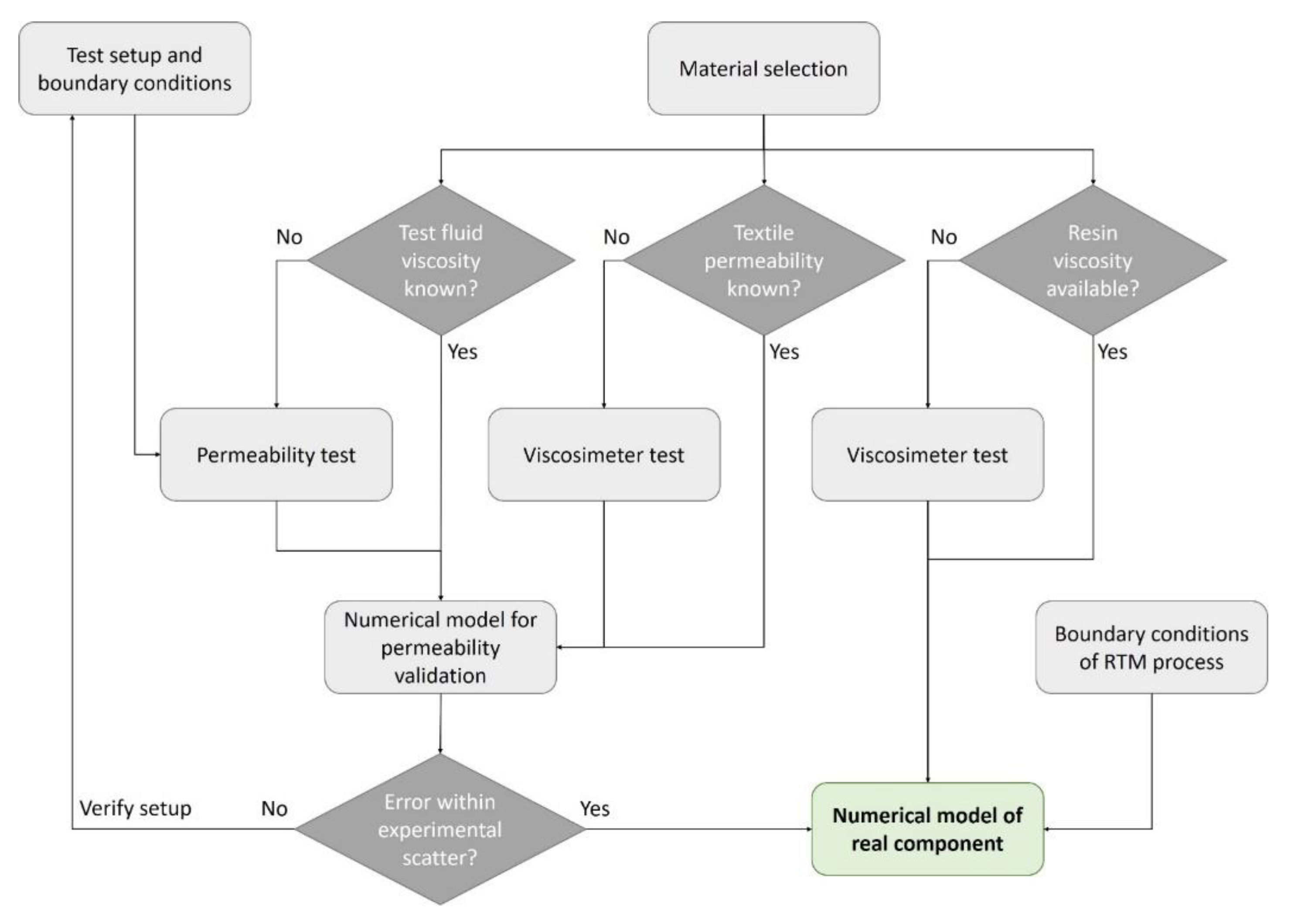
Therefore, a well-defined procedure for the experimental determination of the permeability tensor of fiber textiles and resin viscosity has been formulated in this paper in order to provide a reliable method to simulate RTM production of industrial components using PAM-RTM software. The key steps, from material characterization to numerical simulations, are illustrated by referring to the production of a real component in order to compare to a real-life test case. The permeabilities of four different types of textile reinforcements (three carbon fibers and one glass fiber) were experimentally measured. Moreover, the viscosity of a synthetic oil (15W40, used in glass textile permeability tests) and orthophthalic resin (Lavesan LERPOL 666/S RAL 9010) was tested. Permeability tests were modelled in the case of carbon fiber reinforcement tests, while in the case of glass fibers (GFRP), a naval component was reproduced. The analyzed GFRP part represents coverage for an aft-peak, placed aft-ward the cockpit, and it belongs to a series of pieces that are mounted on a 15.85 m (52 ft) cruising sailing yacht. This choice was sustained by the wider experience and higher amount of available data that RTM technology shows in marine industry compared to automotive, where production information represents more sensible data.
2. Materials and Methods
2.1. Test Material
The naval component was made of a polyester resin reinforced by glass fibers. In particular, the following materials were used:
- -
a stitched glass fiber textile, i.e., SAERTEX SAERcore Max BX600/PP18/450, made of a layer of 600 g/m2 E-glass biaxial fibers [+/−45° orientation] and a 450 g/m2 chopped strand mat stitched by means of a 18 g/m2 PP (polypropylene flow media layer). The nominal thickness of the dry textile was 3.2 mm.
- -
orthophthalic resin Lavesan LERPOL 666/S RAL 9010. The resin was diluted with 2% of styrene and added with 1% of catalyst (CUROX M-303 methyl ethyl ketone peroxide) prior to injection into the mold.
- -
an ultralight foam made of polyurethane, polyethylene, and polyisocyanurate, i.e., SAERTEX Saerfoam. Good resin flow through the core thickness was achieved by 1 mm diameter holes within the foam, spaced 20 mm from one another. The holes were filled with glass fibers to increase shear and compression resistance. The nominal thickness of the foam was 10 mm.
The nominal properties of the resin are reported in
Table 1. Accurate characterization of the flow properties of the resin is vital for manufacturing control, as well as for numerical modelling of the process. To this end, experimental tests were conducted to assess the resin viscosity and the fiber volume fraction and permeability of the textile.
Moreover, in order to provide references respect to other fibres and styles, carbon fiber reinforcement textiles were tested in permeability tests. These materials are a unidirectional fiber 12K T700 300 g/m2, a triaxial fiber (30/90/−30) 24K T700 300 g/m2, and a Twill 2×2 fabric 12K T700 630 g/m2.
2.2. Methods Used for Material Properties Characterization
Resin viscosity was measured by using a Thermo Scientific Brookfield Haake 7 plus viscosimeter. Four values of the rotational speed were used for testing, i.e., 20, 30, 50, and 100 rpm, considering both room and production temperature. The viscosity of the oil employed for the permeability tests was also measured by using the same apparatus.
The textile permeability was assessed by means of unsaturated linear flow tests. Assuming that the textile reinforcement in an RTM component is a porous medium through which the fluid flows, the resin flow can be estimated by Darcy’s law:
where
is the velocity of the flowing resin,
is the applied pressure gradient,
is the dynamic viscosity of the resin, and
is the permeability tensor. Using a coordinate system aligned to the principal directions of the fiber reinforcement, the permeability tensor can be expressed in the following diagonal form:
Thus, measurements of only three distinct scalar coefficients is required, which can be done according to existing procedures reported in the literature [
13,
14,
15,
16,
17,
18,
19,
20,
21]. A further simplification is possible: as the thickness of the reinforcement is small compared to its length and width, the problem can be assumed to be 2D. This leaves only the two planar components of permeability, i.e.,
and
, to be determined. The principal directions of the reinforcement, with respect to which the components of permeability are found, are also found from the experimental tests.
By applying a given pressure gradient, an unsaturated fluid flow is obtained. In the case of a mono-dimensional, i.e., linear, unsaturated flow, Darcy’s equation can be expressed as
where
is the position of the flow front at time
,
is the pressure difference between the inlet and outlet,
is the void ratio (portion of volume not occupied by the fibres), and
is the component of the permeability matrix along the direction of the flow. With the initial conditions
, the solution of Equation (3) reads:
which allows one to measure the permeability
, provided the position of the flow front is tracked throughout the test.
In order to identify the principal directions and the corresponding components of the permeability matrix using linear injection experiments, tests in three planar directions were performed, i.e., 0, 45, and 90° orientations. The principal directions were then found by [
22,
23]
where the parameters
and
are defined as
2.3. Experimental Setup
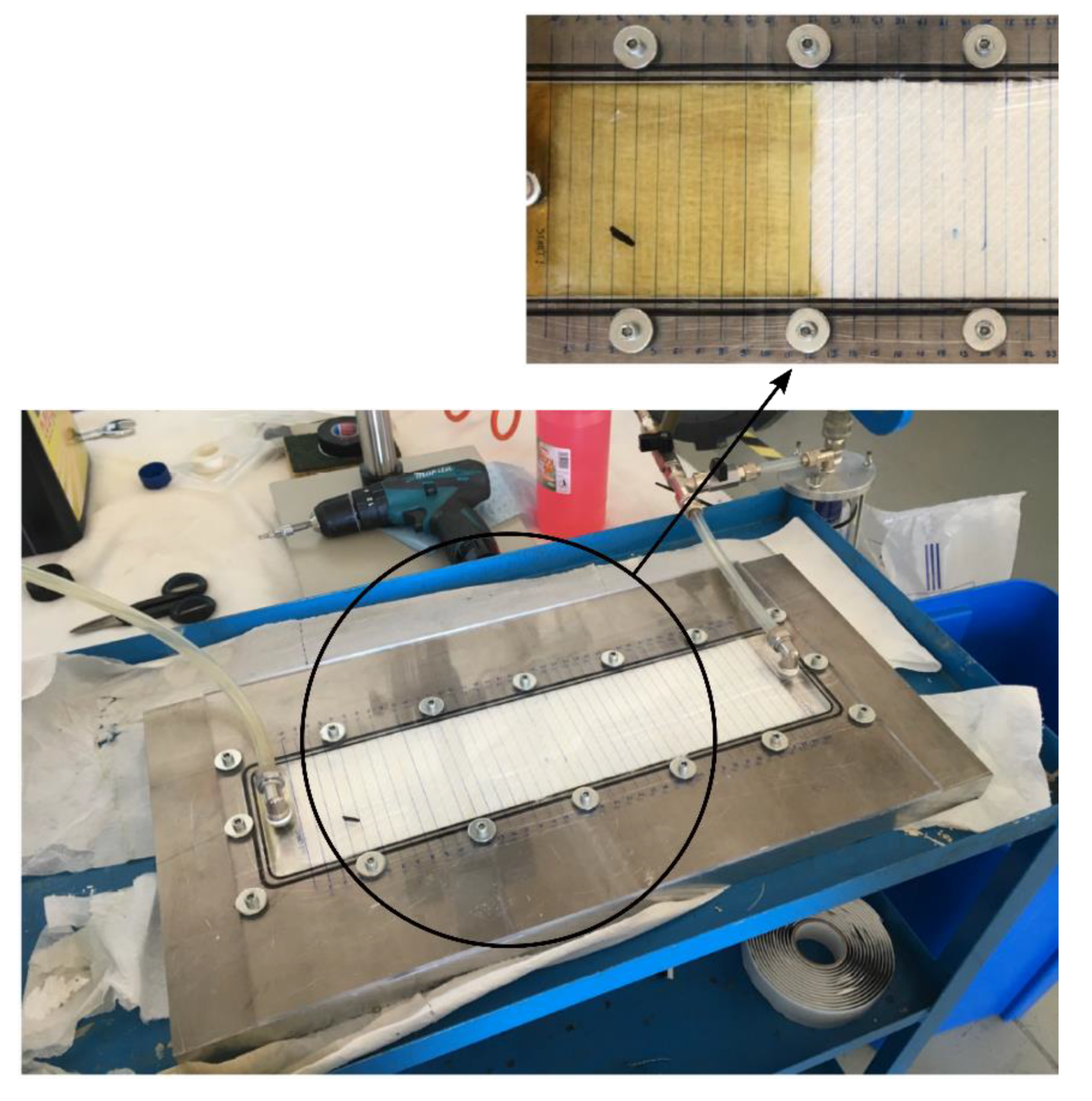
The permeability tests were performed on a 1D linear flow test bench. Two different molds were used to test glass and carbon reinforcements (test bench used for glass fibers is shown in
Figure 1).
In order to obtain accurate and reproducible results, permeability tests should be carried out with non-reactive fluids: synthetic oil 15W40 and water were used instead of the resin to measure the textile permeability of glass fiber and carbon fiber, respectively. The oil was selected for its controlled viscosity profile over a broad range of temperature, while water is an option in the case of shortage of textiles to be tested (giving the possibility of reuse). The mold cavity had a size of 440 × 100 × 6 mm [
16,
23,
24,
25,
26]. A free length of 20 mm was left at the inlet and outlet on the two sides of the specimen, in order to initiate a stable flow front and prevent potentially dangerous migrations of the fluid to the vacuum apparatus. Thus, a buffer volume was created, which works additionally as a device to reduce pressure fluctuations at the vent. A Plexiglass cover was positioned on top of the mold and fixed using a set of screws; a sealing rubber assured contact between the two mold halves and avoided leakages. Inlet and outlet ports were connected to the top plate for ease of construction.
The mold cavity thickness was chosen in accordance with literature investigations [
23,
24] and should be considered as an optimum that minimizes two adverse effects. On the one hand, capillarity at the boundaries becomes significant in shallower cavities, resulting in an incorrect reading of the fluid flow; on the other hand, the thickness effects cannot be neglected if thicker cavities are used, thus invalidating the assumption of planar flow.
An adequate stack of textiles should be used to fill the cavity and realize the same fiber volume content as that on the part to be manufactured. Care must be taken when cutting the textiles to avoid wrinkles or voids at the edges of the mold cavity, as these would affect the planar fluid flow. Three repetitions were taken for each direction, i.e., 0°, 45°, and 90° orientations, for a total of 9 trials, for each material. A camera was used to monitor the injection process, and time was measured with a chronometer.
2.4. Numerical Model
A numerical model was developed to simulate the resin infusion process. This consists of modelling the flow of the resin through a porous medium, i.e., the textile. Neglecting the capillarity forces of attraction or repulsion acting at the flow front (as they are deemed sufficiently small in front of the pressure field in RTM), the flow is governed by Darcy’s law, e.g., Equation (1). Thus, considering the resin as an incompressible fluid and combining it with Darcy’s law result in Richard’s equation:
Equation (10) was solved in the software PAM-RTM using the non-conforming finite element method. Two numerical models were developed: The first one simulates the permeability tests of the carbon textile reinforcements, and the second one simulates the infusion process of the entire fiberglass component. The model of the textile permeability test was made up of 52652 3D tetrahedral elements.
The pressure difference applied between the inlet and outlet was equal to 40 kPa.
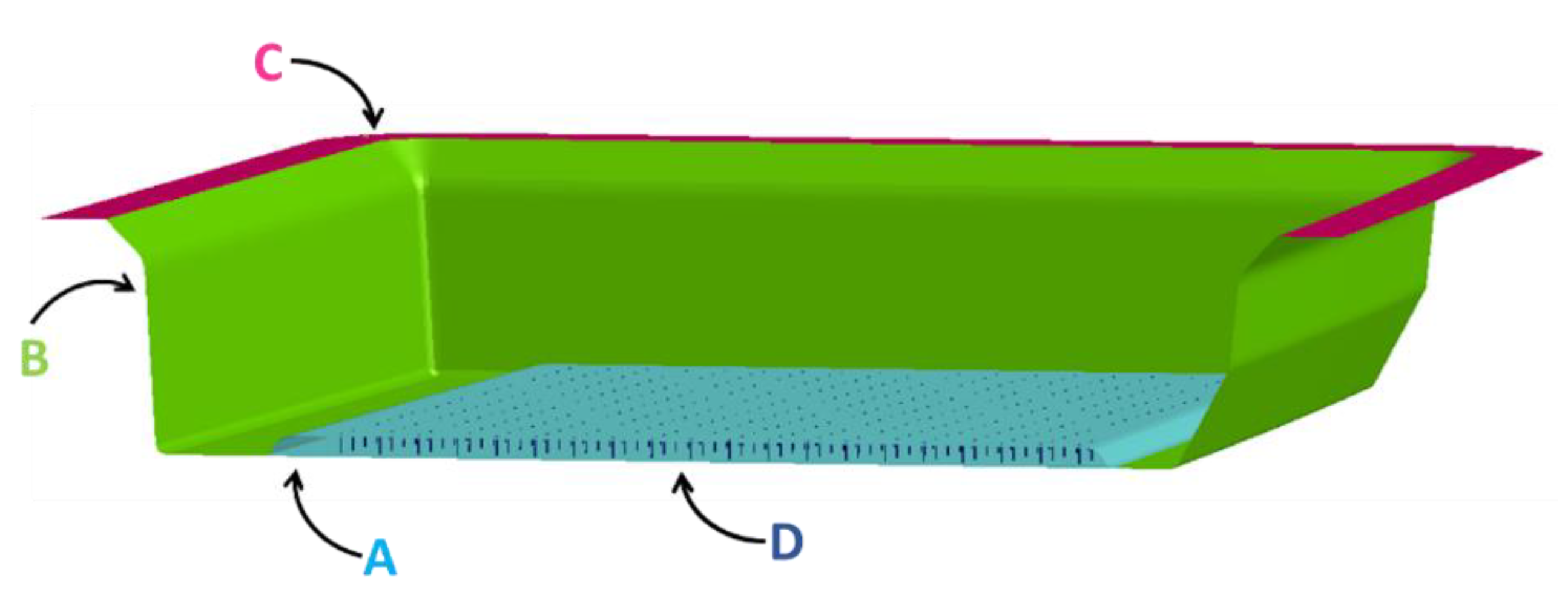
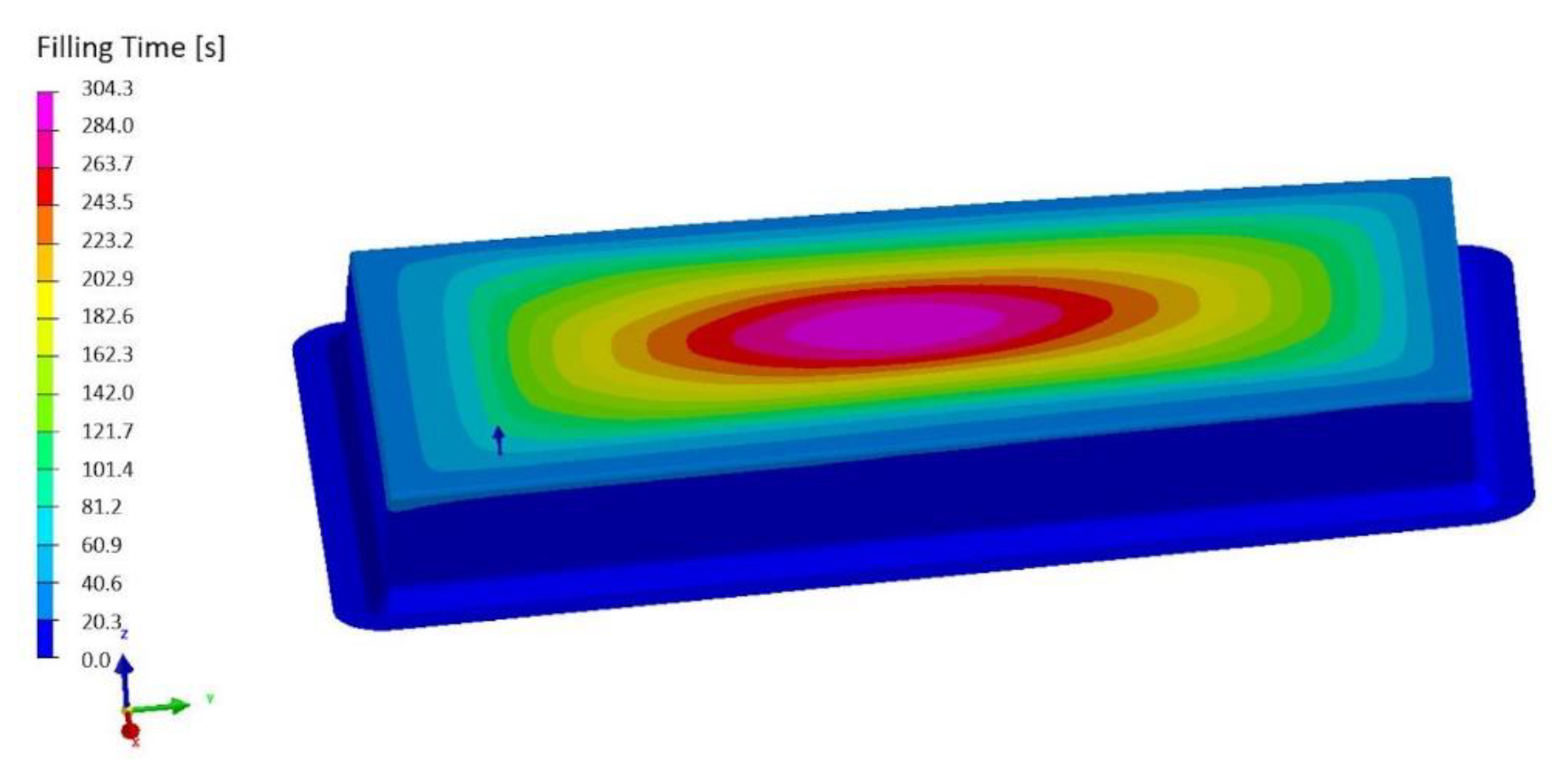
The fiberglass component was modelled with a 2D model in order to diminish the computational cost. A schematic of the model is shown in
Figure 2. Four distinct regions can be identified: areas A and B are made of glass fiber textile layers, with one and two textile layers, respectively; region C consists of an empty rectangular channel that is filled by the resin at the beginning of the infusion process; region D is the foam core area. The injection valve is positioned in region C, while the vacuum valve is placed in the middle of D.
The material properties input into the model are given in
Table 2. A total of 223,927 triangular elements were used to mesh the body; the core included 862 holes and required a fine mesh with an element size of approximately 2 mm. The empty channel permeability value (1.25 × 10
–7 m
2) was used for the permeability of the holes, neglecting the contribution of the glass fibers filling. A sensitivity study was run to substantiate this assumption: by varying the hole permeability between 10
−3 and 10
−7 m
2, the filling time changed by less than 2%. This shows that the permeability of the holes has little influence on the filling time of the entire component.
A pressure of 101.3 kPa was applied at the injection valve, while the pressure at the vent, i.e., in the middle of region D, was set equal to 5 kPa.
4. Conclusions
In this paper, the procedure for implementing reliable inputs in the simulation of an RTM-based process is presented and discussed. The experimental setup for textiles permeability characterization is described, as well as the procedure for retrieving local and global permeability. Four different types of textiles (three carbon fiber styles and one glass fiber multilayer textile) have been characterized in order to provide to readers reference data for different types and styles of textiles. The permeabilities of the carbon fiber textiles were found to be one order of magnitude lower than that of glass fiber, whereas fiber alignment had a less relevant influence. Moreover, tests show that anisotropic permeability occurs even in balanced textiles where no apparent preferential direction is expected. The characterization of the viscosity of the orthophthalic resin Lavesan LERPOL 666/S and of the synthetic oil 15W40 showed comparable values at room temperature.
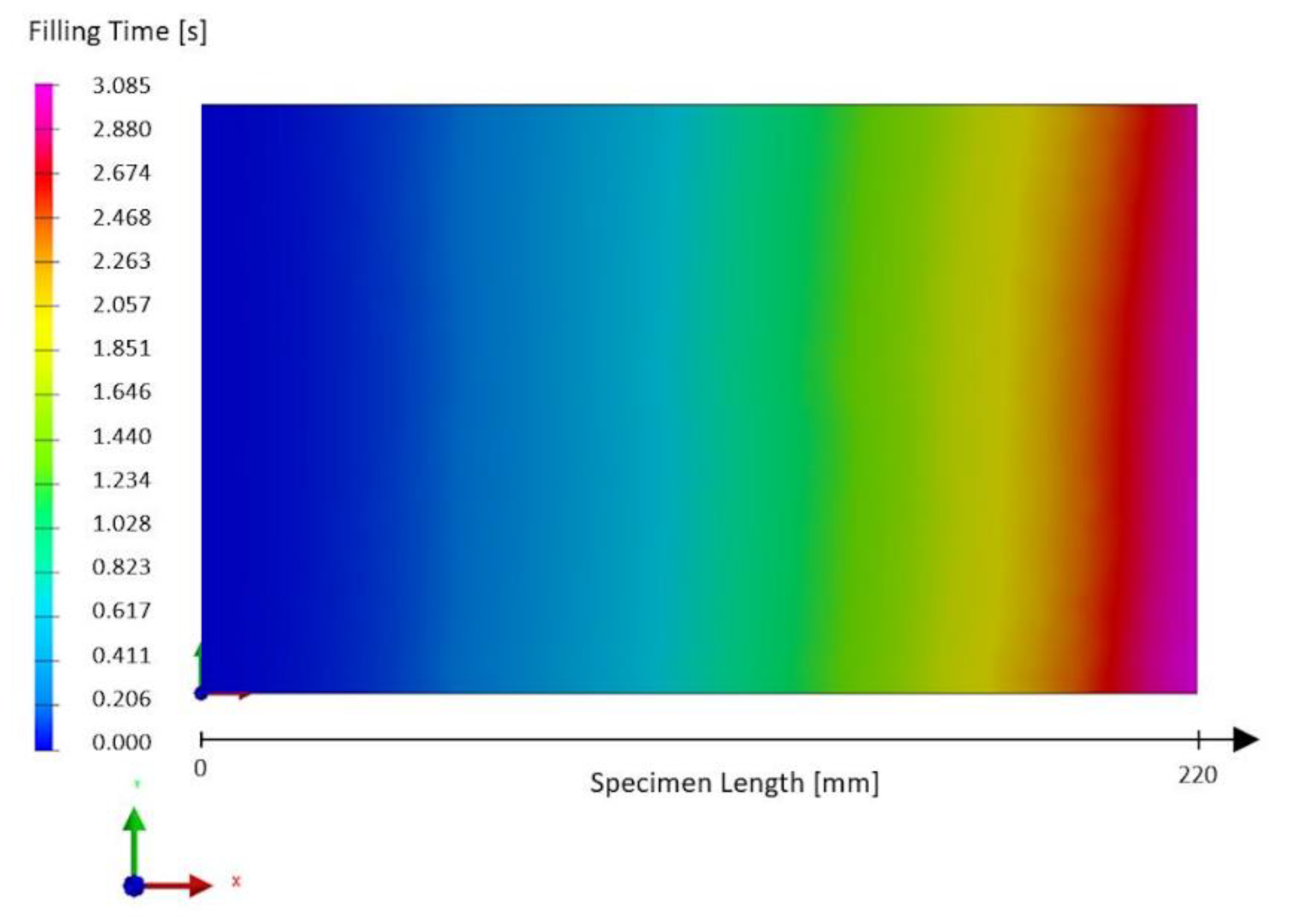
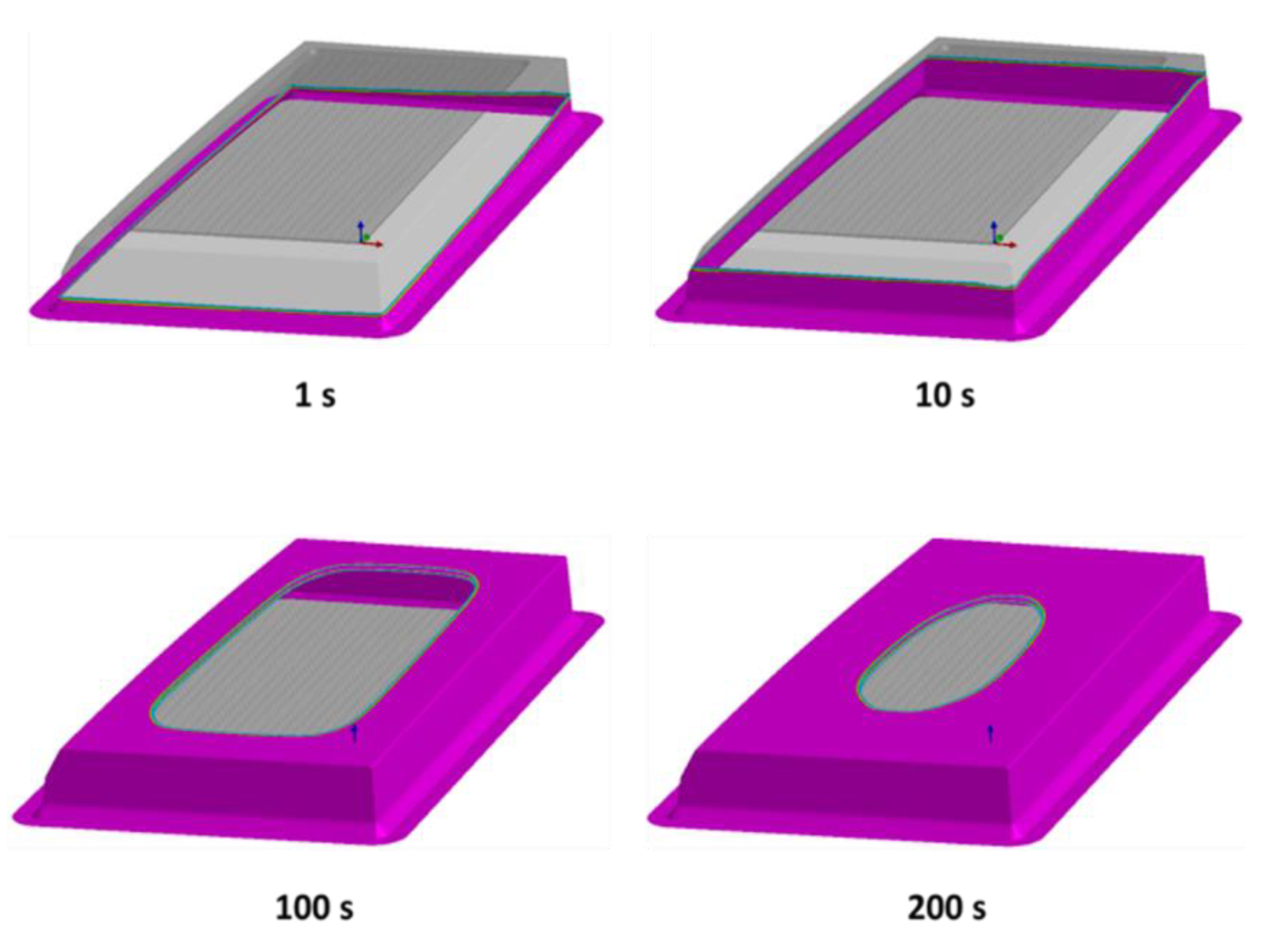
ESI PAM-RTM software was used to perform RTM simulations. As a first step, simulation of permeability characterization in the different directions was performed by means of 3D models. Filling time results showed an average good correspondence with experimental data (3.6% average error). As a second step, the resin infiltration of a 15.85 m (52 ft) sailing yacht component, comprised of stitched glass fibers around a perforated core, was implemented in a 2D model. Output data including filling flow and time proved consistent (0.44% error in filling time) with data acquired in industrial environment, validating the procedure proposed in this paper.

 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}