1. 引言
随着不可降解包装材料带来的生态环境问题日益凸显,国家发改委、生态环境部出台的相关“限塑令”以及公民环保、安全意识的不断提高,开发可降解、可再生的绿色包装材料已成为包装领域的研发热点。以天然高分子(多糖、蛋白质、脂类)为原料,制得具有一定包装功能的可食用薄膜,此类薄膜相较传统包装材料具有安全、无毒和环境友好等特点,可满足食品保鲜领域的需求 [1] [2] [3] [4]。
水溶性淀粉(cold-water-soluble starch, CWSS)是一种具有原淀粉颗粒状形态的新型改性淀粉,能在冷水中溶解并形成具一定黏度的糊状液体,所得糊液稳定、黏度高;相较预糊化淀粉,糊化淀粉凝聚沉降,提高了食品粘弹性、光泽度等感观品质 [5]。大豆分离蛋白(soy protein isolate, SPI)由豆粕低温脱油,去除不溶性和可溶性多糖所得 [6];具有较高营养价值,富质优价廉、成模性良好及易化学修饰等特点,正逐渐成为制备可食用薄膜、改善食品结构及发展新型食品的理想原料,并广泛应用于医药、化工、食品和涂料等行业 [7] [8]。但相较于传统高分子合成薄膜材料,其耐水性、力学性能较差并易滋生细菌等,致其使用范围受限 [9] [10]。
本文以水溶性淀粉/大豆分离蛋白为主要配方原料,PVC复合板为成膜板材,研究不同质量比复合膜的成膜特性和功能性应用,具体考察了复合膜制备的成膜配方,分析评价了复合膜液的固体表面接触角及流变性,复合膜的阻隔性和力学性能等,以期对功能性食品包装膜的研究及应用提供借鉴作用。
2. 材料与方法
2.1. 实验材料与设备
水溶性淀粉(药用级)上海阿拉丁生化科技股份有限公司;大豆分离蛋白(食品级)山东省高唐蓝山集团总公司;海藻酸钠(食品级)山东精协海洋科技发展有限公司;甘油(AR)浙江杭州双林化工试剂厂;聚乙二醇(AR)山东省高唐蓝山集团总公司;无水氯化钙(AR)衢州巨化试剂有限公司;食用油(食品级)市售。
07HWS-2型数显恒温磁力搅拌器杭州仪表电机有限公司;MB45型卤素水分仪奥豪斯仪器(上海)有限公司;MCR102型流变仪奥地利安东帕(中国)有限公司;TA.XT PLUS型物性测试仪北京微讯超技仪器技术有限公司;UV-756型紫外分光光度计上海精科实业有限公司;JC2000D3型接触角测量仪上海中晨数字技术设备有限公司。
2.2. 实验方法
2.2.1. 复合膜的制备流程
通过预实验确定复合膜配方总质量为10 g,准确称取CWSS/SPI质量比依次为10:0、8:2、6:4、4:6、2:8、0:10的成膜基材至250 ml烧杯中,6个装有不同质量比基材的烧杯均加入2.8 mL甘油、1.8 g海藻酸钠、0.92 ml聚乙二醇和100 mL纯化水(按膜液稠度适量增减),用玻璃棒搅拌使其充分溶解后倒入三颈烧瓶,将装有膜液的三颈瓶固定在数显恒温磁力搅拌器上,同时设置加热温度为80℃、转速200 r/min,待水浴温度到达设定值后计时30 min。若加热糊化后的膜液含较多气泡,则先进行真空脱气,再流延铺膜于PVC复合板上,室温放置2 min后置于温度为55℃的烘箱中干燥3.5 h (时间按膜液情况适度增减)。当膜液干燥成膜后取出,待其复湿后再用刮刀揭下。将制得的复合膜放置在恒温恒湿干燥器内恒24 h后保存备用,再进行复合膜性能的测定。
2.2.2. 复合膜性能测定
选取平整均一,无孔洞、划痕的复合膜,用精度为0.01 mm的螺旋测微器进行样品厚度的测定:一张复合膜共测定膜周4个顶点及1个中心点5个点位,该样品厚度即取所得5点位厚度的平均值,单位以mm表示 [11]。
确保卤素水分测定仪处于平衡状态后,设定测量程序温度100℃、检测时间10 min,称取0.55 g样品剪碎至测定仪的铝质托盘上,关好测量仪后进行水分含量的测定,待检测结束后记录数据,取3次平行检测结果的平均值,单位以%表示 [12]。
通过JC2000D3型接触角测量仪进行不同质量比复合膜液的接触角测定:用针管吸取适量熔融状态的膜液,趁膜液未凝固前迅速让其自由的滴落到PVC复合板上,此时的复合板上应呈有大致圆球状且成一定接触角的液滴,让其稳定1min再开始测定。测定步骤为活动图像、冻结图像、保存图像;而后利用量角法进行待测膜液滴的接触角测量,平行测量5次,取平均值,单位以˚表示 [13]。
接触角是能表示固体与液体之间亲和关系的参量,当θ < 90˚,表示膜液与板材亲和(润湿);当θ > 90˚,表示两者不亲和(不润湿)。其大小可通过计算所得,公式如下 [14]:
(2-1)
式中:γS/A——固–气界面张力,N;γL/A——液–气界面张力,N;γS/L——固–液界面张力,N;θ——液体表面的切线与液体和固体相接触的界面之间夹角,˚。
利用UV-756型紫外分光光度计测定复合膜的透光率:选取平整无孔洞、膜厚一致的各比例复合膜,将膜裁剪成0.9 cm × 2.8 cm的大小。选取任一块膜将其紧贴于比色皿一侧,由400~750 nm下测定所得数据确定复合膜于650nm处透光率最高,因此取该波长进行各比例复合膜透光率的测定,平行测定三次后取平均值,单位以%表示。计算公式如下 [15]:
(2-2)
式中:Tt——透光率,%;T2——通过试样的总透射光通量;T1——入射光通量。
参照GB 1037-1988杯式法测定不同质量比复合膜的水蒸气透过性:称取15.0 g粒度2 mm的无水CaCl2于瓶口直径3 cm的玻璃瓶中,选用均匀平整,无孔洞、划痕和已测过厚度的待测膜封口,再用熔化的石蜡将膜与玻璃瓶外壁间的空隙封上做成透湿杯,各比例设3个平行样,称重记录。将其置于相对湿度100%的干燥器中,每次称重间隔24 h,连续测量一周后取算数平均值计算水蒸气透过率 [16]。
(2-3)
(2-4)
式中:WVP——水蒸气透过系数,(g·m/(m2·d·KPa));WVTP——水蒸气透过速率,(g/(m2·h));Δm——t时间内的质量增量,g;d——膜的厚度,mm;A——有效测定面积,m2;t——测量时间间隔,h;ΔP——试样两侧的水蒸气压差,KPa。
用移液管移取5 ml食用油于试管中,选用均匀平整,无孔洞、划痕和已测过厚度的待测膜封口,再用熔化的石蜡将膜与试管外壁间的空隙封上,各比例设3个平行样,将其倒置于装有滤纸并已称重记录过的平皿上,每根试管对应一个平皿,每次称重间隔24 h,连续测量一周后计算待测样品的透油系数,以%为单位。其计算公式如下 [17]:
(2-5)
式中:Poil——透油系数,(g·m·m−2·h−1);Δm——滤纸质量的变化,g;d——膜厚,mm;A——有效测定面积,m2;T——放置时间,h。
参照GB/T 1040.3-2006进行不同质量比复合膜的力学性能测定:设定物性仪程序标距为80 mm,探头移动速度为100 mm/min。将平整均匀,无孔洞、划痕和已测定过厚度的样品,经垂直、横纵方向各裁成0.8 cm × 2 cm的3个矩形,共6个平行样,待程序启动完毕后进行测定。将测定所得各比例的数据进行处理后计算其抗拉强度和断裂延伸率,单位分别为MPa、%。计算公式如下 [18]:
(2-6)
式中:Ts——抗拉强度,MPa;F——膜所受拉力,N;S——待测膜横截面积,m2。
(2-7)
式中:E——断裂延伸率,%;L0——试样原始标准距离,mm;L——试样断裂时标准距离,mm。
使用MCR102型流变仪进行不同质量比复合膜液的流变性能测试:待流变仪完成零间隙设置后,设定程序温度80℃,待程序升温至设定温度后将适量糊化膜液倒在流变仪静态板上,下降转子并按程序提示刮去边缘溢出物(样品于测试前需平衡5 min,以卸载添加试样过程中的残余应力),而后选择曲线类型、设定相关参数后开始测定,将测得的膜液流变数据和曲线拷贝处理后绘图。黏度曲线模型及K与n的计算公式如下 [12] [19]:
(2-8)
式中:η——黏度,(Pa·s);γ——剪切速率,s−1;K——稠度系数;n——流动指数。
(2-9)
式中:σ——剪切压力,Pa;γ——剪切速率,s−1;K——稠度系数;n——流动指数。
3. 结果与分析
3.1. 接触角
6种不同质量比复合膜液接触角如表1、图1所示,膜液于板材介质面间形成的接触角越小,表示两者间亲和力大,揭膜相对困难;若亲和力表现较小,则揭膜较容易 [14] [17]。

Table 1. Contact angle and membrane dyestripping situation of different composite film solution
表1. 不同质量比复合膜液的接触角θ与揭膜情况
注释揭膜程度:易揭 > 可揭 > 难揭。
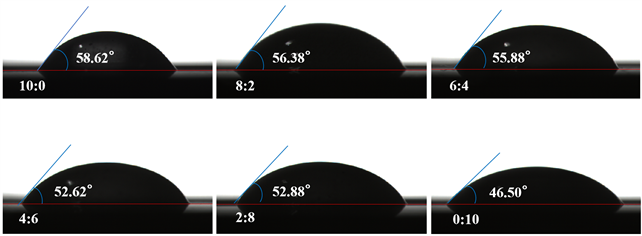
Figure 1. Contact angles of different composite film solution
图1. 不同质量比复合膜液接触角
3.2. 透光率
复合膜透光率常用于评价成膜材料间的相容性,若成膜材料组分间具良好相容性,则透光率较高;若相容性差,则在相界面由光的散射或反射现象致使薄膜透光率降低,并且膜厚是影响透光率的重要因素 [15]。
由图2不同质量比复合膜的透光率变化曲线得:随着CWSS含量的减少和SPI的增加,复合膜透光率趋势先呈下降后上升。其中CWSS膜透光率在81%左右,表现为较高透光性,原因是CWSS本身就具易溶于冷水且糊液稳定、透明等特性;SPI膜的透光率在35%左右,透光率较低,原因是随SPI的增加,复合膜颜色变深呈淡棕色使膜液透明度受其影响而降低;质量比为8:2、6:4、0:10和质量比为4:6、2:8的复合膜透光率差异较小,表现为较差透光性,说明除CWSS膜外其他质量比复合膜组分间的相容性较差。
3.3. 水蒸气透过性
WVTP和WVP是反映复合膜透湿性高低的重要指标,后者因多考虑膜厚因素的影响,所得数据更具代表性。复合膜透湿性的好与差能直接影响产品的包装效果,WVP越小,表示膜的水蒸气透过性越低,具有较好阻湿性,有利于产品保鲜 [20]。
由图3可知,不同质量比复合膜的WVP从质量比为10:0开始先波动起伏至最大值后呈趋势下降。质量比4:6的薄膜WVP最大,质量比0:10的薄膜WVP最小。除去SPI复合膜透过系数的最小值,质量比为6:4的薄膜WVP也表现较低,原因可能是此时的水溶性淀粉与大豆分离蛋白分子间的氢键、巯基等分子间作用力的交互作用最紧密,得到结构均匀、具阻隔性较好的复合膜。各比例复合膜间水蒸气透过系数和透过率的差异较小。
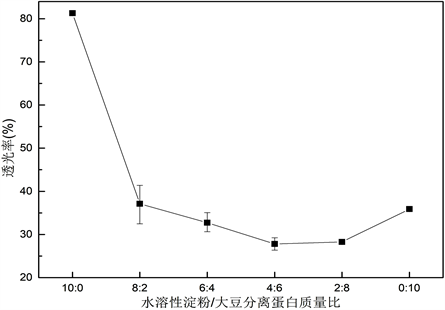
Figure 2. The light transmittance of complex film of different CWSS/SPI composite films
图2. 不同CWSS/SPI复合膜的透光率

Figure 3. The WVTP and WVP of different composite films
图3. 水溶性淀粉/大豆分离蛋白复合膜的WVTP与WVP
3.4. 透油性
各质量比复合膜透油系数间的曲线关系见图4:各比例复合膜的透油系数呈先升高后降低又升高再降低的波动起伏状。测得质量比为8:2的复合膜透油系数最大,最小值落在0:10处,原因是SPI就具良好的阻隔性,且随SPI添加量的增多,复合膜内的亲油基团减少,使其透油系数变小,阻油性能加强。但实验结果与理论并不完全相符,可能是成膜材料各组分间发生的分子间相互作用程度不同,导致结果呈现忽高忽低的现象。对测定期间滤纸质量增加量计算所得各比例复合膜的透油系数进行比较,确定质量比为4:6、0:10的复合膜具有较好阻油性,适用于高油脂食品的保藏。
3.5. 力学性能
抗拉强度和断裂延伸率是两项用以评价复合膜机械性能的重要指标。其中的抗拉强度反映了薄膜的力学强度,断裂延伸率则反映薄膜的柔韧性。
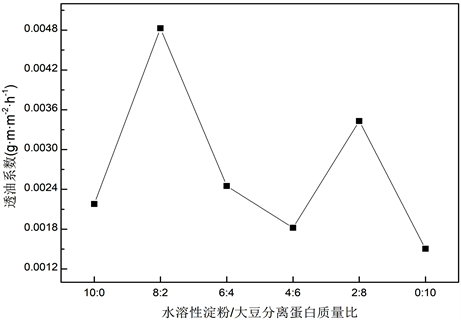
Figure 4. Oil transmission coefficient of different composite films
图4. 不同质量比复合膜的透油系数
由实验结果得(如图5):随着CWSS的减少和SPI的增加,复合膜抗拉强度的趋势曲线表现为先上升后下降,其中质量比为4:6的复合膜抗拉强度最大,为6.95 MPa,显著高于其他比例复合膜。这是由于SPI分子经加热处理后从原先的有序紧密结构变为无序松散结构,其分子内部的巯基、疏水性基团等暴露在分子表面,加强其分子内或分子间的相互作用,从而得到质构紧密的网络结构,但当温度超过60℃时会因过度变性造成分子链大量断裂,网络结构不易形成,致使机械性能逐渐下降。当CWSS与SPI同时糊化时,CWSS分子间的氢键会与SPI分子表面的巯基等基团发生交互作用,从而形成质构紧密均匀的薄膜,提高了抗拉性能。若CWSS的量减少和SPI的量增多至一定量时,两者间能够发生交互作用的分子量不成正比,形成不了质构紧密的网格结构,且SPI单独成膜具韧性低、膜脆等特点,因此薄膜抗拉强度会逐渐下降。
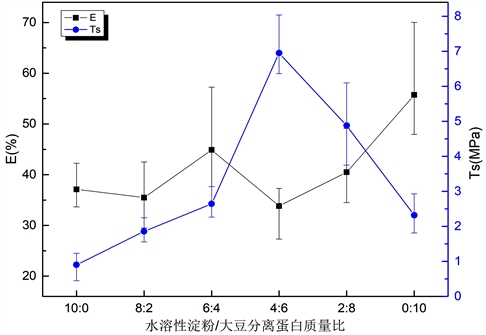
Figure 5. Mechanical properties of different composite films
图5. 不同质量比复合膜的力学性能
由图5得不同质量比复合膜间断裂延伸率呈波动上升趋势:由于CWSS中支链淀粉的质量分数高于直链淀粉,则复合薄膜的断裂延伸率本该随着水溶性淀粉添加量的减少而下降,但因SPI具凝胶特性,热致其分子间相互作用凝胶增多,与CWSS进行交互作用后反而起到增强断裂延伸率的效果,所以结果趋势呈现出波动上升 [21] [22]。
3.6. 流变性
CWSS/SPI复合膜液的流变性如图6:复合膜液质量比为10:0和8:2的流变曲线总体趋势图一致。其中,除质量比6:4和4:6外,其余比例复合膜液流变黏度参数于剪切速率0.01~1 s−1时大致先呈上升趋势后于1~100 s−1间各质量比膜液黏度呈稳态下降,对复合膜液于剪切速率100 s−1时的黏度进行比较,大小依次为2:8、0:10、4:6、6:4、8:2、10:0。

Figure 6. Rheology parameters of different composite film solution
图6. 复合膜液流变学参数
质量比为10:0和8:2的复合膜液黏度存在部分回升现象,原因是两比例复合膜液中的CWSS含量较高,糊液内部分子间结构在不同剪切速率下所受的流变破坏和恢复能力存有差异,就宏观表现出黏度有不同程度的回升。质量比为6:4、4:6、2:8、0:10的复合膜液于1~100 s−1的剪切速率间无明显回升现象,原因是随SPI含量的增加,糊液凝胶特性增加,分子间氢键发生相互作用,但氢键的作用力较弱,当剪切速率发生改变时易发生断裂,致使凝胶结构逐渐破坏,破坏程度与剪切时间有关,当内摩擦力减小或消失时,凝胶结构又会缓慢恢复,且恢复速度比破坏速度慢很多,因此趋势表现为稳态下降 [23] [24] [25]。
4. 结论
本文以不同质量比的CWSS、SPI为基料,海藻酸钠、甘油等为添加剂,采用流延法制备复合膜,并对其性能进行了研究。结合数据表和相关性能图的分析得以下结论:
1) 6种不同质量比复合膜液与PVC复合板间形成的接触角大小差异较小,揭膜难易程度均较易。
2) 由单种材料成膜所得的薄膜透光率高于复合膜透光率。
3) 不同质量比复合膜的WVP大小依次为4:6、8:2、2:8、10:0、6:4、0:10,各比例薄膜都具有一定阻湿性,其中质量比为0:10的薄膜WVP最小,具有较好阻湿性。
4) 质量比为4:6、0:10的复合膜具有较好阻油性,适用于高油脂食品的保藏。
5) 6种不同质量比复合膜的抗拉强度和断裂延伸率不一,其中质量比为4:6的复合膜抗拉强度最大,但综合比较2:8的复合膜最优。
6) 各比例复合膜液黏度随剪切速率变化差异较大,当CWSS/SPI质量比相近时,表现为牛顿型流体。
各比例复合膜液于PVC板材成膜后均比较容易揭下,所得复合膜质地均柔软、表面光滑,薄膜颜色从10:0~0:10逐渐由白色透明状加深至浅棕色。综合各项性能得出质量比为2:8的复合膜具有良好阻湿、透油性,易保存等特点,可为制备功能性可食性包装材料提供研究基础。
基金项目
国家级大学生创新创业训练计划项目(编号:202011842031);浙江省大学生科技创新活动计划(新苗人才计划) (编号:2021R421008);浙江树人大学实验室开放项目(编号:2021JS2008)。
NOTES
*通讯作者。