1. 引言
气冷转向辊是宝钢热镀锌机组的重要设备,安装于热镀锌机组锌锅上方的塔顶,装机量二根,并排安装。带钢从锌锅出来后,先向上运行,经塔顶1#气冷转向辊和2#气冷转向辊,再向下运行去往冷却水槽,带钢到达气冷转向辊时温度约200℃、300℃。气冷转向辊既要保持带钢的稳定以便控制钢板的板型,表面还要耐磨,以防锌渣的压入及异物粘附。当前气冷转向辊国内外设计的主流均是辊径越做越大,辊面质量要求越来越高。由于气冷转向辊工况恶劣,质量要求高,制造难度大,导致制造费用昂贵。提升备件的使用寿命,可以大幅降低生产成本。通过对已经下线的气冷转向辊进行失效分析,找到气冷转向辊的失效原因,给后期备件进一步优化结构,提升备件使用寿命提供技术数据。并为设计和制造出拥有自主知识产权、国际一流国内领先的新型结构气冷转向辊夯实基础 [1] - [6]。
2. 已下线气冷转向辊的检测
对已下线的气冷转向辊进行目测和着色探伤,找出气冷转向辊存在的缺陷或失效的部位。目测发现,气冷转向辊自由端轴和轴套内孔的键槽连接处存在很大的间隙,如图1所示。
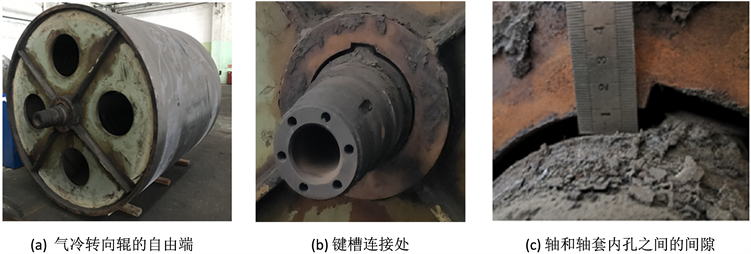
Figure 1. Gap between the shaft and the inner hole of the shaft sleeve at the connection of the air-cooled steering roller free end keyway
图1. 气冷转向辊自由端键槽连接处轴和轴套内孔之间的间隙
气冷转向辊原始设计和磨损后轴、轴套内孔和键槽的尺寸如表1所示。

Table 1. Key slot connection shaft, shaft sleeve inner hole and key slot size
表1. 键槽连接处轴、轴套内孔和键槽尺寸
自由端的轴套和筒体之间是靠电弧焊接连接在一起的,对自由端轴套和筋板焊接焊缝进行着色探伤,没有发现裂纹,如图2所示。

Figure 2. Arc welding connections of free-end shaft sleeves and rib plates and the coloring of their four welds
图2. 自由端轴套和筋板的电弧焊接连接及其四个焊缝的着色探伤
对轴的整个表面进行着色探伤,没有发现任何裂纹和其它缺陷,如图3所示。

Figure 3. Integral flaw detection of the air cooled turning roll
图3. 气冷转向辊轴的整体探伤
气冷转向轴整体表面的着色探伤结果表明气冷转向轴表面没有裂纹和其它缺陷。
对筒体内表面加强筋与筒体的焊缝也进行了着色探伤,也未发现裂纹等缺陷,如图4所示。

Figure 4. Dye detection of welds between inner surface of cylinder and stiffener
图4. 筒体内表面与加强筋的焊缝着色探伤
气冷转向辊固定端的连接是依靠轴和筋板及侧板之间的电弧焊接来实现的.对焊缝进行着色探伤,结果见图5所示。
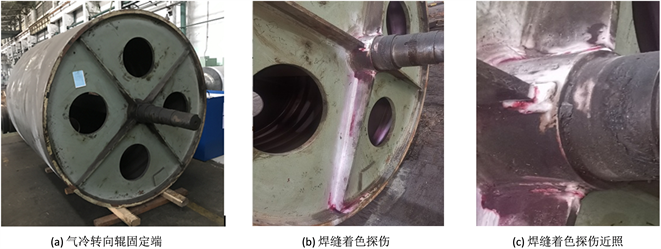
Figure 5. Arc welding connection and weld dye detection of fixed end of steering roll
图5. 气冷转向辊固定端电弧焊接焊缝着色探伤
由图5可见,固定端轴和筋板的电弧焊接处4条焊缝均有裂纹,裂纹萌生于焊缝焊趾,终止于轴和侧板的焊接处。
总体来说,气冷转向辊的失效之处主要有二处,一是自由端键槽连接处轴和孔之间的大间隙,二是固定端轴和筋板及侧辐板之间焊接的焊缝开裂。
3. 气冷转向辊失效分析
下面对气冷转向辊二处的失效进行分析。
1) 自由端轴和轴套内孔间隙的产生
轴和轴套材质是35钢,键是45钢,筋板是Q235钢,其材料成分和力学见表2和表3所示。
Table 2. Material composition of rib plate, shaft, sleeve, side plate and key
表2. 筋板、轴、轴套、侧板和键材料的化学成份
Table 3. Mechanical properties of rib plate, shaft, sleeve, side plate and key
表3. 筋板、轴、轴套、侧板和键材料的力学性能
气冷转向辊自重约10吨,带钢的张力为90 KN,由于键槽连接的轴和孔之间存在间隙,正常工作情况下,轴和孔的受力点在孔内表面和轴外表面的最顶部,如图6所示。

Figure 6. Stress points of shaft and shaft sleeve inner hole
图6. 轴和轴套内孔的受力点
不过随着轴和轴套的转动,受力点也在不断地变换,一转下来,轴和孔整个圆周的每个点都经历了受力最大的瞬间,最后轴和轴套内孔的磨损就趋于一致。
在气冷转向辊启动和停止的时候,轴和轴套内孔之间会有相对移动,使得轴和轴套内孔之间产生摩擦并带来磨损。由于轴和轴套内孔的材料是35钢,表面硬度不高,耐磨性并不好。由于转向辊工作环境温度较高,轴和轴套内孔之间不能采取润滑措施,在长时间的工作过程中,轴和轴套内孔的这种摩擦和磨损就一直存在,轴和轴套内孔之间的间隙就会逐渐加大。轴和轴套内孔之间的间隙加大后,会造成轴套内孔所连接的筒体在转动过程中会产生上下振动,振动的冲击作用会加速轴和轴套内孔之间的摩擦磨损,加速轴和轴套内孔之间间隙的进一步扩大。转向辊的环境温度也比较高,200℃~300℃,长期转动对轴和轴套内孔的材料所产生的疲劳作用,都会加速轴和轴套内孔之间的摩擦磨损。总之,高温、疲劳、特别是振动等原因造成轴和轴套内孔之间的间隙逐渐增大直到目前这个状态。
2) 固定端轴和筋板焊接处焊缝开裂分析
固定端轴和筋板之间的连接采用的是电弧焊接方法,对焊缝材料的分析表明,焊条是304不锈钢焊条,其成分和力学性能如表4和表5所示。
Table 4. 304 stainless steel electrode composition
表4. 304不锈钢焊条成份
Table 5. 304 mechanical properties of stainless steel electrode
表5. 304不锈钢焊条机械性能
焊缝的横截面结构如图7所示。

Figure 7. The cross section structure of weld
图7. 焊缝的横截面结构
焊缝断口形貌如图8所示。
从焊缝横截面结构图和焊缝断口形貌可见,轴和筋板焊接时几乎没有开破口,焊接面积不够,使焊缝的强度受到很大的影响。但这并不是造成焊缝开裂的原因,因为同样的焊接,在自由端轴套与筋板的焊接时并未产生裂纹,如前面给出的图2所示。
当然,固定端的轴和筋板焊接处的焊缝受力比自由端轴套与筋板焊接处焊缝的受力一要大一些,具体受力大小经计算机数字计算见图9所示。
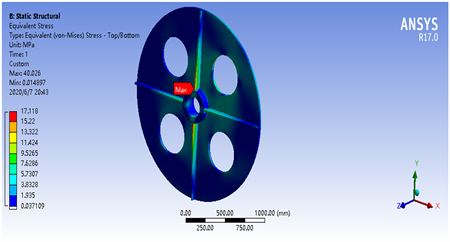 (a) 自由端轴套与侧板焊接焊缝应力分布,最大应力17.12 MPa
(a) 自由端轴套与侧板焊接焊缝应力分布,最大应力17.12 MPa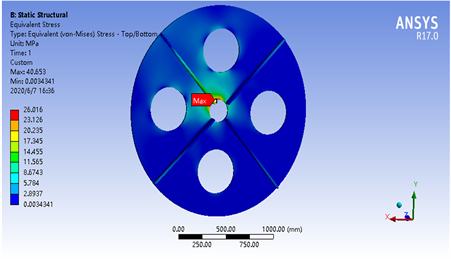 (b) 固定端轴与筋板焊接焊缝处的最大应力26.0 Mpa
(b) 固定端轴与筋板焊接焊缝处的最大应力26.0 Mpa
Figure 9. Comparison of free end and fixed end weld stress
图9. 自由端轴套与筋板和固定端轴与筋板焊缝的受力比较
虽然固定端轴与筋板焊缝处的应力为26.0 MPa,大于键槽连接处轴套与筋板焊缝处的应力17.12 Mpa,但都远小于不锈钢焊条焊缝的断裂强度495 MPa,可见,焊接材料和焊接工艺都不是固定端轴和筋板焊缝开裂的主要原因。
焊缝开裂的主要原因是,键槽连接的自由端,轴和孔之间存在10 mm的间隙,这个间隙造成筒体的振动,这个振动会传导到筒体的另一端,恶化了固定端焊缝的受力状况,焊缝在长期的周期性应力作用下会产生疲劳,疲劳作用会大大降低焊缝的抗拉强度;转向辊的工作环境温度在200℃~300℃左右,长期在这个温度环境下工作,焊缝特别是不锈钢焊条焊缝会产生蠕变,也会降低焊缝的强度。四个焊缝的焊接质量不会完全相同,在某个强度较低或受力最大的点如焊缝的焊趾首先出现微裂纹,这个微裂纹在周期性应力作用下,会逐渐扩展,如下图10所示;四个焊缝焊趾有一个焊缝焊趾开裂,起不到承载应力的作用,全部应力就会加到其它三个焊缝焊趾的上面,恶化了其余三个焊缝焊趾的受力状况,加速了其余三个焊趾的开裂,如果余下的三个焊趾有一个焊缝中存在问题,就会先期开裂。余下的焊趾受力状况会进一步恶化。如此,四个焊趾会先后都开裂,并扩展一直到焊缝的根部。
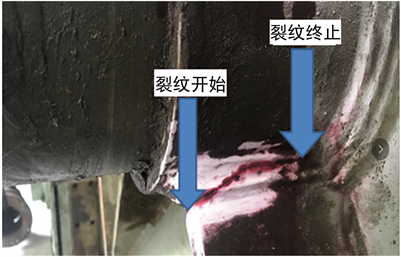
Figure 10. Initiation and propagation of weld crack on fixed end shaft and rib plate
图10. 固定端轴和筋板焊缝裂纹的萌生及其扩展
4. 结论
1) 对气冷转向辊进行整体着色探伤和目测检测,转向辊的失效之处有二处,一是自由端键槽连接处轴和轴套内孔之间产生了约10 mm的间隙,二是固定端轴与筋板的焊接焊缝开裂;
2) 自由端键槽连接处轴和轴套内孔之间大间隙形成的原因是:由于轴和轴套内孔之间采用的键槽连接方式,在转向辊启动和停止的时候,轴和轴套内孔之间会有相对移动,使得轴和轴套内孔之间产生摩擦并带来磨损,在长时间的工作过程中,轴和孔的这种摩擦和磨损就一直存在,轴和孔之间的间隙就会逐渐加大;
3) 固定端轴与筋板的焊缝开裂的原因主要是:自由端轴和轴套内孔之间存在的大间隙,会造成轴套所连接的筒体在转动过程中产生剧烈的上下振动,振动会传导到筒体的固定端,恶化了固定端轴和筋板焊缝的受力状况,固定端连接的四个焊缝会逐个开裂而失效。