
 E-mail Alert
E-mail Alert RSS
RSS
Ultra-precision grinding and polishing processing technology research and equipment development
-
摘要:
在深入实施“中国制造2025”的契机下,我国的超精密加工领域突破了许多关键瓶颈技术,并取得了众多显著的科研成果,建设了一批高水平超精密加工技术创新平台、人才成长平台和应用示范基地,开创了一条我国超精密产业的自主创新发展之路,解决了该领域一些相对应的技术难关。本文主要介绍了厦门大学精密工程实验室在光学超精密加工技术与装备方面的研究进展,围绕大口径光学非球面元件的磨削与抛光加工,阐述课题组研发的加工工艺、磨削与抛光装备、装备监控与控制软件以及相关单元技术。这些研究成果可为实现高端光学元件的超精密加工提供制造加工技术支持与装备解决方案。
Abstract:Under the opportunity of "Made in China 2025", in the field of ultra-precision, China has broken through many key bottleneck technologies, achieved many remarkable scientific research results, built a number of high-level ultra-precision processing technology innovation platforms, talent growth platforms and application demonstration bases, and created an independent ultra-precision industry in China. This paper mainly introduces the research progress of optical ultra-precision processing technology and equipment in the Precision Engineering Laboratory of Xiamen University. Focusing on the grinding and polishing processing of large-diameter optical aspherical components, the processing technology, grinding and polishing equipment, equipment monitoring and control software and related unit technologies developed by the group are described. These research results can provide manufacturing and processing technology support and equipment solutions for the ultra-precision processing of high-end optical components.
-
Overview: Driven by the rapid development of national optical projects such as laser nuclear fusion and aerospace telescopes, as well as high-end civilian fields such as advanced instruments and optical lenses, the requirements for full-frequency domain processing errors and surfaces of optical components are becoming more and more stringent. At this stage, the optical components generally need to go through rough grinding, fine grinding, polishing and coating, and other processes, and their surface quality mainly depends on the defect removal ability and error control level of the polishing process. Whether the fine grinding process can obtain better surface shape accuracy and low surface/subsurface damage suppression determines the processing efficiency, and the ultra-precision processing manufacturing equipment is the premise of the realization of ultra-precision machining of the optical components. So far, all countries in the world have invested in the research and development of optical ultra-precision grinding and polishing technology, and have developed more relatively mature high-precision grinding and polishing equipment, which can better meet the processing needs of most of the current optical components. For the core equipment and key technologies required for ultra-precision manufacturing, China has long relied on imports. In order to break through the bottleneck restricting the development of ultra-precision technology in China at this stage, under the traction and drive of the national large-scale engineering project, China has made remarkable progress in optical ultra-precision manufacturing equipment and technology. However, for the optical ultra-precision technology and equipment, there is still a certain gap between China and the international advanced level, and it is necessary to continue to strengthen the research. In addition to the high-end grinding and polishing equipment necessary for the ultra-precision machining of optical components, it is also necessary to strengthen the technical level of a series of key supporting units, such as ultra-precision grinding and polishing processing technology, high-end key functional components, intelligent monitoring technology of processing environment, efficient ultra-precision machining tools, processing and inspection path planning and compensation processing strategies, computer-aided manufacturing and testing software, etc. The research, development, and application of these technologies are related to the development of high-end manufacturing in the civilian fields and national defense fields, and are also the focus of the country. This paper mainly focuses on the ultra-precision machining of large-diameter optical aspherical components. Starting from the grinding and polishing process route, this paper introduces the long-term research progress of the Precision Engineering Laboratory of Xiamen University in the field of large-diameter optical aspherical component processing, and introduces in detail the technical and system achievements such as ultra-precision grinding and polishing equipment, robot-assisted grinding and polishing, equipment intelligent monitoring system, processing technology and control software.
-

-
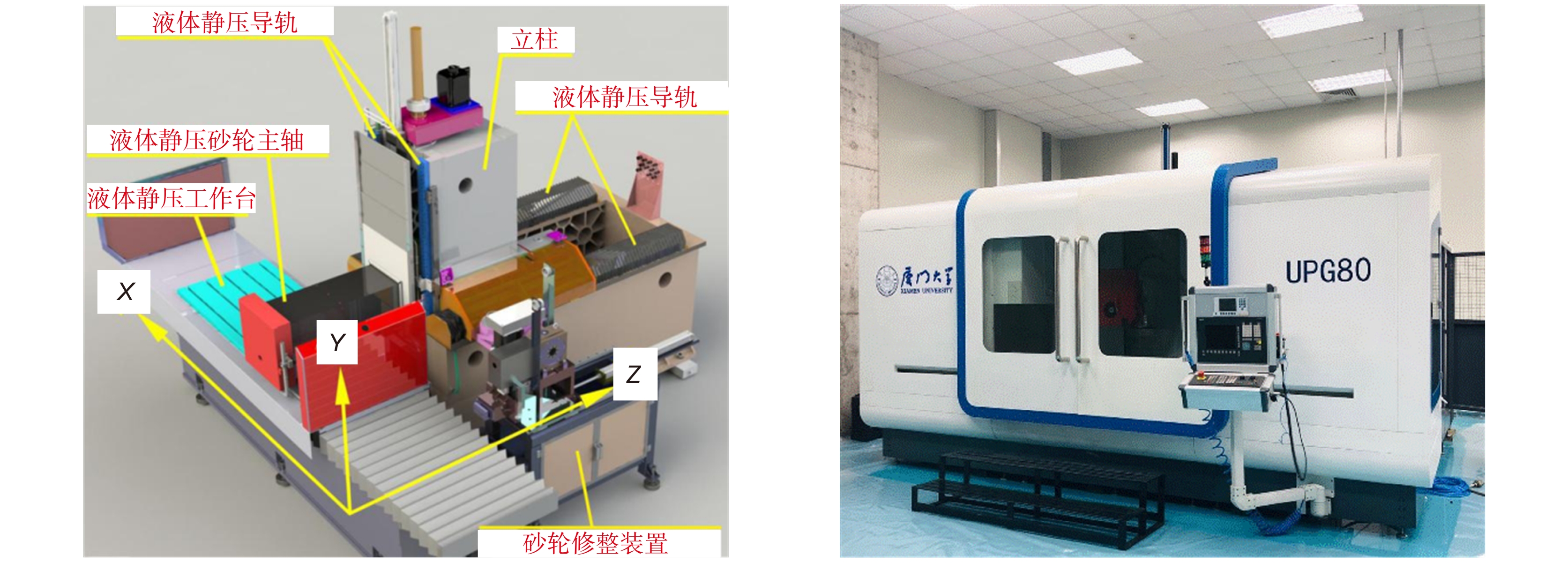
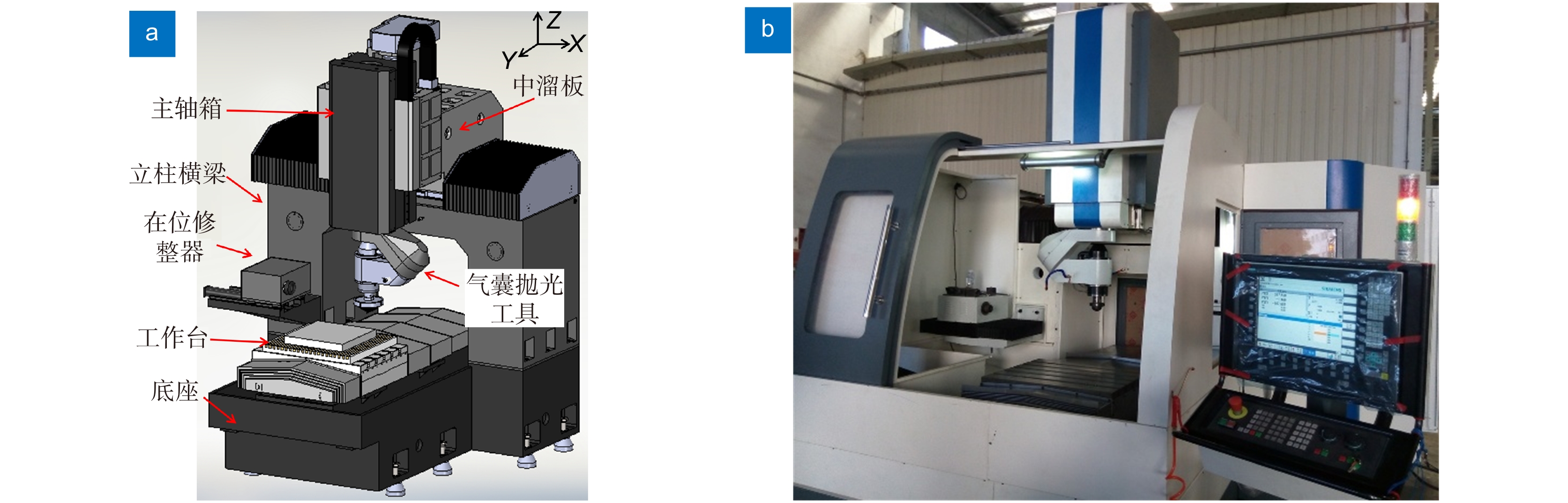
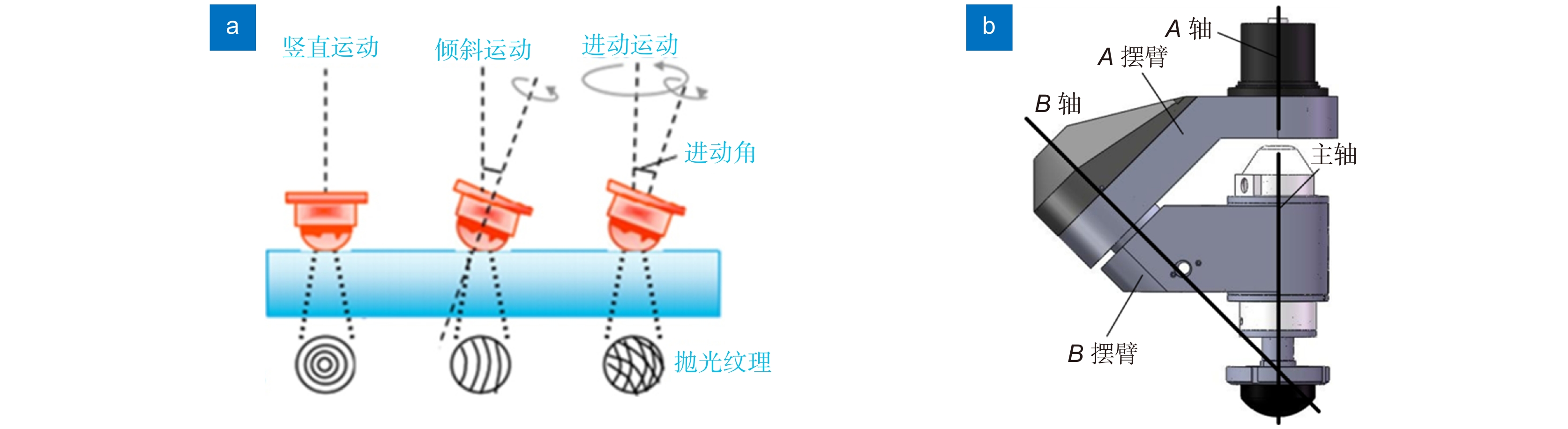
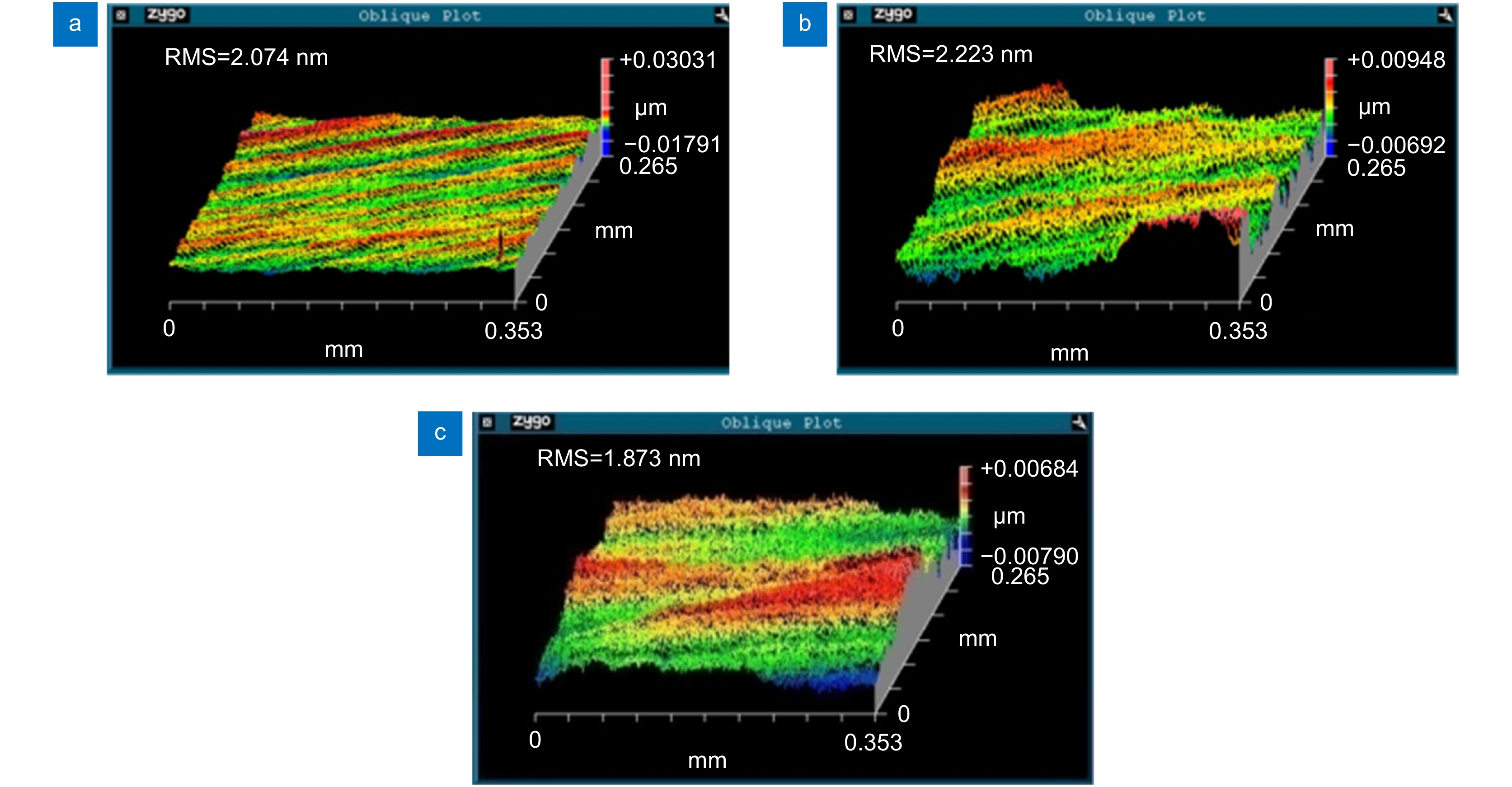
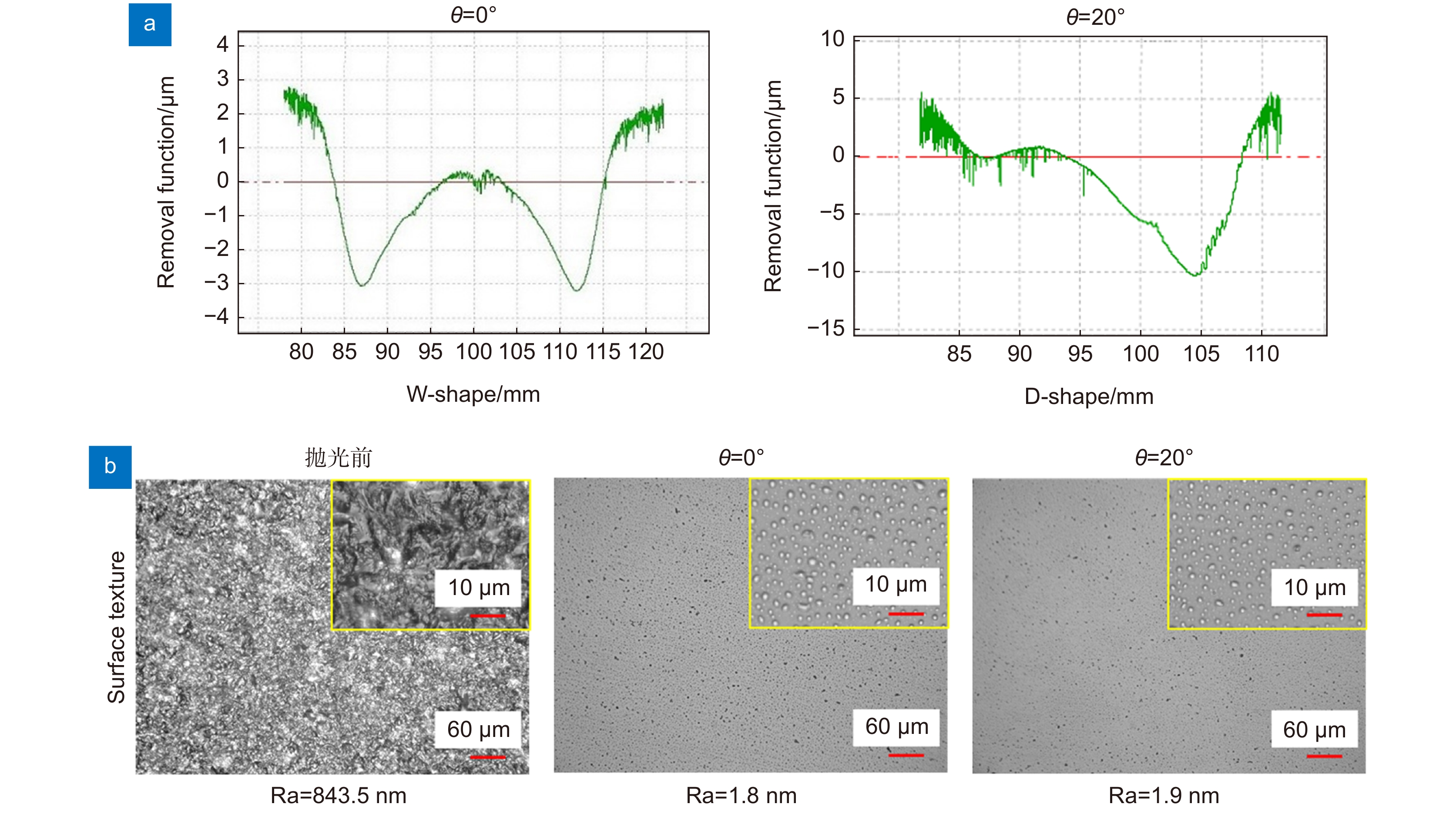
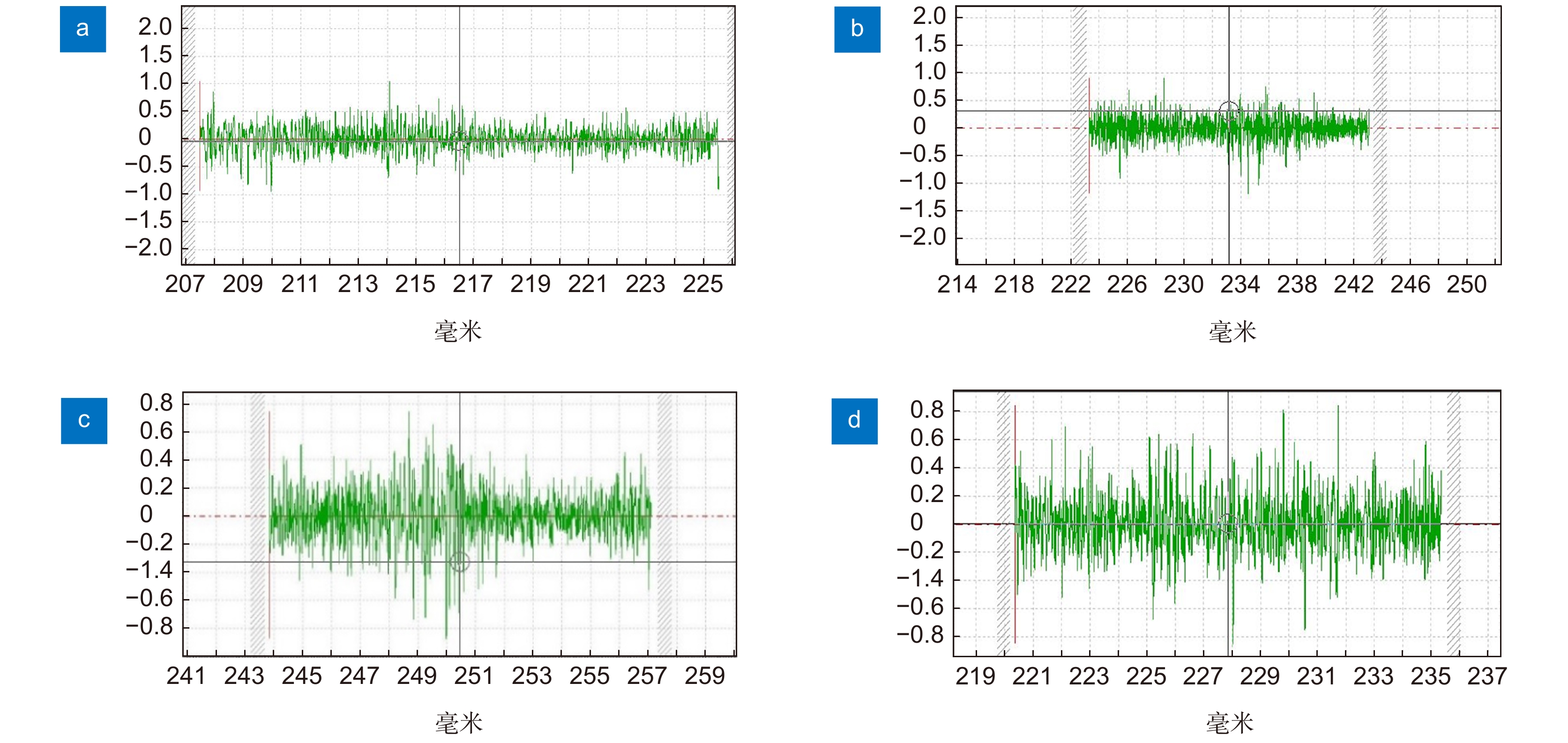
图 15 变化压力与稳定压力下的表面加工质量。(a) 压力10 N;(b) 压力15 N;(c) 压力20 N;(d) 10 N稳定压力下的表面加工质量
Figure 15. Surface finishing quality under varying pressure and steady pressure. (a) Pressure 10 N; (b) Pressure 15 N; (c) Pressure 20 N; (d) Surface machining quality at 10 N steady pressure
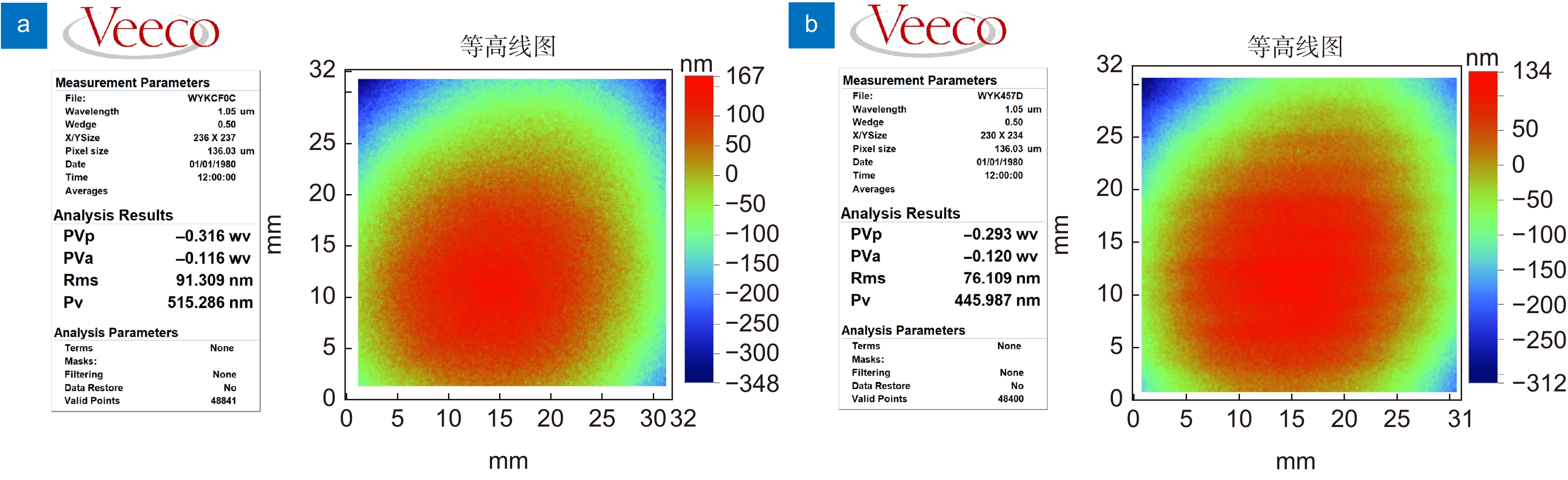
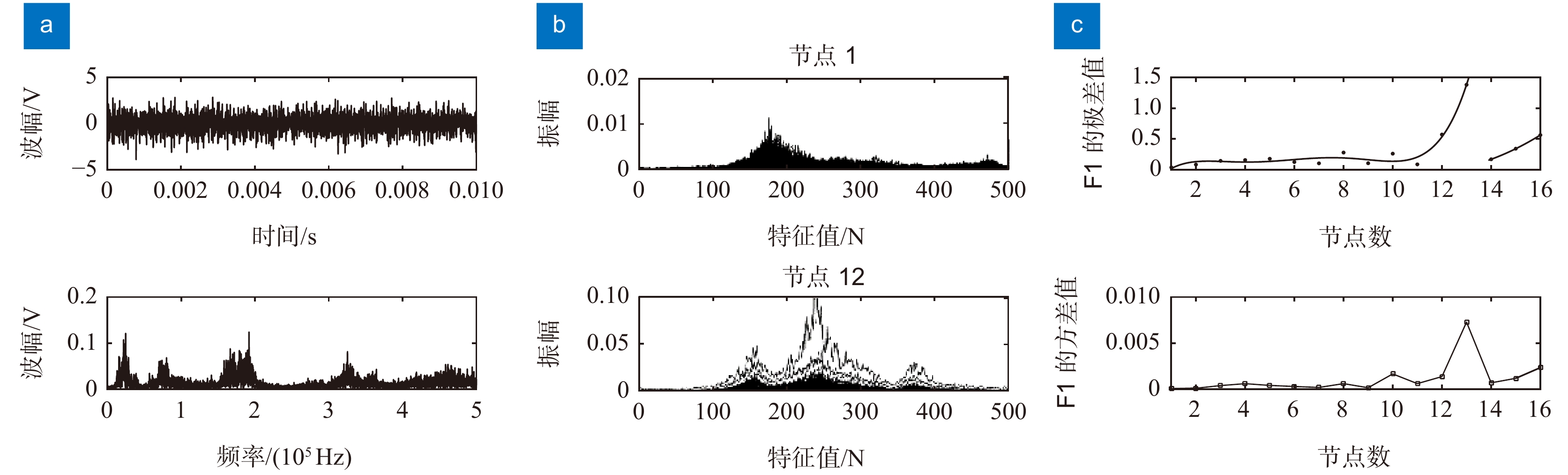
图 22 砂轮磨削性能在线评估[29]。 (a) 声发射波形和频谱; (b) 部分节点各样本低频段能量占比;(c) 主特征表征砂轮磨削性能退化曲线
Figure 22. Online evaluation of the grinding performance of grinding wheel[29]. (a) Acoustic emission waveform and spectrum; (b) Proportion of the low-frequency energy in samples of some nodes; (c) Main features represent grinding performance degradation curve of grinding wheel

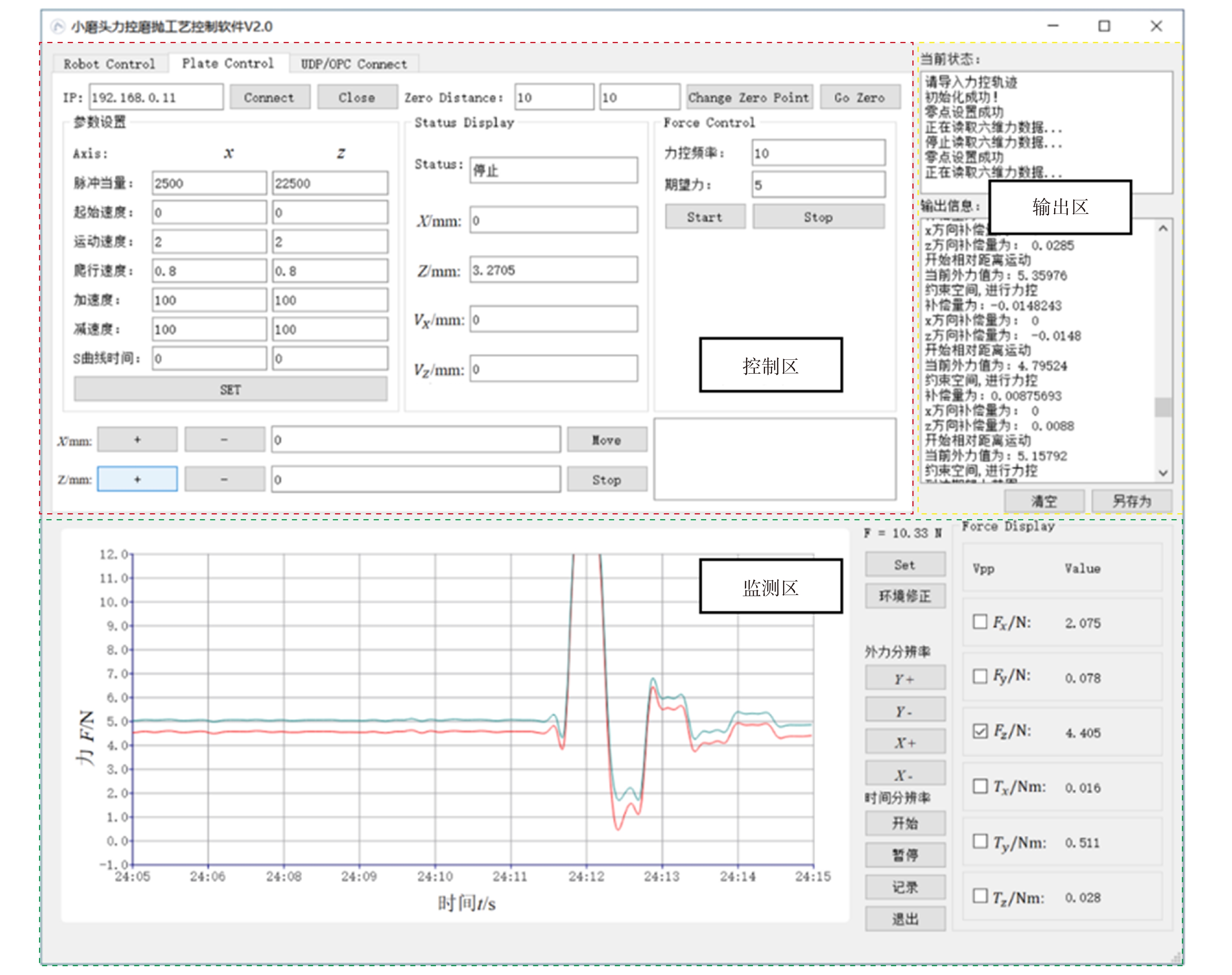
图 24 五轴高效气囊抛光控制系统。(a) 控制软件主界面;(b) 平面保形抛光;(c) 非球面修正抛光
Figure 24. 5 axis high efficiency bonnet polishing control system. (a) Main interface of the control software; (b) Plane conformal polishing; (c) Aspheric correction polishing
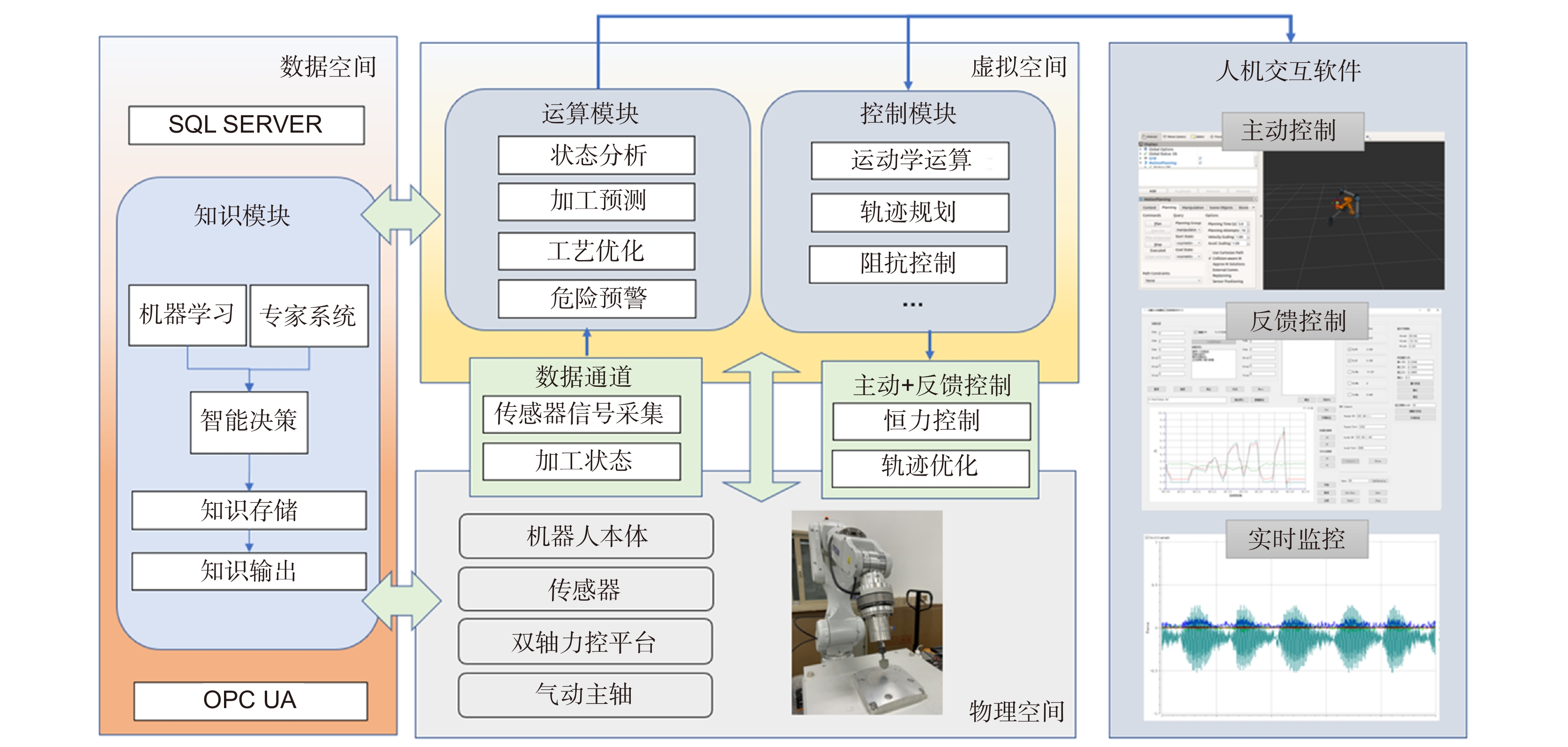
图 25 智能机器人辅助磨抛数字孪生系统框图
Figure 25. Block diagram of the intelligent robot assisted grinding and polishing digital twin system
表 1 大口径精密磨床UPG80技术指标
Table 1. Technical specifications of the large diameter precision grinding machine UPG80
技术指标 参数 可磨削的最大工件尺寸 1300 mm×750 mm×550 mm 工作台承重 1500 kg 数控系统分辨率 0.1 μm X/Y/Z轴定位精度 ≤2 μm/300 mm X/Y/Z轴重复定位精度 ≤1 μm/300 mm  下载: 导出CSV
下载: 导出CSV
表 2 抛光参数
Table 2. Polishing parameters
垂直抛光(θ=0°) 倾斜抛光(θ=20°) 电机1转速(r/min) 500 714 电机2转速/(r/min) 500 350 电机3转速/(r/min) 500 350 球旋转速度/(r/min) 481 482 抛光时间/s 200 500
下载: 导出CSV
-
[1] 袁巨龙, 张飞虎, 戴一帆, 等. 超精密加工领域科学技术发展研究[J]. 机械工程学报, 2010, 46(15): 161−177. doi: 10.3901/JME.2010.15.161
Yuan J L, Zhang F H, Dai Y F, et al. Development research of science and technologies in ultra-precision machining field[J]. J Mech Eng, 2010, 46(15): 161−177. doi: 10.3901/JME.2010.15.161
[2] 王卓, 吴宇列, 戴一帆, 等. 光学材料抛光亚表面损伤检测及材料去除机理[J]. 国防科技大学学报, 2009, 31(2): 107−111. doi: 10.3969/j.issn.1001-2486.2009.02.023
Wang Z, Wu Y L, Dai Y F, et al. Detection of subsurface damage and material removal mechanism in optical polishing process[J]. J Natl Univ Def. Technol, 2009, 31(2): 107−111. doi: 10.3969/j.issn.1001-2486.2009.02.023
[3] Tonnellier X, Morantz P, Shore P, et al. Precision grinding for rapid fabrication of segments for extremely large telescopes using the Cranfield BoX[J]. Proc SPIE, 2010, 7739: 773905. doi: 10.1117/12.858806
[4] Luo X C, Cheng K, Webb D, et al. Design of ultraprecision machine tools with applications to manufacture of miniature and micro components[J]. J Mater Process Technol, 2005, 167(2–3): 515−528. doi: 10.1016/j.jmatprotec.2005.05.050
[5] Ruckman J L, Fess E M, Pollicove H M. Deterministic processes for manufacturing conformal (freeform) optical surfaces[J]. Proc SPIE, 2001, 4375: 108−113. doi: 10.1117/12.439166
[6] Jones R A. Fabrication using the computer controlled polisher[J]. Appl Opt, 1978, 17(12): 1889−1892. doi: 10.1364/AO.17.001889
[7] Hull T, Hartmann P, Clarkson A R, et al. Lightweight high-performance 1–4 meter class spaceborne mirrors: emerging technology for demanding spaceborne requirements[J]. Proc SPIE, 2010, 7739: 77390C. doi: 10.1117/12.857900
[8] Geyl R. From VLT to GTC and the ELTs[J]. Proc SPIE, 2005, 5965: 59650P. doi: 10.1117/12.627677
[9] 朱祥龙, 康仁科. 300 mm硅片超精密磨床设计与开发[J]. 机械工程学报, 2013, 49(4): 192.
Zhu X L, Kang R K. Design and development of 300 mm silicon wafer ultra-precision grinding machine[J]. J Mech Eng, 2013, 49(4): 192.
[10] 牛玉杰. 单晶硅曲面镜低损伤精密磨削及检测技术研究[D]. 长沙: 国防科学技术大学, 2015: 40–52.
Niu Y J. Research on precision grinding and measurement technique for low subsurface damage of monocrystalline silicon curved optics[D]. Changsha: National University of Defense Technology, 2015: 40–52.
[11] Shi C C, Wang Z Z, Peng Y F, et al. Quasi-static kinematics model for motion errors of closed hydrostatic guideways in ultra-precision machining[J]. Precis Eng, 2021, 71: 90−102. doi: 10.1016/j.precisioneng.2021.03.004
[12] 林晓辉, 王振忠, 郭隐彪, 等. 光学非球面磨削中的圆弧砂轮修整误差分析[J]. 兵工学报, 2013, 34(1): 60−65. doi: 10.3969/j.issn.1000-1093.2013.01.011
Lin X H, Wang Z Z, Guo Y B, et al. Truing error analysis of arc wheel in optical aspheric grinding[J]. Acta Armam, 2013, 34(1): 60−65. doi: 10.3969/j.issn.1000-1093.2013.01.011
[13] Chang X L, Wu H Y, Peng Y F. Research on the 2-axis cup-wheel dressing technology of arc-diamond grinding wheel[J]. Proc SPIE, 2014, 9281: 92811X. doi: 10.1117/12.2067889
[14] 郭隐彪, 杨炜, 王振忠, 等. 大口径光学元件超精密加工技术与应用[J]. 机械工程学报, 2013, 49(19): 171−178. doi: 10.3901/JME.2013.19.171
Guo Y B, Yang W, Wang Z Z, et al. Technology and application of ultra-precision machining for large size optic[J]. J Mech Eng, 2013, 49(19): 171−178. doi: 10.3901/JME.2013.19.171
[15] 樊非, 徐曦, 许乔, 等. 大口径强激光光学元件超精密制造技术研究进展[J]. 光电工程, 2020, 47(8): 200135. doi: 10.12086/oee.2020.200135
Fan F, Xu X, Xu Q, et al. Progress on ultra precision manufacturing technology of large-aperture high-power laser optics[J]. Opto-Electron Eng, 2020, 47(8): 200135. doi: 10.12086/oee.2020.200135
[16] 肖道林, 张超, 房博文, 等. 液体静压导轨技术分析[J]. 机电信息, 2021(20): 51−52. doi: 10.3969/j.issn.1671-0797.2021.20.020.
Xiao D L, Zhang C, Fang B W, et al. Analysis of liquid hydrostatic guide technology[J]. Mech Electr Inform, 2021(20): 51−52. doi: 10.3969/j.issn.1671-0797.2021.20.020.
[17] 施晨淳, 王振忠, 彭云峰, 等. PM流量控制器参数对液体静压导轨运动精度影响的研究[J]. 机械工程学报, 2020, 56(1): 157−165. doi: 10.3901/JME.2020.01.157
Shi C C, Wang Z Z, Peng Y F, et al. Influence of PM controller parameters on motion accuracy of hydrostatic guideways[J]. J Mech Eng, 2020, 56(1): 157−165. doi: 10.3901/JME.2020.01.157
[18] Bingham R G, Walker D D, Kim D H, et al. Novel automated process for aspheric surfaces[J]. Proc SPIE, 2000, 4093: 445−450. doi: 10.1117/12.405237
[19] 郭隐彪, 彭云峰, 王振忠, 等. 大口径光学元件的精密磨抛与检测装备开发及应用[J]. 航空制造技术, 2018, 61(6): 26−35. doi: 10.16080/j.issn1671-833x.2018.06.026
Guo Y B, Peng Y F, Wang Z Z, et al. Development and application of precision grinding/polishing and measurement equipment for large-size optical components[J]. Aeronaut Manuf Technol, 2018, 61(6): 26−35. doi: 10.16080/j.issn1671-833x.2018.06.026
[20] 王春锦. 大口径光学元件的半柔性气囊高效抛光技术研究[D]. 厦门: 厦门大学, 2015: 109–142.
Wang C J. Research on efficient polishing technology of semi-flexible airbags for large-diameter optical components[D]. Xiamen: Xiamen University, 2015: 109–142.
[21] Peng Y F, Li C L, Shen B Y, et al. Sphere precessions polishing method[J]. Opt Eng, 2021, 60(6): 064108. doi: 10.1117/1.OE.60.6.064108
[22] 王竞航, 彭云峰. 基于环境模型优化的机器人磨抛阻抗控制[J]. 金刚石与磨料磨具工程, 2021, 41(6): 12−17. doi: 10.13394/j.cnki.jgszz.2021.6.0003
Wang J H, Peng Y F. Robot grinding and polishing impedance control based on environmental model optimization[J]. Diamond Abras Eng, 2021, 41(6): 12−17. doi: 10.13394/j.cnki.jgszz.2021.6.0003
[23] Hogan N. Impedance control: an approach to manipulation[C]//1984 American Control Conference, 1984. https://doi.org/10.23919/ACC.1984.4788393.
[24] 黄雪鹏. SiC元件机器人气囊抛光材料去除机理及工艺优化研究[D]. 厦门: 厦门大学, 2021: 51–65.
Huang X P. Study on the removal mechanism and process optimization of robotic airbag polishing material for SiC components[D]. Xiamen: Xiamen University, 2021: 51–65.
[25] 林泽文. 光学元件机器人气囊抛光技术及工艺研究[D]. 厦门: 厦门大学, 2020: 15–34.
Lin Z W. Research on bonnet polishing technology and process with industrial robot for optics[D]. Xiamen: Xiamen University, 2020: 15–34.
[26] 林泽文, 王振忠, 黄雪鹏, 等. 机器人气囊抛光去除函数稳定性分析[J]. 强激光与粒子束, 2021, 33(5): 051002. doi: 10.11884/HPLPB202133.200293
Lin Z W, Wang Z Z, Huang X P, et al. Influence of robotic structural deformation on bonnet polishing removal function[J]. High Power Laser Part Beams, 2021, 33(5): 051002. doi: 10.11884/HPLPB202133.200293
[27] 汤期林, 彭云峰, 童雅芳, 等. 超精密磨床多信号监测系统的设计与实现[J]. 组合机床与自动化加工技术, 2019(2): 72−75. doi: 10.13462/j.cnki.mmtamt.2019.02.019
Tang Q L, Peng Y F, Tong Y F, et al. Design and implementation of multi signal monitoring system for ultra precision grinding machine[J]. Modular Mach Tool Autom Manuf Tech, 2019(2): 72−75. doi: 10.13462/j.cnki.mmtamt.2019.02.019
[28] 毕果, 汤期林, 王振忠, 等. 精密磨削机床智能监测系统开发与应用[J]. 航空制造技术, 2019, 62(6): 32−40. doi: 10.16080/j.issn1671-833x.2019.06.032
Bi G, Tang Q L, Wang Z Z, et al. Design and implementation of multi signal monitoring system for Ultra Precision grinding machine[J]. Aeronaut Manuf Technol, 2019, 62(6): 32−40. doi: 10.16080/j.issn1671-833x.2019.06.032
[29] 毕果, 王惠雪, 周炼, 等. 金刚石砂轮磨削性能退化评估[J]. 光学 精密工程, 2019, 27(7): 1508−1515. doi: 10.3788/OPE.20192707.1508
Bi G, Wang H X, Zhou L, et al. Gringing performance degradation of diamond wheel[J]. Opt Precis Eng, 2019, 27(7): 1508−1515. doi: 10.3788/OPE.20192707.1508
[30] 苏史博, 毕果, 郑守红, 等. 基于LSTM和声发射的金刚石砂轮磨损状态识别[J]. 组合机床与自动化加工技术, 2021(8): 169−172. doi: 10.13462/j.cnki.mmtamt.2021.08.041
Su S B, Bi G, Zheng S H, et al. Identification of wear status of diamond grinding wheel based on LSTM and acoustic emission[J]. Mod Mach Tool Autom Manuf Tech, 2021(8): 169−172. doi: 10.13462/j.cnki.mmtamt.2021.08.041
[31] Bi G, Zheng S H, Zhou L. Online monitoring of diamond grinding wheel wear based on linear discriminant analysis[J]. Int J Adv Manuf Technol, 2021, 115(7–8): 2111−2124. doi: 10.1007/s00170-021-07190-4
-
 点击扫一扫
点击扫一扫
图(27)
表(2)
计量
- 文章访问数: 4446
- PDF下载数: 2194
- 施引文献: 0


