
Abstract
Background
Electrospinning is a process of electrostatic fiber formation using electrical forces to produce polymer fibers from polymer solution in nano/micrometer scale diameters. Various polymers have been successfully electrospun into ultrafine particles and fibers in recent years, mostly in solvent solution and some in melt form. In this work, electrospinning was conducted under high-pressure carbon dioxide (CO2) to reduce the viscosity of polymer solution. The experiments were conducted at 313 K and approximately 8.0 MPa. Polyvinylpyrrolidone in dichloromethane was used as a polymer solution with 4 wt.% of concentration. The applied voltage was 17 kV, and the distance of nozzle and collector was 8 cm. The morphology and structure of the fibers produced were observed by scanning electron microscopy.
Results
When the CO2 pressure was 5 MPa, the resultant fibers had an average diameter of 2.28 ± 0.38 to 4.93 ± 1.02 μm. The ribbon-like morphology was formed with increasing pressure of CO2 at 8 MPa with a tip 0.75-mm inside diameter.
Conclusions
The results show that the depressurization of CO2 at the end of experiment assists the removal process of the polymer solvent and produces the porous nature of fibers without collapsing or foaming. These behaviors hold the potential to considerably improve devolatilization electrospinning processes.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Background
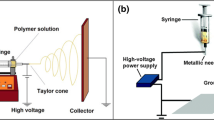
Electrospinning is an interesting process for producing nonwoven fibers from polymer with average diameters in the range of nano- to micrometers [1–5]. This process utilizes a high-voltage source to inject charge of a certain polarity into a polymer solution, which is then accelerated toward a collector of opposite polarity. The ease of electrospinning has proven to be a relatively simple and versatile method for forming nonwoven fibrous mats. However, there are a number of processing parameters that can greatly influence the properties of the generated fibers, such as viscoelastic force and surface tension, which have been found to depend on solution concentration [6–9], gravitational force which is dependent on solution density, and electrostatic force which has been found to depend on the applied electrostatic field and conductivity of the solution [8, 9]. Additionally, temperature, humidity, and airflow in the electrospinning chamber also affect the result of the electrospinning process [10, 11].
Supercritical fluid can be defined as a substance for which both pressure and temperature are above the critical point. The special combination of gas-like viscosity and liquid-like density of a supercritical fluid makes it an excellent solvent for various applications. Supercritical fluids have been used successfully as solvents, anti-solvents, or plasticizers in polymer processing, e.g., polymer modification, polymer composites, polymer blending, microcellular foaming, particle production, and in polymer synthesis [8, 9, 12–16]. Carbon dioxide (CO2) is the most commonly used supercritical fluid because of its low critical temperature (Tc = 304 K) and pressure (Pc = 7.38 MPa), low toxicity, and high purity at a low cost. It was a good solvent for many nonpolar compounds and polymers. Its solvent power depends on temperature and pressure and also on weak interactions with the chain groups in the polymer. Furthermore, it is nonflammable, and its use does not contribute to the net global warming effect. Being a gas under ambient conditions favors its easy removal from polymeric products, thus saving costs on other secondary operations such as drying and solvent removal.
In this work, the application of high-pressure CO2 as an electrospinning processing aid to produce fibers with various morphologies was conducted. Polyvinylpyrrolidone (PVP) has been chosen as a starting material because it was soluble in water and other polar solvents. In solution, it has excellent wetting properties and readily forms films. This makes it good as a coating or an additive to coatings. Recently, it was used for improving the dissolution rates of poorly water-soluble drugs in pharmaceutical technologies [15]. Shen et al. [17] introduced the application of CO2 as an electrospinning processing aid at near-critical point to create fibers polymer. They used 6.5 wt.% PVP in dichloromethane (DCM) as a polymer solution feed with 20 kV of peak voltage applied. At 3.45, 4.96, and 5.10 MPa, the fibers spun which had porous internal structure with a coherent external skin have produced clearly. Similar experiments with 6.5 wt.% PVP in DCM in supercritical CO2 resulted also in fibers spun with porous internal structure [18]. Liu et al. [18] concluded that the fibers created with a 2.5-cm distance from the nozzle to the collector had a much different morphology than the fibers obtained with three times longer nozzle-to-collector distance (8.5 cm) which housed in a nonconductive polyether ether ketone (PEEK) tube (6.35-cm inside diameter (ID), 7.62-cm outside diameter (OD), ±400-ml volume). They reported also that the polymer jet experiences longer flight times due to the longer nozzle-to-collector distance, which allows more time for the fibers to stretch and elongate before depositing on the collector. However, polymer solutions containing CO2 exhibit extremely complex phase-equilibrium behaviors due to the large differences among the physical properties of the polymer, solvent, and CO2; these induce complicated physicochemical interactions in polymer solutions containing CO2[16]. Therefore, it is not easy to predict the fiber formation mechanisms at these conditions.
Methods
Figure 1 shows our apparatus for electrospinning under high-pressure CO2. The main apparatus consisted of a nonconductive PEEK (6.00-cm ID, 15.00-cm OD, ±565-ml volume) autoclave including cartridge heaters coupled with an electric fan, a high-voltage power supply, a high-pressure pump, a high-pressure syringe pump, a back-pressure regulator, and a stainless steel syringe with a volume of 8 ml. Before starting electrospinning experiments, the PEEK vessel was heated to around the desired temperature of 313 K (in fact, the temperature range was from 311 to 319 K). After the desired temperature was reached, CO2 was pumped into the PEEK vessel through the PEEK capillary tube to desired pressures (5 and 8 MPa). The polymer solution was injected into the PEEK vessel when the desired conditions were reached. The high-pressure stainless steel syringe placed in the high-pressure syringe pump was used to inject the polymer solution via the PEEK capillary tube with a 0.5-mm ID; the polymer solution flow rate was 0.05 ml/min. At the same time, a high-voltage power supply was applied to generate electrostatic force (17 kV). This apparatus transferred the polymer solution and CO2 separately through the nozzles placed in the stainless steel flange (anode electrode), whose diameters were 0.25 to 0.75 mm and 3.175 mm, respectively. The morphologies of the electrospun fibers were observed using a scanning electron microscope (SEM) (JSM-6390LV, JEOL Ltd., Akishima, Tokyo, Japan), and the fiber diameter was measured from the SEM image using an image-analyzer software (Image J 1.42).

Schematic diagram of the electrospinning system under high-pressure CO 2 . (1) High-pressure syringe pump, (2) high-pressure pump, (3) PEEK autoclave inclusive heater, (4) nozzle, 5) fiber collector, (6) high-voltage power supply, (7) BPR, (8) CO2 cylinder, (9). chiller, (10) heat exchanger, (11) needle valve, (12) temperature monitor, and (13) pressure monitor.
Results and discussion
Figure 2a,b shows pictures of the fibers obtained when electrospinning was conducted at room temperature and under pressurized CO2, respectively. One of the challenges faced when applying electrospinning fiber formation to the surface of a collector is solvent evaporation. In this case, DCM as a polymer solvent was removed before the solution achieved the target within the short distance between the tip and collector. This is apparent in images of fibers produced by electrospinning without and with pressurized CO2. At room temperature, the fibers have been generated clearly; however, the polymer solvent seems clear, resulting in the wet appearance of the fibers obtained. It indicates that the evaporation process of polymer solvent was slow. On the contrary, the fibers produced under pressurized CO2 were dry, with no remaining apparent polymer solvent; this indicates that CO2 may assist the evaporation process of the polymer solvent by depressurization at the end of the experiment, allowing the evaporation of the polymer solvent to occur more quickly. These results also showed that the use of supercritical CO2 as a polymer synthesis solvent provides several important issues, such as solubility and drying. Because the solubility of a supercritical solvent, such as CO2, can be tuned by controlling the temperature and pressure, it is possible to form fibers within a thermodynamic window where the polymer has been softened, but not dissolved. As a result, CO2 at supercritical conditions may reduce the polymer viscosity at much lower temperatures than are necessary when using melt processing [19]. As an advantage, the fibers’ product can be isolated from the reaction media (supercritical CO2) by simple depressurization, resulting in a dry polymer product. Figure 3 depicted the phase compositions for the system CO2 and DCM at 308.2, 318.2, and 328.2 K that were plotted directly from Tsivintzelis’ data [20]. From this figure, it could be seen that the CO2 apparently had sufficient affinity to carry a portion of the DCM. As the pressure of the CO2 was increased, the amount of displaced DCM also increased. This is, of course, a beneficial effect in terms of removing the solvent from the polymer.

Pictures of fibers obtained (a) without and (b) with pressurized CO 2 at 5 MPa.

Phase compositions for the system CO 2 and DCM. Temperatures were at 308.2, 318.2, and 328.2 K (x, liquid fraction; y, vapor phase).
Compared with another polymeric nanofiber technique, such as drawing, template synthesis, phase separation, and self-assembly, electrospinning is a unique process that is capable of producing fibers with diameters ranging over several orders of magnitude, from the micrometer range typical of conventional fibers to the nanometer range. Despite the simplicity of electrospinning, the hydrostatic pressure in the capillary tube, the distance between the tip and the collector, the feed rate, and the size of the nozzle had high influence on the fiber structure and morphology of electrospun fibers associated with the electrospinning process. Figure 4 shows SEM images of PVP fibers electrospun from a polymer concentration of 4 wt.% with different IDs of the tip in a range from 0.25 to 0.75 mm. These images clearly depicted that there was no correlation between the tip diameter used and the average fiber diameter obtained in the solution electrospinning process, but a broader range of fiber diameter was obtained with a bigger needle diameter. These results indicate that the ID of the tip has a certain effect on the electrospinning process. Using the Image J 1.42 tool, from each image, at least 200 different fibers were randomly selected, and their diameters were measured to generate an average fiber diameter. Figure 5 shows the use of a tip with 0.75-mm ID yielded fibers with an average diameter of 4.11 ± 2.00 μm; a tip with 0.5-mm ID afforded an average diameter of 4.93 ± 1.02 μm, and a tip with a 0.25-mm ID resulted in an average diameter of 2.28 ± 0.38 μm. Like many other electrospinning parameters, the effect of the tip diameter on the fiber diameter is not absolute. Increase in the tip diameter was found to directly increase the fiber diameter, and fibers would easily split when they have big tip diameters [21, 22]. However, Mo et al. [23] reported that a smaller internal tip diameter was found to reduce the clogging as well as the amount of beads on the electrospun fibers, and too big a tip size of internal diameter has been found to cause the blocking of nozzles and occurrence of beads. The reduction in the clogging could be due to less exposure of the solution to the CO2 atmosphere during electrospinning. Therefore, the decrease in the internal diameter of the tip might cause a reduction in the diameter of the electrospun fibers. Finally, when the smaller tip diameter (0.25 mm) was used, good results were achieved. This means that a smaller tip diameter might decrease the polydispersity of the fiber diameters at these conditions.

SEM images of fibers obtained under pressurized CO 2 at 5.0 MPa. It is with a power supply of 17 kV at various tip diameters. Tip diameter = (a) 0.25 mm, (b) 0.50 mm, and (c) 0.75 mm.

Diameter distribution of fibers. They are fabricated at 5 MPa and 17 kV of applied voltage with different tip diameters.
Figure 6 shows the morphology of the electrospun fibers obtained when the electrospinning process was performed at supercritical condition with a tip of 0.75 mm ID. Some of these fibers are cylindrical, while other fibers seem more flattened, with ribbon-like morphology. Ribbon morphology is most likely due to the collapse of rapidly solidified outer shell of electrospun jets [24]. Koombhongse et al. [24] explained that fibers in the form of ribbons with various cross sections that resulted from a thin skin formed by the rapid evaporation of the solvent. Remaining solvent escaped by diffusion through the skin. The skin had little influence during the early part of the jet path, where the jet diameter was much larger than the thickness of the skin. Another possible mechanism is non-axisymmetric jet instability originating from a perturbation of jet cross-sectional shape. Due to their irregular shape and their nonuniformity of the electrospun fibers, it is difficult to obtain a good focus on the fiber image under SEM to determine the fiber diameter. Therefore, the measurement for the size of the electrospun fibers went by their width. It should be noted that, for this particular case, the words ‘diameter’ and ‘width’ were used synonymously. Roughly, the diameter of fibers was estimated from 5 to 20 μm. When they were cut with a blade to investigate the internal fiber morphology, some of them have multiple pores. The pore sizes are estimated to be 1 to 2 μm. Porosity could possibly occur by occlusion of the solvent phase as the fibers agglomerate. Another more likely possibility is that the solvent phase forms porous regions by nucleation and growth in the polymer-rich phase as more CO2 is transferred into the fibers. The depressurization ensures that the fibers retain their porous nature without collapsing or foaming [25]. Watkins and McCarthy [26] also reported that the presence of CO2 at supercritical conditions could remove solvents from polymer blends by depressurization. They described that the infusion of CO2 into a variety of semicrystalline and glassy polymer substrates and thermally initiated radical polymerizations within the swollen substrates to generate polystyrene-substrate polymer blends. As reported by Shin et al. [27], that type of CO2 is not a good solvent to dissolve the PVP polymer. In their system (PVP + DCM + supercritical CO2), PVP was not soluble in CO2 at pressures as high as 290 MPa and at temperatures up to 480 K. On the other hand, the PVP was readily soluble in dichloromethane. In similar systems, Gokhale et al. [28] performed supercritical antisolvent for particle formation with CO2 as a medium. With infrared spectroscopy, they suggested that no significant effect on the PVP particles formed. These observations supported the results obtained, i.e., electrospun fibers which were produced by electrospinning under pressurized CO2 did not change their properties. Currently, the PEEK autoclave which attached in the electrospinning apparatus was being modified. This modification was expected to allow for the observation of the inside of the PEEK autoclave using a charge-coupled device camera and to stabilize the experiment temperature.

SEM images of PVP fibers obtained under supercritical CO 2 at 8 MPa and 320 K. Its tip diameter is 0.75 mm. Ribbon-like morphology of PVP fibers (left-side SEM) and a close-up of one of the same fibers cut open (right-side SEM).
Experimental
Polyvinylpyrrolidone (MW 1,300,000) was purchased from Sigma-Aldrich (St. Louis, MO, USA) and used as received. As a solution solvent, DCM (99.0%) was obtained from Wako Pure Chemical Industries, Ltd. (Osaka, Japan) and was used without further purification. As a polymer solution, PVP was dissolved in DCM at a concentration of 4 wt.% at room temperature. This concentration was selected based on the previous researcher’s reports [17, 18]. After the PVP had been dissolved in DCM, it was poured into a stainless steel syringe.
Conclusions
The production of PVP fibers by electrospinning at 17 kV was studied at a temperature and pressure of 313 K and approximately 8.0 MPa, respectively. At room temperature, the fibers obtained seemed wet; conversely, the fibers produced were dry with no remaining polymer solvent when electrospinning was conducted under pressurized CO2. At 5 MPa, when a smaller tip diameter (0.25-mm ID) was used, the low polydispersity of the fiber diameters was achieved with an average diameter of 2.28 ± 0.38 μm. The ribbon-like structures of PVP was formed with increasing pressure of CO2 at 8 MPa with a tip of 0.75-mm ID. The results thus show that the depressurization of CO2 at the end of experiment assists the removal process of the polymer solvent and produces the porous nature of fibers without collapsing or foaming.
References
Huang M, Zhang Y, Kotaki M, Ramakrishna S: Compos Sci Technol. 2003, 63: 2223. 10.1016/S0266-3538(03)00178-7
Ramakrishna S, Fujihara K, Teo WE, Lim TC, Ma Z: In: An introduction to electrospinning and nanofibers. Singapore: World Scientific Publishing; 2005:90.
Doshi J, Reneker DH: J Electrostat. 1995, 35: 151. 10.1016/0304-3886(95)00041-8
Casper CL, Stephens JS, Tassi NG, Bruce CD, Rabolt JF: Macromolecules. 2004, 37: 573. 10.1021/ma0351975
Theron SA, Zussman E, Yarin AL: Polymer. 2004, 45: 2017. 10.1016/j.polymer.2004.01.024
Cloupeau M, Prunet-Foch B: J Electrostatics. 1990, 25: 165. 10.1016/0304-3886(90)90025-Q
Demir MM, Yilgor I, Yilgor E, Erman B: Polymer. 2002, 43: 3303. 10.1016/S0032-3861(02)00136-2
Baumgarten PK: J Colloid and Interface Science. 1971, 36: 71. 10.1016/0021-9797(71)90241-4
Fong H, Chun I, Reneker DH: Polymer. 1999, 40: 4585. 10.1016/S0032-3861(99)00068-3
Lee JS, Choi KH, Ghim HD, Kim SS, Chun DH, Kim HY, Lyoo WS: J Appl Polym Sci. 2004, 93: 1638. 10.1002/app.20602
Wannatong L, Sirivat A, Supaphol P: Polym Int. 2004, 53: 1851. 10.1002/pi.1599
Nalawade SP, Picchioni F, Marsman JH, Janssen LPBM: J Supercritical Fluids. 2006, 36: 236. 10.1016/j.supflu.2005.06.005
Wahyudiono , Murakami K, Machmudah S, Sasaki M, Goto M: High Pressure Research An International Journal. 2012, 32: 54. 10.1080/08957959.2011.645474
Wahyudiono , Murakami K, Machmudah S, Sasaki M, Goto M: Jpn J Appl Phys. 2012, 51: 08HF07.
Ignatova M, Manolova N, Rashkov I: Eur Polym J. 2007, 43: 1112. 10.1016/j.eurpolymj.2007.01.012
Bungert B, Sadowski G, Arlt W: Ind Eng Chem Res. 1998, 37: 3208. 10.1021/ie970863+
Shen Z, Thompson BE, McHugh MA: Macromolecules. 2006, 39: 8553. 10.1021/ma062155i
Liu J, Shen Z, Lee SH, Marquez M, McHugh MA: J Supercritical Fluids. 2010, 53: 142. 10.1016/j.supflu.2010.02.016
Natalia L, Gary T: J. Supercritical Fluids. 2004, 31: 329. 10.1016/j.supflu.2003.12.008
Tsivintzelis I, Missopolinou D, Kalogiannis K, Panayiotou C: Fluid Phase Equilibria. 2004, 224: 89. 10.1016/j.fluid.2004.06.046
Zhao SL, Wu XH, Wang LG, Huang Y: J Appl Polym Sci. 2004, 91: 242. 10.1002/app.13196
Zeng J, Chen X, Xu X, Liang Q, Bian X, Yang L, Jing X: J Appl Polym Sci. 2003, 89: 1085. 10.1002/app.12260
Mo XM, Xu CY, Kotaki M, Ramakrishna S: Biomaterials. 2004, 25: 1883. 10.1016/j.biomaterials.2003.08.042
Koombhongse S, Liu W, Reneker DH: J Polymer Science Part B. 2001, 39: 2598. 10.1002/polb.10015
Dixon DJ, Bodmeier RA, Johnston KP: AIChE J. 1993, 39: 127. 10.1002/aic.690390113
Watkins JJ, McCarthy TJ: Macromolecules. 1994, 27: 4845. 10.1021/ma00095a031
Shin MS, Lee JH, Kim H: Fluid Phase Equilibria. 2008, 272: 42. 10.1016/j.fluid.2008.07.016
Gokhale A, Khusid B, Dave RN, Pfeffer R: J Supercritical Fluids. 2007, 43: 341. 10.1016/j.supflu.2007.05.012
Acknowledgments
This work was supported by the Grants-in-Aid for Scientific Research by the Ministry of Education, Culture, Sports, Science and Technology, Japan.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The authors declare that they have no competing interests.
Authors’ contributions
W and SM conducted the experiment and all data analyses. KM carried out the SEM analysis. SO participated in electrospinning development. MG supervised this work and provided all experimental and analytical equipment. All authors read and approved the final manuscript.
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License ( https://creativecommons.org/licenses/by/2.0 ), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Wahyudiono, Machmudah, S., Murakami, K. et al. Generation of PVP fibers by electrospinning in one-step process under high-pressure CO2. Int J Ind Chem 4, 27 (2013). https://doi.org/10.1186/2228-5547-4-27
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/2228-5547-4-27