
Abstract
Over millions of years of natural evolution, organisms have developed nearly perfect structures and functions. The self-fabrication of organisms serves as a valuable source of inspiration for designing the next-generation of structural materials, and is driving the future paradigm shift of modern materials science and engineering. However, the complex structures and multifunctional integrated optimization of organisms far exceed the capability of artificial design and fabrication technology, and new manufacturing methods are urgently needed to achieve efficient reproduction of biological functions. As one of the most valuable advanced manufacturing technologies of the 21st century, laser processing technology provides an efficient solution to the critical challenges of bionic manufacturing. This review outlines the processing principles, manufacturing strategies, potential applications, challenges, and future development outlook of laser processing in bionic manufacturing domains. Three primary manufacturing strategies for laser-based bionic manufacturing are elucidated: subtractive manufacturing, equivalent manufacturing, and additive manufacturing. The progress and trends in bionic subtractive manufacturing applied to micro/nano structural surfaces, bionic equivalent manufacturing for surface strengthening, and bionic additive manufacturing aiming to achieve bionic spatial structures, are reported. Finally, the key problems faced by laser-based bionic manufacturing, its limitations, and the development trends of its existing technologies are discussed.
Highlights
Provide a comprehensive overview of laser-based bionic manufacturing technology and its applications.
Present remarkable progress in bionic manufacturing through laser subtractive manufacturing, laser equivalent manufacturing, and laser additive manufacturing.
Outline research limitations and prospects for the development of laser-based bionic manufacturing.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 license. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
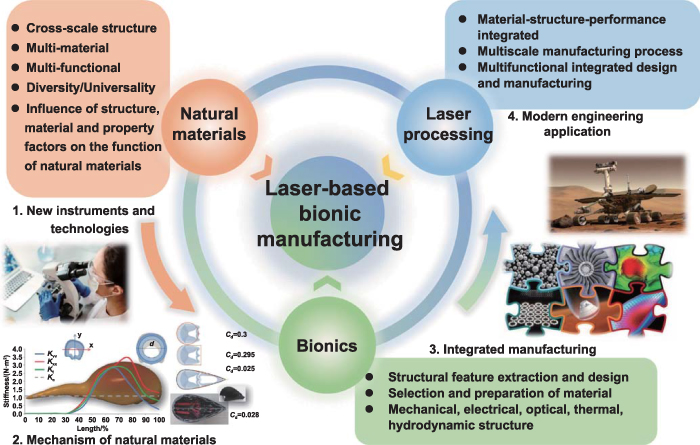
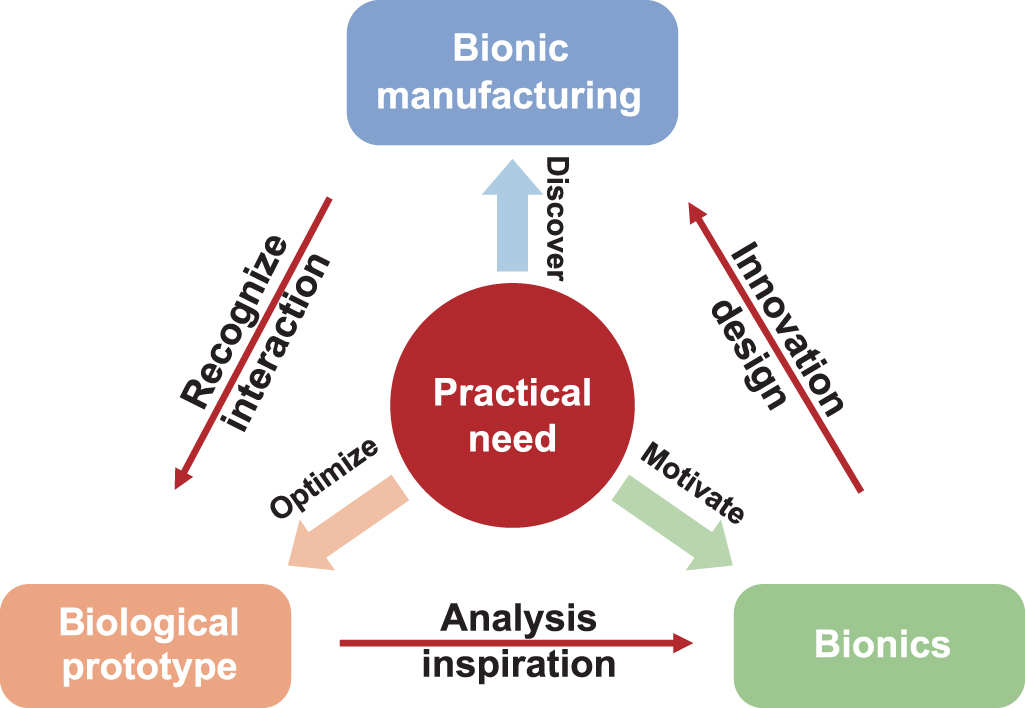
Over millions of years of natural selection, organisms have evolved distinct structures and characteristics in response to environmental changes and competition for survival [1]. These organisms exhibit traits such as responsiveness, heterogeneity, multi-functionality, environmental adaptation, and bottom–up building processes [2]. These perfectly natural materials often serve as a cornerstone for modern science and technology, spearheading the path toward more environmentally friendly and efficient solutions. Despite considerable progress, the quest for a simple and universal strategy to fully replicate the elegance and power of nature remains a formidable challenge, given the complexity and diversity of natural systems [3]. In addition to seeking a deeper understanding of the exceptional functional characteristics in natural materials, there is a growing effort to develop fabrication methods that can maximize reproduction or even surpass the complexity of biological functional structures. Figure 1 illustrates the key elements of nature-inspired engineering, including bionics, bio-prototyping, and bionic manufacturing.

Figure 1. Key elements of nature-inspired engineering: bionics, bio-prototyping, and bionic manufacturing.
Download figure:
Standard image High-resolution imageManufacturing systems and processes that imitate the organizational structure and operating mode of natural materials are referred to as bionic manufacturing. This emerging manufacturing paradigm encompasses three main aspects: (1) forming manufacturing using biology as a manufacturing tool (bio-manufacturing), (2) enhancing processing and manufacturing capabilities based on biological principles, and (3) simulation manufacturing for the creation of bionic structures and functions. Natural materials frequently consist of multiple materials while achieving near-perfect assembly across multiple scales [4]. The central challenge of bionic manufacturing lies in efficiently reproducing the distinctive properties of living organisms. The entire process of bionic manufacturing can be divided into the following steps: (1) selection of organisms with specific properties as bionic prototypes according to practical needs [5]. (2) Establish the mapping relationship between the biological prototype, mathematical model, and hardware model. (3) Design and selection of reasonable materials and process methods. (4) Construct a bionic structure to achieve the desired functions [6]. However, despite the seemingly simple principles of the manufacturing concept, implementing it in practice can be highly challenging. In recent years, researchers have developed a variety of processing methods applied to bionic manufacturing, which include machining [7], electrodeposition [8], templating [9], chemical modification [10], bio-forming, and more. Unfortunately, each of these methods has its limitations. Table 1 visually shows the advantages and some disadvantages of various bionic manufacturing methods. There is a pressing need to devise novel strategies for bionic manufacturing that are both efficient and precise while maintaining ease of implementation.
Table 1. Cons and pros of common techniques used for bionic manufacturing.
| Methods | Advantages | Limitations | References |
|---|---|---|---|
| Mechanical machining |
|
| [11, 12] |
| Electrodeposition |
|
| [13] |
| Chemical modification |
|
| [14, 15] |
| Template |
|
| [16] |
| Bio-forming |
|
| [17–19] |
| Inkjet printing |
|
| [20] |
| Laser processing |
|
| [21] |
| Photolithography |
|
| [22] |
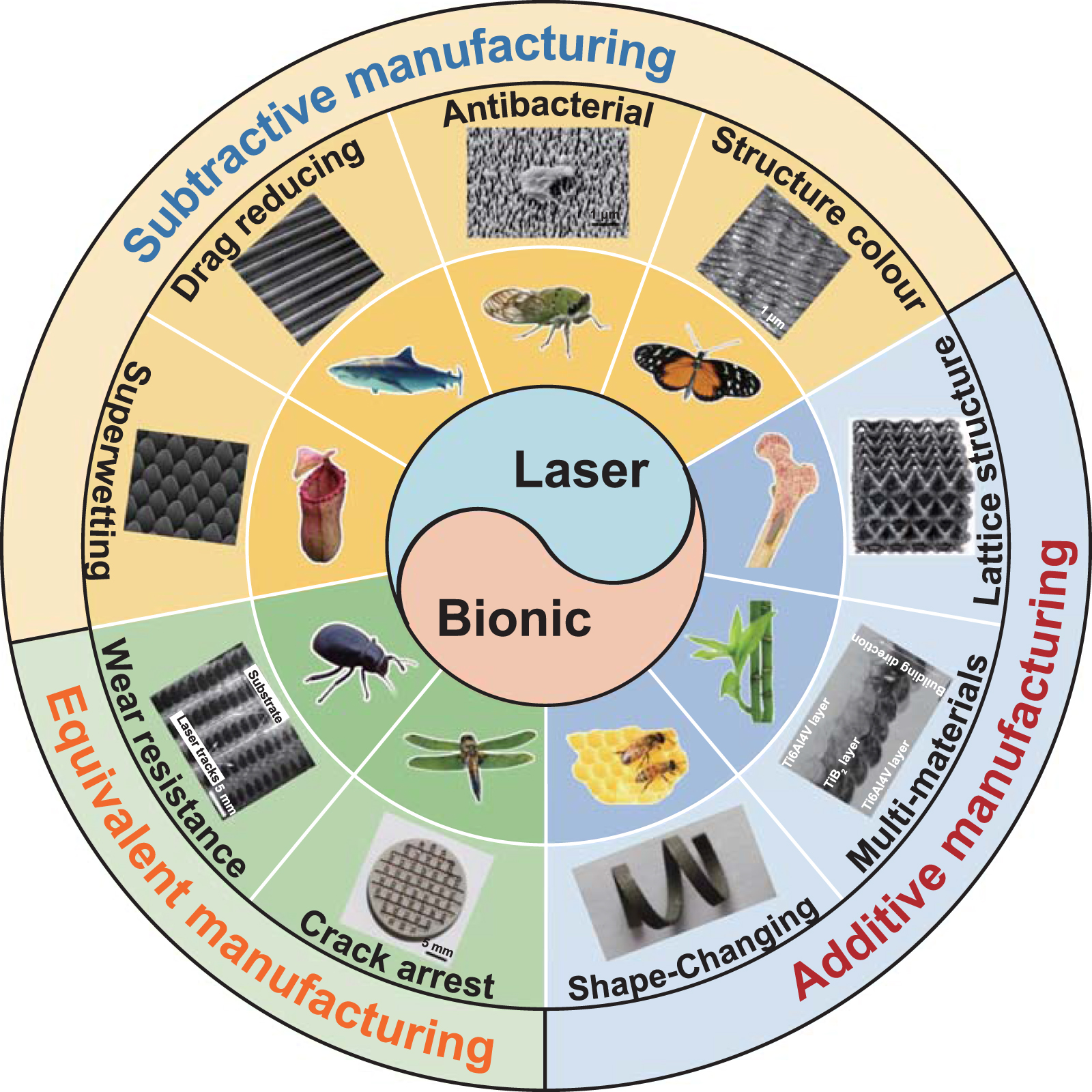
Laser processing technology is favored by researchers in bionic manufacturing for its cross-scale processing range, wide material adaptability, simplicity, and rapidity [23, 24]. Compared with traditional manufacturing modes, laser processing technology seamlessly integrates 'top–down' and 'bottom–up' processing characteristics, providing an accurate and efficient method for realizing the functional characteristics of organisms [25]. Based on the change in material quality during the manufacturing process, laser manufacturing methods can be categorized into laser subtractive manufacturing, laser equivalent manufacturing, and laser additive manufacturing (LAM). Laser subtractive manufacturing based on ablation and induction effects provides ultra-high processing accuracy for fabricating extreme-size bionic micro/nano structural surfaces [26]. Laser equivalent manufacturing based on non-equilibrium solidification has significantly enhanced the service life of bionic surfaces for engineering applications [27]. LAM based on the layer-by-layer stacking principle provides the best means to realize extremely difficult to machine structures such as internal flow channel structures and porous lattice structures [28]. The synergy between bionics and laser processing technology empowers the imitation of natural structures, demonstrating the flexibility to manufacture multi-scale, multi-material, and multi-functional bionic structures effectively (figure 2).
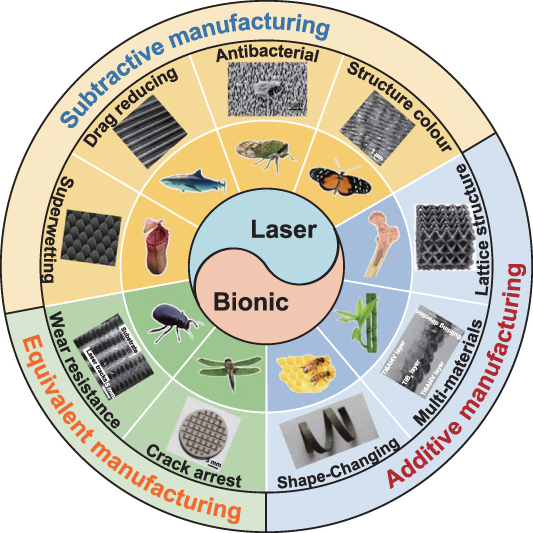
Figure 2. Overview of laser-based bionic manufacturing: laser-based subtractive manufacturing for bionic micro/nano structural surfaces [29–32], laser-based equivalent manufacturing for bionic strengthening surfaces [27, 33] and laser-based additive manufacturing for bionic spatial bionic structures [34–36]. [29] John Wiley & Sons. © 2021 Wiley-VCH GmbH. Reproduced from [30] with permission from the Royal Society of Chemistry. Reproduced from [31]. © IOP Publishing Ltd. All rights reserved. Reproduced from [32]. CC BY 3.0. Reproduced from [27], with permission from Springer Nature. Reprinted from [33], © 2017 Elsevier Ltd. All rights reserved. Reprinted from [34], © 2019 Elsevier Ltd. All rights reserved. Reprinted from [35], © 2022 Published by Elsevier Ltd. Reproduced from [36], with permission from Springer Nature.
Download figure:
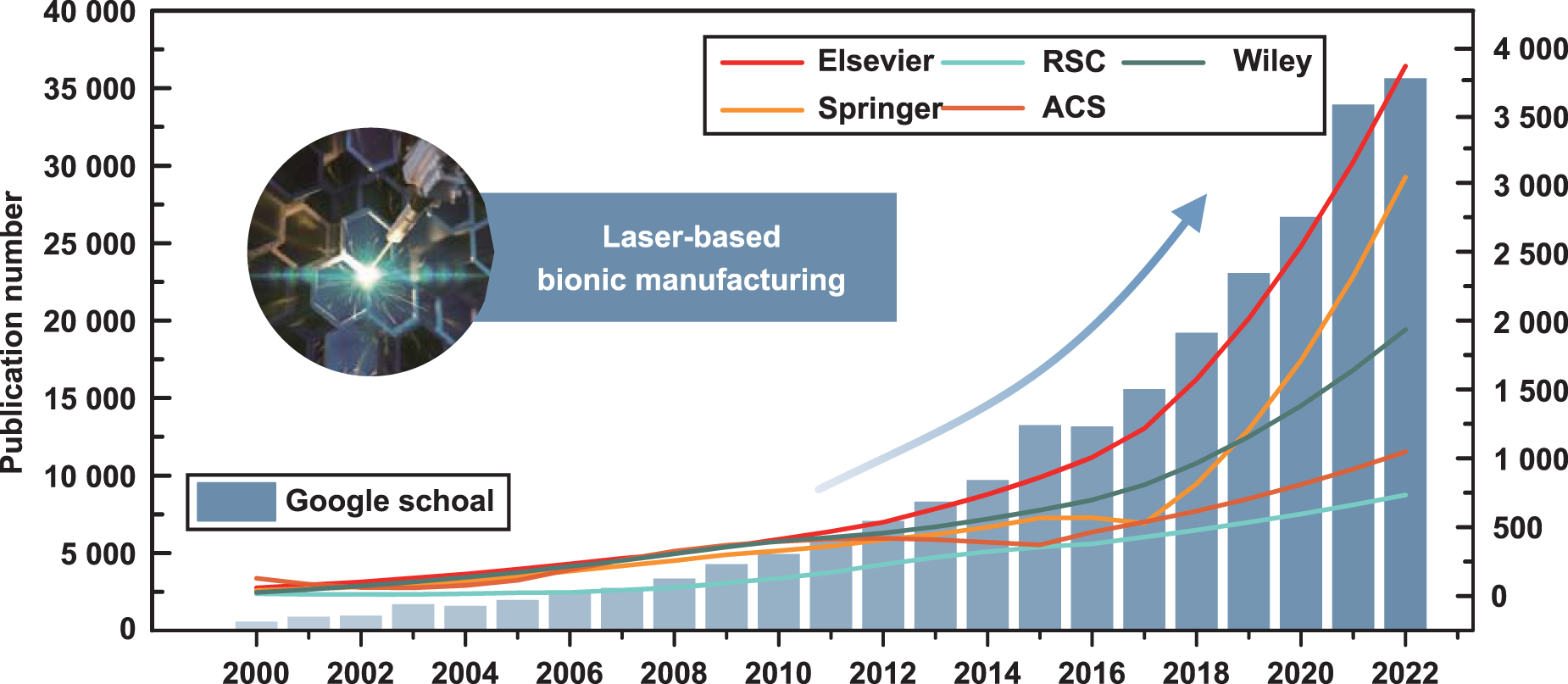
Standard image High-resolution imageNumerous publications have reported on the remarkable achievements in laser-based bionic manufacturing. Figure 3 illustrates the growth trends in publications related to 'laser + bionic/laser + biomimetic/laser + bioinspired' from 2000 to 2022, highlighting the increasing interest of scholars in laser-based bionic manufacturing over the past two decades. Notably, there has been no comprehensive review of laser-based bionic manufacturing, especially on the application of different laser processing strategies in the field of bionic manufacturing. In this paper, our objective is to fill this gap by offering a comprehensive summary of the processing strategies, manufacturing process, potential applications, challenges, and future developments of laser processing in bionic manufacturing domains. Additionally, we present the progress and trends in laser subtractive manufacturing for bionic micro/nano structural surfaces, laser equivalent manufacturing applied to bionic strengthening surfaces, and LAM aiming to achieve bionic spatial structure. Lastly, the potential challenges faced by laser-based bionic manufacturing, the limitations and development trends of its existing technologies are discussed.
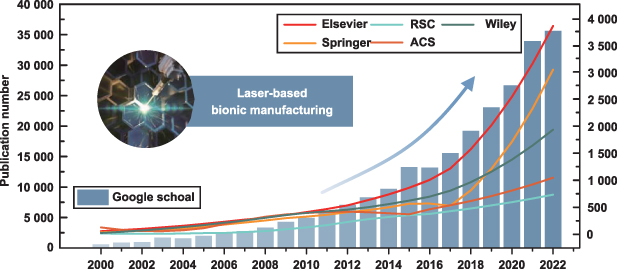
Figure 3. The number of publications that concern laser-based bionic manufacturing, each year from 2000 to 2022. The data were collected using Google Scholar, Elsevier, ACS, Wiley, RSC and Springer publishers with 'laser + bionic/laser + biomimetic/laser + bioinspired' as the keywords.
Download figure:
Standard image High-resolution image2. Laser system and critical parameters
Since 1973, when General Motors realized the first industrial application of lasers, laser processing technology has gradually matured, and great achievements have been made in terms of working principles, experimental methods, and processes. Advanced lasers determine the widespread use of laser processing technology. Presently, carbon dioxide gas lasers, Neodymium-doped yttrium aluminum garnet (Nd:YAG) solid-state lasers, high-power diode lasers, and fiber lasers are the most widely used laser sources in engineering. As lasers continue to evolve, single-mode fibers boasting significant transmission capabilities and high pumping levels have substantially increased power levels.
The primary laser parameters that affect material characterization include laser power, beam shape and size, scanning speed, and pulse duration. Achieving the desired mechanical properties for specific applications necessitates the application of an optimized set of laser parameters. The laser power determines the unit energy density and affects the depth of melting of the material as well as the formation of defects such as porosity and cracking. The size of the spot diameter affects the intensity of the laser energy for the material. Typically, smaller beam sizes facilitate deeper penetration and more precise processing. The selection of machining parameters is contingent on the specific application requirements and the desired outcome. Employing higher laser powers and smaller beam sizes in the fabrication of bionic structured surfaces can yield finely detailed and uniformly distributed micro- and nanostructures. Lasers with large spot diameters and slower scanning speeds are commonly used for processing large-sized components such as laser directed energy deposition. This is necessary to improve the surface finish and minimize distortion. Optimized parameters make it easier to precisely control the laser process, resulting in finer, more accurate results.
3. Laser-based subtractive manufacturing for bionic micro/nano structural surfaces
3.1. Laser subtractive manufacturing theory
Laser subtractive manufacturing has seen widespread adoption in the field of micromanufacturing, particularly in the realm of non-equilibrium thermal ablation [37]. The 'melt-free' processing characteristics of ultrashort pulse laser ablation materials have garnered significant attention in microfabrication fields. With its extremely short pulse width, a femtosecond or picosecond laser can achieve exceptionally high peak power (more than tens of PW·cm−2) at the focus, even with microjoule or millijoule pulse energy [38]. In contrast to continuous or nanosecond pulse laser used in other subtractive manufacturing processes, ultrashort pulse laser has almost no melting products, significantly reducing thermal phenomena (thermal shock and thermal stress) [39]. As a result, they yield surface structures with higher precision and resolution than photothermal processes, achieving dimensional tolerances of approximately 1 µm. This ultrafast laser is well-suited for a wide range of solid materials, making them particularly effective for manufacturing brittle, hard materials, or any material with unfavorable thermal properties. Figure 4 illustrates the main methods for achieving bionic micro/nano structural surfaces using laser direct ablation [40], laser-induced [41], and laser template methods [42].
- (1)The physical process of laser direct ablation has been extensively studied. When a long pulsed laser with sufficiently high energy density irradiates the material surface, the material around the laser spot is vaporized and explosively released. The spatial resolution of conventional broad-pulse lasers operating in the infrared and visible wavelength bands is limited due to thermal effects. Through the tuning of process parameters such as incident beam frequency and pulse width, laser direct ablation has demonstrated the ability to fabricate a variety of bionic micron-scale structural arrays. Typical examples include micro-grooves, micron-cones, micro-posts, and others [43]. During the laser-material interaction, a plasma plume composed of different particles will be generated. Simultaneously, the plasma plume has a propensity to create nanostructures with specific shapes around the microstructure, primarily attributable to the self-deposition effect of debris (figure 4(a)) [44]. The interaction process between the laser and the material surface within a liquid environment is notably more intricate. Micro/nano structures fabricated with liquid assistance may arise from several competing effects, including liquid properties, thermal conduction, and plasma excitation at the liquid/solid interface [45].
- (2)Laser-induced periodic surface structures (LIPSS) have gained widespread recognition as the most unique structures achievable through laser subtractive manufacturing, attributed to their subwavelength feature size and adaptability to various materials (figure 4(b)) [46]. When solid materials such as metals and semiconductors are irradiated with polarized pulses close to the material damage threshold, a series of periodic ripples perpendicular or parallel to the direction of laser polarization can be observed on their surfaces. LIPSS consists of low-frequency periodic structures with periods on the order of wavelengths and high-frequency periodic structures on the order of sub-wavelengths. Various types of these structures, characterized by periods ranging from hundreds of nano-meters, well beyond the optical diffraction limit, to several micro-meters, can be readily manufactured in a single-step process. Their properties can be well controlled by a rational choice of laser processing conditions. Up to now, there have been a series of studies on the uniformity control of LIPSS [47]. However, there is still no unified theoretical explanation for the formation mechanism of laser-induced nanoripples.
- (3)Laser template method represents a cost-effective and reproducible approach for fabricating bionic micro/nanostructures (figure 4(c)) [42]. Initially, specific layered micro/nanostructures are prepared in rigid (silicon, anodized alumina, etc) or flexible (polydimethylsiloxane, photoresist, etc) molds using laser subtraction Subsequently, the micro/nanostructures on the templates are inverted and replicated onto the target substrate, resulting in the desired micro/nanostructures [9]. Considering challenges associated with demolding defects, such as bending, fracture, and connections, the choice of the target base material often prioritizes good flexibility and appropriate mechanical properties.
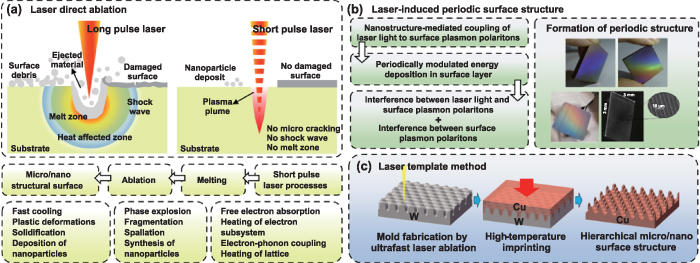
Figure 4. Processing principles of laser subtractive manufacturing: (a) schematic diagram of laser interaction with materials under different pulse durations in laser direct ablation: the pulsed laser beam ablates part of the material, converting some of it into a transient high-temperature vapor plume. (b) Laser induced periodic nanostructures: when solid materials are irradiated with polarized pulses close to the material damage threshold, a series of periodic ripples perpendicular or parallel to the direction of laser polarization can be observed on their surfaces. [41] John Wiley & Sons. © 2022 Wiley-VCH GmbH. (c) Process schematic illustration of laser template method duplicating on micro/nano surface structures: the process of physically or chemically depositing materials into the holes or surfaces of a template and then removing the template to obtain a bionic structure with the template's standardized shape and dimensions. Reprinted from [42], © 2016 Elsevier B.V. All rights reserved.
Download figure:
Standard image High-resolution image3.2. Application of laser subtractive manufacturing on bionic micro/nano structural surfaces
Inspired by nature, bionic micro/nano structural surfaces have attracted significant research interest due to their potential for superwettability, drag reduction, antibacterial properties, and structural color [29, 48]. Multilayered micro/nanostructures are recognized as a key factor in achieving unique functionality. By integrating laser processing with a computer control system, precise control of the dimensions of bionic micro/nano structures can be achieved by adjusting processing parameters. With the ability to fabricate customized patterns, hierarchical micro/nanostructures, and flexible tuning for different properties, laser subtractive technology holds great promise for fabricating bionic micro/nano-structured surfaces with extreme dimensions [49].
3.2.1. Superwettable bionic surfaces.
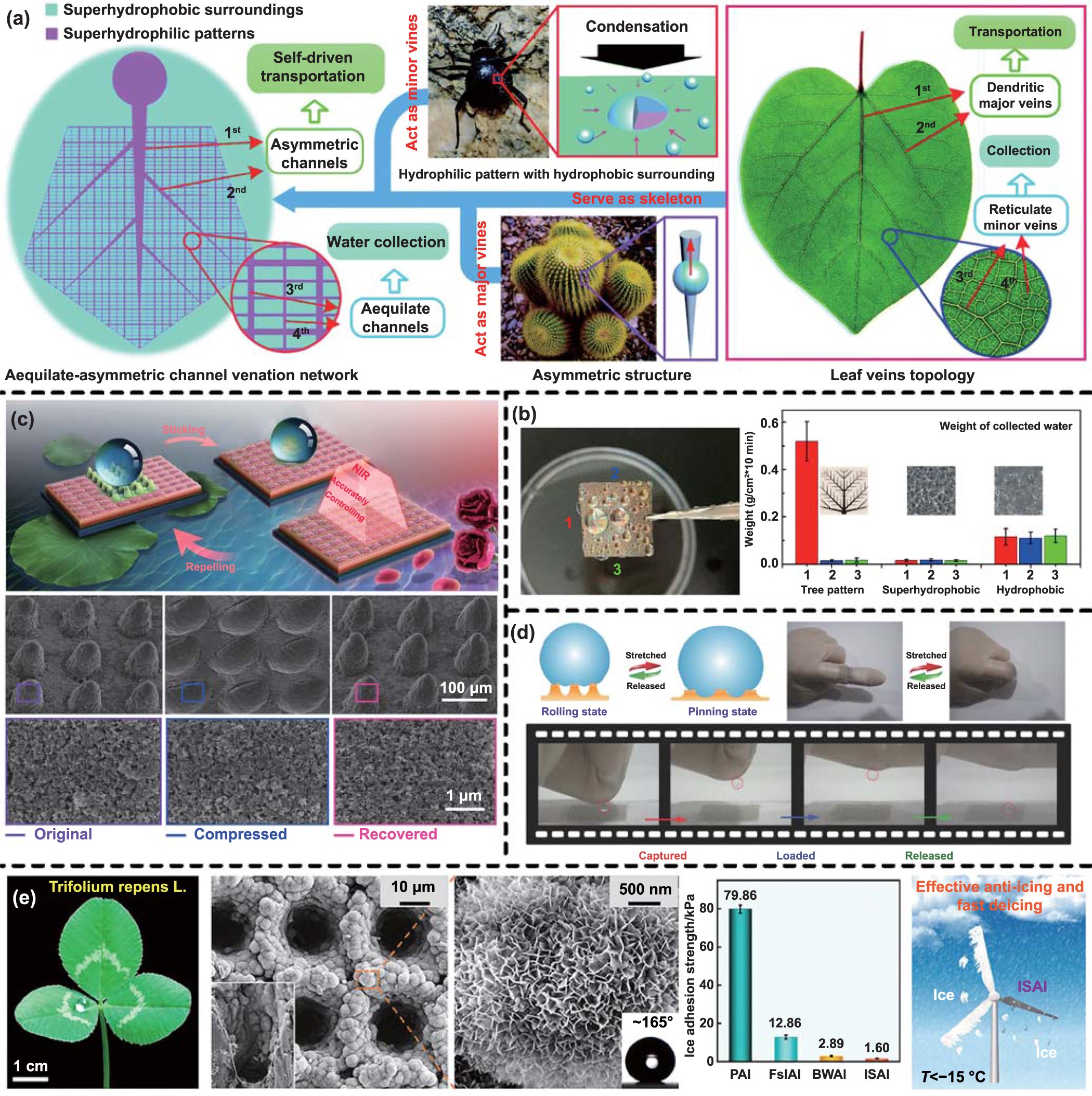
Through the study of the super-wetting phenomenon, it is found that the rational design of micro-nano structures plays a crucial role in controlling the surface wetting state. Fine micro/nano structures (below tens of microns) can confer superhydrophobicity to the prepared surface, while sub-millimeter structures (above tens of microns) can modulate the shape of droplets on the bionic surface, allowing the surface to exhibit anisotropic wettability to the droplets [50]. With the discovery of the water mist-collecting capabilities exhibited by desert beetles, cactus spines, spider silk, and Nepenthes mirabilis mouthparts, surfaces with special wettable structures featuring superhydrophobic/superhydrophilic characteristics have emerged as a novel approach to obtaining fresh water [51, 52]. The integration of the multi-level network structure of leaf veins, the hydrophobic–hydrophilic water collection structure observed on beetle backs, and the asymmetric self-driven structure of cactus spines can result in a multifunctional bionic surface characterized by strong self-driven centralization and excellent efficiency (figure 5(a)). The multi-level micro/nano structures play a crucial role in determining the extreme wetting properties of the material, while the distribution and orientation of these structures govern the wettability state and liquid motion. For instance, a tree-shaped layered cone structure fabricated on a superhydrophobic TiO2 membrane can precisely and continuously drive tiny droplets to the root of the tree-pattern without relying on gravity. In comparison with a substrate lacking micro/nano structures, the efficiency of directional water collection is enhanced by 36 times (figure 5(b)) [53]. The development of bionic surfaces with accurate regional control of superwetting behaviors for on-demand response has potential applications in droplet manipulation, micro-reaction, and other fields. Shape memory polymer arrays with multiple switchabilities between the 'lotus effect' and 'rose petal effect' can be prepared on a large scale by laser templating method (figure 5(c)) [9]. The programmable bionic superhydrophobic surface accurately achieves regional morphology deformations when subjected to near-infrared light, leading to reversible surface transitions between high and low adhesion. This capability allows for precise and remote control of super-wettability. Integrating dynamic tuning of wetting properties into wearable surfaces holds the potential to unlock innovative applications for smart interface materials. The one-step generation of programmable skin-like microstructures and tunable nanostructures on polydimethylsiloxane using laser subtractive fabrication techniques can lead to extreme hydrophobicity, excellent skin conformability and reversible deformability [54]. The surface topography can be finely regulated in a rapid and reversible manner by simple stretching, providing the feasibility of controlling the surface wettability by simple body motions (figure 5(d)). Surfaces with ultra-low ice adhesion strength and superior mechanical durability in extremely cold and wet environments are of great interest. Anti-icing surfaces prepared using femtosecond lasers to mimic the periodic micro-nanostructures of white axle grass exhibit an excellent static/dynamic anti-icing effect and mechanical durability (figure 5(e)) [55]. The surface demonstrates a static anti-icing time of up to 2832 s and a frost protection time of up to 5 h in complex and extreme environments. Moreover, it shows efficient de-icing in motion with an ice adhesion strength as low as 1.60 kPa.
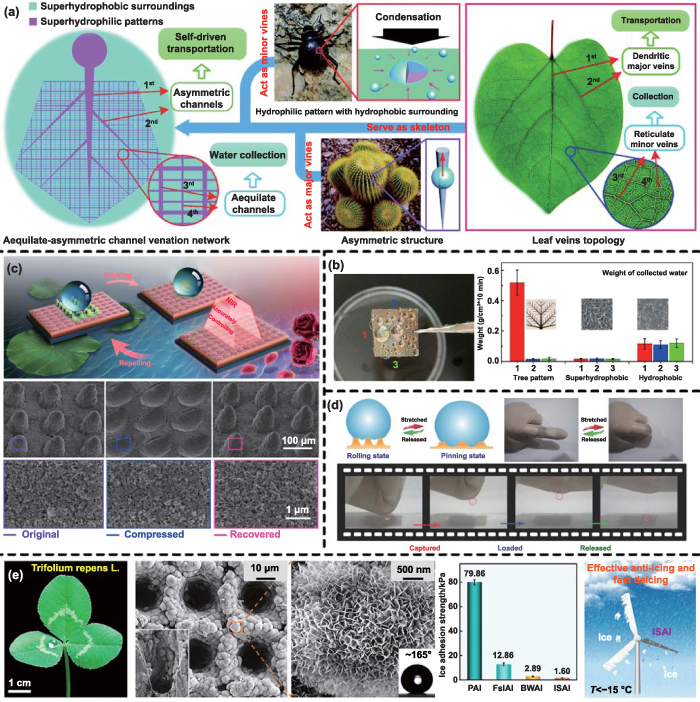
Figure 5. Superwettable bionic surfaces based on laser subtractive manufacturing. (a) Self-driven overall and highly centralized water collection by simulating beetle back and cactus spine water-collecting structures. Reproduced from [52] with permission from the Royal Society of Chemistry. (b) Tree-shaped layered cone structure can drive tiny droplets to the root of the tree-pattern without using gravity. Reprinted with permission from [53]. Copyright (2017) American Chemical Society. (c) Programmable superhydrophobic surface with accurately controllable super-wetting properties from water sticking to water repelling. Reprinted from [9], © 2021 Elsevier B.V. All rights reserved. (d) The dynamic and reversible regulation of the superhydrophobic surface adhesion is achieved by adjusting the direction and strength of the applied external force. [54] John Wiley & Sons. © 2018 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim. (e) Trifolium repens L.-like periodic micronano structured superhydrophobic surface with ultralow ice adhesion for efficient anti-icing/deicing. Reprinted with permission from [55]. Copyright (2023) American Chemical Society.
Download figure:
Standard image High-resolution image3.2.2. Drag-reducing bionic surfaces.
With the growing concern about the energy crisis and global warming, saving resources has become a hot topic. Drag reduction is the most direct way to reduce energy consumption, however, most studies on drag reduction have focused on the macroscopic scale. Inspired by shark skin, researchers have found that organisms with non-smooth surface structures can achieve drag reduction by altering the flow field near the surface of an object [56]. This challenges the traditional notion that smoother surfaces are the sole effective means of reducing drag, introducing a novel perspective on microstructure-based drag reduction [57]. An array of sharkskin-like grooves prepared on polytetrafluoroethylene surface is shown in figure 6(a) [31]. In the case of dimensionless rib periods of 14–20, the air friction drops by up to 6%. Compared with mechanical grinding, the microgroove structure with a depth of 20 μm–120 μm obtained by laser processing is more conducive to reducing the resistance of the fluid medium. Since Kim and Kim [58] discovered the drag-reducing effect of micro/nano structural surfaces on liquid droplets and proposed the concept of effective slip, scholars have begun to explore the drag-reducing function of superhydrophobic surfaces in depth. Surfaces that are superhydrophobic in air will evolve underwater into surfaces with the ability to adsorb bubbles. Composite surfaces with superhydrophobic and superhydrophilic properties enable self-aggregation and self-assembly of bubbles on specified regions (figure 6(b)) [59]. The aluminum alloy surface demonstrated a transition from highly adherent properties (Wenzel state) to low adherent properties (Cassie state) as the laser scanning pitch varied. However, when the laser scanning spacing exceeds 100 μm, the water contact angle is less than 150° and superhydrophobicity cannot be achieved. Bionic miniature boats based on underwater superaerophobic/superaerophilic properties exhibit excellent drag reduction and load capacity [60]. Compared with the untreated miniature boat, the sliding distance of the bionic miniature boat increased by 52% and the loading capacity increased by 27% (figure 6(c)). Inspired by the character of the water strider, Dai et al [61] fabricated a micro-surfboard device with a dual gradient of geometry and wettability by laser subtractive manufacturing and chemical modification (figure 6(d)). Superhydrophilic wedge grooves with various wedge angles were prepared using a femtosecond laser to facilitate the programmable motion of the micro-surfboard.
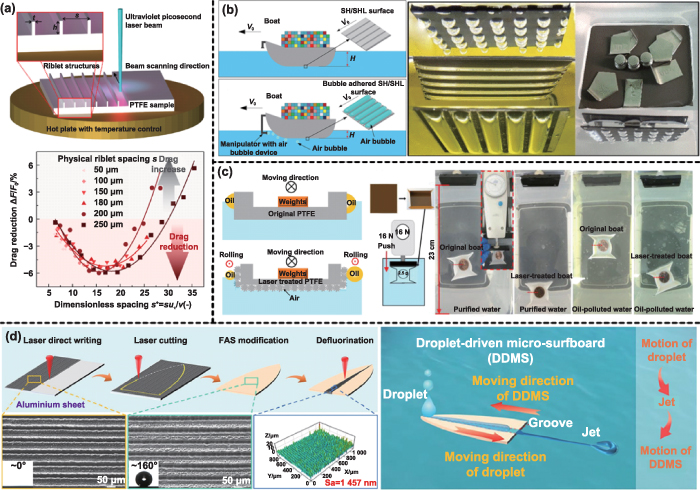
Figure 6. Drag-reducing bionic surfaces based on laser subtractive manufacturing. (a) The drag reduction of the bionic surface depends on the non-dimension riblet period at physical riblet periods. Reproduced from [31]. © IOP Publishing Ltd. All rights reserved. (b) Schematic diagram of a potential application scenario for the hybrid drag-reducing surface with tunable bubbles assembling in maritime navigation. Reprinted with permission from [59]. Copyright (2018) American Chemical Society. (c) Schematic diagram and Photographs of the original micro-boat and the laser-treated micro-boat sliding on water and oil polluted water. Reprinted from [60], with the permission of AIP Publishing. (d) The bioinspired droplet-driven micro-surfboard. Reprinted from [61], © 2022 Elsevier B.V. All rights reserved.
Download figure:
Standard image High-resolution image3.2.3. Antibacterial bionic surfaces.
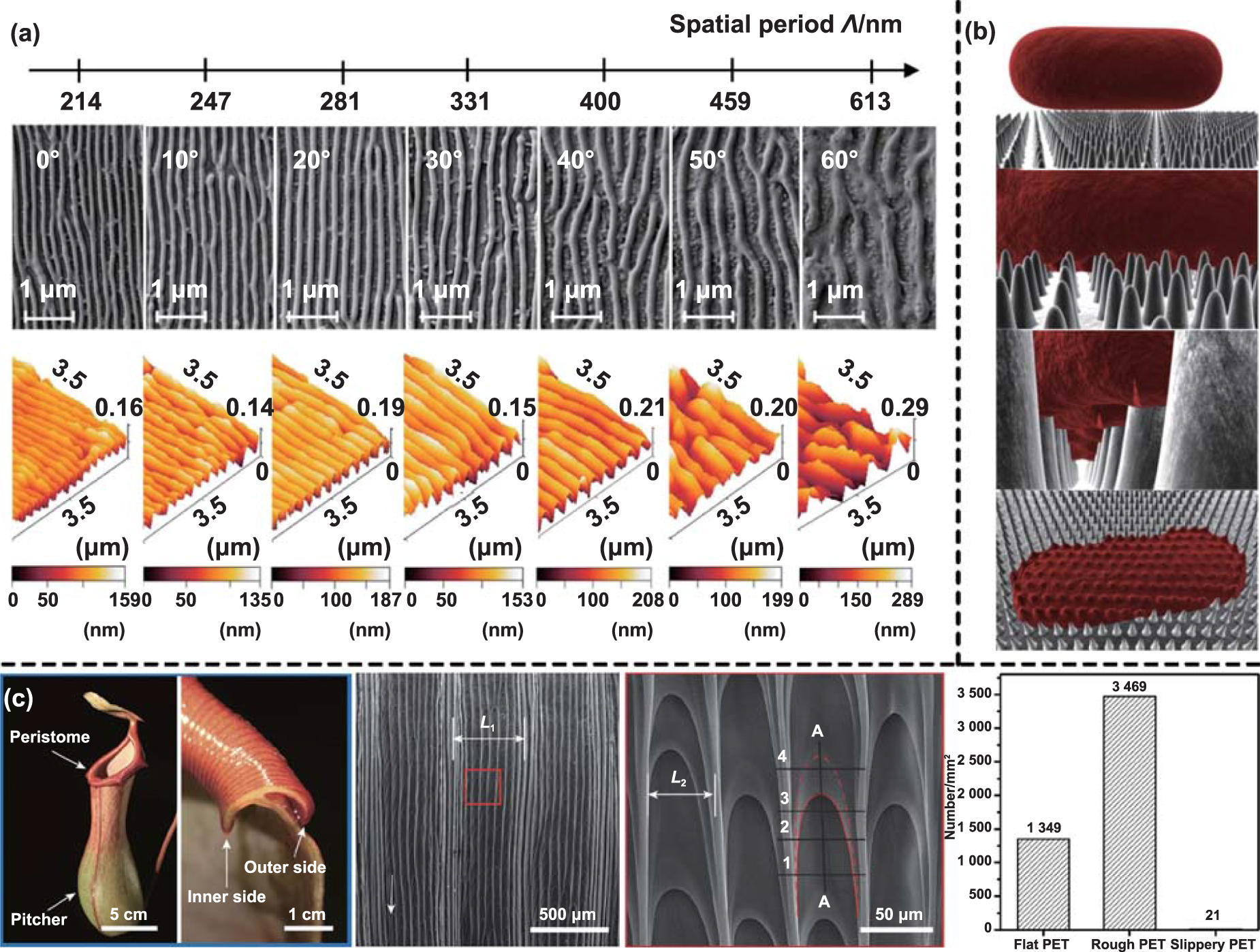
The antibacterial bionic surfaces inspired by dragonfly wings, cicada wings, moth eyes, and gecko skin, featuring regular or disordered micro/nano structures, have demonstrated the ability to reduce bacterial adhesion and even kill attached bacteria [62]. One crucial factor affecting bacterial adhesion on the surface is the depth-to-period aspect ratio of the bionic micro/nano structures. The micro/nanoscale spacing on the antibacterial bionic surface alters the contact state of bacteria, effectively controlling bacterial adhesion and reducing biofilm formation [63]. Richter et al [64] fabricated LIPSS with different period ranges and explored the dependence of bacterial adhesion on the spatial period (figure 7(a)). For the smallest LIPSS feature size, cell adhesion was reduced by more than 90% compared to the unmodified surface. The initial steps of biofilm formation are strongly impeded by the bionic antibacterial structure. However, the study found that flagellated E. coli showed improved adhesion to grooved surfaces with 440 nm-sized structures. This could be attributed to bacterial surface appendages, such as pili and flagella, entering the trenches and enhancing bacterial attachment. For this reason, the feature size of LIPSS must be designed rationally according to the size of the bacteria. However, there is still a risk of adhesion when superhydrophobic surfaces are exposed to wet environments for a long period of time. Preventing bacterial adhesion properties from transforming into mechanically triggered bacterial killing when micro/nanoscale surface structures exhibit high aspect ratios. When bacteria come into contact with the micro/nano structures, some cell membranes suspended between the micro/nano structures break due to stretching, leading to bacterial death (figure 7(b)) [65]. Copper and its alloys have demonstrated the capacity to eliminate a broad spectrum of microorganisms upon direct contact, albeit frequently necessitating prolonged exposure over several hours. Employing successive laser scans, a uniform multi-level micro/nano dual-scale structure is established on the copper surface. The antibacterial bionic surface with multi-level has a strong contact killing effect on many different strains of bacteria, including clinically relevant drug-resistant bacteria [66]. The integration of antibacterial properties, anti-adhesion attributes, and structural sterilization within this bionic surface offers innovative perspectives and methodologies for the advancement of secure and efficacious antibacterial surfaces. Inspired by the superhydrophobic surface structure of the Nepenthes pitcher plant, a large number of interconnected porous microstructures with diameters in the range of several 100 nm can be directly fabricated on various polymer surfaces through a single-step femtosecond laser ablation (figure 7(c)) [67]. After chemical treatment and injection of lubricating fluid, this bionic surface can achieve multiple functionalities such as liquid repellency, anti-contamination, and corrosion resistance. The use of the original laser-induced porous polymer surface promotes the growth of C6 glioma cells, whereas a smooth polymer surface completely inhibits the growth of C6 glioma cells. This bionic superhydrophobic surface not only exhibits excellent liquid-repellent capability but also possesses the ability to rapidly self-repair without the need for any additional treatment, thus regaining its smooth performance.
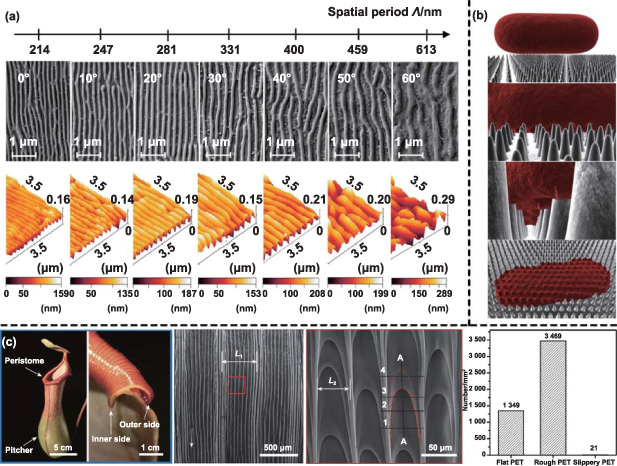
Figure 7. Antibacterial bionic surfaces based on laser subtractive manufacturing. (a) At constant fluence, the spatial period of the LIPSS changes as the fluctuation angle (from 0° to 60°) of the linearly polarized laser beam changes. Reproduced from [64]. CC BY 4.0. (b) Biophysical model of the interactions between cicada wing nanopillars and bacterial cells. Reprinted from [65], Copyright © 2013 Biophysical Society. Published by Elsevier Inc. All rights reserved. (c) Porous network microstructures inspired by N. alata completely inhibit the growth of C6 glioma cells. [67] John Wiley & Sons. © 2018 The Authors. Published by WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim. Reproduced from [68], with permission from Springer Nature.
Download figure:
Standard image High-resolution image3.2.4. Structural color bionic surfaces.
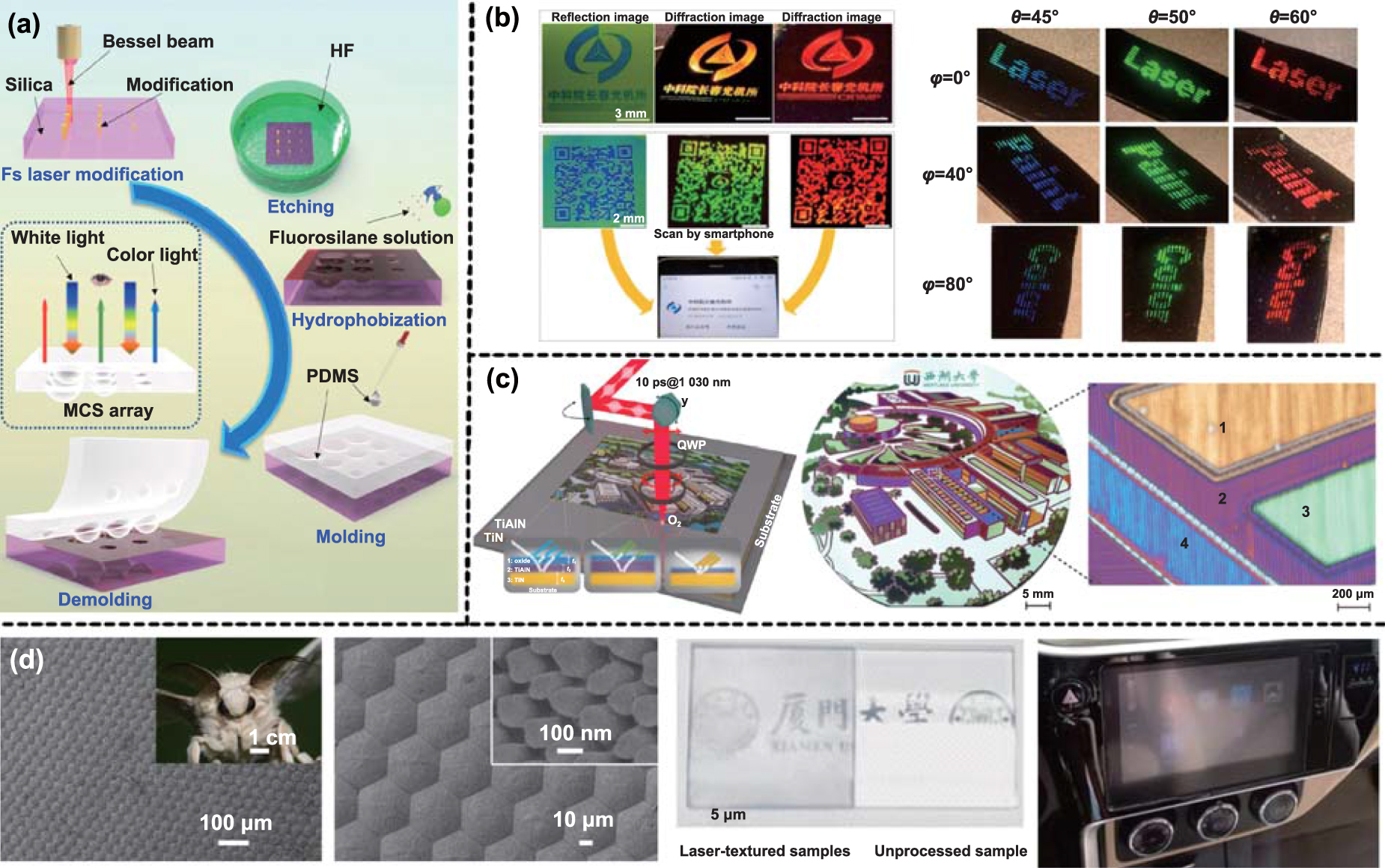
The enduring human fascination and pursuit of color has never ceased, and structural colors in nature have inspired researchers to construct new strategies for optical structures with versatility and multiple degrees of freedom. The development of laser manufacturing strongly demonstrates its unique advantages in structural color fabrication, showing flexible, one-step, and contactless procedures and remarkable suitability for a wide scope of materials. Despite these strides, the attainment of single-pixel control and dynamic color adjustment for structural color bionic surfaces poses a formidable challenge. With the high flexibility of femtosecond laser fabrication, the structured color bionic surfaces prepared by Liu et al [69] via the laser template method can adjust the color of each pixel independently and precisely control the color brightness and pattern (figure 8(a)). Furthermore, owing to its Janus nature, this structured color bionic surface exhibits asymmetric optical characteristics, manifesting as distinct 'display' and 'cloaking' states. This duality imparts potential applications in anticounterfeiting technology and color sensors. The assistance of the template often introduces problems such as the inconvenience of the template changing and color blurring at the edges of the pattern. The rapid development of LIPSS has shown great advantages in the efficient production of structural colors. Instead of individual ablation pits or ablation lines, a group of periodic submicron structure arrays is miraculously created within the whole laser spot area. Real-time control of laser intensity, facilitated by a spatial light modulator, enhances the flexibility and efficiency of LIPSS production [70]. This breakthrough in structural color bionic surface fabrication technology delves into the potential applications of information steganography (figure 8(b)). Simultaneously achieving high resolution, high speed, cost-effectiveness, long-term stability, and viewing-angle independence in structural colors poses a formidable challenge [71]. The schematic in figure 8(c) illustrates the process of ultrafast laser surface coloring on TiAlN-TiN films utilizing low-cost pulsed lasers. All resultant colors are attributed to TiAlN oxide films with double resonance absorption characteristics. By modulating the laser fluence, TiAlN-TiN films obtained angle-robust structured colors with an unprecedented ∼90% sRGB large color gamut. In-depth exploration of the interplay between laser parameters and materials is imperative for the development of novel optically functional materials. The subwavelength structures with a moth-eye effect (gradient refractive index) demonstrate excellent anti-reflective properties. However, manufacturing high-performance, uniformly large-area subwavelength anti-reflective structures poses significant challenges. Yin et al [72] proposed a laser surface processing strategy based on the Marangoni effect, and through the optimization of laser parameters, they achieved a multi-scale structure with broadband anti-reflection enhancement (figure 8(d)). When the laser's energy density is 95.5 J·cm−2 and the scanning distance is 5 µm, a bionic surface with low reflectance was obtained. Compared to the untreated material, the average reflectance of the sample in the 300 nm–800 nm wavelength range decreased by 45.5%.
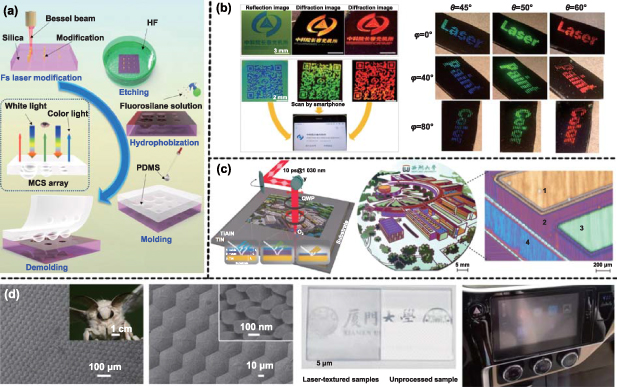
Figure 8. Structural color bionic surfaces based on laser subtractive manufacturing. (a) Schematic of the structural color array fabricated using a spatially modulated femtosecond laser. Reprinted with permission from [69]. Copyright (2023) American Chemical Society. (b) Potential applications of laser subtractive manufacturing in image security. Reprinted with permission from [70]. Copyright (2022) American Chemical Society. (c) Photograph of a structural color-based large-scale pattern. Reproduced from [71] CC BY 4.0. (d) The subwavelength structures with a moth-eye effect (gradient refractive index) demonstrate excellent anti-reflective properties. Reproduced from [72] CC BY 4.0. Reprinted from [73], © 2022 Elsevier B.V. All rights reserved.
Download figure:
Standard image High-resolution image4. Laser-based equivalent manufacturing for bionic surface strengthening
4.1. Laser equivalent manufacturing theory
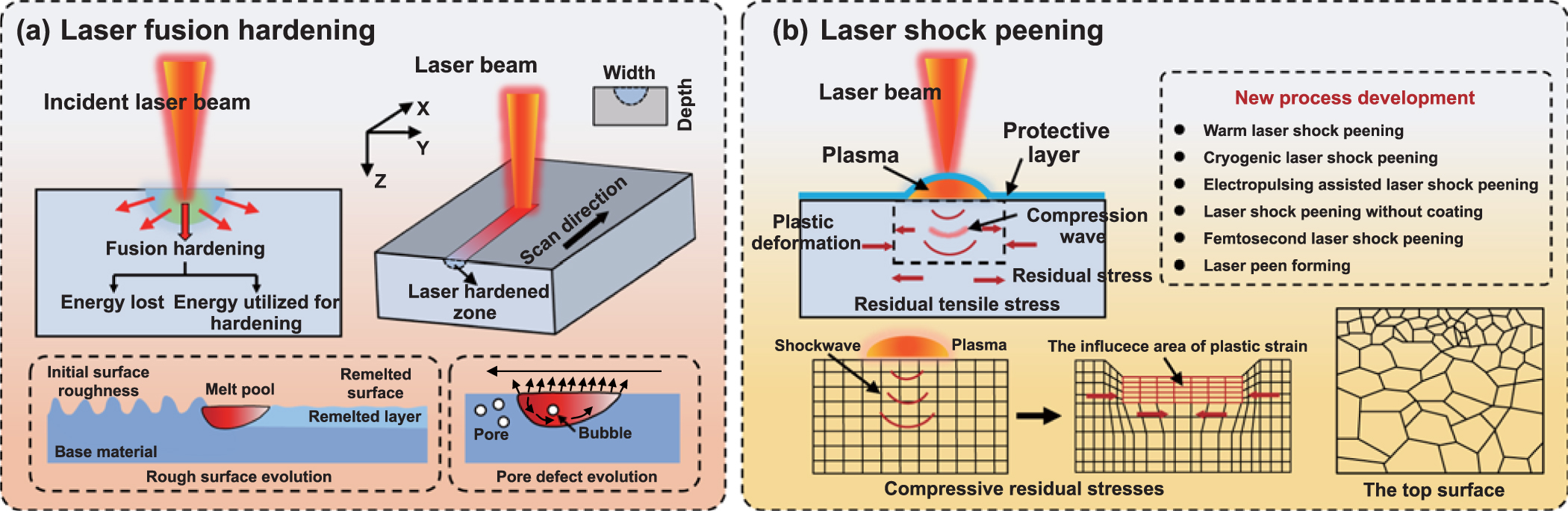
In order to improve the hardness and wear resistance of engineered components, laser equivalent manufacturing technology, which does not involve material and structural design modifications, has become the main method. Compared to other equivalent manufacturing, Laser equivalent manufacturing technology possesses higher potential value due to its precision, accuracy, and time-saving. Laser equivalent manufacturing induces an enhancement in microstructure and the disintegration of precipitates from the surface, contributing to an overall improvement in the corrosion resistance of materials. Laser equivalent manufacturing can also effectively improve the properties of the coating and the bonding strength between the coating and the substrate. This technology enables targeted adjustments of material properties in specific regions of components according to specific requirements. The laser equivalent manufacturing uses surface strengthening techniques such as laser phase transition hardening, laser fusion hardening, and laser shock hardening to obtain a heterogeneous surface structure to achieve a strengthening surface. Laser phase transformation hardening involves the rapid scanning of the material surface with a high-energy laser beam (104 W·cm−2–105 W·cm−2). This process rapidly elevates the material surface temperature above the phase transition point, leading to local phase hardening as the substrate cools (self-quenching). This is because martensite is only diffusion-free phase transition on selected areas without affecting the strength and ductility of the entire material. Understanding the heating rate, austenitization and homogenization temperature relationships facilitates precise modulation of the depth and hardness of the enhanced region, which is very difficult in conventional heat treatments. Laser fusion hardening is the process of obtaining a hardened layer with greater depth by melting the metal surface using a high-power laser (105 W·cm−2–107 W·cm−2) and then transforming the molten metal undergoes a transformation from liquid to solid state through conduction with the substrate [74]. This technique resolves surface defects (impurities, porosity, etc) and at the same time refines the grains due to rapid cooling, achieving a strong metallurgical bond (figure 9(a)). Laser shock peening is an excellent alternative to traditional shot peening. This technique employs a high-powered laser (>108 W·cm−2) with short pulses (8 ns–40 ns) to rapidly vaporize or plasmaize the material surface, generating a shock wave on the surface. The interaction of the material with the laser involves the absorption of strong radiation, resulting in the ablation of micron-sized thin layers from the material surface in the region between the surface of the target material and the protective layer (e.g. black Polyvinyl chloride, Al tape, or water). The laser shock zone induces a deeper residual stress layer and complex microstructure, significantly improving the fatigue life of the material (figure 9(b)) [75].
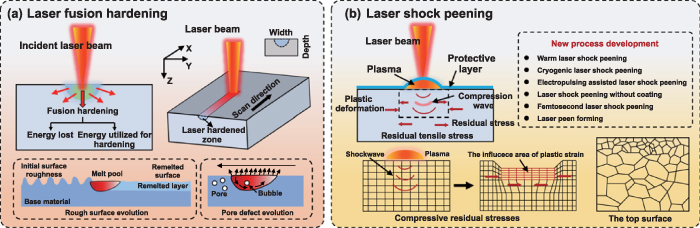
Figure 9. Processing principles of laser equivalent manufacturing: (a) laser fusion hardening can solve surface defects such as impurities, porosity, and compounds, through rapid cooling and grain refinement, to achieve the purpose of surface organization improvement. (b) Schematic diagram of the laser impact strengthening process: compressive residual stress, grain refinement, and development of innovative processes. [75] John Wiley & Sons. © 2019 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim.
Download figure:
Standard image High-resolution image4.2. Application of laser equivalent manufacturing on bionic surface strengthening
Wear and cracking are the main causes of component failure, which also evolves into fatigue failure as variable loads increase. The excellent wear resistance, crack arrest, and fatigue resistance of the organisms consistently in harsh environments, are inseparable from the heterogeneous surface composed of hard and soft phases [76]. Bionic strengthening surfaces with heterogeneous structures exhibit strength-toughness trade-offs. Laser equivalent manufacturing enables the one-step fabrication of bionic strengthening surfaces with multi-factor coupling characteristics encompassing shape, structure, and mechanics [77]. Bionic strengthening surfaces based on laser equivalent manufacturing have a wide range of applications in the engineering field, especially in large equipment with severe wear and tear, such as automotive, metallurgy, heavy machinery, and aerospace.
4.2.1. Wear-resistant bionic surfaces.
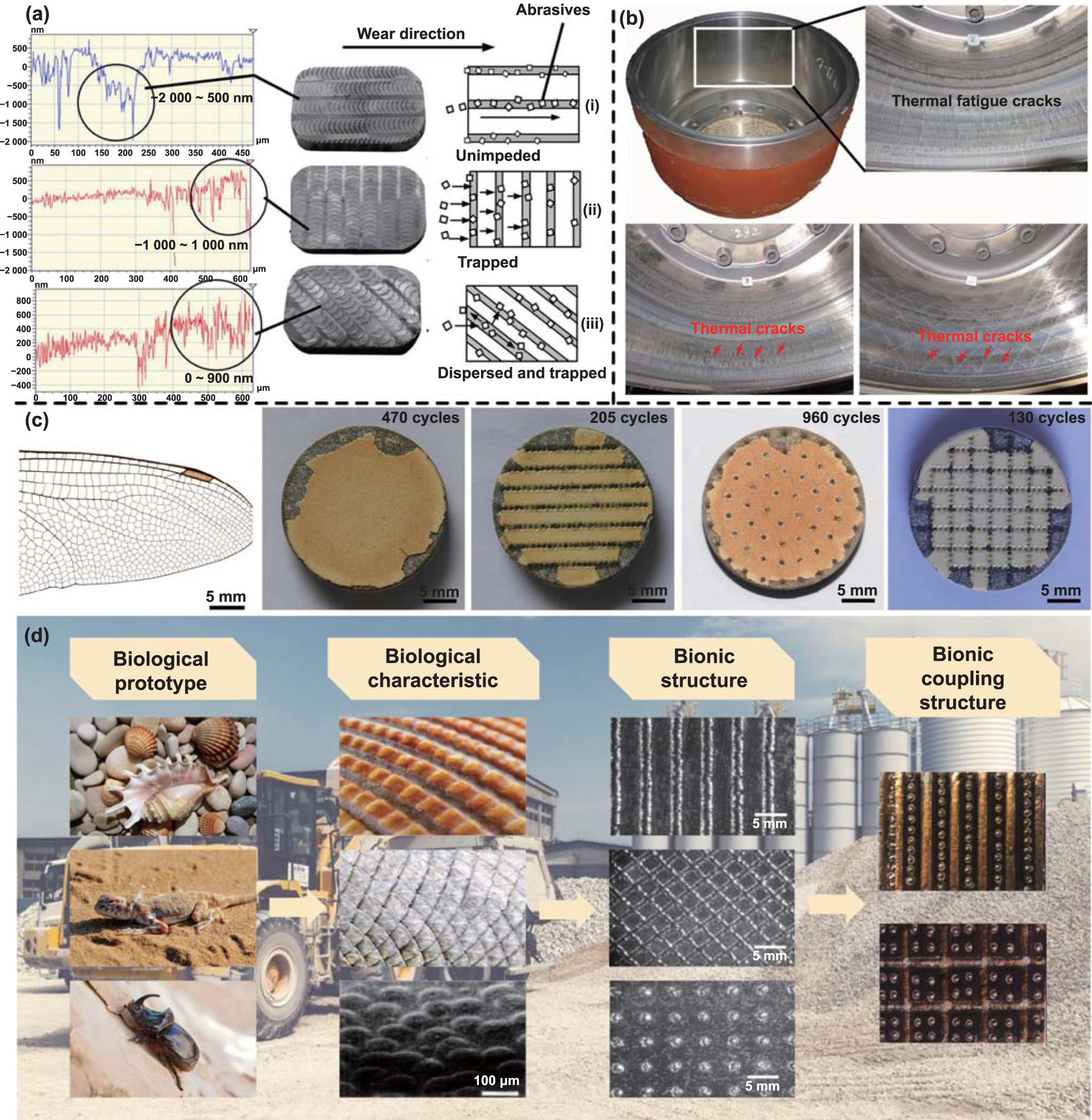
The inherent tolerance to frictional wear exhibited by an organism's body surface results from the synergistic coupling of morphology, material, and structure [78]. In recent years, researchers from Jilin University have extensively studied bionic wear-resistant surfaces for heavy machinery components, including machine tool guideways, train tracks, drilling rods, and brake shoes. The microhardness of the strengthening layer is strongly influenced by the laser parameters, and in general the wear resistance of the material increases with increasing laser energy per unit area. However, the microhardness of the bionic unit is only as close to the microhardness of the wear pair as the specimen will exhibit good wear-resistance [79]. The wear-resistance of the bionic strengthening surface at the same process parameters is closely related to the shape of the bionic units, including cross-sectional shape, unit spacing, angle, size, and others play pivotal roles [80]. Among bionic surfaces, the 45° bionic wear-resistance surface demonstrates the most effective hindrance and dispersion effects on wear. It is observed that when the angle between the bionic streak and the wear direction surpasses 45°, trapped particles persistently plow through the soft phase, resulting in an escalation of wear mass loss (figure 10(a)). A small-scale soft zone proves advantageous in absorbing mechanical energy and retaining lubricating oxides. Conversely, a large-scale soft zone may lead to noticeable material damage. The wear resistance is enhanced with a uniformly distributed bionic structure, and the presence of a continuous hard region facilitates structural strengthening and wear resistance, consequently retarding the initiation of cracks [33]. Specific bionic coupling units are prepared according to the parts with different degrees of wear, which improves the fatigue resistance of the die and makes the die surface wear degree converge.
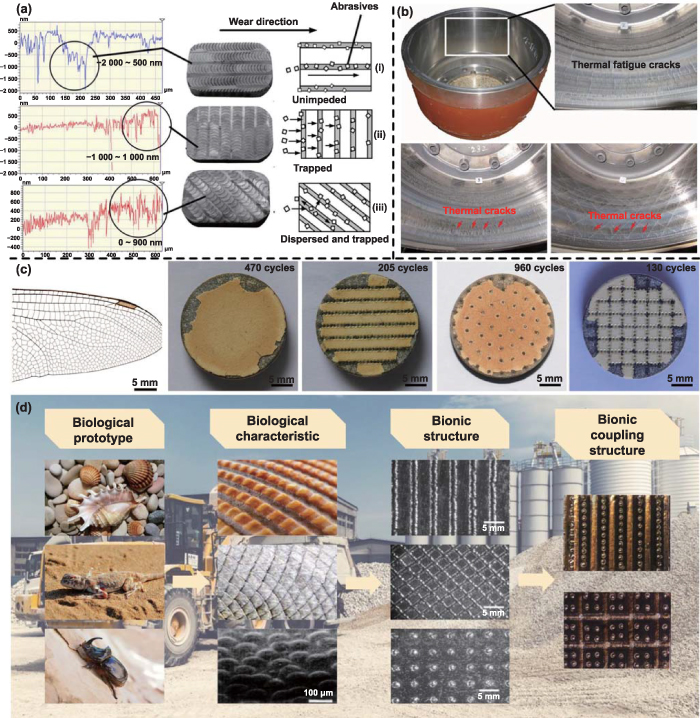
Figure 10. Bionic surfaces based on laser subtractive manufacturing. (a) The schematic of wear mechanism of bionic wear-resistance surfaces during wear. Reprinted from [80], © 2018 Elsevier Ltd. All rights reserved. (b) Mesh-like bionic structure significantly reduces the number and length of thermal cracks. Reproduced from [84], with permission from Springer Nature. Reproduced from [85], with permission from Springer Nature. (c) Diagrammatic sketch of the thermal shock failure of laser-treated specimens with different shapes. Reprinted from [27], Copyright © 2013 Elsevier B.V. All rights reserved. (d) Multi-unit coupled bionic wear-resistant structures with different materials, morphologies, dimensions and distribution patterns. Reprinted from [83], © 2019 Elsevier Ltd. All rights reserved. Reprinted from [86], Copyright © 2013 Elsevier B.V. All rights reserved. Reprinted from [87], © 2019 Elsevier Ltd. All rights reserved.
Download figure:
Standard image High-resolution image4.2.2. Crack-arrest bionic surfaces.
In harsh environments, equipments such as hot forging dies, exhaust pipes, and turbomachines are prone to thermal fatigue cracking, high-temperature wear, and other failures. Bionic structures inspired by the design principles found in blades and dragonfly wings showcase exceptional crack-arrest and fatigue resistance properties, even when subjected to repeated stress cycles. In order to explore the influence of the bionic unit shape on the fatigue resistance of materials, Meng et al [81] studied the thermal fatigue resistance of various unit shapes ('prolate', 'U', 'V') under the surface of H13 die steel. The 'U'-shaped morphology unit was found to effectively impede crack expansion through a crack tip passivation mechanism. Bionic crack arrest surface increases the heating area of the tooth surface, ensuring a greater temperature gradient on the gear tooth surface with the bionic surface morphology, and in turn, exerts a deterrent effect on the initiation and expansion of gear cracks (figure 10(b)). The service miles of the brake pad with bionic crack arrest surface can reach 70 000 Km and above, and the service life is more than double that of the untreated brake pad [82]. The thermal cycle life of thermal barrier coatings (TBCs) is relatively short due to factors such as the mismatch of thermal expansion coefficients, phase changes causing coating volume changes, and oxide formation. To address this challenge, the preparation of bionic structures with typical shapes of biological structures (dots, stripes, and lattices) on the TBCs by laser equivalent manufacturing technique can effectively improve the bonding strength and limit the extension of cracks (figure 10(c)) [27]. During thermal shock tests, coating failure or peeling typically initiates at the edges and subsequently propagates to adjacent areas. Dotted units with columnar grains and segmented cracks prove advantageous for enhancing strain tolerance. The striated and grid units, owing to their large overlap, result in the formation of more continuous segmented cracks and transverse cracks. The bionic crack-arrest surface achieves the redistribution of surface stresses, elevating the threshold for crack initiation and aiding in limiting the path of crack propagation. Bionic specimens with coupled effects of non-smooth mechanical properties and microstructural features can effectively extend the service life of a die (figure 10(d)) [83].
5. Laser-based additive manufacturing for bionic spatial structures
5.1. LAM theory
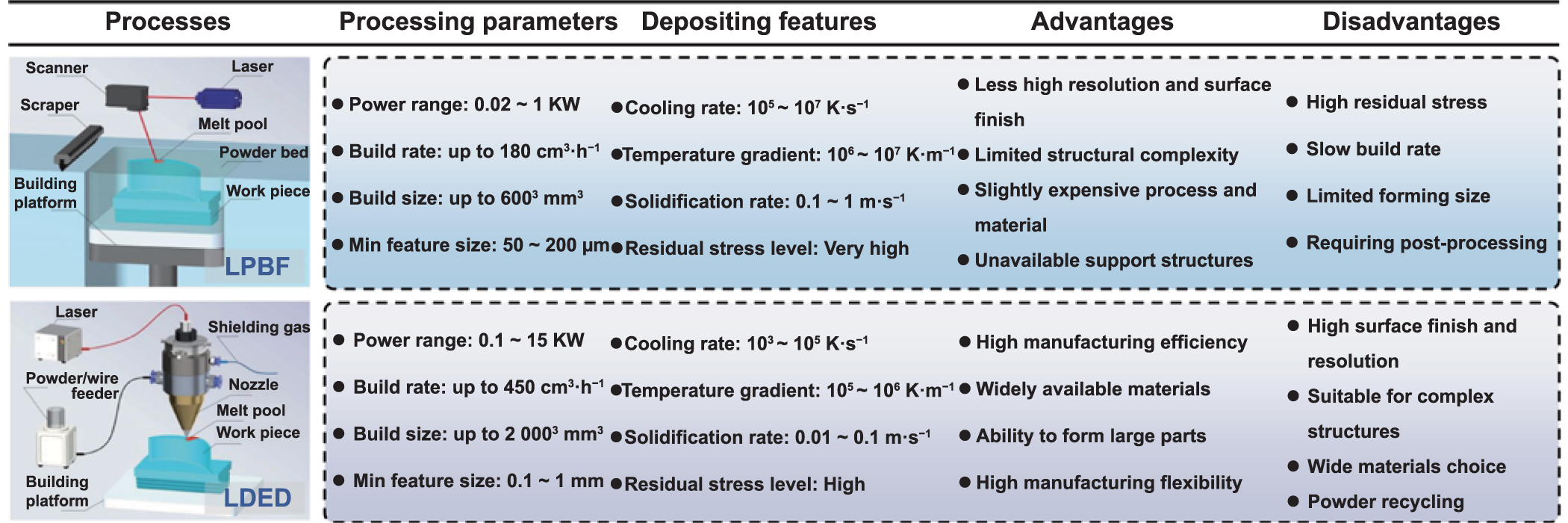
LAM technology is an advanced manufacturing approach that utilizes laser as an energy source to accumulate material layer by layer along a three-dimensional design path, following the 'discrete-additive' principle. LAM can be primarily categorized into two categories based on the different mechanisms of laser-powder interaction. These categories are synchronous powder feeding forming methods, represented by laser directed energy deposition (LDED), and powder bed forming methods, represented by Laser powder bed fusion (LPBF) [88]. For a complete comparison of the LDED and LPBF processes, as shown in figure 11. LPBF fabricates components with intricate structures by scanning a thin layer of pre-coated powder with a high-energy laser and subsequently melting it layer by layer. The use of a small spot diameter laser beam enables the attainment of high dimensional accuracy and excellent surface quality in the formed components. The matching relationship between process parameters (laser power, scanning speed, scanning path, etc), powder material, and powder layer thickness is the critical factor influencing morphology, precision, and material properties of LPBF formed components [89]. LDED technology utilizes higher laser power and a larger laser beam size to melt metal powder fed synchronously layer by layer, making it suitable for the direct manufacturing of larger metal components. The strong metallurgical bond between the deposited material and the substrate highlights the potential of LDED in fabricating large components. The synchronized powder feeding feature allows for the simultaneous addition of multiple materials to the melt pool, enabling the integrated formation of multi-material components [90]. Nevertheless, LDED does have limitations in achieving the precision necessary for complex structures and dimensions, which can somewhat restrict its application. Despite this constraint, LDED retains its value as an additive manufacturing (AM) method for producing large and multi-material components, providing unique advantages in specific manufacturing scenarios.
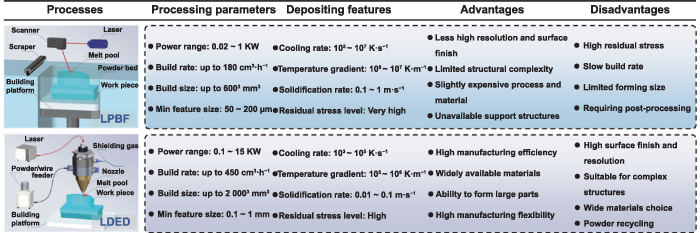
Figure 11. The outline of laser additive manufacturing technologies used in bionic manufacturing. From [88]. Reprinted with permission from AAAS. Reprinted from [91], © 2023 Elsevier Ltd. All rights reserved.
Download figure:
Standard image High-resolution image5.2. Application of LAM on bionic spatial structures
The integrated optimization of function, characteristics, and hierarchical structure can always make natural materials achieve superior performance far beyond themselves. AM has rapidly emerged as the preferred technology for bionic manufacturing. AM breaks through the limitations of subtractive manufacturing (removal forming) and non-deformable manufacturing (forced forming) and enables the integrated forming of complex geometries [92]. Bionics offers a method to imitate natural structures, while AM provides the flexibility to design and fabricate multi-material, multi-scale, and multi-functional bionic structures. AM provides a new technological approach to the design and manufacture of bionic products and is reshaping the global manufacturing competition landscape.
5.2.1. Mechanically reinforced bionic structures.
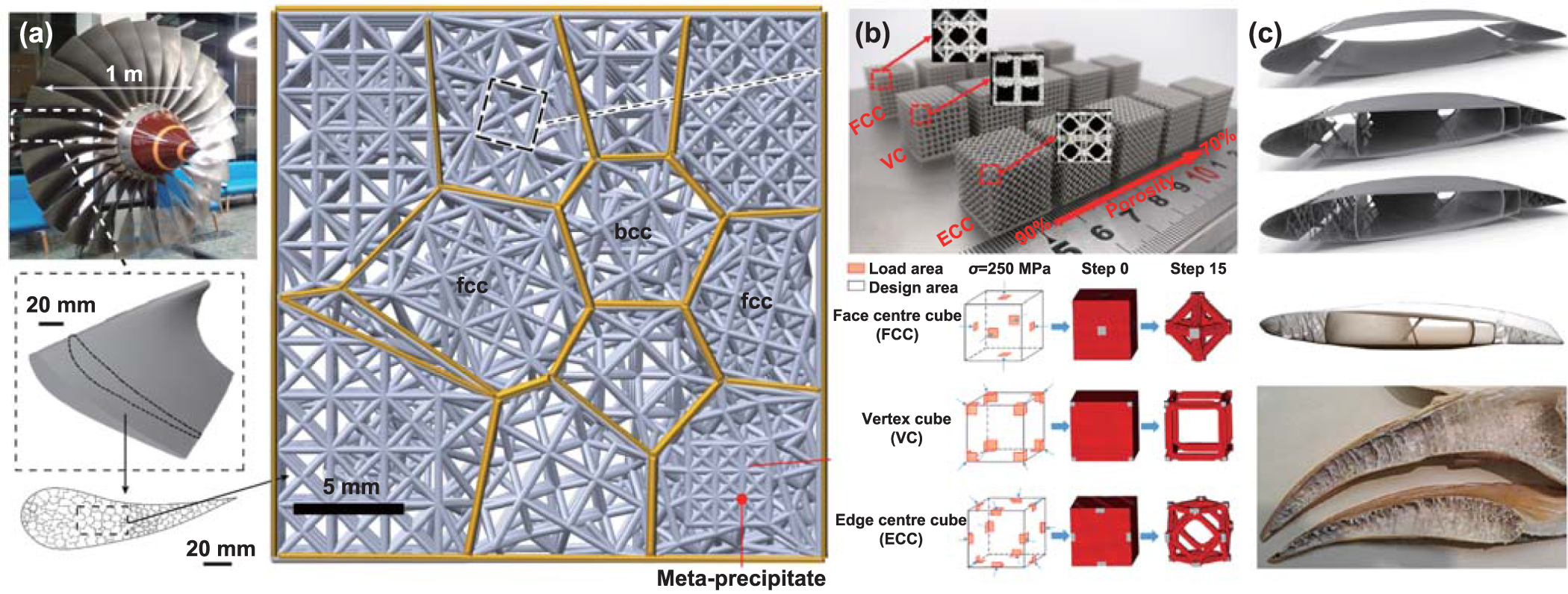
Porous structures (cellular structures, lattice structures, honeycomb structures, etc) are considered highly promising for the new generation of advanced lightweight load-bearing systems due to their lightweight and multifunctional properties [93, 94]. Benefiting from the ability to fabricate components with complex shape geometry and high precision, LPBF holds a significant advantage in manufacturing bionic porous structures. By simulating the crystal structure and strengthening mechanisms (grain-boundary, precipitation, multiphase strengthening, etc) of crystalline materials, the lattice-like structure exhibits excellent damage resistance characteristics. Engine blades inspired by crystal microstructures are prepared from multi-scale layered crystal structures to enhance the functionality and performance of the material in response to external loads (figure 12(a)). The multi-scale and multi-level crystal structure achieves synergistic strengthening associated with both crystallographic microstructures and designed mesostructures [36]. The combination of AM and topology optimization can produce lightweight porous structures with optimal performance under specific conditions. Xiao et al [95] combined AM and topology optimization for lattice structure design. The face centre cube and vertex cube lattice structures have better mechanical properties than the edge centre cube lattice structure. Topologically optimized lattice structure outperforms most lattice structures and has a maximum lightweight design (figure 12(b)). In structures with the same porosity, other lattice structures are more prone to forming cracks due to stress concentration. It is evident that controlling porosity, optimizing lattice structures, and considering specific stress conditions are crucial aspects of producing bionic porous structures with superior mechanical properties and performance [96]. Previous studies have found that the internal structure of the Boeing 777 wing after topology optimization and the internal structure of the beak skeleton show striking similarities (figure 12(c)) [97]. The combination of AM and topology optimization offers the potential to create lightweight porous structures with optimal performance for specific conditions. Notably, porous structures may provide new ideas for the development of next-generation thermal control structures or materials. Bionic gradient porous materials inspired by Norway spruce can effectively reduce thermal diffusivity, demonstrating the great potential of LAM technology in the field of thermal management [98].

Figure 12. Porous structures based on laser additive manufacturing. (a) Lightweight and damage-tolerant architected materials inspired by crystal microstructure. Reproduced from [36], with permission from Springer Nature. (b) Lattice structure and topology optimization iterations. Reprinted from [95], © 2018 Elsevier Ltd. All rights reserved. (c) Hornbill bird beak with internal structure similar to that of the optimized aircraft wing. Reproduced from [97], with permission from Springer Nature.
Download figure:
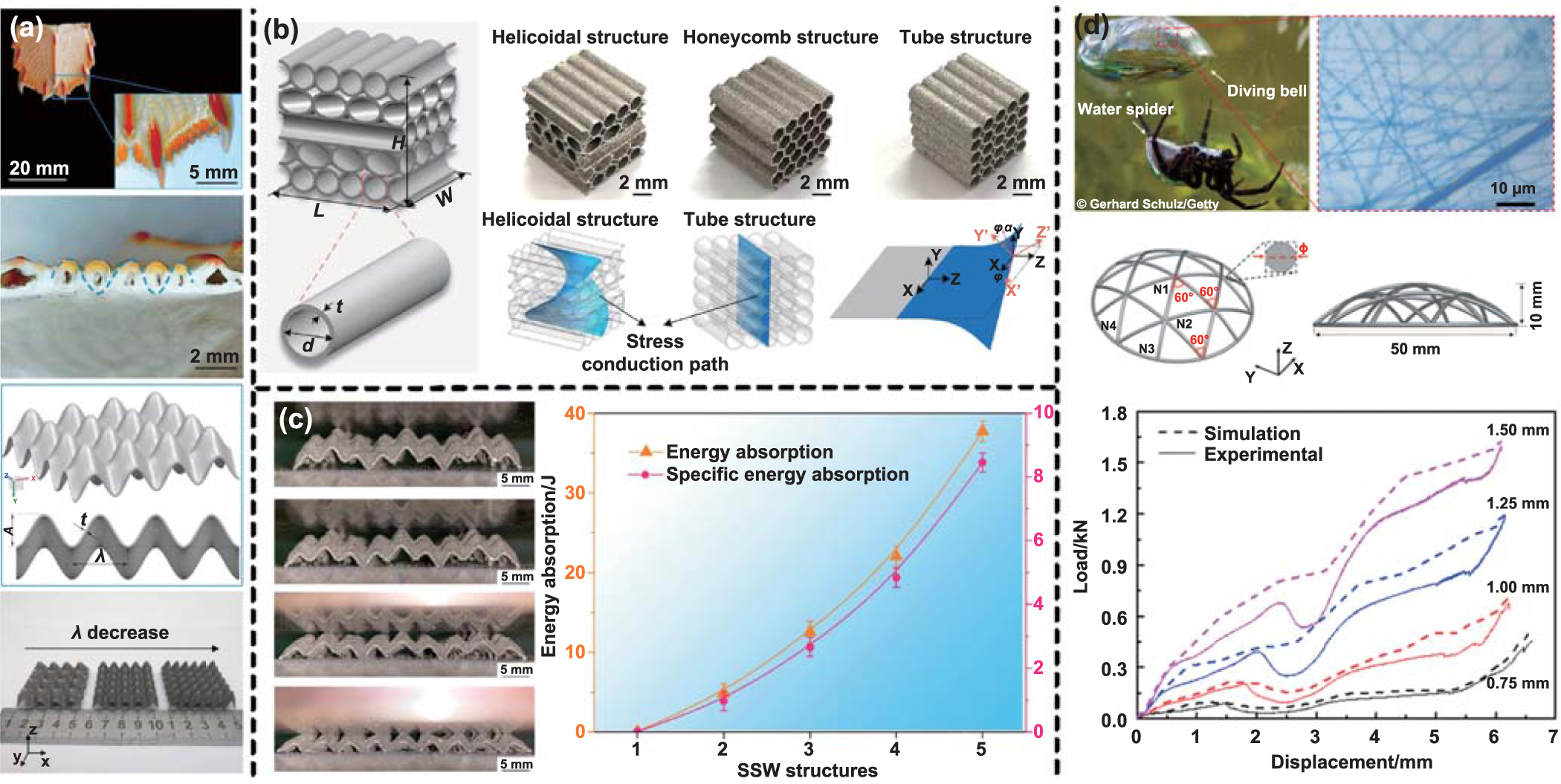
Standard image High-resolution imageIn various fields such as automotive, aviation, and military, enhancing the impact resistance and energy absorption capacity of lightweight components is a pressing challenge. Organisms exhibit lightweight characteristics through highly complex and adaptable structural forms, inspiring the development of bionic solutions. The tailstock of the Mantis Shrimp can withstand repeated impacts of 1500 N without any catastrophic failure. Inspired by the telson of the mantis shrimp, the bionic bi-directionally corrugated plate (DCP) structure (plate structure) fabricated by researchers through LPBF has excellent energy absorption capacity and high-speed impact stability (figure 13(a)) [99]. Through optimizing the geometric parameters, such as wavelength and amplitude, an effective energy-absorbing structure with superior overall performance was achieved. The helicoidal structure inspired by the mantis shrimp abdominal segment showed remarkable improvements in specific energy absorption (2.4 times) and plateau stress (2.7 times) compared to conventional honeycomb and tubular structures (figure 13(b)) [100]. The helicoidal structure with a rotation angle of 45° and 3 layers has the optimal comprehensive energy absorption performance. The twisted stress conduction path enables the helical structure to withstand greater compressive forces and distribute the stress more evenly, which is the mechanism for improved energy absorption performance. The application of hierarchical concepts such as multiscale, multilayer, and superimposition to DCP structures can further improve load uniformity (figure 13(c)) [101]. The sine-wave structure exhibited a higher maximum crush force efficiency of 73.06%, surpassing most reported energy-absorbing structures. The energy absorption and specific energy absorption values increased with the height and thickness of the sine curve, reaching 37.73 J and 8.45 J·g−1, respectively. The diving bell of the water spider can withstand high velocity impacts from currents in different directions. Wang et al [102] investigated the effect of strut diameter on the dimensional accuracy, densification behavior, and compression properties of mesh shell structures. The load-displacement curves of all the mesh shell members showed similar trends. The member with a strut diameter of 1.50 mm exhibited the maximum load capacity, whereas the member with a strut diameter of 0.75 mm demonstrated the maximum displacement (figure 13(d)).
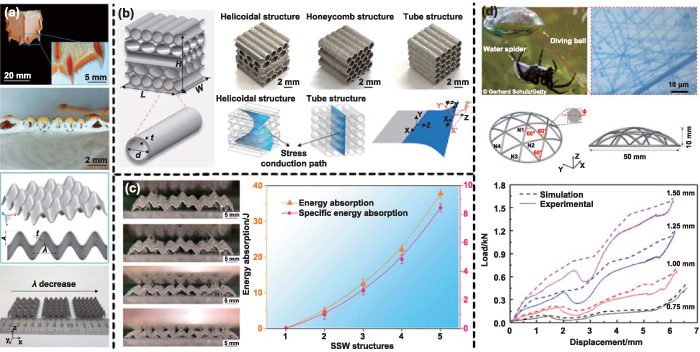
Figure 13. Mechanically reinforced bionic structures based on laser additive manufacturing. (a) Bi-directionally corrugated panel inspired by the corrugated feature of the mantis shrimp telson. Reprinted from [99], © 2018 Elsevier Ltd. All rights reserved. (b) Schematic of LPBF fabricated specimens (helicoidal structure, honeycomb structure and tube structure) and stress conduction. Reprinted from [100], © 2022 Elsevier Ltd. All rights reserved. (c) Energy absorption and specific energy absorption for superimposed sinusoidal structures. Reproduced from [101]. CC BY 4.0. (d) Cross-connected structures inspired by the diving bells of water spiders exhibit high specific energy absorption and energy absorption capacity. [102] John Wiley & Sons. © 2019 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim.
Download figure:
Standard image High-resolution image5.2.2. Heterogeneous bionic structures.
Natural materials are generally composites with spatially heterogeneous and tunable properties [2]. To attain properties that closely match those of natural biological structures, particle-reinforced composites with a structure akin to mussels prove highly effective in resisting wear and deformation [103]. By incorporating the unique properties of different materials, the heterogeneous bionic structures exhibit versatility and comprehensiveness. Multi-material AM enables 'the right materials printed in the right positions' and 'unique structures printed for unique functions' [88]. In general, LAM strategies for heterogeneous materials involve direct deposition, functional gradient joining, and intermediate layer joining [104]. Fabrication of crossed-lamellar structures inspired by conch shells by LDED demonstrates the feasibility of depositing multiple materials on the same deposition layer and on different deposition layers (figure 14(a)) [105]. The 'softer' and 'harder' regions of a heterogeneous material are unevenly deformed during plastic deformation. The synergistic effect of these regions leads to heterogeneous deformation-induced strengthening and strain hardening, which greatly enhances the strength-ductility trade-off of the heterogeneous structures [106, 107]. Special material interface design is instrumental in enhancing the diffusion of material elements and improving mechanical properties. Inspired by natural materials such as bamboo, bone, and teeth, advanced functional grading materials are an appropriate response to high performance and multifunctional applications. Figure 14(b) shows the functional gradient materials from 100% Ti6Al4V to 100% Mo. There is satisfactory metallurgical bonding between the deposit and the substrate, but also between each deposited layer [108]. However, intermetallic compounds that exhibit thermal mismatch along the transition zone (interface zone) of different alloys may cause cracks. Direct deposition and functional gradient joining methods may lead to the formation of harmful phases, which can limit the application prospects of heterogeneous materials. Joining with the help of interlayer materials offers a promising approach to overcome these limitations and expand the possibilities of heterogeneous material design. Inspired by the multilayer structure of the Crysomallon squamiferum shell, Wang et al [35] prepared fully dense layered ceramic/metal materials with excellent interfacial bonding. Careful control of the scan speed and energy input during the manufacturing process is crucial to avoid visible defects in the final product (figure 14(c)). The utilization of bio-inspired layered composite and whiskers-structured reinforcement in the TiB2/Ti6Al4V multi-material has resulted in superior overall performance. This material exhibits outstanding strength, surpassing 2000 MPa, and a high bending strain of approximately 8%.

Figure 14. Heterogeneous bionic structures based on laser additive manufacturing. (a) Evading the strength-ductility trade-off dilemma in steel-nickel heterostructured material by bionic crossed-lamellar structures. Reproduced from [105]. CC BY 4.0. (b) EBSD maps of Ti6Al4V-Mo alloys at gradients interface. Reprinted from [108], © 2017 Elsevier B.V. All rights reserved. (c) Multilayered Ti6Al4V/TiB2 material inspired from C. squamiferum. Reprinted from [35], © 2022 Published by Elsevier Ltd.
Download figure:
Standard image High-resolution image5.2.3. Intelligent bionic structures.
Irritability refers to the instinctive response of organisms to environmental stimuli. Many plants possess unique structures in their stems, leaves, fruits, seeds, and other organs that enable spontaneous responses in response to environmental conditions such as light, sound, humidity, and temperature [109, 110]. Smart material-based AM (4D printing), is an advanced manufacturing technology that allows materials to be 'programmed' to respond to external stimuli. This ability endows the material with dynamic properties that allow it to exhibit responsive behavior in response to changes in its surroundings [111]. Inspired by the autonomous movement observed in living organisms, actuatable materials find diverse applications in fields such as biosensors, soft robotics, and bionic actuation. Nishiguchi et al [112] devised a method for direct in-gel laser writing with an impressive resolution of 1/100 nm. When combined with a thermosensitive hydrogel, even minor temperature variations can induce substantial amplitude motions. Addressing the challenge of creating artificial musculoskeletal systems at the micro- and nanoscale, Ma et al [113] introduced femtosecond LAM to fabricate micro-robots. The heightened responsiveness of polymeric materials to ambient humidity induces alterations in the confined volume, resulting in bending and deformation movements of the material. This characteristic creates new opportunities for the application of soft actuators and artificial muscles [114].
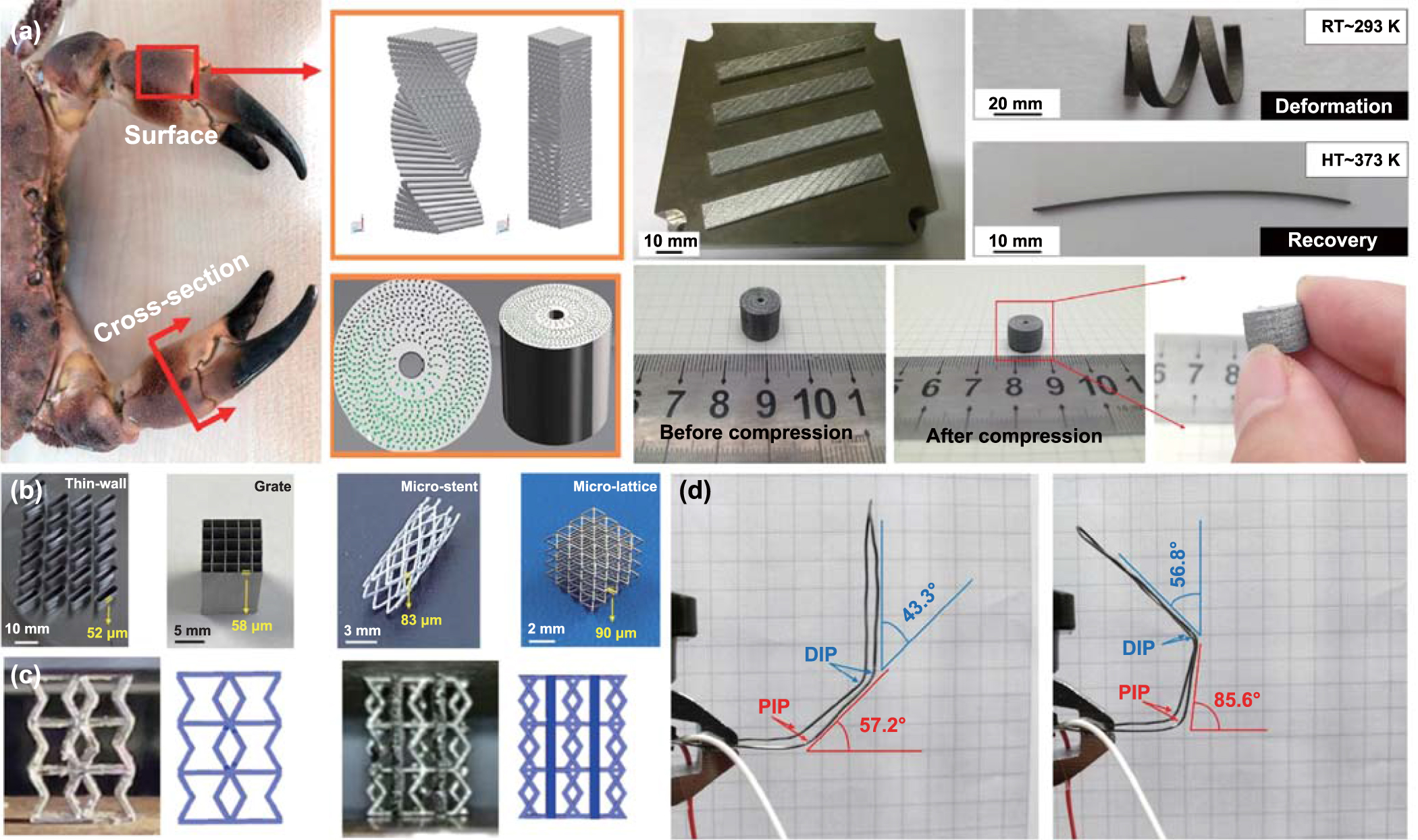
NiTi alloy stands out as one of the most frequently employed smart materials, owing to its distinctive functional characteristics [115, 116]. Leveraging laser material manufacturing technology for the creation of intricate shapes, and controlled deformation accuracy of nickel–titanium alloy enjoys unparalleled advantages over traditional methods, providing an ideal means for manufacturing intelligent metal devices [117]. The bionic crab claw structures prepared by utilizing the flexible building strategy of LPBF technology and the track-by-track and layer-by-layer processing modes have strong toughness and damage resistance [118]. Different pore distribution patterns prove instrumental in significantly enhancing the toughness of NiTi parts. Small rotation increments often lead to torsional fracture, while relatively large rotation increments tend to increase torsional rigidity and the tangential force at the interface between adjacent tracks, contributing to an increase in cumulative deformation. The fabricated bionic NiTi alloys using the streak rotation scanning strategy have excellent tensile properties and high shape recovery (figure 15(a)) [34]. By optimizing the laser scanning length in the layer and the laser scanning direction between the layers, the NiTi component prepared has a tensile fracture of (690 ± 15) MPa and a tensile strain of up to (15.2 ± 0.8)%. Moreover, NiTi functional microdevices with extreme scales can be fabricated by optimizing the combination of laser power and scanning rate (figure 15(b)). These microdevices not only showcase high manufacturing quality, with a minimum feature size of 52 µm and less than 2 µm of low surface roughness but also demonstrate desirable mechanical properties seldom reported in other µ-LPBF (micro-scale selective laser melting) micro-components [119]. Bionic honeycomb structures fabricated using NiTi alloys exhibit excellent impact resistance and cushioning properties (figure 15(c)). The utilization of NiTi alloy endows the structure with the capability to exhibit good shape memory recovery after experiencing slight impacts. This feature allows for the repeated utilization of shock-buffering structures under minor deformation [120]. Bionic manipulator fabricated using NiTi alloy helps to accomplish finger rehabilitation without motors (figure 15(d)). The actuation and bending of the device are achieved through resistive heating, which activates the SME in different laser processed regions. Each laser processed region possesses unique phase transformation onset temperatures and thermo-mechanical recovery characteristics, thereby imparting distinct actuation characteristics [121].
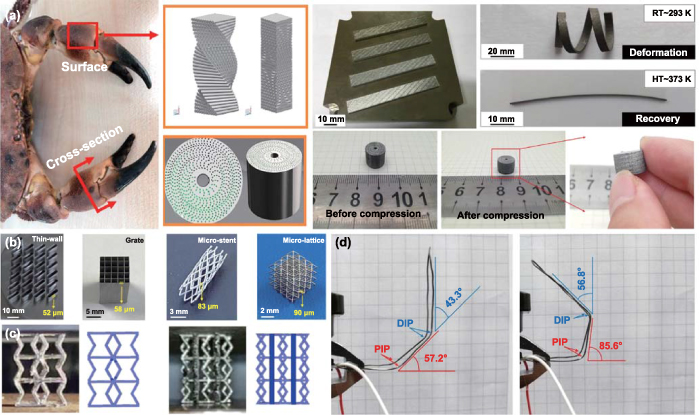
Figure 15. Intelligent bionic structures based on laser additive manufacturing. (a) Bionic smart components with excellent shape recovery and compression properties inspired by multi-pore structure and helicoidal structure of the crab claw. Reprinted from [34], © 2019 Elsevier Ltd. All rights reserved. Reprinted from [118], © 2018 Elsevier B.V. All rights reserved. (b) As-printed NiTi micro-components, including thin-wall structures, grate structure, NiTi micro-stent, micro-lattice. Reprinted from [119], © 2022 Elsevier B.V. All rights reserved. (c) Sample and schematic of bionic honeycomb structure. Reproduced from [120], with permission from Springer Nature. (d) The bionic index-finger moving based on laser processed NiTi SMAs joints. Reprinted from [121], © 2019 Elsevier Ltd. All rights reserved.
Download figure:
Standard image High-resolution image6. Summary and outlook
Drawing inspiration from nature's designs and material arrangements offers a valuable source for creating high-performance and multifunctional components. Combining bionics with laser processing, is expected to create bionic structures and surfaces with properties such as extreme scale, complex shapes, and multilayer structures. This paper aims to introduce the processing principles, manufacturing strategies, and potential applications of laser processing in bionic manufacturing. The research progress and trends in laser-based bionic manufacturing are reviewed in-depth. Compared to other bionic manufacturing methods, laser processing provides near-perfect answers to key questions in bionic manufacturing due to its cross-scale processing range, broad material adaptability, and non-contact manufacturing methods. This paper focuses on three laser-based bionic processing strategies: subtractive manufacturing, equivalent manufacturing, and AM. These strategies are explored in the context of their applications, encompassing bionic micro/nano structural surfaces, bionic reinforced surfaces, and bionic spatial structures. Indeed, while laser-based bionic manufacturing has shown significant progress in fabricating bionic surfaces, structures, and functions, there are still several challenges that need to be addressed: first, the formation mechanism of natural materials needs to be further explored to provide theoretical guidance for bionic manufacturing. By uncovering the underlying principles of natural materials, it becomes possible to design and create artificial materials through 'bionic manufacturing' rather than just 'biological replication'. Second, the properties of bionic specimens are heavily influenced by laser process parameters and the laser-material interaction mechanism. Defects in bionic components must be reduced by optimizing process parameters. The development of specialized materials for bionic structures contributes to the realization of high performance fabrication of bionic structures. The fabrication of cross-scale bionic structures is more challenging, as it may require multiple processing with different processing parameters to achieve the desired structure. Third, further improvements in laser processing techniques are necessary to enable the fabrication of more complex and refined bionic structures. Integrating laser processing technology with other manufacturing methods can lead to improved efficiency and reduced costs. However, challenges related to compatibility between different manufacturing methods, error control during machining, and the combination of machining parameters need further research and exploration. Fourth, the multi-functionalization of bionic components is becoming an important development trend. While some artificial materials already match or surpass the single functions of natural materials, the development of bionic materials with multiple functions remains an ongoing challenge. Achieving materials that possess diverse and complementary functionalities is a key area of exploration.
Significant advantages such as powerful flexibility and wide material adaptability allow laser-based bionic manufacturing to show an exciting future. First, the establishment of sound test equipment and evaluation standards for bionic manufacturing is an important future development direction. From selecting biological prototypes and defining biological functions to fabricating bionic structural models, standardized evaluation methods will enhance the reliability and reproducibility of bionic manufacturing. Second, creating a proprietary process system for laser-based bionic manufacturing can greatly streamline and optimize the entire production process. Database modeling for multi-factor characteristics (material data, model data, process strategy, etc), development of process parameter query, molding, and formability result prediction, process parameter optimization selection based on the database and empirical models, and provision of guidance solutions for bionic manufacturing. The utilization of external energy fields (such as electromagnetic fields, ultrasonic waves, and magnetic fields) to assist equivalent material manufacturing technology can enhance processing efficiency, and improve processing quality. Therefore, it is imperative to further explore the mechanisms and procedural methods of multi-physical field coupling. With advanced technologies such as artificial intelligence and machine learning, bionic structures with complex forms and functions can be designed and optimized more intelligently and efficiently. Third, advanced laser systems are a powerful tool for bionic manufacturing. Closed-loop control enabled by in-situ monitoring ensures consistent quality during the manufacturing process. The development of high-power lasers with small spot sizes and high resolution further improves precision and molding capabilities for complex bionic structures. Fourth, the future of laser-based bionic manufacturing will be multidisciplinary, involving collaboration across mechanical engineering, materials science, biology, and other fields. By integrating knowledge and expertise from diverse disciplines, the potential for laser-based bionic manufacturing can be maximized. Figure 16 illustrates how this multidisciplinary integration can foster advancements in the field, allowing for the realization of the 'from nature, beyond nature' goal. Despite the challenges and issues that remain, the unlimited potential of laser processing technology in fabricating bionic products is evident. Large-scale production and commercial utilization of bionic products using laser technology are becoming increasingly attainable goals. With continued research, innovation, and cross-disciplinary collaboration, the future of laser-based bionic manufacturing holds promise for transformative applications and significant contributions to various industries.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 16. The outlook for laser-based bionic manufacturing. From [88]. Reprinted with permission from AAAS. [122] John Wiley & Sons. © 2018 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim.
Download figure:
Standard image High-resolution image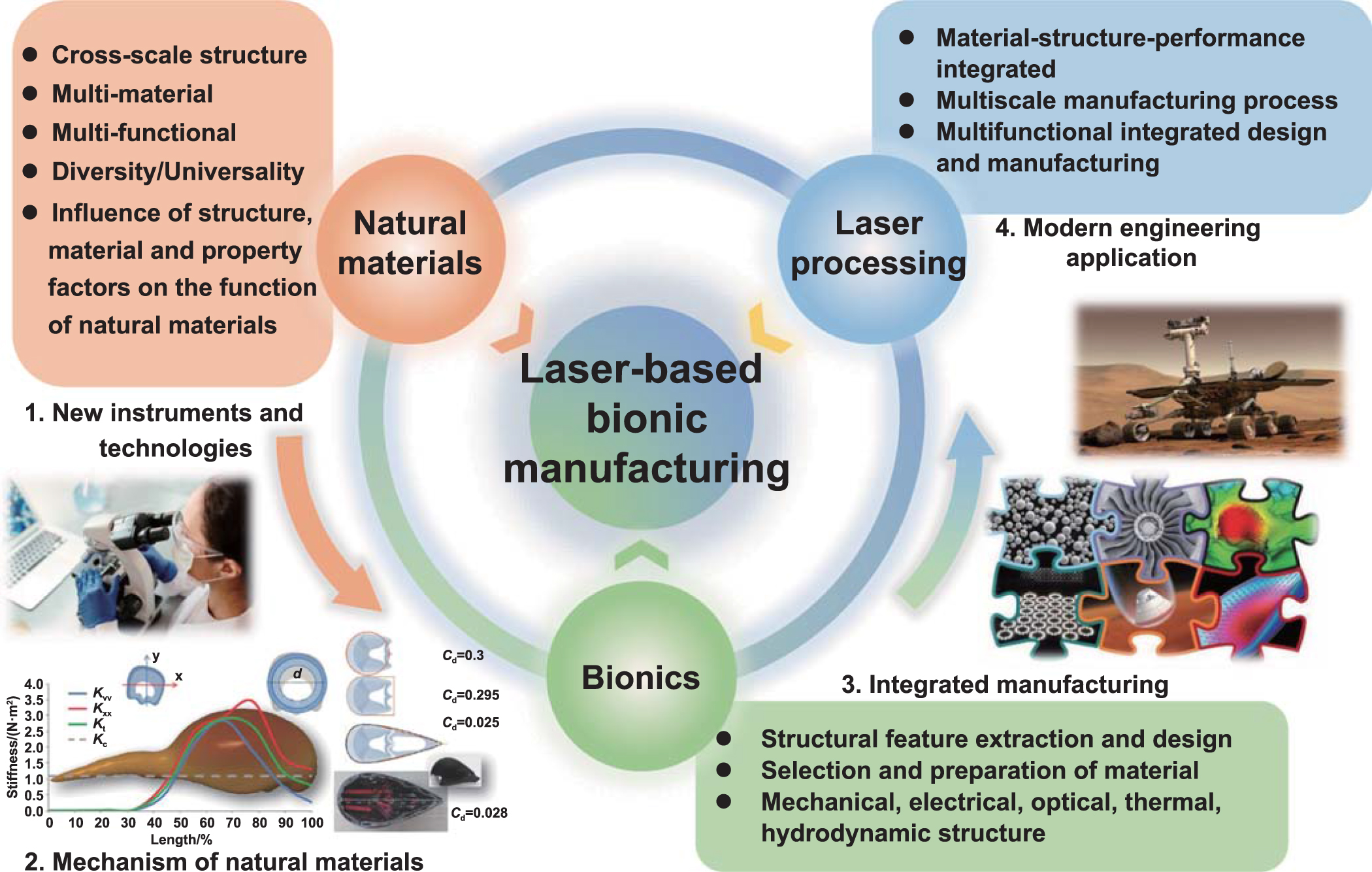{kind=link}
Acknowledgments
This work is supported by the National Natural Science Foundation of China (Nos. 52235006 and 52025053) and the National Key Research and Development Program of China (No. 2022YFB4600500).
Author contributions
Xingran Li and Zhihui Zhang conceived this review. Xingran Li wrote the manuscript. Baoyu Zhang, Timothy Jakobi, Zhenglei Yu, and Luquan Ren participated the modification of the manuscript.
The authors declare that there is no conflict of interest regarding the publication of this paper.