

Abstract
We study the magneto-rheological response of hybrid-magnetic elastomer composites consisting of two different magnetic filler particles at fixed overall concentration. Thereby, we focus on an optimization of mechanical and magnetic properties by combining highly reinforcing magnetic nano-particles (MagSilica) with micro-sized carbonyl-iron particles (CIP), which exhibit high switch ability in a magnetic field. We observe a symbiotic interaction of both filler types, especially in the case when an orientation of the magnetic filler particles is achieved due to curing in an external magnetic field. The orientation effect is significant only for the micro-sized CIP particles with high saturation magnetization, indicating that the induced magnetic moment for the nano-sized particles is too small for delivering sufficient attraction between the particles in an external magnetic field. A pronounced switching behavior is observed for the non-cross-linked melts with 15 and 20 vol.% CIP, whereby the small strain modulus increases by more than 50%. For the sample without the coupling agent silane, one even observes a relative modulus increase of about 140%, which can be related to the combined effect of a higher mobility of the particles without a silane layer and the ability of the particles to come in close contact when they are arranged in strings along the field lines. For the cross-linked samples, a maximum switching effect of about 30% is achieved for the system with pure CIP. This magneto-sensitivity decreases successively if CIP is replaced by MagSilica, while the tensile strength of the systems increases significantly. The use of silane reduces the switching effect, but it is necessary for a good mechanical performance by delivering strong chemical bonding of the magnetic filler particles to the polymer matrix.
Export citation and abstract BibTeX RIS
1. Introduction
New concepts in the area of material sciences allow the development of adaptive materials, the so-called smart materials. These are able to vary their physical (and/or chemical) properties in such a way that they ensure, for example, for base isolation systems used in high buildings and bridges, resistance against catastrophic environmental factors. This ability offers advantages for wide-tense bridges and skyscrapers, which are exposed to extreme vibrations caused by cyclones or earthquakes, because the buildings can actively react to these events. In the area of disaster-resistant constructions, adaptive hydraulic damper systems have already been successfully used [1]. Since hydraulic pump technology, responsible for control over the horizontal movements of the buildings, is very costly, active damper systems based on magnetorheological elastomers (MREs) are tested currently as earthquake-proof bearings for low- to medium-rise buildings [2]. Such MRE systems can be also used for electromagnetically tuned mass dampers. Here, an electromagnet regulates a magnetic field strength in a ring-shaped arrangement of an iron core and an MRE. A system of an oscillating mass and a spring element can be realized whose spring constant is actively controlled by the magnetic field strength. Since the eigenfrequency would be systematically shifted by variation of the spring constant, the damping characteristics of the system can be adapted actively to the external deformation [3–5].
The use of the magnetostriction effect, i.e., a magnetically induced shape change, by the development of MRE-based magnetostrictive sensors is very effective with relatively soft materials, because a decrease of the deformation  is approximately proportional to the inverse square root of the elasticity modulus E (
is approximately proportional to the inverse square root of the elasticity modulus E ( ) [6]. Since the end of the 1990s, many efforts have been made toward the development of magneto-elastic sensors based on the magnetostriction effect, which also led to a better theoretical understanding of the phenomena [7–10]. A typical example is a recently patented sensor for temperature measurements in cold chains that manages to function without electrical supply. It is composed of three components: a permanent magnet is coupled to a switch made of a magnetic shape memory alloy, which carries out an irreversible phase transition between the ferromagnetic and paramagnetic state as soon as the temperature reaches a critical value. The temperature range depends on the composition of the alloy. Above the switch, there is a resonator, which is made of a soft-magnetic ribbon. If the temperature exceeds the critical threshold values, the switch changes, by the resonator, the magnetic flux, and, consequently, its resonance frequency. This change can be read by a magnetic pulse-based reading device [11–13].
) [6]. Since the end of the 1990s, many efforts have been made toward the development of magneto-elastic sensors based on the magnetostriction effect, which also led to a better theoretical understanding of the phenomena [7–10]. A typical example is a recently patented sensor for temperature measurements in cold chains that manages to function without electrical supply. It is composed of three components: a permanent magnet is coupled to a switch made of a magnetic shape memory alloy, which carries out an irreversible phase transition between the ferromagnetic and paramagnetic state as soon as the temperature reaches a critical value. The temperature range depends on the composition of the alloy. Above the switch, there is a resonator, which is made of a soft-magnetic ribbon. If the temperature exceeds the critical threshold values, the switch changes, by the resonator, the magnetic flux, and, consequently, its resonance frequency. This change can be read by a magnetic pulse-based reading device [11–13].
Classic elastomer composites are produced by the cross-linking of long chains during the curing process and contain reinforcing fillers. The effect of magnetostriction on these relatively stiff elastomer composites is low. However, the elastic modulus of MRE composites can be increased spontaneously by up to 30% if an external static magnetic field is applied [14]. This could significantly affect the resonance frequency and the damping behavior of the adaptive components [4].
The magnetic fillers exert a considerable influence on the properties of the MRE composites. Basic parameters like saturation magnetization, magnetic coercitivity, and remanence play a crucial role here. For the adaptive components, based on MREs, soft magnetic particles with low coercivity are used. Their magnetization direction is easily reversible, and thus dissipates less energy in an alternating magnetic field. The particles should show high magnetizability so that under the influence of an external magnetic field, the magnetic flux density of the material and therefore the interaction between neighboring particles increases. Coated iron particles have performed better than iron oxide mixtures and soft ferrites. The coatings with polyol or silica protect the elastomer matrix and provide electrical insulation for electrically conductive substances, which avoids eddy currents [14–19]. In addition, the coating enables a better chemical bonding of the filler particles to the polymer chains with a silane, which improves the mechanical properties of the MRE. In a non-magnetic elastomeric matrix, the spontaneous change in magnetization of magnetic filler particles is triggered by an external magnetic field, which generates a rapid and stepwise change in the magnetic flux. The induced dipole–dipole interaction between adjacent magnetic filler particles stiffens the rubber matrix and forces the particles to arrange themselves in strings if their mobility is high enough. This orientation of the particles can readily be obtained during the curing process in the presence of an external magnetic field, which turns out to be advantageous for optimizing the switching ability of the MRE [14, 16–19]. With this technique, an anisotropic MRE, whose stiffness and hysteresis behaviors show magnetic orientation dependence, can be prepared.
Earlier works have shown that the effects obtained were relatively low, because it was not possible to produce a sufficiently sensitive elastomer matrix for the external magnetic fields. It was shown that nano-sized magnetic fillers enhance the mechanical reinforcement of the MRE, but no pronounced switching effect has been measured. To remedy this deficiency, microscale magnetic fillers are used. They register a considerable switching effect. But, contrary to the nano-sized magnetic fillers, they manifest a poor mechanical reinforcement [16]. The influence of the magnetic filler particles on the switching effect is owed to their magnetic interaction strength. This can be tuned by the magnetic (dipole)-moment and the distance between the particles. Indeed, it is revealed that the particles' magnetic interaction energy increases with the square of the magnetic dipole moment, which is scaling with the particle volume Vp, and decreases with the 3rd power of the mean distance between adjacent particles  For a fixed filler volume fraction ϕ, the average distance between adjacent particles varies linearly with the particle diameter,
For a fixed filler volume fraction ϕ, the average distance between adjacent particles varies linearly with the particle diameter,  as derived in a simple cubic lattice approximation. Accordingly, the magnetic interaction energy increases linearly with the particle volume. This indicates that the magneto-rheological response of the whole sample is sensitive to the particle volume, implying that the switching effect increases with the particle size [16]. Nevertheless, magnetic nanoparticles are expected to support the switching effect, because the magnetic flux density of the sample increases if the amount of magnetic particles is increased, independent of their size.
as derived in a simple cubic lattice approximation. Accordingly, the magnetic interaction energy increases linearly with the particle volume. This indicates that the magneto-rheological response of the whole sample is sensitive to the particle volume, implying that the switching effect increases with the particle size [16]. Nevertheless, magnetic nanoparticles are expected to support the switching effect, because the magnetic flux density of the sample increases if the amount of magnetic particles is increased, independent of their size.
The aim of this work is to prepare a switchable MRE with reasonable mechanical properties. This shall be obtained by the combination of nano- and micro-sized magnetic fillers to prepare MRE composites with hybrid magnetic filler systems.
2. Experimental setup
2.1. Materials
The samples are composed of a solution-styrene-butadiene rubber (S-SBR, Buna VSL 2525-0, purchased from Lanxess) containing 25 wt.% styrene and 25 wt.% vinyl groups and two different nano- and micro-sized magnetic fillers. A constant total filler volume fraction of 20 vol.% filler for all samples is realized. They contain 17 vol.% processing oil (TDAE), 3 vol.% of the coupling agent bis-(triethoxysilylpropyl) tetrasulfide (TESPT, trade name Si69), and other necessary additives, i.e., antioxidant (IPPD), processing aids (stearic acid, ZnO), and the crosslinking system. The samples were cross-linked semi-efficiently by sulfur (S) together with the vulcanization accelerators N-yclohexyl-2-benzthiazylsulfenamid (CBS) and Diphenylguanidin (DPG). The full recipe is listed in table 1.
Table 1. Recipe of prepared S-SBR samples with nano- and micro-sized magnetic fillers, MagSilica (M), and CIP (C), respectively. All numbers are in vol. %.
| Samples | SBR | Oil | CIP | MagSilica | Si69 | IPPD | Stearic acid | ZnO | S | DPG | CBS |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 20M | 56 | 17 | — | 20 | 3 | 1 | 1 | 0.3 | 0.4 | 0.5 | 0.8 |
| 05C/15M | 56 | 17 | 05 | 15 | 3 | 1 | 1 | 0.3 | 0.4 | 0.5 | 0.8 |
| 10C/10M | 56 | 17 | 10 | 10 | 3 | 1 | 1 | 0.3 | 0.4 | 0.5 | 0.8 |
| 15C/05M | 56 | 17 | 15 | 05 | 3 | 1 | 1 | 0.3 | 0.4 | 0.5 | 0.8 |
| 20C | 56 | 17 | 20 | — | 3 | 1 | 1 | 0.3 | 0.4 | 0.5 | 0.8 |
| 20C no silane | 58 | 18 | 20 | — | — | 1 | 1 | 0.3 | 0.4 | 0.5 | 0.8 |
The two magnetic fillers differ by their size; one is nano-sized and the other one is micro-sized. The nano-sized magnetic filler particles have been supplied by Evonik Industries under the trading name VP MagSilica® 50–85. They are formed by  Fe2O3 coated with a 3 nm-thick silica layer. According to the supplier, the chemical composition of MagSilica consists of 35 ± 5% maghemite (γ-Fe2O3), 55 ± 5% magnetite (Fe2+(Fe3+)2O4, also referred to as Fe3O4), and less than 15% hematite (α-Fe2O3). Crystallographically, γ-Fe2O3 and Fe3O4 belong to spinel ferrites, with cubic close-packed oxide. α-Fe2O3 crystallizes in the corundum-similar structure with trigonal close-packed oxide. The special saturation magnetization of MagSilica is more than 45 Am2 kg−1, and the coercivity is between 8–11 kA m−1 [20].
Fe2O3 coated with a 3 nm-thick silica layer. According to the supplier, the chemical composition of MagSilica consists of 35 ± 5% maghemite (γ-Fe2O3), 55 ± 5% magnetite (Fe2+(Fe3+)2O4, also referred to as Fe3O4), and less than 15% hematite (α-Fe2O3). Crystallographically, γ-Fe2O3 and Fe3O4 belong to spinel ferrites, with cubic close-packed oxide. α-Fe2O3 crystallizes in the corundum-similar structure with trigonal close-packed oxide. The special saturation magnetization of MagSilica is more than 45 Am2 kg−1, and the coercivity is between 8–11 kA m−1 [20].
Figure 1(a) shows the size distribution and (b) a transmission electron micrograph (TEM) micrograph of the MagSilica nanoparticles. The micro-sized magnetic filler particles have been supplied by BASF SE and consist of carbonyl iron particles with the trading name CIP SW-S. They are produced by thermal decomposition of iron pentacarbonyl (Fe(CO)5), which is previously distilled to high purity. The particles consist of more than 99% pure iron, which has the highest saturation magnetization of all elements, low remanence, and high magnetic permeability. The relative permeability of CIP SW-S powder is μr > 29, as specified by the supplier [21]. The particles are coated with a thin layer of polyol containing multiple hydroxyl functional groups. The average diameter of the micro- and nano-sized particles, abbreviated by CIP and MagSilica, lies in the range 3–4.5 μm and 10–20 nm, respectively.

Figure 1. (a) Size distribution of the MagSilica particles with inset showing the core–shell structure; (b) Transmission electron micrograph (TEM) of a MagSilica aggregate; the iron core and silica shell become apparent [20].
Download figure:
Standard image High-resolution image2.2. Sample preparation
A series of samples based on S-SBR filled with both magnetic fillers was prepared. The components without a curing system were mixed with a Haake PolyLab OS mixer (Thermo Scientific). Silane (Si69) was added as a coupling agent between the polymer and the magnetic fillers during this mixing process. To reach a sufficient reaction of the silane with the hydroxyl groups at the particle surface, the silanization procedure has been performed in two steps. In particular, the temperature was kept constant at about 130° C for 8 min at the end of the first mixing process. Then the composite was dumped and stored for several hours. In the second step, the compound was mixed again for 5 min at temperatures kept between 125–130° C. Finally, the sulfur curing system was added separately on a roller mill.
2.3. Vulcanization techniques
Vulcanization of the samples has been performed in an electrical heating press at 300 bar. The curing temperature was chosen to be 150° C. To determinate the curing time, vulcanization curves at 150° C have been recorded with the vulcameter MDR 2000 (Alpha Technologies). The total measurement time was 45 min, where no reversion of the measured torque was observed. The T90-time, i.e., the time the torque reached 90% of its maximum value, was found to be almost constant, varying by less than 10%. In order to maintain the same thermal history for all samples, an average value of T90 = 20 min was chosen as the reference vulcanization time.
The curing has been performed with or without magnetic field to prepare isotropic (with uniformly dispersed filler) and anisotropic (with preferred filler orientation) samples. The curing setup in an electrical press with a magnetic device consisting of a closed iron core with two magnetic coils is illustrated in figure 2. With this device, a maximum magnetic flux density up to 350 mT at 20A could be measured at room temperature in a gap of 2 mm between the iron plates without vulcanization mold. The mold has been fabricated of paramagnetic aluminum plates of 2 mm thickness with a quadratic cavity of 100 × 100 mm2, which is filled up by the rubber melts during vulcanization.
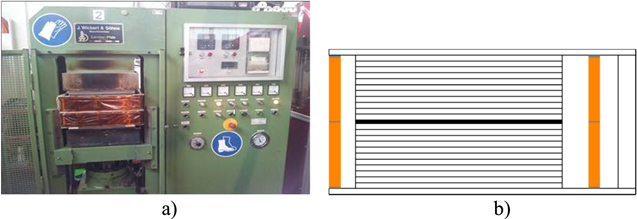
Figure 2. Curing setup for the preparation of anisotropic MRE composites during vulcanization in an electrical heating press. (a) total view of the press, (b) schematic representation of the magnetic device. Iron plates (10 mm thickness) and iron block (30 mm thickness) are not colored. The magnetic coils are displayed in orange. The vulcanization mold is shown in black; its thickness (2 mm) is not true to scale.
Download figure:
Standard image High-resolution image2.4. Static gas adsorption measurements
Static gas adsorption measurements have been performed using the device BELsorp max (BEL Inc., Japan). The measurements yield the amount of gas adsorbed on the surface of the magnetic filler particles as a function of pressure. Before the measurements, the samples have been pre-treated to get rid of impurities at 100° C in a vacuum for at least 2 h. The adsorption isotherms have been recorded down to low pressures p/p0 = 10−6, giving information about the surface activity. In addition, by using the BET theory, the specific surface area of the magnetic filler has been determined in the pressure range p/p0 = 0.1 − 0.3.
2.5. Mechanical investigations
S2-specimens were prepared from 2 mm-thick plates of cured material to measure the stress as a function of strain using a tensile tester (Zwick Z 010 universal test system). The measurements have been carried out at low quasi-static stretching rates with a cross-head speed of 200 mm min−1
To characterize the viscoelastic properties of the MRE, strain sweeps at room temperature (24° C) were performed. The measurements were carried out with a dynamic mechanical analyzer (DMA) in shear mode, using a double sandwich sample holder (Eplexor, GABO Qualimeter Testanlagen). A frequency of 1 Hz and a dynamic strain range from 0.1–50% was chosen. The specimens (2 mm- thick discs with a diameter of 20 mm) were glued to the clamps. The shear deformation during the measurements was perpendicular to the particle orientation.
2.6. Magneto-rheological investigations
For the magneto-rheological investigations, a plate—plate rheometer (Physica MCR 501, Anton Paar) equipped with a magnetic measuring cell was used. With this device, both melts and vulcanizates can be characterized in the presence of a magnetic field. For the measurements with melts, the gap distance was kept constant while the vulcanized samples were analyzed with constant normal force FN = 25N. The measurements were performed by applying a shear strain of 0.5% and a frequency of 10 Hz. The direction of shearing was perpendicular to the particle orientation and/or field direction. For the melts, a constant magnetic field with a flux density of about 740 mT was applied and switched off several times: The current was turned on for 150 s and then turned off for 30 s. For the vulcanizates, the current was turned on for 100 s and then turned off for 20 s. This procedure was repeated throughout the entire measuring time. By applying the on-and-off switching mode of the magnetic field for long time periods with different magnetic field strengths, the magneto-rheological relaxation behavior of the samples could be analyzed. The current was raised gradually from 1 A until a maximum of 5 A was reached. This corresponds to a magnetic flux density of about 200 mT and a maximum of 740 mT. The magnetically induced stiffening of the sample was then analyzed by evaluating the complex shear modulus. Starting the measurement at 50° C, a moderate heating of the magnetic cell was observed during the measurement procedure as a result of the high electrical current controlling the magnetic field. For the melts, the temperature increase was about 10° C, and for the cross-linked systems about 2° C.
3. Results and discussion
3.1. Characterization of filler particles by static gas adsorption techniques
The morphological structure and surface activity of magnetic filler particles have been investigated by static gas adsorption techniques. Figure 3 shows the nitrogen adsorption isotherms for different fillers: MagSilica, CIP, and, for comparison, carbon black N550 and silica U7000 GR. The surface coverage, defined as adsorbed nitrogen amount V divided by the monolayer amount Vm, in dependence of relative pressure p/p0, is shown in a double logarithmic plot. The surface coverage at low pressures can be regarded as a measure for the concentration of active sites at the filler surface where nitrogen is adsorbed preferably [22]. In particular, for p/p0 = 10−4, the surface coverage for CIP is around 6.7%, which is the lowest amount of adsorbed nitrogen compared to the other fillers. The amount of adsorbed nitrogen increases for MagSilica (16.5%) but is significantly higher for carbon black N550 (23%) and silica U7000 GR (27.3%). This tendency remains the same for the whole pressure range, demonstrating that CIP has the lowest energetic activity in comparison to the other fillers. This result can be related to the different surface chemistry and morphologies of the fillers. The surface of CIP is covered by polyol chains containing multiple hydroxyl groups, while the surface of MagSilica consists of a thin silica layer (SiO2). This is similar to the precipitated silica U7000 GR, which is covered by siloxane (Si-O-Si) and a high amount of silanol (Si-OH) groups. Nevertheless, the activity of the industrial silica grade U 7000 GR is significantly higher than for MagSilica. The surface of the carbon black N550 consists mainly of graphitic nano-crystallites, but highly active crystallite edges are also present, delivering a relatively large surface activity [22].
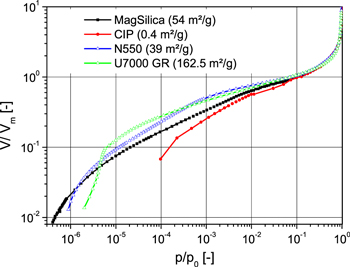
Figure 3. Nitrogen adsorption isotherms of different filler materials, as indicated. The adsorbed amount is normalized with respect to the monolayer volume obtained by applying the BET theory. The estimated specific surface area is shown in brackets.
Download figure:
Standard image High-resolution imageThe monolayer Volume Vm has been calculated using the Brunauer–Emmett–Teller (BET) theory. From this value, the specific surface area of the magnetic filler can be obtained. This is an important feature to characterize the ability of the filler particles to agglomerate and thus the mechanical reinforcement of the samples. It is found that the specific surface area of MagSilica is almost 54 m2 g−1, which is still smaller than the one found for the industrial silica grade U 7000 GR (162.5 m2 g−1) but larger than N550 (39 m2 g−1). However, the specific surface area of MagSilica is large compared to the specific surface area of CIP, which is about one order of magnitude smaller (0.4 m2 g−1). Accordingly, MagSilica particles have a stronger tendency to agglomerate than CIP. We will see that this has a pronounced effect on the reinforcement potential of the two magnetic fillers.
3.2. Mechanical properties of vulcanized hybrid-magnetic filler systems
The samples used in this study have been vulcanized with the device shown in figure 2, delivering an isotropic filler particle distribution with uniformly dispersed filler if no magnetic field is applied. This is compared to the samples cured in the presence of a magnetic field, which implies an anisotropic filler particle distribution with preferred filler orientation in the direction of the magnetic field. At a curing temperature of 150° C, the viscosity of the polymer is strongly reduced, and the mobility of the magnetic filler particles increases. The use of processing oil further promotes the mobility of the magnetic filler particles and improves the orientation effect. As a result, the magnetic filler particles are lined up along the magnetic field lines in strings, and the samples obtain anisotropic mechanical and magnetic properties [16, 17].
Tensile tests have been performed with vulcanized S2 samples to evaluate the reinforcement potential of the different hybrid-magnetic filler systems. The stress-strain curves for the isotropic and anisotropic samples with different filler compositions are depicted in figure 4. Considering first the effect of particle orientation, we observe no pronounced difference between isotropic and anisotropic samples, though the stress values for the anisotropic samples seem to be a bit larger, especially for the samples with high amounts of MagSilica. It seems that under uniaxial loading, the orientation of filler particles plays a minor role, which may be related to the fact that the orientation of fillers is perpendicular to the tension direction. Possibly the results would be different if the filler is oriented in the tension direction, but this can't be analyzed with our sample pool. With regard to the filler composition, a systematic increase of stress values as well as tensile strength with increasing the MagSilica content is observed. This can be related to the more pronounced filler networking of the nano-sized MagSilica particles, which is promoted by several factors, such as filler concentration and particle size [22]. The reinforcement potential is attributed in general to the formation of a physically bonded filler network and to strong polymer-filler couplings. Accordingly, MagSilica provides better networking features necessary for reinforcement compared to CIP. It becomes apparent that the samples filled with 20 vol.% MagSilica show a steep increase of stress values and a high tensile strength of about 17 Mpa, indicating that the coupling reaction of the silane with the silica layer (during mixing) and the rubber matrix (during vulcanization) establishes a strong chemical bonding at the polymer-filler interface. The samples with 20 vol.% CIP show significantly smaller tensile strength values of just 5 Mpa, typical for micro-sized particles. The ultimate strain exhibits the highest values for the 05C/15M samples, which records a maximum extensibility of about 350%. The elongation at break for the samples with 20 vol.% MagSilica decreases to approximately 270%, indicating that a small amount of micro-sized particles is not altering the reinforcing properties significantly and can be accepted for technical applications. In order to check the influence of silane, two samples with 20 vol.% CIP have been prepared, with and without silane. The samples with silane show higher stress values, demonstrating that strong chemical polymer-filler couplings are also realized for the polyol-coated CIP particles. This improved interaction between polymer chains and magnetic filler particles leads to a better distribution of magnetic filler particles in the sample and thus to a high mechanical reinforcement.
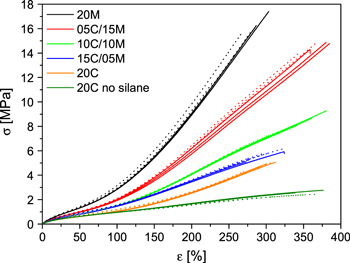
Figure 4. Stress-strain curves at 25° C for isotropic (full lines) and anisotropic (dashed lines) S-SBR-samples with 20 vol.% hybrid-magnetic fillers, as indicated.
Download figure:
Standard image High-resolution imageIn order to verify more closely the effect of orientation of the magnetic particles during the curing process on the mechanical properties of the hybrid magnetic filler systems, dynamic—mechanical investigations have been performed whereby the orientation of fillers was perpendicular to the shearing direction. A comparison of the strain-dependent dynamic shear modulus of the isotropic and anisotropic MRE composites obtained by DMA is presented in figure 5. Obviously, all MRE composites show a more or less pronounced Payne effect; i.e., the storage modulus decreases with increasing strain due to the breakdown of the filler network. For the isotropic samples (closed symbols), the small strain storage modulus  decreases systematically with decreasing MagSilica content, demonstrating that the reinforcing potential is higher for nano-scale magnetic filler particles in comparison to micro-scale magnetic filler particles. This effect is also well known for non-magnetic filler particles, indicating that the filler network becomes stiffer with decreasing particle size. Conversely, for the anisotropic samples (open symbols), the small-strain storage modulus
decreases systematically with decreasing MagSilica content, demonstrating that the reinforcing potential is higher for nano-scale magnetic filler particles in comparison to micro-scale magnetic filler particles. This effect is also well known for non-magnetic filler particles, indicating that the filler network becomes stiffer with decreasing particle size. Conversely, for the anisotropic samples (open symbols), the small-strain storage modulus  decreases first with decreasing MagSilica content but then increases substantially. This can be related to the arrangement of magnetic filler particles during the curing process in anisotropic strings, which delivers a pronounced contribution to the stiffness of the compound in the small- and medium-strain regime. As reported earlier by several authors [14, 16, 17, 23], this orientation effect in a magnetic field is significant only for the micro-sized CIP particles with high saturation magnetization, indicating that the magnetic moment for the nano-sized particles is too small for delivering sufficient attraction in an external magnetic field. This explains why, apart from sample 20M with 20 vol.% MagSilica, the modulus of the anisotropic samples is generally larger than for the isotropic samples, whereby the difference increases successively with rising CIP content reaching a maximum for sample 20C. The relative increase of
decreases first with decreasing MagSilica content but then increases substantially. This can be related to the arrangement of magnetic filler particles during the curing process in anisotropic strings, which delivers a pronounced contribution to the stiffness of the compound in the small- and medium-strain regime. As reported earlier by several authors [14, 16, 17, 23], this orientation effect in a magnetic field is significant only for the micro-sized CIP particles with high saturation magnetization, indicating that the magnetic moment for the nano-sized particles is too small for delivering sufficient attraction in an external magnetic field. This explains why, apart from sample 20M with 20 vol.% MagSilica, the modulus of the anisotropic samples is generally larger than for the isotropic samples, whereby the difference increases successively with rising CIP content reaching a maximum for sample 20C. The relative increase of  due to the orientation of magnetic filler particles is summarized in table 2. It demonstrates that the dynamic mechanical properties of the anisotropic MRE samples show a markedly different behavior compared to the isotropic MRE samples, due to the formation of an oriented microstructure during curing in the presence of an external magnetic field.
due to the orientation of magnetic filler particles is summarized in table 2. It demonstrates that the dynamic mechanical properties of the anisotropic MRE samples show a markedly different behavior compared to the isotropic MRE samples, due to the formation of an oriented microstructure during curing in the presence of an external magnetic field.
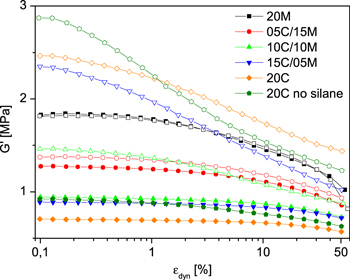
Figure 5. Amplitude dependence of the storage modulus (Payne effect) at 24° C for isotropic (closed symbols) and anisotropic (open symbols) S-SBR samples with 20 vol.% hybrid-magnetic fillers, as indicated.
Download figure:
Standard image High-resolution imageTable 2. Characteristic behavior of the small-strain modulus of the hybrid-magnetic composites due to orientation of magnetic filler particles; the indices 'i' and 'a' stand for isotropic and anisotropic samples, respectively.
| Sample |
![$G_{0,i}^{\prime }\;[{\rm MPa}]$](https://content.cld.iop.org/journals/0964-1726/24/2/025016/revision1/sms506435ieqn8.gif)
|
![$G_{0,a}^{\prime }\;[{\rm MPa}]$](https://content.cld.iop.org/journals/0964-1726/24/2/025016/revision1/sms506435ieqn9.gif)
|
![$\Delta G^{\prime} [{\rm MPa}]$](https://content.cld.iop.org/journals/0964-1726/24/2/025016/revision1/sms506435ieqn10.gif)
|
![$\Delta G^{\prime} /G_{0,i}^{\prime }[\%]$](https://content.cld.iop.org/journals/0964-1726/24/2/025016/revision1/sms506435ieqn11.gif)
|
|---|---|---|---|---|
| 20M | 1.83 | 1.82 | −0.01 | −0.005 |
| 05C/15M | 1.27 | 1.37 | 0.10 | 7.9 |
| 10C/10M | 0.95 | 1.46 | 0.51 | 53.7 |
| 15C/05M | 0.89 | 2.34 | 1.45 | 162.9 |
| 20C | 0.71 | 2.46 | 1.75 | 246.5 |
| 20C no silane | 0.92 | 2.87 | 1.95 | 212 |
The effect of silanization on the Payne effect was investigated for the samples with 20 vol.% CIP, only. Figure 5 demonstrates that the small-strain storage modulus  for the isotropic as well as the anisotropic MRE composites increases if no silane is used. In addition, the decline of the modulus starts at a lower strain amplitude. For the anisotropic samples, this even leads to an intersection of the two curves at a dynamical strain of about 1%, indicating that the filler network is less stable. These are well-known effects, since, on the one side, the silane layer at the filler surface acts as a kind of space-holder, which prevents the filler particles to come in close contact, delivering more flexible filler—filler bonds [22]. This is the main reason why the samples with silane are less stiff than the nonsilanized samples, independently from their orientations. On the other side, during vulcanization the sulfur units of the silane react with the polymer chains, leading to a strong chemical coupling between the polymer matrix and the magnetic filler particles. This improves the phase bonding and stabilizes the filler network, explaining the observer mechanical performance. We finally point out that silane also improves the dispersion of the magnetic filler particles in the polymer matrix, which is a major tool for getting a high toughness and strength that compares to technical rubber goods.
for the isotropic as well as the anisotropic MRE composites increases if no silane is used. In addition, the decline of the modulus starts at a lower strain amplitude. For the anisotropic samples, this even leads to an intersection of the two curves at a dynamical strain of about 1%, indicating that the filler network is less stable. These are well-known effects, since, on the one side, the silane layer at the filler surface acts as a kind of space-holder, which prevents the filler particles to come in close contact, delivering more flexible filler—filler bonds [22]. This is the main reason why the samples with silane are less stiff than the nonsilanized samples, independently from their orientations. On the other side, during vulcanization the sulfur units of the silane react with the polymer chains, leading to a strong chemical coupling between the polymer matrix and the magnetic filler particles. This improves the phase bonding and stabilizes the filler network, explaining the observer mechanical performance. We finally point out that silane also improves the dispersion of the magnetic filler particles in the polymer matrix, which is a major tool for getting a high toughness and strength that compares to technical rubber goods.
3.3. Magneto-rheology of non-cross-linked melts
The effect of particle orientation during the curing process can be observed online by magneto-rheological measurements of the MREs in the non-cross-linked melt state. The orientation of the magnetic filler particles in strings along the magnetic field lines expresses itself in a successive increase of the shear modulus, which is measured at small strain amplitudes to avoid disturbance of the system. Thereby, the detected small strain modulus  monitors the magnetically induced flocculation of filler particles together with the effect of particle attraction due to the presence of the magnetic field. For analyzing the strength and characteristics of particle interaction, an on-off switching mode of the magnetic field has been chosen, and the direction of the magnetic field has been changed, as well. The shearing direction in this experiment is perpendicular to the direction of the magnetic field.
monitors the magnetically induced flocculation of filler particles together with the effect of particle attraction due to the presence of the magnetic field. For analyzing the strength and characteristics of particle interaction, an on-off switching mode of the magnetic field has been chosen, and the direction of the magnetic field has been changed, as well. The shearing direction in this experiment is perpendicular to the direction of the magnetic field.
To study the effect of silane on magnetically induced flocculation, the response of the small-strain modulus during switching of the magnetic field was measured for the 20 vol.% CIP samples with and without silane. The results are presented in figure 6, where  is plotted against flocculation time for different values of the magnetic flux densities, as quantified on the right axis. By turning on the magnetic field with a flux density of about 740 mT, the storage modulus for both samples increases with time, whereby the effect for the silanized sample is significantly weaker. Temporarily turning off the external magnetic field relaxes the shear modulus to lower values, because the magnetically induced dipole—dipole attraction between neighboring magnetic filler particles gets lost. For the silanized sample,
is plotted against flocculation time for different values of the magnetic flux densities, as quantified on the right axis. By turning on the magnetic field with a flux density of about 740 mT, the storage modulus for both samples increases with time, whereby the effect for the silanized sample is significantly weaker. Temporarily turning off the external magnetic field relaxes the shear modulus to lower values, because the magnetically induced dipole—dipole attraction between neighboring magnetic filler particles gets lost. For the silanized sample,  increases from 0.38–53 MPa after around 2 min, which indicates a switching effect of about 40%. After turning off the magnetic field,
increases from 0.38–53 MPa after around 2 min, which indicates a switching effect of about 40%. After turning off the magnetic field,  drops to its approximate initial value. This behavior is observed to be roughly the same in the following sequences. For the sample without silane,
drops to its approximate initial value. This behavior is observed to be roughly the same in the following sequences. For the sample without silane,  increases gradually from its initial value 0.51 MPa, once the magnetic field is switched, until it reaches a maximum of approximately 1.23 MPa after 22 min. This corresponds to a switching effect of about 140%, the highest value measured for all samples. It can be related to the combined effect of a higher mobility of the particles without a shielding silane layer and the ability of the particles to come in close contact when they arrange in strings along the field lines. In the presence of a magnetic field, this delivers stronger attractive forces between the particles, implying a higher stiffness of the sample. In addition, this explains why
increases gradually from its initial value 0.51 MPa, once the magnetic field is switched, until it reaches a maximum of approximately 1.23 MPa after 22 min. This corresponds to a switching effect of about 140%, the highest value measured for all samples. It can be related to the combined effect of a higher mobility of the particles without a shielding silane layer and the ability of the particles to come in close contact when they arrange in strings along the field lines. In the presence of a magnetic field, this delivers stronger attractive forces between the particles, implying a higher stiffness of the sample. In addition, this explains why  does not relax back to its initial value when the field is turned off but remains at about 0.56 MPa. This indicates that the magnetic filler particles still have a small residual magnetization, which stiffens the sample due to the remaining attraction between the particles in the strings, provided a good contact is realized. Conversely, for the silanized particles the intimate contact is prevented by the silane layer acting as a space-holder [22]. This layer may be increased by bounded polymer chains, due to unavoidable reactions of the sulfur groups during the mixing process at 130° C. Furthermore, the alkyl groups of the silane improve the compatibility of the particles, with the polymer chains leading to a lower mobility. This demonstrates that the use of silane reduces the switching effect significantly. Nevertheless, the coupling agent is necessary for a good mechanical performance, since it delivers a chemical bonding of the magnetic filler particles to the polymer matrix during curing at 150° C.
does not relax back to its initial value when the field is turned off but remains at about 0.56 MPa. This indicates that the magnetic filler particles still have a small residual magnetization, which stiffens the sample due to the remaining attraction between the particles in the strings, provided a good contact is realized. Conversely, for the silanized particles the intimate contact is prevented by the silane layer acting as a space-holder [22]. This layer may be increased by bounded polymer chains, due to unavoidable reactions of the sulfur groups during the mixing process at 130° C. Furthermore, the alkyl groups of the silane improve the compatibility of the particles, with the polymer chains leading to a lower mobility. This demonstrates that the use of silane reduces the switching effect significantly. Nevertheless, the coupling agent is necessary for a good mechanical performance, since it delivers a chemical bonding of the magnetic filler particles to the polymer matrix during curing at 150° C.
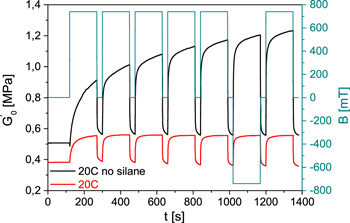
Figure 6. Effect of silane on the variation of the small-strain storage modulus at γ = 0.5% and 50° C initial temperature during switching of the magnetic flux density for the S-SBR melts with 20 vol.% CIP.
Download figure:
Standard image High-resolution imageFigure 7 shows the magnetically induced flocculation during switching of the external field for the various SBR melts with 20 vol.% hybrid-magnetic fillers, which all contain silane. Starting from sample 20C discussed before, we observe that the switching effect disappears more and more if the micro-sized CIP is replaced by the nano-sized MagSilica. This correlates with the behavior of the vulcanized samples shown in figure 5, confirming that the magnetic moment for the nano-sized particles is too small for delivering sufficient attraction in an external magnetic field. The samples 05C/15M, with 15 vol.% MagSilica and 5 vol.% CIP, as well as 10C/10M, with 10 vol.% MagSilica and 10 vol.% CIP, are still slightly switchable, but they also show a superimposed successive decrease of the modulus with increasing flocculation time. This is the dominant effect for sample 20M with 20 vol.% nano-sized MagSilica, which results from the undesirable slight heating of the magnetic cell during the measurement by about 10° C after 1400s. It is well known that the stiffness of elastomer composites with nano-sized fillers, which are dominated by a strong filler network, decreases significantly with increasing temperature due to thermal activation of the filler—filler bonds [22]. This temperature effect is also weakly visible for the samples 15C/05M with 15 vol.% CIP and 20C with 20 vol.% CIP, which both show a slight decrease of the minimum value of the modulus  with increasing time. Both samples also show a pronounced switching behavior with an increase of the modulus
with increasing time. Both samples also show a pronounced switching behavior with an increase of the modulus  by more than 50%. Interestingly, the switching effect increases with time, and it is more pronounced for sample 15C/05M after about 10 min, delivering a modulus increase of more than 60%. This indicates a symbiotic interaction between the micro- and nano-sized particles when the system is slowly relaxing to an equilibrium state. It can be explained as follows: Though the MagSilica is the minority filler in this system, a higher amount of silane is probably reacting with the nano-sized particles, due to the much larger specific surface area. This implies that the silane layer on the surface of the CIP particles is reduced, allowing them to come in closer contact when they are arranged in strings along the field lines. This delivers stronger attractive forces between the particles, implying a higher stiffness of the sample in the presence of a magnetic field and, hence, a more pronounced switching effect. We point out that apparently the direction of the magnetic field has no influence on the magneto-rheological response of the non-cross-linked samples. This demonstrates that the observed effects result from the magnetic dipole interaction between the filler particles alone, which is symmetric under a change of sign of the dipole moment [24].
by more than 50%. Interestingly, the switching effect increases with time, and it is more pronounced for sample 15C/05M after about 10 min, delivering a modulus increase of more than 60%. This indicates a symbiotic interaction between the micro- and nano-sized particles when the system is slowly relaxing to an equilibrium state. It can be explained as follows: Though the MagSilica is the minority filler in this system, a higher amount of silane is probably reacting with the nano-sized particles, due to the much larger specific surface area. This implies that the silane layer on the surface of the CIP particles is reduced, allowing them to come in closer contact when they are arranged in strings along the field lines. This delivers stronger attractive forces between the particles, implying a higher stiffness of the sample in the presence of a magnetic field and, hence, a more pronounced switching effect. We point out that apparently the direction of the magnetic field has no influence on the magneto-rheological response of the non-cross-linked samples. This demonstrates that the observed effects result from the magnetic dipole interaction between the filler particles alone, which is symmetric under a change of sign of the dipole moment [24].

Figure 7. Variation of the small-strain storage modulus at γ = 0.5% and 50° C initial temperature during switching of the magnetic flux density for the S-SBR melts with 20 vol.% hybrid-magnetic fillers of various composition, as indicated.
Download figure:
Standard image High-resolution image3.4. Magneto-rheology of cross-linked samples
Magneto-rheological measurements have also been performed with the cross-linked samples, which have been vulcanized with and without magnetic field to get isotropic and anisotropic MRE, respectively. The vulcanization aims to provide a high level of crosslinking between the polymer chains and supports the building of the magnetic filler network. This new structure ensures a larger stiffness for all MREs and higher moduli values in comparison to the melts, because the magnetic filler particles are firmly tied to the polymer chains and can no longer be moved along the magnetic field lines. In view of a fast analysis of the residual interaction between filler particles without magnetic field as well as the saturation of the induced magnetic dipole interaction, the on-off switching mode has been chosen again, and the field strength has been increased successively up to its maximum of about 740 mT. To insure that no direct effect of the magnetic field on the rheometer plates may influence the measured moduli, the direction of the magnetic field has been changed after every on-off cycle.
Figure 8 illustrates the switching behavior for the different isotropic S-SBR samples with 20 vol.% hybrid-magnetic fillers. In view of minimizing the thermal heating, the flux density, shown on the right axis, is increased stepwise, and the overall time is reduced to 500s in this case. It becomes apparent that for all samples the switching effect is small, since the particles are not aligned but more or less homogeneously distributed. Obviously, the applied external magnetic field is not strong enough to displace the magnetic filler particles sufficiently to form oriented particle chains within the composites, since these are immobilized by the cross-linked rubber matrix. Similarly to the switching behavior of the melts depicted in figure 7, sample 20M shows almost no effect except for a slight decrease of the moduli values due to thermal heating by the magnetic coils. Again, the largest switching effect is found for sample 20C, but it does not exceed 4%. We point out that the evaluated moduli with the plate—plate rheometer show the same ranking as the strain-sweep data at 0.5% strain amplitude obtained with the DMA in figure 5. The difference in  -values results mainly from the temperature difference of both measurements, i.e., 50° C initial temperature for the plate—plate rheometer and 24° C for the DMA data, although the frequency is not the same. As discussed above, the difference in temperature has almost no influence for sample 20C, with a 20 vol.% micro-sized CIP delivering almost the same value
-values results mainly from the temperature difference of both measurements, i.e., 50° C initial temperature for the plate—plate rheometer and 24° C for the DMA data, although the frequency is not the same. As discussed above, the difference in temperature has almost no influence for sample 20C, with a 20 vol.% micro-sized CIP delivering almost the same value  ≈ 0.7 MPa. However, sample 20M, with 20 vol.% nano-sized MagSilica, shows the expected difference due to thermal activation of the filler network, yielding
≈ 0.7 MPa. However, sample 20M, with 20 vol.% nano-sized MagSilica, shows the expected difference due to thermal activation of the filler network, yielding  = 1.82 MPa from the DMA data at 24° C (figure 5) and
= 1.82 MPa from the DMA data at 24° C (figure 5) and  ≈ 1.23 MPa from the plate—plate rheometer at 50° C.
≈ 1.23 MPa from the plate—plate rheometer at 50° C.
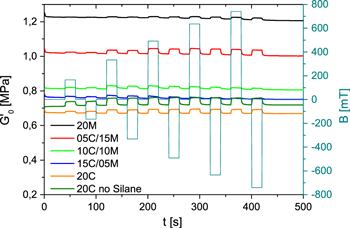
Figure 8. Variation of the small-strain storage modulus at γ = 0.5% and 50° C initial temperature during switching of the magnetic flux density for isotropic S-SBR vulcanizates with 20 vol.% hybrid-magnetic fillers of various composition, as indicated.
Download figure:
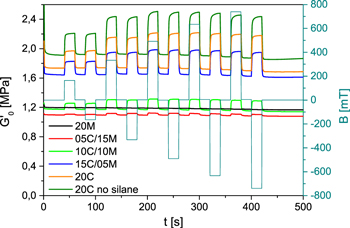
Standard image High-resolution imageTo improve the magneto-sensitivity of the samples, the vulcanization has been carried out in the presence of an external magnetic field to obtain anisotropic MRE with particles arranged in strings. Figure 9 shows the switching behavior of the small-strain storage modulus for the anisotropic S-SBR vulcanizates with 20 vol.% hybrid-magnetic filler. For sample 20M, with 20 vol.% nano-sized MagSilica, no switching effect is seen, while sample 20C, with 20 vol.% micro-sized CIP, shows the strongest effect. It is found that the change of the small-strain modulus during switching of the magnetic flux density is correlated with the CIP amount in the samples. A tendency that the switching of sample 15C/05M is more pronounced than for 20C, as observed for the melts in figure 7, is not found. Possibly, the flocculation time during the vulcanization was not long enough to reproduce this effect. As expected from the switching behavior of the melts in figure 6, the most pronounced change of the modulus during switching of the magnetic flux density is observed for the anisotropic sample 20C without silane. This confirms that silane hinders mobility and prevents a close contact of the magnetic filler particles. Thereby, it reduces the magneto-sensitivity of the anisotropic samples. The switching ability of the anisotropic MRE is summarized in table 3. The calculated relative switching coefficient  describes the maximum net increase of
describes the maximum net increase of  during switching of the field strength for the anisotropic samples.
during switching of the field strength for the anisotropic samples.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 9. Variation of the small-strain storage modulus at γ = 0.5% and 50° C initial temperature during switching of the magnetic flux density for anisotropic S-SBR vulcanizates with 20 vol.% hybrid-magnetic fillers of various composition, as indicated.
Download figure:
Standard image High-resolution image{kind=link}
Table 3. Characteristic moduli values and relative switching coefficient for anisotropic SBR vulcanizate with 20 vol.% magnetic filler measured with constant normal force FN = 25N and γ = 0.5% at 50° C initial temperature.
| Sample |
![$G_{0,min}^{\prime }\;[{\rm MPa}]$](https://content.cld.iop.org/journals/0964-1726/24/2/025016/revision1/sms506435ieqn27.gif)
|
![$G_{0,max}^{\prime }\;[{\rm MPa}]$](https://content.cld.iop.org/journals/0964-1726/24/2/025016/revision1/sms506435ieqn28.gif)
|
![$\Delta G^{\prime} [{\rm MPa}]$](https://content.cld.iop.org/journals/0964-1726/24/2/025016/revision1/sms506435ieqn29.gif)
|
![$\Delta G^{\prime} /G_{0,min}^{\prime }[\%]$](https://content.cld.iop.org/journals/0964-1726/24/2/025016/revision1/sms506435ieqn30.gif)
|
|---|---|---|---|---|
| 20M | 1.19 | 1.19 | 0 | 0 |
| 05C/15M | 1.09 | 1.20 | 0.11 | 10 |
| 10C/10M | 1.17 | 1.31 | 0.14 | 12 |
| 15C/05M | 1.64 | 1.98 | 0.34 | 21 |
| 20C | 1.74 | 2.21 | 0.47 | 27 |
| 20C no silane | 1.92 | 2.51 | 0.59 | 31 |
We point out that the highest field strength of about 740 mT is not necessary for reaching the maximum modulus values  listed in table 3, but this is observed already at about 500 mT, where saturation of the induced magnetic dipole interaction seems to take place. In addition, a closer examination of the data in figure 9 shows that there seems to be a small effect of the field direction on the maximum value of the modulus, which is slightly smaller for the negative field strengths. This indicates that a direct influence of the magnetic field on the torque measured at the rheometer could not be completely avoided. A possible reason is that the magnetic field during the measurements was not exactly perpendicular to the shearing direction. The physical significance of a possible influence of field direction on the modulus cannot be clarified in this paper and will be a task of future work.
listed in table 3, but this is observed already at about 500 mT, where saturation of the induced magnetic dipole interaction seems to take place. In addition, a closer examination of the data in figure 9 shows that there seems to be a small effect of the field direction on the maximum value of the modulus, which is slightly smaller for the negative field strengths. This indicates that a direct influence of the magnetic field on the torque measured at the rheometer could not be completely avoided. A possible reason is that the magnetic field during the measurements was not exactly perpendicular to the shearing direction. The physical significance of a possible influence of field direction on the modulus cannot be clarified in this paper and will be a task of future work.
4. Summary and conclusions
The aim of this work was to prepare switchable MRE composites with reasonable mechanical properties, which has been achieved by using two magnetic filler types of different sizes with varying composition while keeping the total volume fraction of fillers constant at 20 vol.%. Both fillers differ significantly in the specific surface area and surface activity, as characterized by static gas adsorption techniques. To improve the magneto-rheological sensitivity of elastomer composites, the vulcanization has been carried out in the presence of an external magnetic field to obtain anisotropic MRE. Since the viscosity of the polymer matrix is strongly reduced during curing at high temperature, the mobility of the filler particles is increased. Therefore, the particles can move readily in the presence of a magnetic field, which influences the distribution of the magnetic filler particles in the polymer matrix. Magneto-rheological investigations of non-cross-linked samples indicate that due to strong magnetic dipole—dipole interactions between the micro-sized CIP filler particles, the particles align themselves into strings. This special microstructure delivers samples with increased shear stiffness and a magnetically conductive filler network with high sensitivity for magneto-rheological applications. If the micro-sized CIP is replaced by nano-sized MagSilica, this sensitivity decreases, but the tensile strength of the systems increases, whereby the highest strength is obtained for the system with 20 vol.% MagSilica. A good compromise between both properties is found for the hybrid-filler systems consisting of both types of magnetic fillers.
All MRE composites show a more or less pronounced Payne effect; i.e., the storage modulus decreases with increasing strain due to the breakdown of the filler network. For the isotropic samples, the small-strain storage modulus  decreases systematically with decreasing MagSilica content, demonstrating that the reinforcing potential is higher for nano-scale magnetic filler particles in comparison to micro-scale magnetic filler particles. Conversely, for the anisotropic samples the small-strain storage modulus
decreases systematically with decreasing MagSilica content, demonstrating that the reinforcing potential is higher for nano-scale magnetic filler particles in comparison to micro-scale magnetic filler particles. Conversely, for the anisotropic samples the small-strain storage modulus  decreases first with decreasing MagSilica content but then increases substantially. This can be related to the arrangement of magnetic filler particles during the curing process in anisotropic strings, which delivers a pronounced contribution to the stiffness of the compound in the small- and medium-strain regime. The orientation effect in a magnetic field is significant only for the micro-sized CIP particles with high saturation magnetization, indicating that the magnetic moment for the nano-sized particles is too small for delivering sufficient attraction in an external magnetic field.
decreases first with decreasing MagSilica content but then increases substantially. This can be related to the arrangement of magnetic filler particles during the curing process in anisotropic strings, which delivers a pronounced contribution to the stiffness of the compound in the small- and medium-strain regime. The orientation effect in a magnetic field is significant only for the micro-sized CIP particles with high saturation magnetization, indicating that the magnetic moment for the nano-sized particles is too small for delivering sufficient attraction in an external magnetic field.
A correlation between the amount of CIP in the sample and the magnitude of the switching effect, i.e., the relative increase of the small strain modulus  by switching on a magnetic field of 740 mT, is observed for the non-cross-linked and cross-linked samples. For the cross-linked samples, a maximum switching effect of about 30% is achieved for the system with 20 vol.% CIP. The switching behavior disappears more and more when the micro-sized CIP is replaced by nano-sized MagSilica, indicating that the magnetic moment for the nano-sized particles is too small for delivering sufficient attraction in an external magnetic field. Strong attractive dipole—dipole interactions in the magnetic field are obtained for the micro-sized filler particles, due to their large magnetic moment in comparison to the nano-sized filler particles.
by switching on a magnetic field of 740 mT, is observed for the non-cross-linked and cross-linked samples. For the cross-linked samples, a maximum switching effect of about 30% is achieved for the system with 20 vol.% CIP. The switching behavior disappears more and more when the micro-sized CIP is replaced by nano-sized MagSilica, indicating that the magnetic moment for the nano-sized particles is too small for delivering sufficient attraction in an external magnetic field. Strong attractive dipole—dipole interactions in the magnetic field are obtained for the micro-sized filler particles, due to their large magnetic moment in comparison to the nano-sized filler particles.
A pronounced switching behavior is observed for the non-cross-linked melts with 15 and 20 vol.% CIP, whereby the modulus  increases by more than 50%. The switching effect increases with time, implying that for large times, it is more pronounced for sample 15C/05M. For this system, a modulus increase of more than 60% is found, indicating a symbiotic interaction between the micro- and nano-sized particles. For the sample without the coupling agent silane, one even observes a relative modulus increase of about 140%, which can be related to the combined effect of a higher mobility of the particles without a shielding silane layer and the ability of the particles to come in close contact when they are arranged in strings along the field lines. In addition to the large magnetic moment of the micro-sized filler particles, the close contact is necessary to get strong attractive dipole—dipole interactions in the magnetic field. Accordingly, the use of silane reduces the switching effect significantly, though it is necessary for a good mechanical performance by delivering a strong chemical bonding of the magnetic filler particles to the polymer matrix during curing.
increases by more than 50%. The switching effect increases with time, implying that for large times, it is more pronounced for sample 15C/05M. For this system, a modulus increase of more than 60% is found, indicating a symbiotic interaction between the micro- and nano-sized particles. For the sample without the coupling agent silane, one even observes a relative modulus increase of about 140%, which can be related to the combined effect of a higher mobility of the particles without a shielding silane layer and the ability of the particles to come in close contact when they are arranged in strings along the field lines. In addition to the large magnetic moment of the micro-sized filler particles, the close contact is necessary to get strong attractive dipole—dipole interactions in the magnetic field. Accordingly, the use of silane reduces the switching effect significantly, though it is necessary for a good mechanical performance by delivering a strong chemical bonding of the magnetic filler particles to the polymer matrix during curing.
Acknowledgments
The authors are grateful to F. Fleck for performing the gas adsorption measurements and to M. Möwes for experimental assistance and helpful discussions. Evonik Industries and BASF SE are appreciated for providing the magnetic filler particles MagSilica and CIP.