
Abstract
Topologically close-packed (TCP) phases such as Laves phases are usually considered to harm the mechanical properties of classical superalloys for high-temperature applications. However, if an optimal fraction and size are designed, this situation can completely change for some compositionally complex alloys (CCA). Based on existing studies on austenitic or ferritic steels, we propose in this paper a design strategy aimed at exploiting the role of the Laves phase in defining the mechanical properties of wrought CCAs at elevated temperatures. We demonstrate its efficiency by applying it to the design and production of a new Laves phase—reinforced CCA and present the results of their experimental and theoretical investigation. The results show that a new Laves phase-reinforced CCA can have fine-grained microstructures, lower density, and superior mechanical strength at elevated temperatures while maintaining workability. These new alloys show promising properties compared to existing CCA wrought alloys and actual Ni-based superalloys.
Similar content being viewed by others


Introduction
Innovative and highly efficient energy conversion and propulsion systems driven by so-called green hydrogen, bio-, and synthetic fuels have become highly relevant in multiple energy-producing and transportation industries. However, constructing such efficient systems is limited to using standard materials, such as Ni-based superalloys. Compositionally complex alloys (CCA), comprising 4 to 5 base elements with concentrations between 5 and 35 at.%, have already been proposed as a promising alternative to Ni-base and other classical alloys typically based on one principal element1,2,3. CCAs provide access to a wide range of chemical compositions, and even slight chemical changes can have pronounced effects on material microstructure and properties. Thus, it is no surprise that this relatively new class of alloys has already attracted much attention in both industry and academia. A direct application of these alloys in industrial applications, however, requires several significant development steps on the way to achieving desired material properties, such as a unique combination of specific strength, ductility4,5, oxidation resistance6,7, all at ambient and high temperatures, and control of grain sizes and workability. All these aspects would make CCAs a perfect candidate for aerospace- and energy production industries that constantly need new materials and material design concepts aiming at better performance in combination with new material development strategies.
At the current stage, the CCA development is based on the original concept of high entropy alloys (HEAs), which focuses on the stabilization of a single-phase solid solution that is believed to provide the ultimate material performance1,8. The related concept of CCAs extends the concept of HEAs to minor deviations of nearly equivalent concentrations of principal elements and minor alloying additions. This concept leads to the formation of a multi-phase microstructure with coherent precipitates3, similar to a concept used in precipitation-hardened Ni-base superalloys9. The formation of a multi-phase microstructure has been shown to be specifically important for high-temperature applications, where the formation of a microstructure with nano-scaled, coherent L1\(_2\) particles yields a significant gain in strength properties and allows the material to withstand high static and cyclic mechanical loads at temperatures beyond 600 °C9.
A few recent CCA design concepts include the formation of a two-phase microstructure enhanced with coherent geometrically closed packed (GCP) phases (typically \(\gamma^{\prime}\) or \(\gamma^{\prime\prime}\)) to ensure alloy performance at elevated temperatures3, including improved creep properties10,11. The topologically close-packed (TCP) phases on the other hand, such as \(\sigma\) or Laves, are traditionally treated as “undesirable” in most of the alloys1,8, especially in plate-like form, as they are generally brittle and lead to deterioration of mechanical properties12,13. The phase stability of most of the designed state-of-the-art CCAs is usually carefully checked to avoid precipitation of those phases14,15,16, whereas others17 already proposed the strengthening effect of \(\sigma\) or \(\mu\) phases. In literature, there have been some indications that small amounts of Laves phases can be beneficial under certain conditions in classical alloys, such as ferritic or austenitic high-temperature steels18,19,20,21,22,23,24,25, which, however, has never been proven to be valid for other alloys such as CCAs.
Based on these studies, we would like to present a CCA design concept focusing on the positive effect of an intended GCP and Laves phase precipitation on the specific strength, grain size control, and workability of wrought precipitation strengthened FeCoCrNi-base alloys. The alloy design concept is based on density functional theory (DFT) and Calphad-based modeling of the desired lattice misfit between the matrix and the GCP precipitates, as well as appropriate chemical composition and heat treatment for precipitation of the desired amounts of GCP and Laves phases. After the computational design, the novel alloys are produced by casting and thermo-mechanical processing. They are finally studied regarding adjusted grain sizes and phase fractions, as well as their chemical compositions using a combination of state-of-the-art methods, such as scanning-, transmission electron microscopy (SEM, TEM), and atom probe tomography (APT) methods. Furthermore, the strengths of the materials and their deformation mechanisms have been determined by means of high-temperature compression tests and subsequent bright-field scanning TEM (BF-STEM) investigations.
Results
Alloy design concept
The actual alloy design strategy focuses on the controlled introduction of a minor amount of the Laves phase into the microstructure of a reference wrought GCP precipitation-hardened (PH) FeCoCrNi-base alloy. For this purpose, Calphad calculations shown in Fig. 1a have been conducted to estimate present phases and alloy constitutions. Calculations suggest the formation of Laves phase with increasing Mo and Nb content up to a phase fraction of approx. 0.1 with an equivalent content of 2 at.% Nb and Mo at the selected annealing temperature of 1075 °C. Besides the precipitation of Laves phase, DFT calculations shown in Fig. 1b allow for the prediction of lattice misfit between the host fcc alloy matrix and the coherent GCP L1\(_2\) precipitates. DFT calculations show that the misfit constantly reduces by alloying with Mo and Nb, suggesting an addition of Nb and Mo also in these calculations. Consequently, from these computational results the content of Nb and Mo to achieve the optimal amount of Laves phase during heat treatment and reduced \(\gamma /\gamma^{\prime}\) lattice misfit is predicted to be between 1 and 2 at. % of Nb and Mo, respectively. According to these results, alloys have been produced with a stepwise increase of an equivalent amount of Nb and Mo up to 4 at.%. A broader compositional range has been selected to counterbalance possible deviations between Calphad predictions and the experiment.

(a) Calphad calculations of the fcc matrix (red line) and Laves phase (blue line) fractions at the annealing temperature of 1075 °C as a function of the Nb and Mo content; The micrographs in the background show representative microstructures of Alloy A (left) and Alloy D (right) without and with precipitates of the Laves phase that has a white color. (b) DFT results on lattice misfit between \(\gamma\) and \(\gamma^{\prime}\) for the alloy \({\textrm{Al}}_{4}{\textrm{Co}}_{26}{\textrm{Cr}}_{19}{\textrm{Fe}}_{18}{\textrm{Ni}}_{27}{\textrm{Ti}}_{6})_{(100-2x)}{\textrm{Nb}}_{x}{\textrm{Mo}}_{x}.\) The micrograph in the background shows a representative \(\gamma /\gamma^{\prime}\) microstructure taken from Alloy A (left) with 25 to 28 vol\(\%\) of the \(\gamma^{\prime}\) phase and Alloy D (right), showing similar \(\gamma /\gamma^{\prime}\) microstructure for all alloys. (c) Known effects and optimum at. % use of selected elements in CCAs (Al and Ti see Chang et al.15, Nb and Mo results of this work), estimated from effects on Ni-based alloys; Al, Ti and Nb highly affect the \(\gamma^{\prime}\) phase by increasing volume fraction and antiphase boundary energy. Mo increases solid solution strengthening in the matrix phase. Nb and Mo promote the precipitation of Laves phase at the annealing temperature of 1075 °C. The lattice misfit can be reduced with simultaneous Nb and Mo additions.
The expected influence of the alloying elements on expected material properties is described in Fig. 1c, where the expected alloying effects are derived from the basic knowledge of Ni-based superalloys. As already predicted by the calculations, the literature data supports that Nb and Mo additions to the alloy composition are expected to govern the formation of the TCP Laves phase26,27. Additionally, it is expected that Nb further increases the APB energy of the \(\gamma^{\prime}\)-phase28,29 and Mo contributes to the solid solution strengthening (SSS)17,30 of the multi-component matrix, further contributing to material strength at elevated temperatures. It is also reported that both elements increase the lattice parameter in the CCA’s matrix31, leading to a lower lattice misfit between the \(\gamma\) matrix and the \(\gamma^{\prime}\)-phase, as the latter commonly exhibits a larger lattice parameter in these types of alloys3,32. Another essential alloying element is Al, which is considered a key alloying element for the formation of (Ni,Co)3(Ti,Al) \(\gamma^{\prime}\)-phase that gives the alloy’s most significant contribution to an increased strength at elevated temperatures9. Additionally, Al, alongside with Cr, contributes to the oxidation resistance of the alloy, forming dense oxide layers at the surface9. Ti can substitute Al in the (Ni,Co)3(Ti,Al) \(\gamma^{\prime}\)-phase33 and is expected to increase its fraction and solvus-temperature34. Additionally, studies report a beneficial increase of the antiphase boundary energy (APB) of the \(\gamma^{\prime}\)-phase by Ti28,29,35. All these effects are expected to further improve the strength of CCAs at elevated temperatures, leading to the produced alloy compositions presented in this work.
Production and characterization of new CCAs
According to the computational design, model alloys (A-D) with increasing Nb and Mo content have been produced in this work via a conventional process, including casting, homogenization, multi-step thermo-mechanical processing, annealing above \(\gamma^{\prime}\)-solvus and aging36. It has been necessary to adapt the homogenization heat treatment for alloy B-D equivalently to homogenize the Mo and Nb content and adjust the amount of Laves phases. Furthermore, it has to be mentioned that alloy A has been subjected to slightly different thermo-mechanical processing compared to the other alloys due to differing initial sample dimensions. See the methods section for more details. The alloys’ chemical compositions are listed in Table 1 and show increasing equivalent amounts of Nb and Mo starting from 0 up to 2 wt.% added to the original alloy composition Al4Co26Cr19Fe18Ni27Ti6. The designed microstructure of all alloys is given in Fig. 2a and c. It shows an intended \(\gamma /\gamma^{\prime}\) constitution of the matrix, as well as black nonmetallic inclusions identified as titanium carbides/nitrides caused by processing. The \(\gamma^{\prime}\) precipitates in the bulk are found within a size range of 15 to 40 nm in diameter. Their fraction has been determined to be between 25 and 28 vol.%37. According to visual inspection in Fig. 2a and c the increasing Nb and Mo content in the studied alloys has been shown to have no significant effect on the morphology and volume fraction but leads to slightly larger \(\gamma^{\prime}\) particles in the bulk. In contrast, increased Nb and Mo content appears to result in smaller and more spherical discontinuously precipitated38,39 \(\gamma^{\prime}\)-particles at the grain boundaries. This implies that the discontinuous precipitation38,39 of \(\gamma^{\prime}\) at the grain boundaries in the designed alloys can be suppressed by alloying with Nb and Mo. A detailed chemical analysis by means of APT reveals that Nb enriches \(\gamma^{\prime}\) precipitates, whereas Mo dissolves in the fcc matrix, therefore contributing to further decrease of the lattice misfit (Fig. 1b). Alloy D with the highest amount of added Nb and Mo (Fig. 2b) shows additional nano- to micrometer-sized phases, appearing bright in backscattered SEM imaging. A combination of selected area diffraction (SAD) and EDS measurements directly at these phases evidence the presence of Laves phase with an hexagonal close packed (hcp) crystal structure and rich in Mo and Nb, agreeing with computational results. However, microstructural analysis of alloys A–C with Nb and Mo up to 1 at.\(\%\), respectively, has shown no Laves precipitates in these alloys. Consequently, it is proposed that the microstructure of alloy D with approx. 2 at.\(\%\) Nb and Mo is substantially different and contains a significant amount of Laves phase precipitates, whereas already in alloy C with approx. 1 at.\(\%\) Nb and Mo, the Laves phase precipitation seems to be suppressed at applied processing. The Laves phase shows a size distribution where the larger fraction is in a size range between 10 and 40 \(\mu\)m with an elongated shape, and the smaller fraction ranges from nanometer to 1-2 \(\mu\)m and has a spherical shape. The Laves phase is preferentially arranged at grain boundaries as can be seen in Fig. 2b, suggesting a possible Zener pinning effect during processing, allowing for effective grain-refinement as shown in Fig. 3d. Interestingly, dislocations discovered within the Laves phase are found in the BF-STEM images in Fig. 2b. This observation suggests a certain degree of ductility in these phases during deformation, which is unusual for generally brittle TCP phases.

(a) SEM backscatter images of the \(\gamma /\gamma^{\prime}\) microstructure of alloys A, B, C, and D, where coarser particles at grain boundaries can be found; (b) SEM and TEM images of the hexagonal Laves phase in Alloy D; (c) APT reconstructions and corresponding matrix and precipitate phase compositions for \(\gamma /\gamma^{\prime}\) microstructure of alloys A, B, C and D.
Properties of new CCAs and effect of the Laves phase
The correlation between the microstructure and mechanical properties has been established in a series of compression tests at various temperatures. Figure 3d and e show that alloy D, containing the Laves phase and approx. 2 at.\(\%\) of Nb and Mo, exhibits a 23 \(\%\) increase in yield strength at 649 °C compared to the alloys without Nb and Mo addition, achieving a yield strength of 1109 MPa, surpassing all reference Ni-based alloys subjected to tensile mechanical testing. Alloy D also shows, e.g., a 29 \(\%\) increase in yield strength compared to Inconel718 (860 MPa). It should be explicitly mentioned that despite the presence of the Laves phase in alloy D, the alloy shows reasonable workability at a typical deformation temperature of 1100 °C, as evidenced in Fig. 3b. Furthermore, compression curves tested at lower temperatures show plasticity beyond 2 \(\%\) strain. It should be noted that the material has a higher ductility (than 2 \(\%\)), as tests were stopped at a strain of 2 \(\%\). Despite this fact, the results imply a reasonable ductility of all model alloys. Mechanical testing at 871 °C reveals already lower yield strength variations in the model alloys with a maximum of 549 MPa in alloy C, suggesting promising mechanical strength also at this temperature.

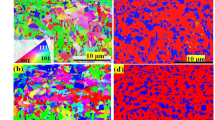
(a) Light optical micrograph of the microstructure. (b) Macroscopic image of deformed samples directly after thermo-mechanical treatment at 1100 °C, showing successful deformation without fracture of proposed alloys. (c) The BF-STEM micrographs of the alloys A-D deformed at 649 °C. (d) Temperature dependence of the yield strength compared to Ni-based alloys from literature40,41,42,43,44. Due to the lack of compressive yield strengths in literature, the values of Ni superalloys are given in tensile, while the respective CCAs in the focus of this work are in compressive. The insets in (d) show BF-STEM images demonstrating the change in dislocation slip with temperature. (e) Selected stress-strain curves from compression tests for model alloys A, B, C, and D. Microstructure analysis shows that the laves phase leads to refined grain structure in Alloy D. Deformation mechanism analysis in the TEM show planar dislocation glide at 649 °C as deformation mechanism in all alloys. It seems not to be modified by Nb, Mo, and accompanied laves phases. Yield strength and compression testing results show that alloy D performs better at temperatures below approximately 850 °C than alloys A–C without the Laves phase.
The increased strength at 649 °C of alloy D is a result of a significant contribution of the reduced grain size compared to alloys A-C, which is shown in Fig. 3a. This is primarily a consequence of the presence of Laves phase particles, causing Zener pinning, solute drag effects or possibly particle stimulated nucleation (PSN) during thermo-mechanical processing. SEM investigations shown in Fig. 2a imply a related drop in the grain boundary mobility with Nb and Mo alloying. This is suggested by the identified regions with elongated, coarsened \(\gamma^{\prime}\) particles during aging at 750 °C, which are assumed to be a consequence of discontinuous precipitation of \(\gamma^{\prime}\) particles, where a high supersaturation of the matrix and mobility of the grain boundaries are essential38,39. Their extend decreases constantly with increasing Nb and Mo content, suggesting decreasing grain boundary mobility and increasing \(\gamma^{\prime}\) solvus temperature.
Since the type of dislocation motion can affect the strengthening mechanisms and they can modify with Nb and Mo additions, tested alloys were investigated regarding the interaction of dislocations with the coherent GCP \(\gamma^{\prime}\)-particles, using BF-STEM shown in Fig. 3c and d. Investigations in Fig. 3c show that at a temperature of 649 °C, the chemical variation does not affect on the gliding behavior of dislocations, as the planar dislocation gliding has been found in all alloys. It should be mentioned that dislocations in these images can be distinguished by contrast, whereas the \(\gamma^{\prime}\)-particles show no contrast to the matrix. At this testing temperature, no twinning is observed, implying that the planar dislocation glide is the only deformation mechanism active in all investigated alloys. This type of mechanism indicates a precipitation hardening mechanism via dislocations cutting through the precipitates, having an antiphase boundary in between45. At a testing temperature of 800 °C, a different type of deformation mechanism has been detected. BF-STEM investigations depicted as an insert in Fig. 3d show a so-called wavy dislocation slip in alloy A, circumventing \(\gamma^{\prime}\) particles. Again, in these images \(\gamma^{\prime}\)-particles show no contrast to the matrix, but the appearance of the dislocations suggests this behavior. It is known that the ability of dislocations to circumvent particles generally enhances with increasing temperature, causing a wavy dislocation slip, additionally contributing to temperature-induced softening.
Essential properties of the model alloys A–D are summarized in Table 1. The results show a unique combination of strength at 649 °C, relatively low density, workability, and potential for grain size control, which indicates outstanding potential for application at high temperatures. Alloy D, with the highest amount of Nb and Mo still shows lower density than IN939 or Haynes 282, exhibiting 8.1546 and 8.2947 g/\(\textrm{cm}^{3}\), respectively. All model alloys subjected to thermo-mechanical processing can achieve technologically relevant ASTM grain size numbers48, ranging from 4–6 for the alloys A–C to 8–10 for alloy D. Since Laves phases are preferentially arranged at grain boundaries, and the fact that alloys B and C do not show a significant grain refinement, whereas alloy D with Laves phases shows a pronounced refinement, indicates that the presence of the Laves phase in alloy D contributes significantly to the effective grain size control during thermo-mechanical processing. This observation also suggests that a similar effect of the Laves phase is present in \(\delta\)-processed Ni-based superalloys49,50. This grain refinement effect is essential for components exposed to low cycle fatigue at elevated temperatures. The grain sizes achieved in alloys A-C without the Laves phase are technologically relevant for practical applications such as turbine casings.
Summary and conclusions
In this paper, we demonstrate that new CCAs with \(\gamma /\gamma^{\prime}\) microstructure containing Laves phase precipitates have superior mechanical strength at elevated temperatures and show promising results compared to other wrought CCAs as well as wrought Ni-based superalloys not only in terms of high-temperature mechanical strength but also in terms of material weight reduction and grain size control while maintaining workability. These properties are significant in material selection processes for aerospace- and energy-producing applications, making these alloys promising candidates for these applications. In particular, alloy D with the highest Nb and Mo content shows a promising yield strength of 1109 MPa in combination with comparably low density, a fine grain size of 8–10 on the ASTM grain size scale, and reasonable workability during thermo-mechanical processing. Our investigation shows that the desired Laves-phase-reinforced microstructure can be obtained by adding an equivalent amount of 2 at.\(\%\) of Nb and Mo to the Al4Co26Cr19Fe18Ni27Ti6 CCA, which can be produced via a casting route with conventional thermo-mechanical processing and heat treatment steps. The alloying elements Nb and Mo, as well as the presence of the Laves phase, retard the grain boundary movement by Zener pinning or solute drag effects during processing and might allow for PSN of recrystallized grains, leading to the refinement of the microstructure to technologically relevant grain sizes. The presence of the Laves phase, as well as chemical variations in the \(\gamma /\gamma^{\prime}\) microstructure, do not lead to any change in the deformation mechanism at 649 °C. The TEM investigations in Fig. 2b show that the precipitates of the Laves phase may even exhibit a certain degree of ductility itself, which is not an expected behavior for brittle TCP-type Laves phase precipitates51. The successful implementation of the proposed CCA design concept suggests a possible change in the perception of Laves phases as “undesired” in the superalloy design in general. This has already been proposed for ferritic, austenitic steels but is entirely new for CCAs, which show a different composition of the matrix and the Laves phases. Although the effect of Laves phases on the mechanical properties of this material needs to be further investigated, it has been shown that the concept has a high potential for the design of new materials for application at elevated temperatures and can be applied to revisit existing wrought precipitation hardened alloys by including an optimal amount of fine, spherical Laves phase precipitates in their microstructure.
Methods
Alloy production
The alloys have been produced by vacuum induction melting. The reference alloy (alloy A) has been cast in a cylindrical cast iron mold with an inner diameter of approximately 120 mm. Subsequent homogenization has been performed at 1150 °C for 12 h. A detailed description of the production and an evaluation of the homogenization process of this alloy is given elsewhere36. Thermo-mechanical treatment has been performed on an industrial hydraulic press, whereas the multi-step deformation has been conducted at 1100 °C in radial and axial directions to a final height of 25 mm.
The alloys B, C, and D have been cast in a sand mold with dimensions of \(50\times 200\times 400\) mm. Subsequently, the blocks have been homogenized at 1150 °C and 1175 °C for 24 h, respectively. For thermo-mechanical treatment, specimens with 36 mm diameter and 60 mm height were cut from the blocks. They were axially deformed on an industrial hydraulic press in a two-step procedure at 1100 °C, resulting in a final height of the specimens of 25 mm.
Subsequently, all alloys were annealed above \(\gamma^{\prime}\) solvus temperature (alloy A at 1050 °C for 30 min and alloys B, C, and D at 1075 °C for 30 min), quenched in water and aged at 750 °C for 50 h.
The chemical composition of the alloys has been determined by inductively coupled plasma-optical emission spectrometry (ICP-OES). For microstructural characterization and mechanical testing, specimens of all alloys in appropriate sizes and geometries have been cut from the aged samples.
Thermodynamic calculations
The Calphad calculations have been done using the ThermoCalc Software (ThermoCalc 2020a) with the Database TCNi8 for Ni-based alloys. The compositions for the calculations have been derived from a modification of the alloy Al3.31Co27.27Cr18.18Fe18.18Ni27.27Ti5.78 from Chang et al.38 in a way that the composition can be given as:
where x has been chosen to be 0, 0.5, 1, 2 and 4.
Microstructural characterization
Microstructural analysis has been done using the optical light microscope (OLM) OLYMPUS BX51M with the camera system OLYMPUS DP23 and the OLYMPUS Stream Motion 2.5 Software. Specimens for OLM have been metallographically ground and wipe etched with a mixture of 80 ml HCl, 20 ml Glycerine, 5 ml HNO3, and 1.5 g CuCl2.
SEM characterization has been done on a GeminiSEM ® 450 (Carl Zeiss SMT). The SEM specimens have been analyzed at an ion-sliced cross section using a Hitachi IM4000+ ion slicer.
TEM characterization discs with 3 mm in diameter have been ground and dimpled to a height of 5 \(\upmu\)m at the thinnest point before final thinning to electron transparency using ion-milling. TEM investigations have been carried out using a JEOL JEM-2200FS at an acceleration voltage of 200 kV.
The APT characterization has been done using rod-shaped specimens cut from the produced model alloys and electropolished to have the final tip geometry of 10–20° shank angle and less than 100 nm in diameter. Measurements have been performed on a LEAP 3000 X HR System from Cameca at 60K and with 20 \(\%\) pulse fraction, 200 KHz, and 0.5 \(\%\) target evaporation. The IVAS 3.8 software from Cameca has been used for tip reconstruction.
Mechanical testing
For the compression tests, cylindrical specimens with 8 mm diameter and 12 mm height have been produced from the final state of all alloys and heated inductively in the testing machine. The tests have been performed on an Instron 8803 testing machine (equipped with hard metal stamps) at a strain rate of 2.5*10-4 s-1 and a maximum strain of 2 \(\%\). Precise strain measurement was carried out by means of a laser extensometer. All alloys were tested at 649 °C, 800 °C, and 871 °C, whereas 2 samples were tested for each alloy and testing temperature.
First principles calculations
The spin-polarized density functional theory calculations have been performed using the EMTO (exact muffin-tin orbitals)52,53,54-LSGF55 (locally self-consistent Green function method) method56 within the
coherent potential approximation (CPA) for disordered alloys57,58. All the self-consistent EMTO-LSGF calculations were performed by using an orbital momentum cutoff of l\(_{max}\)=3 for the partial waves in the spdf basis with the local interaction zone for electronic multiple scattering processes set to three nearest neighbor shells in the supercell calculations. The total energies were obtained using the GGA-PBE functional59. The lattice misfit has been defined using the lattice parameters of \(\gamma^{\prime}\) and \(\gamma\) as:
The Compositions for the calculations have been derived from a modification of the alloy Al3.31Co27.27Cr18.18Fe18.18Ni27.27Ti5.78 from Chang et al.38 in a way that the composition can be given as:
where x has been chosen to be 0, 2, and 4.
Data availability
The data that support the plots within this paper and other findings of this study are available from the corresponding author upon reasonable request.
References
Yeh, J. W. et al. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 6, 299–303. https://doi.org/10.1002/adem.200300567 (2004) http://arxiv.org/abs/1011.1669v3.
Murty, B., Yeh, J. & Ranganathan, S. High-Entropy Alloys Vol. 1 (Butterworth-Heinemann, London, 2014).
Manzoni, A. M. & Glatzel, U. New multiphase compositionally complex alloys driven by the high entropy alloy approach. Mater. Charact. 147, 512–532. https://doi.org/10.1016/j.matchar.2018.06.036 (2019).
Gorsse, S., Nguyen, M., Senkov, O. & Miracle, D. Database on the mechanical properties of high entropy alloys and complex concentrated alloys. Data Brief 21, 2664–2678. https://doi.org/10.1016/j.dib.2018.11.111 (2018).
Li, W. et al. Mechanical behavior of high-entropy alloys. Prog. Mater Sci. 118, 100777. https://doi.org/10.1016/j.pmatsci.2021.100777 (2021).
Daoud, H. M., Manzoni, A. M., Völkl, R., Wanderka, N. & Glatzel, U. Oxidation behavior of al8co17cr17cu8fe17ni33, al23co15cr23cu8fe15ni15, and al17co17cr17cu17fe17ni17 compositionally complex alloys (high-entropy alloys) at elevated temperatures in air. Adv. Eng. Mater. 17, 1134–1141. https://doi.org/10.1002/adem.201500179 (2015).
Butler, T. M. & Weaver, M. L. Oxidation behavior of arc melted alcocrfeni multi-component high-entropy alloys. J. Alloy. Compd. 674, 229–244. https://doi.org/10.1016/j.jallcom.2016.02.257 (2016).
Cantor, B., Chang, I. T., Knight, P. & Vincent, A. J. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng., A 375–377, 213–218. https://doi.org/10.1016/j.msea.2003.10.257 (2004).
Reed, R. C. The Superalloys 1st edn. (Cambridge University Press, Cambridge, 2006).
Tsao, T.-K. et al. The high temperature tensile and creep behaviors of high entropy superalloy. Sci. Rep. 7, 12658. https://doi.org/10.1038/s41598-017-13026-7 (2017).
Saito, T. et al. Tensile creep behavior of single-crystal high-entropy superalloy at intermediate temperature. Curr. Comput.-Aided Drug Des.https://doi.org/10.3390/cryst11010028 (2021).
Reed, R. C., Jackson, M. P. & Na, Y. S. Characterization and modeling of the precipitation of the sigma phase in udimet 720 and udimet 720li. Metall. Mater. Trans. A 30, 521–533. https://doi.org/10.1007/s11661-999-0044-6 (1999).
Billingham, J. & Lauridsen, J. Nucleation of sigma phase in a complex nickel base superalloy. Metallography 6, 85–90. https://doi.org/10.1016/0026-0800(73)90018-9 (1973).
Manzoni, A. M. et al. On the path to optimizing the Al-Co-Cr-Cu-Fe-Ni-Ti high entropy alloy family for high temperature applications. Entropy 18, 104. https://doi.org/10.3390/e18040104 (2016).
Chang, Y. J. & Yeh, A. C. The evolution of microstructures and high temperature properties of alxco1.5crfeni1.5tiy high entropy alloys. J. Alloys Compd. 653, 379–385. https://doi.org/10.1016/j.jallcom.2015.09.042 (2015).
He, J. Y. et al. A precipitation-hardened high-entropy alloy with outstanding tensile properties. Acta Mater. 102, 187–196. https://doi.org/10.1016/j.actamat.2015.08.076 (2016).
Liu, W. H. et al. Ductile cocrfenimoxhigh entropy alloys strengthened by hard intermetallic phases. Acta Mater. 116, 332–342. https://doi.org/10.1016/j.actamat.2016.06.063 (2016).
Takeyama, M. Novel concept of austenitic heat resistant steels strengthened by intermetallics. Mater. Sci. Forum 539–543, 3012–3017. https://doi.org/10.4028/www.scientific.net/msf.539-543.3012 (2007).
Sim, G. M., Ahn, J. C., Hong, S. C., Lee, K. J. & Lee, K. S. Effect of Nb precipitate coarsening on the high temperature strength in Nb containing ferritic stainless steels. Mater. Sci. Eng., A 396, 159–165. https://doi.org/10.1016/j.msea.2005.01.030 (2005).
Yamamoto, Y. et al. Alloying effects on creep and oxidation resistance of austenitic stainless steel alloys employing intermetallic precipitates. Intermetallics 16, 453–462. https://doi.org/10.1016/j.intermet.2007.12.005 (2008).
Sello, M. P. & Stumpf, W. E. Laves phase embrittlement of the ferritic stainless steel type AISI 441. Mater. Sci. Eng., A 527, 5194–5202. https://doi.org/10.1016/j.msea.2010.04.058 (2010).
Sello, M. P. & Stumpf, W. E. Laves phase precipitation and its transformation kinetics in the ferritic stainless steel type AISI 441. Mater. Sci. Eng., A 528, 1840–1847. https://doi.org/10.1016/j.msea.2010.09.090 (2011).
Chen, S., Zhang, C., Xia, Z., Ishikawa, H. & Yang, Z. Precipitation behavior of Fe2Nb laves phase on grain boundaries in austenitic heat resistant steels. Mater. Sci. Eng., A 616, 183–188. https://doi.org/10.1016/j.msea.2014.07.104 (2014).
Juuti, T., Rovatti, L., Mäkelä, A., Karjalainen, L. P. & Porter, D. Influence of long heat treatments on the laves phase nucleation in a type 444 ferritic stainless steel. J. Alloy. Compd. 616, 250–256. https://doi.org/10.1016/j.jallcom.2014.06.201 (2014).
Trotter, G. & Baker, I. The effect of aging on the microstructure and mechanical behavior of the alumina-forming austenitic stainless steel fe-20cr-30ni-2nb-5al. Mater. Sci. Eng., A 627, 270–276. https://doi.org/10.1016/j.msea.2014.12.072 (2015).
Radhakrishna, C. & Prasad Rao, K. The formation and control of laves phase in superalloy 718 welds. J. Mater. Sci. 32, 1977–1984. https://doi.org/10.1023/A:1018541915113 (1997).
Shi, Q., Huo, J., Zheng, Y. & Feng, Q. Influence of Mo and Ru additions on the creep behavior of Ni-based single crystal superalloys at 1100. Mater. Sci. Eng., A 725, 148–159. https://doi.org/10.1016/j.msea.2018.04.026 (2018).
Chen, E. et al. Modeling antiphase boundary energies of ni3al-based alloys using automated density functional theory and machine learning. npj Comput. Mater. 8, 1–10. https://doi.org/10.1038/s41524-022-00755-1 (2022).
Chandran, M. & Sondhi, S. K. First-principle calculation of APB energy in Ni-based binary and ternary alloys. Modell. Simul. Mater. Sci. Eng.https://doi.org/10.1088/0965-0393/19/2/025008 (2011).
Tin, S. et al. Linking the properties, processing and chemistry of advanced single crystal Ni-base superalloys. Superalloys 2008, 81–90 (2008).
Biermair, F., Razumovskiy, V. I. & Ressel, G. Influence of alloying on thermodynamic properties of AlCoCrFeNiTi high entropy alloys from DFT calculations. Comput. Mater. Sci. 202, 110952. https://doi.org/10.1016/j.commatsci.2021.110952 (2022).
Slama, C., Servant, C. & Cizeron, G. Aging of the Inconel 718 alloy between 500 and 750 °C. J. Mater. Res. 12, 2298–2316. https://doi.org/10.1557/JMR.1997.0306 (1997).
Oni, A. A., Broderick, S. R., Rajan, K. & LeBeau, J. M. Atom site preference and γ′/γ mismatch strain in Ni-Al-Co-Ti superalloys. Intermetallics 73, 72–78. https://doi.org/10.1016/j.intermet.2016.03.006 (2016).
Lass, E. A., Sauza, D. J., Dunand, D. C. & Seidman, D. N. Multicomponent \(\gamma ^{\prime }\)-strengthened co-based superalloys with increased solvus temperatures and reduced mass densities. Acta Mater. 147, 284–295. https://doi.org/10.1016/j.actamat.2018.01.034 (2018).
Dodaran, M. et al. Effect of alloying elements on the \(\gamma\)’ antiphase boundary energy in Ni-base superalloys. Intermetallics 117, 106670. https://doi.org/10.1016/j.intermet.2019.106670 (2020).
Biermair, F. & Ressel, G. The effect of homogenization on microstructure and hardness of a large-scale high-aluminum al4.4co26cr18fe18ni26ti5.5compositionally complex alloy cast. Int. J. Mater. Res. 112, 642–651. https://doi.org/10.1515/ijmr-2021-8219 (2021).
Biermair, F., Mendez-Martin, F., Razumovskiy, V. I., Moitzi, F. & Ressel, G. Microstructure-property correlation and its evolution during aging in an Al4.4Co26Cr19Fe18Ni27Ti5.6 high-entropy alloy. Materials 16, 2821. https://doi.org/10.3390/ma16072821 (2023).
Chang, Y. J. & Yeh, A. C. The formation of cellular precipitate and its effect on the tensile properties of a precipitation strengthened high entropy alloy. Mater. Chem. Phys. 210, 111–119. https://doi.org/10.1016/j.matchemphys.2017.09.057 (2018).
Manna, I., Pabi, S. K. & Gust, W. Discontinuous reactions in solids. Int. Mater. Rev. 46, 53–91. https://doi.org/10.1179/095066001101528402 (2001).
Eos nickelalloy in939. Material datasheet 8 (2020).
Haynes282 alloy. Material datasheet, Haynes International 25 (2020).
Nimonic alloy 80a. Material datasheet, Special Metals 25 (2004).
Vdm metals alloy718 ni-base alloy. Material datasheet 13 (2016).
Udimet alloy 720. Material datasheet, Special Metals 2 (2004).
Goodfellow, A. J. Strengthening mechanisms in polycrystalline nickel-based superalloys. Mater. Sci. Technol. 34, 1793–1808. https://doi.org/10.1080/02670836.2018.1461594 (2018).
Systems, E. O. Eos nickelalloy in939 material data sheet (2021).
Internatioal, H. Haynes 282 alloy: Principal features (2020).
Standard test methods for determining average grain size. American Standard ASTM E112 8.
Páramo-Kañetas, P., Özturk, U., Calvo, J., Cabrera, J. M. & Guerrero-Mata, M. High-temperature deformation of delta-processed Inconel 718. J. Mater. Process. Technol. 255, 204–211. https://doi.org/10.1016/j.jmatprotec.2017.12.014 (2018).
Cheng, M., Zhang, H. Y. & Zhang, S. H. Microstructure evolution of delta-processed IN718 during holding period after hot deformation. J. Mater. Sci. 47, 251–256. https://doi.org/10.1007/s10853-011-5792-1 (2012).
Sauthoff, G. Intermetallics (VCH Verlagsgesellschaft mbH, Weinheim, 1995).
Vitos, L., Skriver, H., Johansson, B. & Kollár, J. Application of the exact muffin-tin orbitals theory: The spherical cell approximation. Comput. Mater. Sci. 18, 24–38. https://doi.org/10.1016/S0927-0256(99)00098-1 (2000).
Vitos, L. Total-energy method based on the exact muffin-tin orbitals theory. Phys. Rev. B 64, 014107. https://doi.org/10.1103/PhysRevB.64.014107 (2001).
Vitos, L., Abrikosov, I. A. & Johansson, B. Anisotropic lattice distortions in random alloys from first-principles theory. Phys. Rev. Lett. 87, 156401. https://doi.org/10.1103/PhysRevLett.87.156401 (2001).
Abrikosov, I. A. et al. Order- \(\mathit{N}\) green’s function technique for local environment effects in alloys. Phys. Rev. Lett. 76, 4203–4206. https://doi.org/10.1103/PhysRevLett.76.4203 (1996).
Peil, O. E., Ruban, A. V. & Johansson, B. Self-consistent supercell approach to alloys with local environment effects. Phys. Rev. B 85, 165140. https://doi.org/10.1103/PhysRevB.85.165140 (2012).
Soven, P. Coherent-potential model of substitutional disordered alloys. Phys. Rev. 156, 809–813. https://doi.org/10.1103/PhysRev.156.809 (1967).
Gyorffy, B. L. Coherent-potential approximation for a nonoverlapping-muffin-tin-potential model of random substitutional alloys. Phys. Rev. B 5, 2382–2384. https://doi.org/10.1103/PhysRevB.5.2382 (1972).
Perdew, J. P., Burke, K. & Ernzerhof, M. Generalized gradient approximation made simple. Phys. Rev. Lett. 77, 3865–3868. https://doi.org/10.1103/PhysRevLett.77.3865 (1996).
Acknowledgements
This manuscript is a result of the project with the short title “HEADesign” with FFG Project Number 864865. This project is funded by resources of the Austrian ministry for traffic, innovation and technology, BMVIT, and carried out in the frame of the program production of the future (“Produktion der Zukunft”). The authors acknowledge the financial support of voestalpine BÖHLER Edelstahl GmbH & Co KG, voestalpine BÖHLER Aerospace GmbH & Co KG and RHP Technology GmbH. Additionally, for using testing and characterization devices, the authors also gratefully acknowledge the financial support under the scope of the COMET program within the K2 Center “Integrated Computational Material, Process and Product Engineering (IC-MPPE)” (Project No 886385). This program is supported by the Austrian Federal Ministries for Climate Action, Environment, Energy, Mobility, Innovation and Technology (BMK) and for Digital and Economic Affairs (BMDW), represented by the Austrian Research Promotion Agency (FFG), and the federal states of Styria, Upper Austria and Tyrol.
Author information
Authors and Affiliations
Contributions
G.R. conceived the project and experiments, analyzed and interpreted the results and supervised the experimental work, F.B. conducted and interpreted the experiments, S.F. conducted the TEM experiments, C.G. supervised and interpreted the TEM measurements, and V.R. conducted the DFT calculations. G.R., F.B., and V.R. wrote the manuscript, with inputs from all other co-authors. The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ressel, G., Biermair, F., Fellner, S. et al. Design of Laves phase-reinforced compositionally complex alloy. Sci Rep 13, 16874 (2023). https://doi.org/10.1038/s41598-023-43722-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-023-43722-6
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
