
Abstract
Bi-based layer structure ferroelectrics are the most promising compounds for the fabrication of high-temperature piezoelectric materials. Studies aiming to develop and optimize the techniques to produce efficient high-density piezoelectric ceramics, and to investigate the effects of ceramics production conditions on their structure and functional properties, have become high-priority objectives of modern piezo-engineering. We applied ultra high dilution (UHD) technology to pre-treat Bi3TiNbO9 powders and used hot pressing to prepare perovskite-layer structured ceramic specimens. Main characteristics of the synthesized piezoelectric ceramic specimens (the dimensions of the Bi3TiNbO9 orthorhombic unit cell, dielectric permittivity, dielectric loss, piezoelectric coefficient d33 and pyroelectric coefficient pσ) and their temperature-dependent variations were studied using piezoelectric, dielectric, and pyroelectric measurements. X-ray diffraction studies demonstrated that the prepared ceramics were single phased, and highly textured, as their plate-like crystallites were preferentially aligned perpendicularly to the pressure axis on hot pressing. For d33, an increase in values of more than 20% was found for samples obtained using a combined modification of the UHD technology and hot pressing (12 pC/N) relative to intact samples, and more than two times relative to unmodified Bi3TiNbO9 ceramics (6 pC/N). Due to their characteristics, the obtained ceramics are promising materials for high-temperature applications; of particular interest is potential use, as electroacoustic transducers and sensors for operation at high temperatures. Thus, the UHD technology can modify the properties of ceramics and is relatively easy to implement. This makes it attractive for use in various fields of science and technology.
Similar content being viewed by others

Introduction
The wide use of piezoelectric devices in aircraft, aerospace and atomic energy industries has raised interest and demand for piezoelectric materials with parameters making them suitable for operation at elevated temperatures1,2. To date a vast variety of electromechanical transducers, such as sensors, actuators, ultrasonic irradiators, receivers, etc., that can be used at extreme conditions have been designed1,2,3,4. The expansion of the scope and areas of application for piezoelectric materials has resulted in higher operational requirements for such materials, as well as in the need for developing new piezoelectric ceramics with broadly varying dielectric and electromechanical characteristics optimized for different applications. Manufacture of piezoelectric ceramics operational at high temperatures (T > 700 °C)1,2 is an essential area of piezoelectric technology for the applications carried out in severe environments, such as space exploration or operational testing of engines, turbines, etc. However, the majority of well-known and commonly used piezoelectric materials cannot furnish stable operation at high temperatures (T > 300 °C) due to their insufficiently high Curie temperature Tc, and therefore the ferroelectric-to-paraelectric transition occurring at T > Tc.
The fabrication of high-temperature piezoelectric materials is based on the use of ferroelectrics with high Tc. The most promising of these are ferroelectric Bi-containing compounds [Bi2O2][An−1BnO3n+1] having perovskite layer structure (Bi-based layer structure ferroelectrics—BLSF, or so-called Aurivillius phases—AP), the Curie temperature of which can exceed 900 °C (1173 К)5,6,7,8,9,10,11. Bismuth titanate niobate Bi3TiNbO9 (BTN) is a member of the family of BLSF, with A = Bi, B = Ti, Nb and the number of BO6 octahedra in the perovskite layer along the packing between adjacent Bi2O2 layers being n = 2, and with BTN having the highest Curie temperature Tc among the BLSF family (1223 К)7. It has been found that spontaneous polarization Ps is perpendicular to the pseudo-tetragonal c axis (along the a axis) when n is an even number (space group B2cb), as required for phase symmetry9,10,11.
BLSF materials, due to their high Curie temperatures and resistance to fatigue during the transition in spontaneous polarization, have recently attracted vivid interest in terms of possible applications in piezoelectric engineering and information technology, as promising sources for high-temperature piezotransducers capable of operating under extreme conditions, as well as non-volatile random access memory (NvFERAM)11,12,13,14.
The possibilities to synthesize and exploit such high-temperature piezoelectric ceramics have been limited by their characteristic elevated porosity (10–25%) associated with poor compactibility during the sintering of petal-like crystallites common in BLSF8,15,16,17,18,19,20,21. Also, problems with the synthesis of high-temperature BLSF piezoelectric ceramics include their comparatively high conductivity and depolarization at T > 870 К8,15,16,17,18,19,20,21,22,23. BTN specimens manufactured using the standard ceramics technology typically have low d33 values (≤ 7 pC/N)15,16,18 attributed to their high porosity, and disordered microstructure. The hot pressing method, where the largest grain planes align themselves perpendicularly to the pressure applied, enables producing high-density perovskite-layer anisotropic ceramics8,16,17,24,25,26,27.
For these reasons, studies aiming to develop and optimize the techniques to produce efficient high-density BLSF piezoelectric ceramics, and to investigate the effects of ceramics production conditions on their structure and functional properties, have become high-priority objectives of modern piezo-engineering. The serial ultra high dilution (UHD) process seems to have potential to cause an effect on the parameters of high-density ceramics, improving the production techniques, and expanding the applications of devices based on such materials. It has been previously shown that process of multiple sequential dilution of starting materials leads to a significant change in the properties of the resulting solutions (structuredness, kinetic and thermodynamic characteristics) in comparison with solutions that have not been subjected to such treatment28,29. When added to the original substance UHD solutions may affect its properties as well30.
A feature of this technique is a nonlinear decrease in concentration of the starting material during multiple sequential dilutions, which ultimately leads to the formation of nanostructures31. It is known that nanostructures have unique physical32 and biological33 properties that are different from the solvent and the starting material. Thus, we hypothesized that such nanostructures could affect properties of the materials used for ceramics manufacturing.
In this study, we used a typical perovskite-layer structured Bi3TiNbO9-based high-temperature piezoelectric ceramics (with the usual parameters in its class) for a general assessment of the applicability of the UHD technology to materials used in industry. This is the first presentation of results from a study evaluating the effects of the UHD technology on the parameters of high-temperature ceramics.
Materials and methods
Preparation of mixture components
High purity starting raw materials were obtained from Elpa Research Institute, Moscow, Russia. Bi2O3 (≥ 99% purity), Nb2O5 (≥ 98% purity), and TiO2 (≥ 99% purity) were mixed at a 3:1:2 molar ratio corresponding to the chemical composition of Bi3TiNbO9.
The mixture was homogenized in distilled water using an HD/01 attritor mill from Union process (USA) which provides high degree of powder fineness and almost does not contaminate the product with iron or other substances, as the milling process uses zirconium oxide balls of high hardness and low friability. As a result, the size of the stock component particles was reduced to a few micrometers.
The synthesis of BTN powders
This was performed using the solid-state reaction method by annealing the homogenized Bi3TiNbO9 mixtures at 1273 К for 6 h. Two annealing runs were carried out, with the synthesis product grinding in between the runs.
As a result, yellowish-brown polycrystalline Bi3TiNbO9 specimens, uniform in appearance, were obtained. The synthesized material was milled in the attritor and then dried. The obtained Bi3TiNbO9 powders with a specific surface area Ssp of 3500 to 6000 cm2 g−1 were portioned into 4 batches.
Modification of BTN powders
UHD technology is usually applied via multiple sequential dilutions of substances in water–ethanol solutions. However, layered perovskite-like oxides are insoluble in aqueous ethanol. Therefore, to increase their solubility, initial concentration reduction was performed with the use of technology of trituration of powders with lactose which is soluble in aqueous ethanol (described below, see stage 1).
The modification by special processing of Bi3TiNbO9 powders was performed in 3 stages:
-
1.
Preparation of ultra high dilutions of Bi3TiNbO9 or lactose monohydrate (α-lactose) as a control. First, trituration with lactose powder was performed. For that 1 weight part of Bi3TiNbO9 powder or lactose (DFE Pharma, Germany) and 99 weight parts of a diluent powder (lactose) were placed in a mortar and thoroughly mixed for 30 min until homogenous state. Thus, a 100-fold trituration of the original substance (Bi3TiNbO9 or lactose) was obtained. Then 1 weight part of the resulting mixed powders and 99 weight parts of lactose were thoroughly mixed in the mortar, yielding the original Bi3TiNbO9 powder or lactose powder diluted 10,000 times. Similarly, a further 100-fold dilution was prepared using lactose powder. Next, consequent dilutions in aqueous alcohol were performed. For that 1 weight part of the resulting Bi3TiNbO9-containing powder or lactose powder was diluted in 99 weight parts of 25% aqueous ethanol and shaken vigorously in a lidded vial (half filled), obtaining a further, aqueous-alcoholic dilution of Bi3TiNbO9 or lactose. Next, 1 volume part of the obtained solution and 99 volume parts of 25% aqueous ethanol were mixed by shaking vigorously in a lidded vial (half filled), obtaining the next-level centesimal aqueous-alcoholic dilution of Bi3TiNbO9 or lactose. Similarly, further dilution steps were performed using 25% aqueous ethanol solutions. 70% aqueous ethanol solution was used as diluent for two consequent dilutions preceding the final dilution that was performed in 36.7% aqueous ethanol. All subsequent dilutions comprised one part of the previous dilution and 99 parts of solvent, with intensive vibration treatment between the dilution steps. Final solution contained the mixture of 12th, 30th, and 50th centesimal dilutions. The theoretical concentration reduction level of the original Bi3TiNbO9 was 1 × 1024 at least. To date, physical and chemical studies have shown that highly diluted solutions are self-organizing dispersed systems in which nanoscale objects are generated34. Such self-organizing highly diluted substance solutions differ in properties from solvent that has undergone the same treatment. Moreover, the solution of highly diluted substances contained aggregates of initial substances with gas nanobubbles, which were preserved after repeated dilution due to the flotation effect35. These results are consistent with the previously described presence of the starting source materials in nanoparticulate form even at a very high dilution level31. All of the above means that these factors should be taken into account when calculating the concentration and discussing the physical mechanism of activity of highly diluted substances.
-
2.
Wetting of Bi3TiNbO9 powders. Bi3TiNbO9 powder (80 g) was wetted with 25 ml of Bi3TiNbO9 UHDs or lactose UHDs that were obtained during the previous stage or 36.7% aqueous ethanol until homogeneity was reached. Lactose UHDs or 36.7% aqueous ethanol were used as controls, since both lactose and ethanol were used at different steps of sample preparation (trituration and multiple dilutions—see stage 1). Aqueous ethanol (36.7%) was prepared from the ethanol and purified water used to prepare the aqueous-alcoholic Bi3TiNbO9 UHDs or lactose UHDs.
-
3.
Drying of Bi3TiNbO9 powders. The resulting wet powders were dried at + 35 °C for at least 6 h until visible evaporation of the liquid.
The following specimens were obtained using the special sample preparation process to use in the subsequent studies:
-
1.
an intact Bi3TiNbO9 powder used as untreated control specimen;
-
2.
Bi3TiNbO9 powder treated with 36.7% aqueous ethanol (diluent control);
-
3.
Bi3TiNbO9 powder treated with Bi3TiNbO9 UHD (main sample);
-
4.
Bi3TiNbO9 powder treated with lactose UHD (UHD treatment control).
Sample preparation was performed within a clean environment with all precautions taken to prevent the risk of contamination.
Fabrication of the pre-compacted material
The obtained batches of Bi3TiNbO9 powders were calcined at 150 °C for 4 h and then passed through a 700 µm sieve. Thereafter, pre-compacted powders were prepared by the addition of 5 weight per cent of 5% aqueous polyvinyl alcohol (PVA) solution, thorough mixing and passing through a sieve.
The prepared pre-compacted powders were charged to a cylinder-shaped mold and compressed in an in-house engineered hydraulic press system under a pressure of 150 MPa to produce pre-compacted cylindrical sector pellets (50 mm in diameter and 10 mm thick).
Specimen preparation by hot pressing
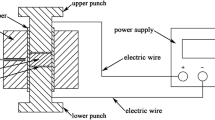
Each of the obtained pre-compacted specimens was individually pressure-sintered in an in-house engineered hot pressing machine using electrocorundum particles at a sintering temperature of 1423 К and pressure of 250 to 300 kgf/cm2 for 1 to 4 h under an air atmosphere (Fig. 1). The resulting sintered ceramic composites are shown in the photograph (Fig. 2a). The density of the ceramic samples was measured by hydrostatic weighing using a precision balance (ADAM HCB302, ADAM Equipment, United Kingdom) and constituted 97–99% of their X-ray density.

Hot pressing mode of Bi3TiNbO9 ceramics.

Photos of hot-pressed ceramic samples. (a) Appearance of Bi3TiNbO9 samples after hot pressing, (b) Cut plate samples for electrophysical measurements.
Preparation of specimens for electrophysical studies
Hot-pressed specimens have planar textures in which the crystallographic c axis is oriented mainly along the pressing axis, i.e. perpendicularly to the basal planes of the sintered plates. Since the spontaneous polarization direction in Bi3TiNbO9 is perpendicular to the pseudo-tetragonal c axis in the crystal structure9,10,11, the strongest piezo- and pyroelectric effects should be exhibited by sections with the basal planes oriented parallel to the pressing axis as compared to sections cut along the direction parallel to the basal planes of the hot-pressed sheets.
For electrophysical measurements, the hot-pressed cylinder-shaped bulk was used to cut sections along and transverse to the direction of the basal planes (i.e. perpendicularly and parallel to the direction of the pressure applied on hot pressing). Those were cut as 0.5 × 5 × 5 mm sections (Fig. 2b), then washed with distilled water in an ultrasonic bath and dried at 673 К.
Conductive electrodes were applied on the basal planes of obtained specimen sheets by firing in Ag or Ag/Pd (70/30%) conductor pastes at 1023–1223 К for 15–30 min.
Specimen polarization
Initially, specimens were polarized in polyethylsiloxane liquid after pre-heating at 160–180 °C and exposure to an electric field of 14 kV/mm. However, under these conditions the liquid started to boil causing the surface break-down and sample degradation. After the polarization temperature was lowered to 140–150 °C, it was still not possible to obtain stable d33 values. This was caused by difficulties polarizing Bi3TiNbO9 due to the high Curie temperature (Tc = 1180 К), and therefore a high coercive field.
In the light of these results, polarization was performed in a compressed air system (Elpa, Russia) by applying a 10 kV/mm electrical field with 15–30 min exposure at 200 °C followed by reduction of the temperature to 50–60 °C. These proved to be the optimal polarization conditions for Bi3TiNbO9 ceramics.
X-ray diffraction studies
The phase composition of the samples was determined by X-ray diffraction with a DRON-3 automated X-ray diffractometer (AO NPP Burevestnik, Saint Petersburg, Russia) using crystalline Ge powder as an internal standard.
Microstructure analysis
Micrographs of the surfaces of the synthesized ceramic samples sectioned with a diamond saw parallel to the direction of the applied pressure during hot pressing were obtained using a Carl Zeiss Supra 40-30-87 scanning electron microscope. Each sample was examined using two different detectors: a backscattered electron detector and a secondary electron detector.
Piezoelectric d33 modulus measurements
The piezoelectric coefficient (d33) was measured by exposing the previously polarized ceramic specimens to varying mechanical stress using a quasi-static d33 meter (YE2730A, APC International Ltd., USA) at a frequency of 110 Hz at room temperature.
Measurement of temperature- and frequency-dependent changes in dielectric permittivity (ε) and dielectric loss tangent (tan δ)
For the piezoelectric ceramic specimens, changes in dielectric permittivity (ε) with temperature or frequency as well as their dielectric loss tangent (tan δ) were measured at temperatures between 290 and 1250 К and frequency range of 25–106 Hz using an E7-20 RLC meter (MNIPI, Belarus) interfaced to a computer, with a measuring voltage amplitude of 1 V. For this, a special measuring cell was used to heat and cool the specimens at 5 to 10 K/min.
Pyroelectric coefficient measurements
Temperature-dependent changes in temperature-stimulated depolarization currents (TSDC) were measured in a short-circuit mode using a B7-30 electrometer (Amkodor-Belvar, Belarus), with the input attached to the specimen’s electrodes. The measurements were performed at a heating speed of ~ 0.1 degrees per second.
Results
X-ray diffraction studies
Phase composition of the specimens
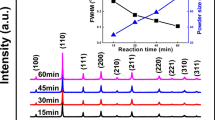
The diffraction positions and intensities of all the reflections in the X-ray diffraction patterns of the samples (Fig. 3) were consistent with the literature data on Bi3TiNbO9 [36, file 79–1550]. All peaks of X-Ray diffraction patterns of sintered ceramic specimens belong to the Bi3TiNbO9 phase with the structure of layered perovskite. Impurity peaks of noticeable intensity were not present. We conclude that the produced samples of all batches are essentially single-phase, they consist of a two-layer (n = 2) phase of the Aurivillius Bi3TiNbO9.

Diffraction patterns taken in Θ–2Θ geometry for ceramic powder and hot-pressed samples. Cuts 1, 3—made parallel to the pressing axis, cut 2—made perpendicular to the pressing axis. Ge crystal powder was used as an internal reference. Miller indices of the corresponding crystallographic planes are shown above reflections.
Bi3TiNbO9 unit cell parameters
We used high-precision measurements of Bragg angles of X-ray diffractions 2Θ (maximum measuring error: 0.02°) to get preliminary data on the symmetry and dimensions of a Bi3TiNbO9 unit cell [36, file 79-1550] (space group A21am, a = 5.4398(5), b = 5.3941(7), c = 25.099(7) Å)). Here and thereafter, the number in brackets represents an approximation of the numerical value of statistical margin (± for the last significant digit). Special software (“CELREF for unit cell refinement”)37 made it possible to obtain diffraction patterns (see Fig. 3) which were identified within the Cmc21 space group based on a rhombic unit cell with a = 25.18, b = 5.41 и c = 5.43 Å. This provided refined data of unit cell dimensions for Bi3TiNbO9 in the synthesized specimens. Dimensions a, b and c of a Bi3TiNbO9 orthorhombic unit cell in different synthesized ceramic specimens (see Table 1 and Fig. 3) were almost identical within their measuring errors, and were in agreement with the literature data on the phase [36, file 79-1550]. Note that the difference between our results and the literature data for the unit cell parameters of Bi3TiNbO9 clearly goes beyond the measurement errors. We believe that the difference is due to some discrepancies in the methods and conditions used to synthesize the samples.
Texturing of the hot-pressed ceramics
Figure 3 shows the diffraction patterns recorded in Θ–2Θ geometry from the surfaces of plates oriented differently to the basal plane of the hot-pressed bulk. In Sect. 2, parallel to the basal plane, intense (001) reflections are observed, which are considerably attenuated or even extinct in perpendicular cuts (cuts 1 and 3). This indicates that with hot pressing, the (001) planes of BTN crystallites tend to align themselves perpendicular to the pressing direction, contributing to the formation of an ordered microstructure in ceramics. Thus, the obtained specimens have planar textures. The texturing plane is defined by the direction of the force imposed on the plane of a hot-pressed bulk specimen.
A quantitative estimation of the texture degree of the ceramics was performed using Lotgering’s formula f = (P − Po)/(1 − Po), where P = ΣI(00l)/ΣI(hkl) for textured samples and Po is P for a randomly oriented sample38. It was found that the value of the degree of texturing f equaled approximately 0.70, which indicates a very high degree of grain orientation. Variations in the value of f between samples of different series did not exceed the measurement error (5%). From these data it follows that the differences in the degree of texturing of samples from different batches are insignificant.
Microstructure of ceramics
Photos of all types of specimens were obtained using scanning electron microscopy (see Fig. 4). It can be seen that the grain size of the ceramics is ~ 1 μm. No qualitative differences in the microstructure of samples of different batches were observed. Therefore, the differences in the properties of ceramics of different series are probably due to some modifications of the atomic-nanocrystalline structure that occur during the UHD processing.

SEM images of the surfaces of ceramic samples (backscattered electron detector imaging) synthesized from Bi3TiNbO9 powders: 1—intact; 2—treated with 36.7% aqueous ethanol; 3—treated with Bi3TiNbO9 UHD; 4—treated with lactose UHD.
Piezoelectric properties
Polarized specimens have been shown to exhibit a pronounced piezoelectric effect. In the course of this study, the piezoelectric properties were found to significantly deteriorate with silver electrodes applied. This is associated with uncontrolled silver diffusion into the ceramic structure and an increase in the reach-through conductivity. Therefore, the key measurements were performed using Ag/Pd electrodes. For better validity of the method, the specimen sheets were positioned inside the measuring system (YE2730A d33 meter from APC International, Ltd., USA), with their sides being flipped in between measurements (i.e. manually shifting the relative direction of polarization of the piezoceramics sheet). The data are presented below as absolute values.
In Table 1 and Fig. 5 are presented the results of d33 measurements performed for polarized specimens across the batches, where each value provided is an averaged result over 10 to 18 measurements for the same specimen.

Piezoelectric coefficient d33 values for Sect. 1 of hot-pressed Bi3TiNbO9 samples of different series. A horizontal line corresponds to the d33 value averaged over all measurements, equal to 11.1 pC/N. Sample modifications: (1) an intact Bi3TiNbO9 powder (2) Bi3TiNbO9 powder treated with 36.7% ethyl alcohol; (3) Bi3TiNbO9 powder treated with Bi3TiNbO9 UHDs; (4) Bi3TiNbO9 powder treated with lactose UHDs.
Plate-like specimens with the basal planes oriented along the hot pressing direction have higher piezoelectric coefficient values of ~ 10 to 15 pC/N (with the average value for all specimens of 11.1(5) pC/N), as compared to cuts of other orientations. This increase in the d33 value is obviously due to the obtained ceramics being textured and favorable alignment of the crystallites with respect to the direction of spontaneous polarization. Noteworthy, the average d33 value obtained for specimens from batch 3 (12.7 pC/N) is significantly higher than the average (11.1 pC/N) d33 measured for all batches (Fig. 5).
As described in the Materials and methods section, samples were polarized 200 °C. To determine depolarization temperature ceramic specimens were heated above 200 °C at 50 °C increments. After each step specimens were cooled to room temperature and piezoelectric coefficient (d33) was measured. It was found that the d33 values of the specimens were unchanged upon heating at temperatures up to 700 °C (973 К). Thus, depolarization of the ceramics did not occur until this temperature.
Measurements of dielectric permittivity and dielectric loss tangent
The obtained data are shown in Figs. 6, 7 and 8. Clear maxima are observed for dependencies ε(T) at Tc = 1180 К (Figs. 6, 7), apparently caused by the ferroelectric phase transition occurring in the BLSF phase contained by the specimens, with the temperature at the maximum corresponding to the Curie temperature (Tc) of the phase.

Temperature dependences of the permittivity (ε) and the dielectric loss tangent (tan δ) of hot-pressed sections of BTN plates at the frequency of the measuring field of 1 MHz: the upper section is the permittivity (ε), the lower section is the dielectric loss tangent (tan δ).

Temperature-frequency dependences of the dielectric permittivity (ε) and dielectric losses (tan δ) of samples of series 1(a) and 3(b), measured at the temperature range 290–1220 K and at different frequencies: 1—0.025; 2—0.120; 3—1, 4—10, 5—100 and 6—1000 kHz.

The dielectric constant (ε) of samples of different series of hot-pressed ceramics Bi3TiNbO9 at room temperature, measured at a frequency of 1 kHz (the horizontal line indicates the average value ε = 98.8 for all measurements). Sample modifications: (1) an intact Bi3TiNbO9 powder (2) Bi3TiNbO9 powder treated with 36.7% ethyl alcohol; (3) Bi3TiNbO9 powder treated with Bi3TiNbO9 UHDs; (4) Bi3TiNbO9 powder treated with lactose UHDs.
No shifts are observed in the position of the ε maximum at Tc with changes in the frequency of the measuring field. This maximum degenerates into a point of inflection under the effect of conductivity at lower frequencies. A minimum is identified for dependencies tan δ(T) at Tc, while at temperatures ~ 50 К lower than Tc there is a maximum apparently caused by domain movement.
Consistent with texturedness of the fabricated ceramics, the dielectric permittivity value depends on the orientation of the ceramic section relative to the pressing direction. Dielectric permittivity maxima are most pronounced in cut 1 of plate sample, which is in line with the direction of spontaneous polarization Ps. The following dielectric permittivity value is obtained at around room temperature: ε = 100, and it increases to ε = 3350 at Tc. The spontaneous polarization vector lies in the plane of cut 2 of plate sample. At the Curie temperature, the maxima of ε(T) dependencies are two times lower than the ε of cut 1 of plate sample (Fig. 6).
Figure 7 shows the temperature-frequency dependences of the permittivity ε and dielectric losses tan δ of samples of series 1 and 3, measured in the temperature range of 290–1220 K and the frequency range of 25–106 Hz. The dependencies ε(T) and tan δ(T) of samples of different series are qualitatively and quantitatively similar to each other. In addition, the ε(T) and tan δ(T) curves have maxima in the ranges of 890–920 and 715–860 K, respectively. In previous reports18,19,23,26, such maxima were tentatively attributed to relaxation processes related to the presence of mobile oxygen vacancies in the structure of the phase.
Dielectric permittivity (ε) values
The dielectric permittivity values obtained at room temperature and at kHz frequency range are provided in Table 1 and Fig. 8, with each value being the result of averaging over 10 successive measurements. The dielectric permittivity (ε) values are nearly identical among the different batches of specimens. The variance of the measured value at 1 kHz at room temperature (Fig. 8) is almost within the ε measuring error. The variability observed in the obtained values is due to differences in ε measured for different specimens as well as to random ε measuring errors, which are mainly accounted for by the measuring error in the values of electrode areas of the specimens (~ 5%).
Pyroelectric coefficient measurements
The results of the measurements performed for hot-pressed Bi3TiNbO9 ceramic specimens are shown in Fig. 9 as plots of TSDC changes with temperature normalized for electrode areas (S) and rate of temperature variation (dT/dt) observed on heating and cooling the specimen. As shown in the figure, the changeover from heating to cooling reverses the sign of the measured current, which according to equation Ip = pσS(dT/dt) points to pyroelectric nature of the current. Therefore, as described by the famous formula—Ip = pσS(dT/dt)39, normalized TSDC values are the pσ pyroelectric coefficient at constant mechanical stress σ.

Temperature dependences of currents of thermally stimulated depolarization (TSDC) and heating rate of hot-pressed BTN cuts 1, 2, and 3.
Figure 10 graphically illustrates the pyroelectric coefficient values obtained at room temperature, demonstrating variability of measured pσ values from specimen to specimen, between different batches and within each batch. Notably, the average pσ values obtained for specimens 3 and 4 (0.96 and 1.01 nC cm−2 degree) are 9–15% higher than the average pσ (0.88 nC·cm−2 K) for all the measurements.

The values of the pyroelectric coefficient measured for samples of different series of the hot-pressed Bi3TiNbO9 ceramics (the horizontal line indicates the average pyroelectric coefficient pσ = 0.88 nC/(cm2·K) for all measurements). Sample modifications: (1) an intact Bi3TiNbO9 powder (2) Bi3TiNbO9 powder treated with 36.7% ethyl alcohol; (3) Bi3TiNbO9 powder treated with Bi3TiNbO9 UHDs; (4) Bi3TiNbO9 powder treated with lactose UHDs.
Discussion
Four batches of Bi3TiNbO9 perovskite layer structured ceramic specimens, with measured densities corresponding to 97–99% of their X-ray density, were prepared by hot pressing from Bi3TiNbO9 powders previously exposed to different treatments obtained using the UHD process. X-ray diffraction studies indicated that the studied piezoceramic specimens consisted of the Bi3TiNbO9 phase; the specific parameters of a BTN orthorhombic unit cell determined for specimens from different batches were nearly identical. The specimens had an ordered microstructure and were of planar texture. The physicochemical properties demonstrated anisotropy indicative of definite texturedness of the ceramics on X-ray diffraction patterns.
The Bi3TiNbO9 phase was selected for research due to considerable practical interest of this phase for creating high-temperature piezoelectric materials (because of its very high Curie point Tc = 950 °C). An improvement in the piezoelectric properties of Bi3TiNbO9 ceramics to d33 = 17 pC/N was achieved by adding Ce atoms to this phase23. However, d33 value for pure ceramics was significantly lower (2.3 pC/N) than in our work. Similar findings were reported by Peng et al.21. In this study, an increase in d33 value was achieved by adding Ta/W. A significantly lower value (2.5 pC/N) was obtained for the pure phase of Bi3TiNbO9 as well.
It is known that for unmodified BTN ceramics made without hot pressing, the value of the piezoelectric coefficient d33 is 6 pC/N25. After hot pressing the d33 values for Bi3TiNbO9 powder modified with UHD of Bi3TiNbO9 turned out to be two times higher than for unmodified BTN ceramics made without hot pressing and coincides with the value of the piezoelectric coefficient for this compound with a small addition (doping) of tungsten1. Taking into account the extent of the improvement, this technology could be even more promising for the materials with initially high piezoelectric coefficient. The extension of such studies is obviously necessary.
Together with the main sample (Bi3TiNbO9 powder treated with Bi3TiNbO9 UHDs), hot pressing was applied to a control (intact Bi3TiNbO9) which was not saturated with UHDs and was manufactured according to the standard hot pressing method. All of that was done in order to understand what exactly was the contribution of the serial dilution method. For the intact Bi3TiNbO9, the average value of the piezoelectric coefficient d33 was about 10 pC/N; for technological controls—Bi3TiNbO9 modified with UHDs of lactose or 36.7% aqueous ethanol—approximately 10.5 pC/N and for sample modified with Bi3TiNbO9 UHDs—about 12 pC/N. It can be noted that the controls and main sample differ in average piezoelectric coefficient by more than 20%, similar differences were also observed for the values of the pyroelectric coefficient. The influence on this parameter in one of the technological controls (Bi3TiNbO9 modified with UHDs of lactose) is also noticeable (Fig. 10). We can assume that this might reflect the non-specific effect of the solvent subjected to sequential dilutions on the properties of the initial piezoelectric material powder. Thus, judging by the absence of a visible difference in the microgranular structure of the obtained ceramics and by the implementation of three types of controls, we can assume that the observed change in properties is associated with the use of the UHD technology, and not with the use of the hot pressing method. Measurements of characteristics of different ceramic samples of the same batch provided results with reproducibility within 3% (Figs. 5, 8). Each value given in the Table 1 is an average of 10 measurements of the same sample. Thus, close values of the measurement results for the control samples indicate the reproducibility of the results and the method.
The main interest in the application of sequential dilution technology is that there are unexpected effects on the material properties. Studying the applications of UHD technology in biology, it was found that the addition of UHD of antibodies could cause the change in conformation of the target protein40. Also, some authors report that a substance may completely change its properties when tightly surrounded by certain structures41,42. As mentioned earlier, UHD process leads to formation of nanostructures and nanobubbles31,32,33. Probably, the presence of such bubbles surrounding the initial BTN powder and the change in the parameters of the solvent caused by them can affect its properties. We suggest that such an effect may be associated with a change in the order of formation of the microcrystalline structure due to point defects (similar to doping in ionic crystals) arising during a complex of mechanical interactions, as well as changes in conditions and rearrangement of the energy balance during the formation of the crystal lattice.
Conclusions
A novel method is proposed for processing oxide powders with the structure of Aurivillius phases of Bi3TiNbO9 which results in an increase in the piezoelectric modulus of high-temperature ceramics produced from them. This method is based on the ultra high dilution of the original powders. It is easy to use, does not require expensive doping with high-purity materials, and does not add significant costs.
Ceramics made from powders pretreated with UHD have higher values of the pyroelectric coefficient pσ (0.96–1.01 nC/(cm2 K)) compared to control samples that were also subjected to hot pressing (0.75–0.8 nC/(cm2 K)). The piezoelectric modulus d33 of the sample pretreated with UHD has a value of 12.7 pC/N, for the rest of the various control samples it lies within 10.1–10.7 pC/N. It is important to note that these values remained stable up to a depolarization temperature of 973 K.
The obtained characteristics of the studied ceramics make it potentially suitable for high-temperature applications, in particular, as a material for electro-acoustic transducers and/or sensors operating at high temperatures. Thus, the application of the serial dilution method makes it possible to expand the scope of applicability of piezoelectric materials.
References
Zhang, S. & Yu, F. Piezoelectric materials for high temperature sensors. J. Am. Ceram. Soc. 94, 3153–3170 (2011).
De, U., Sahu, K. R. & De, A. Ferroelectric materials for high temperature piezoelectric applications. Solid State Phenom. 232, 235–278 (2015).
Ye, Z.-G. Handbook of Advanced Dielectric, Piezoelectric and Ferroelectric Materials. Synthesis, Properties and Applications 1st edn. (Woodhead Publishing, Singapore, 2008).
Uchino, K. Advanced Piezoelectric Materials. Science and Technology 2nd edn. (Woodhead Publishing, Singapore, 2017).
Aurivillius, B. Mixed bismuth oxides with layer lattices. 1. The structure type of CaNb2Bi2O9. Arki for Kemi. 1, 463–480 (1949).
Smolensky, G. A., Isupov, V. A. & Agranovskaya, A. I. A new group of ferroelectrics (with a layered structure). Phys. Solid State 1, 169–170 (1959).
Subbarao, E. C. A family of ferroelectric bismuth compounds. J. Phys. Chem. Solids 23, 665–676 (1962).
Moure, A., Castro, A. & Pardo, L. Aurivillius-type ceramics, a class of high temperature piezoelectric materials: drawbacks, advantages and trends. Prog. Solid State Chem. 37, 15–39 (2009).
Newnham, R. E., Wolfe, R. W. & Dorrian, J. F. Structural basis of ferroelectricity in bismuth titanate family. Mat. Res. Bull. 6, 1029–1039 (1971).
Irie, H., Miyayama, M. & Kudo, T. Structure dependence of ferroelectric properties of bismuth layer structured ferroelectric single crystals. J. Appl. Phys. 90, 4089–4094 (2001).
Jardiel, T., Caballero, A. C. & Villegas, M. Aurivillius ceramics: Bi4Ti3O12-based piezoelectrics. J. Ceram. Soc. Jpn. 116, 511–518 (2008).
Pelaiz-Barranco, A. & Gonzalez-Abreu, Y. Ferroelectric ceramic materials of the Aurivillius family. J. Adv. Dielectr. 3, 1330003 (2013).
Paz de Araujo, C. A., Cuchiaro, J. D., McMillan, L. D., Scott, M. C. & Scott, J. F. Fatigue-free ferroelectric capacitors with platinum electrodes. Nature 374, 627–629 (1995).
Park, B. H. et al. Lanthanum-substituted bismuth titanate for use in non-volatile memories. Nature 401, 682–684 (1999).
Zhang, Z., Yan, H., Dong, X. & Wang, Y. Preparation and electrical properties of bismuth layer-structured ceramic Bi3NbTiO9 solid solution. Mater. Res. Bull. 38, 241–248 (2003).
Zhang, Z., Yan, H., Xiang, P., Dong, X. & Wang, Y. Grain orientation effects on the properties of a bismuth layer structured ferroelectric (BLSF) Bi3NbTiO9 solid solution. J. Am. Ceram. Soc. 87, 602–605 (2004).
Moure, A. & Pardo, L. Microstructure and texture dependence of the dielectric anomalies and dc conductivity of Bi3TiNbO9 ferroelectric ceramics. J. Appl. Phys. 97, 084103–084103 (2005).
Yan, H. X., Zhang, H. T., Zhang, Z., Ubic, R. & Reece, M. J. B-site donor and acceptor doped Aurivillius phase Bi3NbTiO9 ceramics. J. Eur. Ceram. 26, 2785–2792 (2006).
Zhou, Z., Li, Y., Yang, L. & Dong, X. Effect of annealing on dielectric behavior and electrical conduction of W6+ doped Bi3TiNbO9 ceramics. Appl. Phys. Lett. 90, 212908 (2007).
Gai, Z.-G. et al. Influences of ScTa co-substitution on the properties of Ultra-high temperature Bi3TiNbO9-based piezoelectric ceramics. J. Electroceram. 31, 143–147 (2013).
Peng, Z., Yan, D., Chen, Q. & Xin, D. Crystal structure, dielectric and piezoelectric properties of Ta/W codoped Bi3TiNbO9 Aurivillius phase ceramics. Curr. Appl. Phys. 14, 1861–1866 (2014).
Wang, Q., Wang, C.-M., Wang, J.-F. & Zhang, S. High performance Aurivillius-type bismuth titanate niobate (Bi3TiNbO9) piezoelectric ceramics for high temperature applications. Ceramics 42, 6993–7000 (2016).
Yuan, J., Chen, Q., Nei, R. & Xiao, D. Structural distortion, piezoelectric properties, and electric resistivity of A-site substituted Bi3TiNbO9-based high-temperature piezoceramics. Mater. Res. 115, 70–79 (2019).
Spitsin, A. I., Bush, A. A., Kamentsev, K. E., Segall, A. G. & Khramtsov, A. M. Obtaining, dielectric and piezoelectric studies of ceramic samples Bi3TiNbO9, Bi2CaNb2O9 и Bi2,5Na0,5Nb2O9 with additives of different atoms. Fundam. Probl. Radioeng. Device Constr. 17, 530–534 (2017).
Segalla, A. et al. Anisotropy and temperature stability of parameters of Bi3TiNbO9-based high-temperature piezoceramics. Inorg. Mater. 53, 103–108 (2017).
Spitsin, A. I. et al. Microstructure and electrical transport properties of Bi3TiNbO9 high-temperature piezoceramics. Inorg. Mater. 54, 736–743 (2018).
Kimura, T. Application of texture engineering to piezoelectric ceramics. A review. J. Ceram. Soc. Jpn. 114, 15–25 (2006).
Penkov, N. V. Peculiarities of the perturbation of water structure by ions with various hydration in concentrated solutions of CaCl2, CsCl, KBr, and KI. Phys. Wave Phenom. 27, 128–134 (2019).
Petrov, S. I. & Epstein, O. I. Effect of potentiated solutions on mercury (II) signal in inversion voltammetry. Exp. Biol. Med. 135, 99–101. https://doi.org/10.1023/a:1024707519510 (2003).
Pschenitza, M. et al. Application of a heterogeneous immunoassay for the quality control testing of release-active forms of diclofenac. Int. Immunopharmacol. 21, 225–230 (2014).
Chikramane, P. S., Kalita, D., Suresh, A. K., Kane, S. G. & Bellare, J. R. Why extreme dilutions reach non-zero asymptotes: a nanoparticulate hypothesis based on froth flotation. Langmuir 28, 15864–15875 (2012).
Johnson, K. Terahertz vibrational properties of water nanoclusters relevant to biology. J. Biol. Phys. 38, 85–95 (2012).
Müller, P., Ignatz, E., Kiontke, S., Brettel, K. & Essen, L. O. Sub-nanosecond tryptophan radical deprotonation mediated by a protein-bound water cluster in class II DNA photolyases. Chem. Sci. 9, 1200–1212 (2018).
Ryzhkina, I. S., Murtazina, L. I., Kiseleva, Yu. V. & Konovalov, A. I. Self-organization and physicochemical properties of aqueous solutions of the antibodies to interferon gamma at ultrahigh dilution. Dokl. Phys. Chem. 462(1), 110–114 (2015).
Bunkin, N. F. et al. The physical nature of mesoscopic inhomogeneities in highly diluted aqueous suspensions of protein particles. Phys. Wave Phenom. 27(2), 102–112 (2019).
Powder Diffraction files of the International Centre for Diffraction Da-ta (ICDD). Accessed 7 Dec 2020. http://www.icdd.com/pdfsearch/ (2019).
Laugier, J. & Bochu, B. Basic Demonstration of CELREF Unit-Cell refinement software on a multiphase system. Accessed 7 Dec 2020. http://www.cristal.org/SDPD-list/1999/msg00059.html (1999).
Lotgering, F. K. Topotactical reactions with ferrimagnetic oxides having hexagonal crystal structures. J. Inorg. Nucl. Chem. 9(2), 113–123 (1959).
Bush, A. In Pyroelectric Effect and Its Applications (ed. Morozov, A. I.) (MIREA, Moscow, 2005).
Epstein, O. I. The spatial homeostasis hypothesis. Symmetry 10, 103 (2018).
Galvin, C. J., Shirai, K., Rahmani, A., Masaya, K. & Shen, A. Q. Total Capture, convection-limited nanofluidic immunoassays exhibiting nanoconfinement effects. Anal. Chem. 90, 3211–3219 (2018).
Dong, B. et al. Deciphering nanoconfinement effects on molecular orientation and reaction intermediate by single molecule imaging. Nat. Commun. 10, 1–6 (2019).
Acknowledgements
This project was funded through a formalized research contract between MIREA – Russian Technological University (RTU MIREA) and Materia Medica Holding.
Author information
Authors and Affiliations
Contributions
A.I.S., A.A.B. and K.E.K. wrote the manuscript text. A.I.S. prepared samples and measured piezoelectric properties. A.A.B. prepared Figs. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 and carried out X-Ray diffraction analysis of samples. K.E.K. measured dielectric and pyroelectric properties. All authors reviewed the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Spitsin, A.I., Bush, A.A. & Kamentsev, K.E. Piezoelectric and dielectric properties of Bi3TiNbO9 prepared by hot pressing from powders activated using the serial dilution method. Sci Rep 10, 22198 (2020). https://doi.org/10.1038/s41598-020-78826-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-020-78826-w
This article is cited by
-
Zn-based oxide perovskite nanocomposites for energy and sensing applications
Journal of Materials Science (2024)
-
Effect of BaO–2B2O3 sintering aid on the structural and electrical properties of high temperature piezoelectric ceramic Bi3TiNbO9
Journal of Materials Science: Materials in Electronics (2023)
-
RETRACTED ARTICLE: New insights into the microscopic interactions associated with the physical mechanism of action of highly diluted biologics
Scientific Reports (2021)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
