
Abstract
Patterned polyethylene films are mandatory products in the rubber tire industry. They are used as protective lining to prevent contamination of the rubber. This pattern geometry (2D and 3D) prevents the rubber from sticking to each other. The film is desired to be homogeneous, precise in thickness, and have sufficient mechanical strength. The speed and the temperature of the pattern-forming machine are among the factors that determine this relationship between the thickness of the film and its mechanical properties for sustainable quality production. In this study, the effect of the speed and the temperature of the pattern machine on the pattern thickness during the creation of the pyramid-shaped pattern applied on a 100 ± 5 µm thick polyethylene film were examined. Four different machine speeds (24, 26, 28, and 30 m/min) and three different temperatures (100, 110, and 120 °C) were studied as variables. The impact of parameters on film thicknesses and tensile properties was assessed. Film thickness varied from ~ 375 to ~ 340 µm at higher machine speed, strength-at-break values decreased from 28 to 22 MPa, and elongation values dropped from 575 to 437% with the increment in speed. On the other hand, at higher temperatures, thickness rose from ~ 360 to ~ 390 µm, and elongation values reduced from 440 to 410%. Within the scope of the experimental studies, it was observed that the film thickness changes and the mechanical properties can be controlled by changing the line speed or process temperature.
Graphical abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Polymer-based materials offer a wide range of physical and chemical properties and have the advantages of low cost and good processability for mass production [1,2,3]. Mostly neat commercial polymers are used in the industry to get easy-processible production. On the other hand, to obtain enhanced mechanical, thermal, etc., properties fiber-reinforced polymer composites are widely used [4, 5]. Hot embossing is the process of pressing a molding tool into a semi-finished polymer. This technique has the advantage of producing surface micropatterns with high quality and precision [6,7,8]. Micro-hot embossing is a direct and cost-effective approach to the fabrication of replicas on polymer thin films. There are three modes in the micro-hot embossing process: plate-to-plate (P2P), roll-to-plate (R2P), and roll-to-roll (R2R) [9]. Characterized by two rollers with polymer film in between, roll-to-roll hot embossing is continuous, has high throughput, and is the most efficient mode. Generally, the temperature is set above the glass transition temperature (Tg) in the roll-to-roll hot embossing process. However, due to the short embossing time and cooling time in the R2R hot embossing process, there is insufficient polymer deformation for filling mold and resilience, leading to the formation of defects and a low level of thickness. Roller temperature, roller speed, and applied force are three essential parameters determining the completion and uniformity of microstructure replication [10]. Gon et al. studied the hydrophobicity of PTFE/graphite composites produced by the hot-embossed technique. It was found that process conditions, such as temperature and time, affected the filling mechanism of the polymer. As a result of this, the hydrophobicity of the composite changed [11]. Bouchard et al. investigated the production of micro-structured polymethylmethacrylate (PMMA) cost-effectively for white light source through plate-to-plate hot embossing. According to confocal, scanning electron microscopy combined with photospectroscopy results, the strategy was found efficient compared to conventional methods, such as direct laser writing, multiphoton polymerization, and lithography [12]. Besides, polyurethane-based vinyl ester matrixes were examined as an alternative for polymers [13]. Among conventional polymers, low-density polyethylene (LDPE) is the first commercially introduced in the polyethylene (PE) family. LDPE is a polymer with many advantageous properties (semi-rigid, transparent, gas-tight, chemical resistant, low water absorption, easy to form, and economical production capability). LDPE is the key player in many food packaging markets, especially those requiring high clarity. Moreover, LDPE has a low melting range and is relatively easy to process among the various PE types [14].
In the literature, Deshmukh et al. studied the production of superhydrophobic surfaces with a dimensional change in surface topography on different polymer substrates including polyethylene by induction-aided hot embossing technique [15]. Jiang et al. investigated the usability of polyethylene microstructured film as a self-cleaning and optical selective layer in radiative coolers. The films were produced through a scalable hot embossing lithography and the results revealed that passive daytime radiative cooling materials could be used in practical applications with minimal maintenance need [16]. In another study, hot embossing technique was used with ultra-high molecular weight polyethylene (UHMWPE) powders for obtaining high aspect ratio square prism microstructures [17].
In the study of Chang et al., a microstructured pattern (microcylinder array) on different polymer substrates (polycarbonate, polymethyl methacrylate, and low-density polyethylene) was studied through a novel multilayered hot embossing process. A new facility, incorporating both graphene-based heating and multilayered hot embossing, was devised and executed [18].
Embossed polyethylene materials are generally used in the tire rubber industry for safe handling so that other processes do not affect the rubber. Embossed patterns provide easy separation of polyethylene film from rubber. The thicknesses in the patterns vary according to the materials used in rubber production and production parameters. In summary, this application improves the rubber–rubber interfacial separation with the help of surface patterns produced by the micro replica technique. The effects of process parameters on mechanical properties and film thickness in R2R micro-hot embossing have not been investigated in studies. This study aims to investigate the effects of parametric process variables on the thickness of the LDPE layer and the pyramid patterning ability of the films for the first time in the literature.
Experimental
Materials
In this study, PE film with a high LDPE (Petkim, G03-5) ratio and a flat thickness value of 100 ± 5 µm was used.
Embossing process
Film embossing is a mechanical replica process in which a flat film is transformed into an embossed product. By transferring the pattern designed on the rollers to the polymer film, 2- or 3-dimensional functional patterns can be obtained. Depending on the pattern design, surfaces that serve the purposes of non-stickiness, easy separation, and interface cleaning attract the attention of the tire rubber industry. During the process, thermal and stress fields are applied to the polymer, causing changes in the microstructure and physical dimensions of the material [1,2,3]. The thermal treatment of the polymeric film was shown to be the most significant factor in the process. The important aspects influencing the thermal treatment include the radiation heater temperature, preheat roll temperature, embossing pressure, line speed, and film thickness. The presented master structures having height and width in the micrometer range could in principle be replicated by the roll-to-roll embossing process. Nevertheless, the maximum depth of the embossed holes was only about 70% of the master height [19]. As seen in Fig. 1, the pattern is formed on the film by passing the extruded polymer sheet between the rollers containing the pattern under the influence of a certain critical temperature and pressure.

Schematic representation of the hot embossing process (R2R) [26]
In the R2R hot embossing system, temperature uniformity on the roll surface is very important for better quality of patterns, because even heating is needed to get even pattern depth from identical stiffness of the substrate [20, 21]. The embossing roll serves not only to impress a pattern into the plastic film but also to cool the film to a temperature at which the embossed pattern remains fixed, i.e., below the softening point of the resin. The design of the embossing roll is very similar to that of the preheating roll. The embossing roll is cooled by the circulation of water through the core. The circulating water is usually cooled by a cooling tower. As a result of seasonal variations, the temperature of the cooling water can vary by as much as 15 °C [22]. The pressure distribution in the nip formed by the contact of the two embossing rolls is determined by the embossing pressure metal roll mechanical properties rubber layer mechanical properties and roll geometries. The two embossing rolls are pressed together using two pneumatic cylinders to control the position of the embossing roll. Air pressures commonly encountered in the industry range up to 2.4 MPa resulting in a force of 9.7 kN, assuming a cylinder head diameter of 15 cm [22].
The following machining conditions have been proposed for hot embossing of polymer parts with micron-sized properties [23,24,25]: (1) the thermal cycle (defined as the temperature range between embossing and de-embossing temperatures) should be 25–40 °C in order to minimize the thermally induced stresses, and (2) the embossing pressure should be around 0.5–2 kN/cm2.
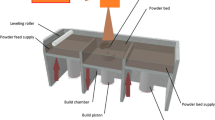
The film used in the study was produced flat in a 3-layer (3 extrusion screw) (Fig. 2) blown line with an automatic dosing system. Then, the study was carried out with the R2R (roll to roll) hot embossing machine. The machine speed started at 20 m/min and increased gradually to 34 m/min. The variation of the thickness on the pyramid pattern and the mechanical variations in the film structure were analyzed accordingly. Cylinder temperatures and pressure were kept constant. The aim here is to better understand machine speed, one of the process parameters that strongly influence the result of the hot embossing process. The machine speed and the pressure were kept constant in the second experimental study. The temperature was gradually increased. The variation of the thickness on the pyramid pattern and the mechanical changes in the film structure were analyzed. Blown extrusion and roll-to-roll hot embossing process are illustrated in Fig. 2.

Schematic of the blown extrusion [22] and roll-to-roll hot embossing process
The most preferred pattern type in the rubber industry is the pyramid pattern with different geometric dimensions [22]. In this study, the pyramid pattern was applied to the flat film of 100 µm thickness with the help of an embossing roller and rubber roller in the hot embossing process. It is expected that the final film thickness will vary between 320 and 400 µm depending on the pyramid pattern formed and the machine speed.
Measurements and characterizations
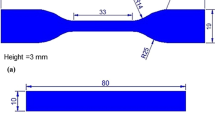
Test samples of 2.5 cm × 15 cm (Fig. 3) sections were taken from the film coil surface for each machine's speed parameters and temperature parameters. The thickness of the samples was measured with a bearing micrometer at 2 cm intervals, and the sample weight was checked with a precision balance. The flat thickness value (ASTM D6988) of the film was calculated using Eq. 1. Density is accepted as 0.95 g/cm3.

Test samples produced with different machine speeds
Strength tests were carried out based on the ASTM D 882 standard, with a tensile speed of 500 mm/min. Zwick brand tensile-rupture device was used for the tests, and the software of the device gave the following tests by automatically calculating the standard deviations of the drawn samples.
Results and discussion
Effect of machine speed parameters on thickness
A pyramid pattern was applied to the polyethylene film, which was produced flat with a thickness of 100 µm by the same operators in the same blow machine, in the same embossing machine. Cylinder temperatures and pressures were kept constant. While the pyramid pattern thickness applied at a speed of 24 m/min is 375 µm on average, the pattern thickness is in the band of 340 µm at a speed of 30 m/min. There is an average of 30 µm thickness variation between the speed of 24 m/min and the machine speed of 30 m/min. Flat thickness calculation results are given in Table 1. It was observed that the film thickness decreased as the machine speed increased (Fig. 4). It was observed that the thickness applied after the pyramid pattern decreased as the machine speed increased. When the speed of the machine increased, the response of the polymer chains was significantly affected. As the rate of speed rises, the mobility of the polymer molecules decreases, causing the material to become less flexible. This results the change in the film properties of the polymer [27,28,29].

Film thickness changes by machine speed
Test samples are produced at different line speeds and the resulting measurement data of mechanical properties: the average yield strength values were measured as 12.3 MPa, the breaking strength was measured as 24.8 MPa, and the elongation value was 505% on average. Tests were performed on 2 different sets of sample groups (6 samples in total) and their averages were taken. The machine speed affects the mechanical properties and elongation ratio according to Figs. 5 and 6, and Table 2. Especially in the elongation ratios and breaking strengths, significant differences are observed (Fig. 6). These differences could be occurred because of the molecular mobility changes of the polymer chains as mentioned above.

Strength of film change by machine speed

Film elongation ratio change by machine speed
Effect of temperature parameters on film thicknesses
A pyramid pattern was applied to the polyethylene film, which was produced flat with a thickness of 100 microns by the same operators in the same blow machine, in the same embossing machine. Machine speed and pressure were kept constant (Fig. 7). Pyramid pattern thickness at 100 °C is 360 µm on average, while 120 °C is 390 µm. There is an average thickness change of 30 µm between temperatures of 100–120 °C. Flat thickness calculation results are given in Table 3. It was observed that the thickness applied after the pyramid pattern rose as the temperature increased. The properties of polymers are greatly influenced by temperature. As the temperature rises, the molecular chains become more flexible and can deform in the direction of applied stress. Molecular motions are constrained by physical bonds, such as those caused by Van der Waals, hydrogen, or dipole–dipole interactions [27,28,29].

Thickness change by temperature
The mechanical properties of the test films produced at different temperatures are shown in Figs. 8 and 9. The test results were obtained depending on the temperature variable: the average yield strength values were measured as 13.3 MPa. The breaking strength was measured 33.9 Mpa, and the elongation value was 427% on average. These differences could be occurred because of the molecular mobility changes of the polymer chains due to physical bonds as discussed before.

Strength of the film change by temperature

Elongation of film change by temperature
Conclusion
Patterned (embossed) polyethylene films are mandatory products in the rubber tire industry. To maintain the purity of the rubber, these embossed films are utilized as a protective lining during transportation and storage in tire production, preventing any foreign elements from causing contamination. The two- and three-dimensional pattern geometry keeps the rubber from adhering to one another. It is intended that this film possesses adequate mechanical strength and a specific, uniform thickness. Process parameters in the pattern-forming machines especially machine speed and temperature are the most important factors to specify the affair between the film thickness and mechanical properties. In this study, the changes of the pyramid pattern thickness and mechanical properties were investigated according to machine speed and temperature parameters in the R2R hot embossing process. It was observed that film thickness varied from ~ 375 to ~ 340 µm at higher machine speed, and strength-at-break values decreased from 28 to 22 MPa, and elongation values dropped from 575 to 437% with the increment in speed. A correlation was established for pattern thickness with the mechanical test results. Therefore, the mechanical properties vary according to the thickness of the film. On the other hand, at higher temperature thickness rose from ~ 360 to ~ 390 µm, and elongation values reduced from 440 to 410%. This reduction could be reviewed because of the molecular chain construction and deformation under the applied stress. The film can be produced following the relevant standards based on temperature and speed optimization. Different formulations of rubber are used in the rubber industry, especially in different groups of summer and winter tires. In the face of increasing raw material energy costs, recycled rubber products can be used in rubber compound mixtures. Sealing elements, connection hoses, industrial textile products (work gloves, work shoes, etc.) sectoral applications are observed. In addition, there is a significant market potential in future applications, especially in vibration damping and earthquake isolators. Therefore, this work is promising especially for the rubber sector.
Data availability
The dataset generated and analyzed during the present study “https://doi.org/10.1007/s13726-024-01293-x” is available from the corresponding author upon reasonable request. In this study, systematic experimental studies within the scope of an R&D study for an industrial application were carried out and validated both on a laboratory scale and on an industrial scale, and the results of the experiments were discussed scientifically and then formatted into an article suitable for your journal.
References
Juang Y, Lee LJ, Koelling KW (2002) Hot embossing in microfabrication, Part 1: experimental. Polym Eng 42:551–566. https://doi.org/10.1002/pen.10970
Melentiev R, Lubineau G (2022) Large-scale hot embossing of 1 μm high-aspect-ratio textures on ABS polymer. CIRP J Manuf Sci Technol 38:340–349. https://doi.org/10.1016/j.cirpj.2022.05.011
Bhandari A, Khatri N, Mishra YK, Goyat MS (2023) Superhydrophobic coatings by the hot embossing approach: recent developments and state-of-art applications. Mater Today Chem 30:101553. https://doi.org/10.1016/j.mtchem.2023.101553
Ganesamoorthy R, Suresh G, Padmavathi KR, Rajaparthiban J, Vezhavendhan R, Bharathiraja G (2022) Experimental analysis and mechanical properties of fly-ash loaded E-glass fiber reinforced IPN (vinylester/polyurethane) composite. Fibers Polym 23:2916–2926. https://doi.org/10.1007/s12221-022-4194-0
Ganesamoorthy R, Mohanrajhu N, Sekar SD, Vimalanathan K, Suresh G, Meenakshi CM, Puviyarasan M (2023) Influence of water absorption on physical characteristics of cotton fiber-reinforced polyester composites. AIP Conf Proc 2023:2747. https://doi.org/10.1063/5.0132679
Heckele M, Bacher W, Müller KD (1998) Hot embossing: the molding technique for plastic microstructures. Microsyst Technol 4:122–124. https://doi.org/10.1007/s005420050112
Lee CJ, Hsu YH (2022) Study on soft hot embossing process for making microstructures in a cyclo-olefin polymeric (COP) film. J Micromech Microeng 32:105008. https://doi.org/10.1088/1361-6439/ac8e11
Bouchard F, Wang W, Soldera M, Lagasami A (2022) Influence of structure size and geometry on wetting behavior of PMMA surfaces imprinted with laser-textured stamps. J Laser Micro Nanoeng 17:107–115. https://doi.org/10.2961/jlmn.2022.02.2006
Peng L, Deng Y, Yi P, Lai X (2014) Micro hot embossing of thermoplastic polymers: a view. J Micromech Microeng 24:013–021. https://doi.org/10.1088/0960-1317/24/1/013001
Li W, Zhai Y, Yi P, Zhang Y (2016) Fabrication of micro-pyramid arrays on PETG films by roll-to-roll hot embossing. Microelectron Eng 164:100–107. https://doi.org/10.1016/j.mee.2016.08.001
Gong Y, Bin L, Longsheng C, Qian L, Qingran W, Wankun L, Lili Z (2023) Study on superhydrophobicity of hot-embossed polytetrafluoroethylene/graphite composites. J Polym Res 30:168. https://doi.org/10.1007/s10965-023-03539-3
Bouchard F, Soldera M, Lasagni AF (2023) PMMA optical diffusers with hierarchical surface structures imprinted by hot embossing of laser-textured stainless steel. Adv Opt Mater 11:2202091. https://doi.org/10.1002/adom.202202091
Rajaparthiban J, Suresh G, Ganesamoorthy R, Padmavathi KR, Abbas SHM, Meenakshi CM (2022) Effect of polyurethane ratio on mechanical behavior of banana fiber/polyurethane-vinyl ester matrix composites. Matéria (Rio de Janeiro) 5:27. https://doi.org/10.1590/S1517-707620220002.1382
Lu J, Sue H (2002) Morphology and mechanical properties of blown films of a low-density polyethylene/ linear low-density polyethlene blend. J Polym Sci B 40:507–518. https://doi.org/10.1002/polb.10115
Deshmukh SS, Rana P, Goswami A (2023) Fabrication of superhydrophobic surface by a dimensional change in surface topography of microchannel on polymer substrate through induction-aided hot embossing: parametric investigation and optimization. Surf Topogr Metrol Prop 11:035008. https://doi.org/10.1088/2051-672X/acee9d
Jiang Y, Wang J, Zhou Y, Li J, Chen Z, Yao P, Ge H, Zhu B (2023) Micro-structured polyethylene film as an optically selective and self-cleaning layer for enhancing durability of radiative coolers. Nanophotonics 12:2213–2220. https://doi.org/10.1515/nanoph-2023-0198
Gao J, Peng L, Deng Y, Yi P, Lin Z (2020) Experimental studies on micro powder hot embossing for high-aspect-ratio microstructures with ultra-high molecular weight polyethylene powders. J Micromech Microeng 30:115011. https://doi.org/10.1088/1361-6439/aba827
Chang CY, Tsao RH, Wang CY (2020) Novel multilayered hot embossing process for fabricating a microstructure pattern on various polymer substrates. J Micromech Microeng 30:115002. https://doi.org/10.1088/1361-6439/aba16d
Velten T, Bauerfield F, Schuck H, Scherbaum S, Landesberger C, Bock K (2011) Roll-to-roll hot embossing of microstructures. Microsystem Technol 17:619–627. https://doi.org/10.1007/s00542-010-1158-x
Jaszewski RW, Schift H, Gobreht J, Smith P (1988) Hot embossing in polymers as a direct way to pattern resist. Microelectron Eng 41–42:575–578. https://doi.org/10.1016/S0167-9317(98)00135-X
Yun D, Son Y, Kyung J, Park H, Park C, Lee S, Kim B (2012) Development of roll to roll hot embossing system with induction heater for microfabrication. Rev Sci Instrum 83:015108. https://doi.org/10.1063/1.3675574
Haber A (1990)An engineering analysis of the thermoplastic film embossing process.Thesis, McGill University, Montreal, Canada.
Becker H, Manz A (2001) Integrated capillary electrophoresis for chemical analysis. Sensor Appl 3:209–238. https://doi.org/10.1002/1616-8984(199801)3:1%3c209::AID-SEUP209%3e3.0.CO;2-5
Becker H, Heim U (2000) Hot embossing as a method for the fabrication of polymer high aspect ratio structures. Sens Actuators 83:130–135. https://doi.org/10.1016/S0924-4247(00)00296-X
Deshmukh SS, Goswami A (2020) Hot Embossing of polymers: a review. Mater Today Process 26:405–414. https://doi.org/10.1016/j.matpr.2019.12.067
Kodihalli Shivaprakash N, Zhang J, Nahum T, Barry C, Truong Q, Mead J (2019) Roll-to-Roll hot embossing of high aspect ratio micro pillars for superhydrophobic applications intern. Polym Proce XXXIV 5:502–512. https://doi.org/10.3139/217.3815
Amjadi M, Fatemi A (2020) Tensile behavior of high-density polyethylene ıncluding the effects of processing technique, thickness, temperature, and strain rate. Polymer 12:1857. https://doi.org/10.3390/polym12091857
Eftekhari M, Fatemi A (2016) Tensile behavior of thermoplastic composites including temperature, moisture, and hygrothermal effects. Polym Test 51:151–164. https://doi.org/10.1016/j.polymertesting.2016.03.011
Mortazavian S, Fatemi A (2017) Tensile behavior and modeling of short fiber-reinforced polymer composites including temperature and strain rate efects. J Thermoplast Compos Mater 30:1414–1437. https://doi.org/10.1177/0892705716632863
Acknowledgements
This work was supported by İLKA Plastik Ambalaj Gıda San. ve Tic. Ltd. Şti. We would like to thank to Sıla YILMAZ and their staff for their contributions.
Funding
Open access funding provided by the Scientific and Technological Research Council of Türkiye (TÜBİTAK).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
No conflict of interest was declared by the authors.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Altuncu, E., Tuccar Kilic, N. Investigating the thickness of patterned polyethylene layers by changing the line speed and temperature in the embossing machine. Iran Polym J (2024). https://doi.org/10.1007/s13726-024-01293-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13726-024-01293-x