Abstract
Pectinases are the growing enzymes of biotechnological sector, showing gradual increase in their market. They hold a leading position among the commercially produced industrial enzymes. These enzymes are ecofriendly tool of nature that are being used extensively in various industries like wine industry; food industry; paper industry for bleaching of pulp and waste paper recycling; in the processing of fruit–vegetables, tea–coffee, animal feed; extraction of vegetable oil and scouring of plant fibres. Moreover, enzymatic catalysis is preferred over other chemical methods, since it is more specific, less aggressive and saves energy. This is the review which covers the information available on the applicability potential of this group of enzymes in various sectors.
Similar content being viewed by others

Introduction
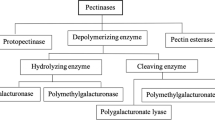
The primary source of industrial enzymes is microorganisms, out of which, 50 % originate from fungi and yeast, 35 % from bacteria, while the remaining 15 % are either of plant or animal origin (Anisa and Girish 2014). The pectinases are being produced by various kinds of microorganisms (Servili et al. 1992; Kapoor et al. 2001; Angayarkanni et al. 2002; Hoondal et al. 2002; Sharma and Satyanarayana 2012; Sharma et al. 2013b; Mohamadi et al. 2014). They are also reported to be produced in combination with other industrially important enzymes by the same microbial isolate (Kaur et al. 2011; Singh et al. 2015). The pectinase enzyme is broadly classified into three types on the basis of their mode of action: pectin esterase, hydrolases and lyases. Pectin esterase catalyses the de-esterification of the methoxyl group of pectin, forming pectic acid. Hydrolases (Polygalacturonases and Polymethylgalacturonases)—Catalyses the hydrolytic cleavage of α-1,4-glycosidic linkage in pectic acid and pectin, respectively, while Lyases (Polygalacturonate Lyase and Polymethylgalacturonate Lyase)—Catalyses the cleavage of α-1,4-glycosidic linkage in pectic acid and pectin, respectively by trans-elimination reaction and forming unsaturated galacturonates and methyl galacturonates, respectively. The Classification of Pectinases, their mode of action and products formed are shown in Table 1 and Fig. 1, respectively. Pectinases can be produced by both submerged and solid state fermentation (SSF). Optimised conditions for pectinase production by various microorganisms have been shown in Table 2.

Mode of action and products of pectinases (Lang and Dornenburg 2000). Mode of action of pectinases: a R=H for PG (Polygalacturonases) and CH3 for PMG (Polymethylgalacturonases), b PE (Pectin esterase), c R=H for PGL (Polygalacturonate lyase) and CH3 for PL (Pectin lyase). The arrow indicates the mode of action of different forms of pectinases. Products of pectinases: a Saturated galacturonic acid formed by PG and Saturated methoxylated galacturonide by PMG, b Pectic acid formed by PE, c Unsaturated galacturonic acid formed by PGL and unsaturated methoxylated galacturonide by PL
Industrial applications
The first commercial application of pectinases was reported in 1930 by Kertesz for the clarification of apple juice. List of companies producing commercial pectinases is given in Table 3. The application aspect of pectinases has been discussed under the following heads (Fig. 2).

Applications of pectinases in various industries
Fruits and vegetables processing
A general practice in fruit and vegetable processing is the treatment of pulp with appropriate enzyme preparations (Naidu and Panda 1998; Ramadan et al. 2007; Chaudhri and Suneetha 2012; Khan et al. 2013). Juices with low viscosity, high clarity and high in nutrition are more desirable by consumers.
Pectinases play a crucial role to reduce the viscosity, increase the yield and clarification of juice by liquefaction of pulps, remove off the peels (Kashyap et al. 2001a; Kareem and Adebowale 2007; Chaudhri and Suneetha 2012; Makky and Yusoff 2015) and in maceration of vegetables to produce various products like pastes and purées (Sreenath et al. 1994; Demir et al. 2000; Tochi et al. 2009). Depectinization depends upon the composition of juice, the type of enzyme used and the time consumed (Versari et al. 1998). The pH conditions for depectinization of juices (orange, dragon, apple, pear, grapes, guava, banana, papaya, carrot, beet etc.) with pectinase has been varied from pH 2.5–6 (Soares et al. 2001; Croaka and Corredig 2006), treatment time range from 5 min to 6 h (Soares et al. 2001; Singh and Gupta 2004; Tochi et al. 2009; Aliaa et al. 2010), temperature range below 50 °C (Kashyap et al. 2001a; Soares et al. 2001; Singh and Gupta 2004; Aliaa et al. 2010) and enzyme dose range from 0.06 to 0.135 % v/w (Singh and Gupta 2004; Aliaa et al. 2010; Dang et al. 2012).
In citrus juice processing, pectic enzymes contribute in the removal of cloudiness and stabilisation of juice (Braddock 1981). Pectinolytic enzymes have also been applied in association with other cell wall degrading enzymes such as cellulases and hemicellulases (Bhat 2000). Croaka and Corredig (2006) reported the changes occurring to orange juice cloud particles after addition of polygalacturonase and pectin esterase. The addition of polygalacturonase showed no effect on the particle size of juice cloud, while the addition of pectin esterase causes the aggregation of the cloud particles within a few minutes at the natural pH (3.8) of the juice, and the amount of enzyme added, affected the kinetics of the aggregation.
As the banana and papaya are soft fruits and contain high level of soluble pectin, maceration of these fruits resulted in semigelled mass that was very difficult to press (Pilnik and Voragen 1993). Use of pectinase enzyme resulted in pulp with better pressing characteristics and higher juice yield. Crushing and macerating papaya and banana by enzymatic treatment resulted in extraction of 60 to 95 ml juice per 100 g of material, which is about three-to-four fold more as compared to the control. Soares and coworkers (2001) reported that the yield of fruit (pear, guava, banana, papaya) and vegetable (carrot, beet) juice was improved significantly by pectinase treatment and the material was pressed more easily than the control and the residual dry weight of solid residues decreased in the range from 5 to 64 %. The yield obtained from milling carrots treated with enzyme solution from Bacillus Ar1.2, Ega16 and Ega22 strains was 40–50 ml juice per 100 g of material, i.e., two-fold higher than the control (20 ml/100 g).
About 25 % increase in pineapple juice recovery was obtained, when a mixture of two commercial enzymes pectinase and hemicellulase was used at the extraction temperature of 40 °C against control (Tochi et al. 2009). The use of pectinase and hemicellulase preparations in pineapple pulp not only increased the juice recovery but also ensured the highest possible quality of the end products (Kilara 1982; Kashyap et al. 2001a). Increased juice yield is mainly due to the ability of enzymes to degrade the cell walls, thus significantly lowers the viscosity of the recovered juices and hence minimises membrane fouling during filtration operations (de Carvalho et al. 2008; Chaudhri and Suneetha 2012).
Pectinase treatment also resulted in about 143 % more transmittance and 35.5 % drop in viscosity as compared to control, in case of apple juice. Enzymatically clarified juices did not show any significant haze development, when stored at room temperature (~25 °C) after 2 months of storage. Singh and Gupta (2004) also reported the effect of gelatin on the efficacy of pectinolytic enzyme from Aspergillus niger for clarification of apple juice. Apple juice, when treated with 15 IU/ml of enzyme in presence of 0.01 % gelatin, was about 1.5–2 times more clarified as compared to control containing only enzyme, at 45 °C with holding time of 6 h. Extraction by enzymatic maceration can increase the yield by more than 90 % as compared to conventional mechanical juicing, and also improves the organoleptic, nutritional properties and filtration efficiency (Rombouts et al. 1980). The partially purified pectinase from Bacillus VIT sun-2 in combination with commercial cellulase and xylanase has more efficacy in increasing the yield and clarification of apple juice followed by grape, orange and pomegranate juice and its effect increases with increase in incubation time and enzyme concentration (Praveen and Suneetha 2015). Pomace liquefaction may also be used to obtain value-added foods, as it offers the opportunity of releasing apple polyphenols and polysaccharides to a greater extent. When the apple juice is ultrafiltered, the permeate flux of depectinized juice is much higher than pectinized juice. The reduction in apple juice viscosity and total pectin content resulted in increase of permeation rate.
The treatment of fruit with pectinase helps in the release of phenolic content from the fruit skin (Sharma et al. 2013a). These phenolic components play a significant contributory role as an antioxidant and this is important in the maintenance of health and protection from coronary heart disease and certain cancers (Miller and Rice-Evans 1997). Phenolics content was higher up to 15 % in the enzyme treated samples which suggest that dragon fruit beverage is rich in antioxidant capacity than the unprocessed beverage (Aliaa et al. 2010).
Some reports are available on the simultaneous use of ultrasound and pectinase (Lieu and Le 2010; Dang et al. 2012). Yield of juice was more in case of acerola and grape mashes, when treated with ultrasound and pectinase simultaneously as compared to either ultrasonic or enzymatic treatments (Lieu and Le 2010; Dang et al. 2012). The maximum extraction yield in acerola mash, when treated with pectinase at the concentration of 0.12 % v/w for 26.3 min in the presence of ultrasound was 87.4 % which is 3.2 and 15.5 % higher than by the ultrasonic and enzymatic treatment, respectively (Dang et al. 2012). It can be explained that, ultrasound generates collapsing cavitational bubbles, the energy of which provides greater penetration of the solvent into the cellular material and enhances mass transfer to and from interfaces; in addition, acoustic cavitation can disrupt the cell walls and release the cellular materials which in turn cause increase in extraction yield (Patist and Bates 2008).
Wine processing
The main functions of pectinolytic enzymes in the wine making process are to support the extraction process, maximise juice yield, facilitate filtration and intensify the flavour and colour (Chaudhri and Suneetha 2012). Enzymatically treated wines showed more stability with reduced filtration time in comparison to control wines (Blunt 2000; Jayani et al. 2005). Treatment of macerated fruits with pectinolytic enzymes, before the addition of inoculum resulted in improved characteristics of wine (Revilla and Ganzalez-san 2003; Praveen and Suneetha 2014). Clarification of must prior to the onset of alcoholic fermentation also improves the sensory characteristics of white wine (Reddy and Reddy 2009). Bosso (1993) reported the higher levels of alcohol production in fermented grape must, pre-treated with pectolytic enzymes and observed increase in iso-amyl alcohol and 2-phenyl ethanol and a decrease in n-propanol concentrations. Reddy and Reddy (2009) studied the combined effect of pectinase treatment and fermentation by yeast cultures on ethanol production. Pectinase treatment increased the yield of juice, when treated at 0.6 % of enzyme concentration and fermentation was conducted at 30 °C and pH 4.5 for a period of 12 h. The increase in ethanol may be due to the clarification of mango must and increased sugar concentration in pectinase treated samples.
Various reports have shown that, the addition of pectinolytic enzymes in the wine making process leads to increased levels of methanol in wine due to the activity of pectin esterase (Servili et al. 1992; Revilla and González-SanJosé 1998). Methanol is toxic and its maximum concentration in wine should be regulated. Therefore, pectin esterase should be at low concentrations in commercial mixtures.
Saccharification of agricultural substrates
Pectinases are also being used in biorefineries for hydrolyzing pectin present in pectin-rich agro-industrial wastes (Biz et al. 2014). These wastes are processed into simple sugars so that they could be converted into bioethanol or used as fermentable sugars (Collares et al. 2012; Hossain et al. 2011). Different enzymes such as pectinase, hemicellulases and cellulases are being used to convert polysaccharides present in the plant cell wall into simple sugars (Beldman et al. 1984). Treatment of Landoltia punctata (duckweed) with a pectinase dose of 26.54 pectin transeliminase unit/g mash at 45 °C for 5 h resulted in about 142 % increase in glucose as compared to the untreated mash. This glucose is further used in the production of 30.8 ± 0.8 g/L ethanol concentration using duckweed as the feedstock (Chen et al. 2012).
Extraction of vegetable oil
Vegetable oils of olive, sunflower, coconut, palm or canola are obtained by extraction with organic solvents such as hexane, which is a potential carcinogen (Kashyap et al. 2001a). The use of pectolytic enzymes, in this case preferably alkaline, allows the extraction of vegetable oils in an aqueous process by degradation of cell wall components. Now days, the use of enzyme preparations containing cellulases, hemicellulases and pectinases has begun for maximum extraction of oil. Enzymatic treatment resulted not only in increase of oil yield but also increased the polyphenolic and vitamin E content, thereby also enhanced its organoleptic quality (Kashyap et al. 2001a; Hoondal et al. 2002; Iconomou et al. 2010).
Processing of textile material
The conventional scouring process involves the use of harsh chemicals and is slowly being replaced with the ecofriendly approach by using enzymes. Bio-scouring is an ecofriendly method for removal of non-cellulosic impurities from the fiber with specific enzymes (Praveen and Suneetha 2014). It makes the fibre surface more hydrophilic (Li and Hardin 1998). Bioscouring also avoids high energy consumption and severe pollution problems that are associated with conventional alkaline scouring (Rajendran et al. 2011). Pectinases also prevent fiber damage (Jayani et al. 2005; Klug-Santner et al. 2006). Alkaline pectinase has been considered as the most suitable enzyme for cotton scouring by many researchers, because the degradation and elimination of pectin facilitates the removal of loosened waxes (Tzanov et al. 2001; Wang et al. 2007). Whereas some scientists have also studied the effect of acidic and neutral pectinase on the cotton bioscouring (Pusic et al. 2015). Improved results were achieved, when pectinase have been used in conjunction with amylases, lipases, cellulases and hemicellulases to remove sizing agents from cotton in a safe and ecofriendly manner, replacing toxic caustic soda used for the purpose earlier (Li and Hardin 1998; Wang et al. 2007; Agrawal et al. 2008a). Lipase in combination with pectinase resulted in the significant reduction of the time required for bioscouring and cotton fabrics with superior properties and excellent dyeing performance were obtained (Kalantzi et al. 2010). Karapinar and Sariisik (2004) reported that, during the bioscouring of cotton with different enzyme combinations, adequate wettability and absorbancy was achieved with cellulase + pectinase and cellulase + pectinase + protease than other enzyme combinations. Klug-Santner and coworkers (2006) reported nearly 80 % removal of pectin from the outer layer of cotton using pectate lyase from Bacillus pumilus BK2. While working on bioscouring of cotton fabric with pectinase isolated from Fusarium sp., Rajendran and coworkers (2011) found that, the weight of the fabric was reduced up to 0.89 % in comparison with the 4.9 % reduction in weight of the fabric by conventional alkaline scouring. Water absorbing character and tensile strength of the bioscoured fabric was higher than that of conventionally scoured fabric. Vigneswaran and coworkers (2012) reported that, treatment of cotton with alkaline pectinase resulted in water absorbency of <5 s, 52.5 % wax removal and 3.2 % fabric weight loss under optimised conditions (Table 4). Addition of chelating (EDTA) and wetting agent along with pectinase from Bacillus subtilis markedly enhanced the weight loss in cotton. Bioscouring of fabric with pectinase resulted in enhancement of various physical properties of fabric viz. whiteness (1.2 %), tensile strength (1.6 %) and tearness (3.0 %) over conventionally alkaline scoured fabrics (Ahlawat et al. 2009). Hartzell and Durrant (2000) studied the effect of agitation on cotton bioscouring by pectinase, and concluded that agitation during scouring improves the fabric wettability. Li and Hardin (1998) studied the effect of surfactants, agitation, and enzyme type, and concluded that, the effect of surfactant and agitation depends on the enzyme structure and the characteristics of cotton fibre. Agrawal and coworkers (2008b) reported the additive effect of F. solani pisi cutinase and pectate lyase in cotton bioscouring. Time required for the removal of wax was reduced, when the cutinase (Cutinase 100 U/g of fabric, 30 °C, 50 mM Tris–HCl buffer pH 8, Triton X-100 1 g/L) followed by pectinase (Pectinase 13 U/g of fabric, 50 °C, 50 mM Tris–HCl buffer, pH 8) treatment was used. Study showed that cutinase and pectinase can also be applied effectively together in one reactor vessel.
Naturally occurring fibres such as cotton, jute, coir, flax, hemp, ramie and banana are used as raw material for the textile industry (Esfandiari 2007; Kalantzi et al. 2010). The technical feasibility of enzymatic scouring for different fabrics has been recognised by many researchers over the last decade (Tzanov et al. 2001; Lenting et al. 2002; Lu 2005; Moghe and Nabar 2006). The optimised conditions for the treatment of various fibres by pectinolytic enzymes have been represented in Table 4. In addition to pectin, partial removal of the non-fibrous materials like hemicelluloses makes the jute fibre considerably softer. As xylan is a major component of hemicelluloses, so xylanase enzyme is basically used in addition to pectinase. This enzyme allows the selective removal of hemicellulose without affecting the strength of the cellulosic fibre itself. Pectinolytic microorganisms having xylanase activity but devoid of cellulase activity is an additional beneficial aspect to improve the fibre quality of jute (Gomes et al. 1992). Yadav and coworkers (2009) are the first to report the enzymatic retting of hemp and flax using pectin lyase from Aspergillus terricola (Table 4). Retting of Latvian hemp sort “Purini” by using pectinase enzyme has been reported by Bernava, (2015). For the manufacture of textiles from ramie fibres, a gum content of <6 % is desired (Bhattacharya and Paul 1976). Decorticated ramie fibres contain about 20–30 % incrusting material consisting mainly of pectin and hemicellulose. Bruhlmann et al. (1994) reported that, the gum content of fresh fibres can be reduced to 15 % when treated with pectinolytic enzyme isolated from Amycolata sp. for 15 h. Incubation of ramie fibres with the alkalophilic bacteria, Bacillus sp. NT-39, NT-53 and NT-76 resulted in 5.0 % or more loss in the gum content after 48 h, while polysaccharide-degrading enzymes (pectate lyase, polygalacturonase, xylanase and cellulase) from these strains decreased the gum content to 9.4 % after 5 h. Analysis of gum content and enzyme activities revealed that, pectate lyase and xylanase played an important role in the degradation of residual gum. Guo and coworkers (2013) are the first to report the combined effect of enzymatic degumming and H2O2 bleaching process on ramie fibre. The gum loss and brightness of fibres could be significantly improved, when H2O2 and pectate lyase from Bacillus sp. Y1 were used in combination for degumming.
Treatment of ramie and sunn hemp fibre with combination of polygalacturonase and chemical treatment resulted in release of 9.4 and 7.6 µmol/ml of reducing sugar from ramie and sunn hemp fibre, respectively, whereas reduction in the weight was 37 and 56 %, respectively, after 11 h incubation (Kapoor et al. 2001). Sharma and Satyanarayana (2012) reported that the treatment of ramie fibres with NaOH (0.04 %) followed by the pectinase (300 U/g dry fibre) from B. pumilus dcsr1 resulted in the reduction of brittleness, redness, yellowness, and increase in the tensile strength, Young’s Modulus and brightness of the fibre. Combination of chemical and enzymatic process enhances the degumming of bast fibres and decreases the consumption of chemicals and energy (Deshpande and Gurucharanam 1985; Kashyap et al. 2001b). Chemical plus enzymatic process resulted in the release of 575 μmol of galacturonic acid g−1 dry fibres after 18 h of treatment (Kashyap et al. 2001b).
Tea and coffee processing
Pectinase treatment accelerates tea fermentation by breaking down the pectin which is present in the cell walls of tea leaves and also destroys the foam forming property of instant tea powders by destroying the pectins. The change in colour of tea during the fermentation also results in the development of characteristic aroma (Carr 1985; Praveen and Suneetha 2014). Application of cellulase, pectinase and xylanase, isolated from a yeast Pichia sp. NRRL Y-4810 and Zygosaccharomyces sp. NRRL Y-4882 and the bacterium Acetobacter sp. NRRL B-2357, respectively increased the black tea components, theaflavin (TF), thearubigen (TR), caffeine (CAF), high polymerised substances (HPS), total liquor colour (TLC), total soluble solids (TSS) and dry matter content (DMC) over conventional treatment (Murugesan et al. 2002). Marimuthu et al. (1997) reported that use of commercial pectinase and cellulase improves tea quality by increasing 24.77 % TF, 21.52 % TR, 21.54 % HPS and 17.49 % TSS. They have also reported that commercially available pectinase, when used for tea leaf fermentation could increase TF by 5.8 %, TR by 5.72 %, HPS by 4.96 % and TSS by 9.29 % (Marimuthu et al. 2000). Crude enzyme from Aspergillus sp. at low concentration (2.5 IU/750 g tea leaf) was more effective in improving the quality of tea than the purified pectinase enzyme at higher concentration (25 IU/750 g tea leaf). This is due to the fact that, the crude enzymes preparation extracted from fungi contains all enzymes, cellulase, hemicellulase, pectinase, proteinase, etc., whereas the purified enzyme preparation contains only pectinase. The crude enzyme from A. indicus, A. falvus and A niveus increase the TF content by 43.81, 62.86 and 59.05 %, respectively, whereas the purified enzyme from these fungi increased the TF content by 38.10, 40 and 34.29 %, respectively. The TLC was enhanced to 18.19, 14.74 and 14.10 % by the crude enzyme from A. indicus, A. falvus and A. niveus, respectively, whereas the purified enzyme from these fungi resulted in an increase of TLC by 12.18, 11.54 and 11.22 %, respectively (Angayarkanni et al. 2002). Senthilkumar and coworkers (2000) reported that, mixed enzyme extract from A. oryzae, A. wentii, A. tamari, A. japonicus, A. awamori and Trichoderma koningii enhanced the tea quality by increasing TF by 45 %, TR by 48 %, HPS by 33 %, TLC by 19 % and TSS by 3 %.
Pectinolytic microorganisms are also used in the fermentation of coffee to remove the mucilaginous coat from the coffee beans. The robusta coffee mucilage layer is gelatinous and viscous in nature, which is surrounded over the bean. It contains 84 % moisture with 8.9 % protein, 4 % sugars, 2.8 % pectin and 0.9 % ash (Murthy and Naidu 2011). The mucilage constitutes about 17 % by mass of the whole cherries. The composition of the robusta coffee pulp could vary depending upon the variety, geographical conditions, management of the estate, etc. (Murthy and Naidu 2011). Degradation of mucilage to sugars contributes to the quality of coffee bean. Pectinases are added to remove the pulpy bean layer consisting of pectic substances. Pectinolysis enabled reduction in demucilisation time which was evident with reduction in pH value and increased sugar release (Murthy and Naidu 2011). Pectinase was produced using coffee pulp and the application of the same was studied on demucilage of coffee pulp, which indicates waste recycle with value addition, that is also economical for coffee industry (Murthy and Naidu 2011). Murthy and Naidu (2011) reported that, crude pectinase from Aspergillus niger CFR causes about 54 and 71 % degradation of mucilaginous layer of coffee beans after 1 and 2 h of fermentation process, respectively and complete decomposition of pectin was obtained after 3.5 h.
Processing of animal feed
The use of pectinases in production of ruminant feed decreases the feed viscosity and increases the absorption of nutrients by ruminants, liberates nutrients by enzymatic action which also reduces the amount of faeces (Hoondal et al. 2002; Praveen and Suneetha 2014). The specific enzyme preparations have become a valuable tool for economically improving the digestive processes in the ruminants (Gado et al. 2009; Murad et al. 2009). Ruminants diet was supplemented by cocktail of enzymes containing xylanases, pectinases and cellulases. Supplementation of enzymes increases the digestibility of organic matter (Selinger et al. 1996; Petersen 2001). Improvement in animal performance due to the use of enzyme additives can be attributed mainly to improvement in ruminal fibre digestion, which results in increased digestible energy intake (Arambel et al. 1987; Ghorai et al. 2009). The net effect of enzyme usage in feed has increased the animal weight. Treatment of feed by spraying enzymes just before feeding provides increased management flexibility. Feed treatment with enzymes in this manner may improve digestibility of the feed via a number of different mechanisms including direct hydrolysis, improvements in palatability, changes in gut viscosity (Ghorai et al. 2009).
Biobleaching of kraft pulp
With the advancement of biotechnology and increased reliance of paper and pulp industries on the use of enzymes for biobleaching, the use of enzymes like xylanases, ligninases, mannanase and pectinases is increasing in the paper and pulp industries (Kirk and Jefferies 1996; Bajpai 1999). The presence of pectins weakens dewatering during sheet formation due to their high cationic demand and cause yellowness of paper. The pectinases depolymerize polygalacturonic acids and thus decreases the cationic demand in the filtrate from peroxide bleaching of thermo-mechanical pulp (Viikari et al. 2001). Pectinases solely and in combination with other enzymes produced by same or by different microorganisms have been efficiently used for biobleaching of mixed hardwood and bamboo kraft pulps (Ahlawat et al. 2007, 2008; Dhiman et al. 2009; Kaur et al. 2010). The enzyme aided bleaching results in less requirement of bleaching chemicals to attain the same extent of brightness of the pulp as obtained by conventional chemical bleaching and also enhances the physical properties of paper sheet. Reduction in bleaching chemicals would result in reduction of organochlorine compounds in the effluent.
Reduction by 1.2 units in kappa number has been reported by the use of xylanase and pectinase in combination produced from Bacillus pumilus and Bacillus subtilis, respectively (Ahlawat et al. 2007). Ahlawat et al. (2008) reported the reduction in pulp kappa number and permanganate number by 5.85 and 6.1 %, respectively, after enzymatic treatment of the mixed hardwood and bamboo kraft pulp with pectinase from Bacillus subtilis SS. Dhiman et al. (2009) reported 20 % less chlorine consumption after treatment of kraft pulp with xylanase and pectinase in combination produced by different Bacillus species. Kaur et al. (2010) also reported that, use of xylano-pectinolytic enzymes extracted from Bacillus pumilus resulted in 25 % less chlorine consumption to obtain the same optical properties of the pulp as obtained by conventional chemical bleaching. The synergistic action of xylanase and pectinase which degrades the xylan and pectin present in the pulp fibre and boost up the access of the bleaching chemicals to the lignin present in the pulp by opening up the pulp structure.
Recycling of wastepaper
Current deinking process depends upon the use of large amount of environment damaging chemicals. Deinking using enzymes is less polluting, energy saving, gives better performance to achieve the desired deinked pulp properties and results in lower disposal problems. Enzymes being used in deinking process are pectinases, hemicellulases, cellulases and lignolytic enzymes. Enzymatic deinking alters bonds near the ink particle and removes the ink from fibre surface. The released ink is then removed by washing or floatation (Xu et al. 2009; Pathak et al. 2010; Xu et al. 2011). A combination of xylanase and pectinase has been used for deinking of school waste paper (Singh et al. 2012). Use of enzymes in deinking results in lower BOD and COD values, thus reduce the cost of waste water treatment in an environment friendly manner (Bajpai and Bajpai 1998; Singh et al. 2012).
Conclusions
Microbial pectinases are the leading enzyme of the industrial sector. They are being used extensively for various industrial applications and new applications are still coming up. But the main consideration is of enzyme titre and/or stability of the enzyme to make the process cost effective. Production of pectinases has been reported by many workers and cost-effective substrates have also been used but still the production cost is high either due to low activity or instability of enzyme at high temperature for longer duration. So, storage of enzyme at low temperature further increases its cost for industrial application.
The potency of the strain can be increased by enzyme engineering techniques. Enzyme producing companies constantly improve the potency of industrially valuable enzymes producing strains through mutagenesis. Efforts should be made to enhance the activity of enzymes using enzyme engineering approaches. During enzymatic treatment, process is done at particular temperature range and to maintain that range makes the process expensive. Therefore, to reduce the cost of industrial processes, it becomes necessary to use thermostable enzymes. Stability of enzyme over wide range of temperature and pH gives additional advantage to the strain. Further research should be concentrated in increasing the stability of enzyme over wide range of pH and temperature.
So, new microbes with high extracellular pectinase activity, stability over wide range of temperature and pH for a longer period of time, along with their cost-effective production have been the focus of recent research. Immobilisation and reimmobilisation of pectinases onto cost-effective material can have great potential in the clarification of beverages for making the process more cost-effective, so further research should be concentrated in this area also so as to reduce the cost of the enzyme for their efficient use. More research is also needed to discover strains, producing pectinase in combination with other enzymes and the specific combination is required for particular application. This will drastically decrease the production cost for particular application.
References
Agrawal PB, Nierstrasz VA, Bouwhuis GH, Warmoeskerken MMCG (2008a) Cutinase and pectinase in cotton bioscouring: an innovative and fast bioscouring process. Biocatal Biotransform 26:412–421
Agrawal PB, Nierstrasz VA, Warmoeskerken MMCG (2008b) Role of mechanical action in low temperature cotton scouring with F. solani pisi cutinase and pectate lyase. Enz Microb Technol 42:472–483
Ahlawat S, Battan B, Dhiman SS, Sharma J, Mandhan RP (2007) Production of thermostable pectinase and xylanase for their potential application in bleaching of kraft pulp. J Ind Microbiol Biotechnol 34:763–770
Ahlawat S, Mandhan RP, Dhiman SS, Kumar R, Sharma J (2008) Potential application of alkaline pectinase from Bacillus subtilis SS in pulp and paper Industry. Appl Biochem Biotechnol 149:287–293
Ahlawat S, Dhiman SS, Battan B, Mandhan RP, Sharma J (2009) Pectinase production by Bacillus subtilis and its potential application in biopreparation of cotton and micropoly fabric. Process Biochem 44:521–526
Akin DE, Condonb B, Sohna M, Foulk JA, Doddd RB, Rigsby LL (2007) Optimization for enzyme retting of flax with pectate lyase. Ind Crops Prod 25:136–146
Aliaa ARN, Mazlina MKS, Taip FS (2010) Impact of commercial pectolytic enzymes on selected properties of white dragon fruit juice. J Inst Eng Malays 71:25–31
Angayarkanni J, Palaniswamy M, Murugesan S, Swaminathan K (2002) Improvement of tea leaves fermentation with Aspergillus sp. pectinase. J Biosci Bioeng 94:299–303
Anisa SK, Girish K (2014) Pectinolytic Activity of Rhizopus sp. and Trichoderma viride. Inter J Res Pure Appl Microbiol 4(2):28–31
Arambel MJ, Weidmeier RD, Walters JL (1987) Influence of donor animal adaptation to added yeast culture and/or Aspergillus oryzae fermentation extract on in vitro rumen fermentation. Nutr Rep Inter 35:433–437
Bajpai P (1999) Application of enzymes in the pulp and paper industry. Biotechnol Prog 15:147–157
Bajpai P, Bajpai PK (1998) Deinking with enzymes: a review. Tappi J 81:111–117
Banu AR, Devi MK, Gnanaprabhal GR, Pradeep BV, Palaniswamy M (2010) Production and characterization of pectinase enzyme from Penicillium chrysogenum. Indian J Sci Technol 3(4):377–381
Beldman G, Rombouts FM, Voragen AGJ, Pilnik W (1984) Application of cellulase and pectinase from fungal origin for the liquifaction and saccharification of biomass. Enz Microbiol Technol 6:503–507
Bernava A, Reihmane S, Strazds G (2015) Influence of pectinase enzyme Beisol PRO on hemp fibres retting. Proc Estonian Acad Sci 64(1S):77–81
Bhat MK (2000) Cellulases and related enzymes in biotechnology. Biotechnol Adv 18:355–383
Bhattacharya SK, Paul NB (1976) Susceptibility of ramie with different gum contents to microbial damage. Curr Sci 45:417–418
Biz A, Farias FC, Motter FA, de Paula DH, Richard P, Krieger N, Mitchell DA (2014) Pectinase activity determination: an early deceleration in the release of reducing sugars throws a spanner in the works. Plos One 9(10):e109529
Blunt MK (2000) Cellulases and related enzymes in biotechnology. Biotechnol Adv 18:355–383
Bosso A (1993) On-skin maceration during white wine making in the presence of pectolytic enzyme preparations. Vini d’ Italia 34:25–40
Braddock RJ (1981) Pectinase treatment of raw orange juice and subsequent quality changes in 60 brix concentrate. Proc Fla State Hort Soc 94:270–273
Bruhlmann F, Kim KS, Zimmerman W, Fiechter A (1994) Pectinolytic enzymes from actinomycetes for the degumming of ramie bast fibers. Appl Environ Microbiol 60:2107–2112
Carr JG (1985) Tea, coffee and cocoa. In: Wood BJB (ed) Microbiology of fermented foods. London, UK, Elsevier Applied Science, pp 133–154. ISBN 0751402168
Chaudhri A, Suneetha V (2012) Microbially derived pectinases: a review. J Pharm Biol Sci 2:01–05
Chen Q, Jin Y, Zhang G, Fang Y, Xiao Y, Zhao H (2012) Improving production of bioethanol from duckweed (Landoltia punctata) by pectinase pretreatment. Energies 5:3019–3032
Collares RM, Miklasevicius LVS, Bassaco MM, Salau NGP, Mazutti MA, Bisognin DA, Terra LM (2012) Optimization of enzymatic hydrolysis of cassava to obtain fermentable sugars. J Zhejiang Univ Sci B (Biomed & Biotechnol) 13(7):579–586
Couri S, Terzi SC, Gustavo A, Pinto S, Freitas SP, Augusto AC (2000) Hydrolytic enzyme production in solid-state fermentation by Aspergillus niger 3T5B8. Process Biochem 36:255–261
Croaka S, Corredig M (2006) The role of pectin in orange juice stabilization: effect of pectin methylesterase and pectinase activity on the size of cloud particles. Food Hydrocoll 20:961–965
Dang BK, Huynh TV, Le VVM (2012) Simultaneous treatment of acerola mash by ultrasound and pectinase preparation in acerola juice processing: optimization of the pectinase concentration and pectolytic time by response surface methodology. Int Food Res J 19:509–513
Das A, Bhattacharya S, Reddy NV, Sundara RS (2013) Improved production and purification of pectinase from Streptomyces sp. GHBA10 isolated from Valapattanam mangrove habitat, Kerala, India. Int Res J Biol Sci 2(3):16–22
de Carvalho LMJ, de Castro IM, da Silva CAB (2008) A study of retention of sugars in the process of clarification of pineapple juice (Ananas comosus, L. Merril) by micro- and ultra-filtration. J Food Eng 87:447–454
Demir H, Tari C (2014) Valorization of wheat bran for the production of polygalacturonase in SSF of Aspergillus sojae. Ind Crop Prod 54:302–309
Demir N, Acar J, Sariolu M, Mutlu M (2000) The use of commercial pectinase in fruit juice industry. Part 3: immobilized pectinase for mash treatment. J Food Eng 47:275–280
Demir H, Gogus N, Tari C, Heerd D, Lahore MF (2012) Optimization of the pro-cess parameters for the utilization of orange peel to produce polygalacturonaseby solid-state fermentation from an Aspergillus sojae mutant strain. Turk J Biol 36:394–404
Deshpande KS, Gurucharanam K (1985) Degumming of ramie fibres: role of cell wall degrading enzymes of Aspergillus versicolor. Indian J Botany 1:79–81
Dey A, Karmakar M, Ray RR (2011) Extracellular thermostable polygalacturonase from Bacillus sp. AD1. Der Pharm Lett 3(2):358–367
Dhiman SS, Garg G, Mahajan R, Garg N, Sharma J (2009) Single lay out and mixed lay out enzymatic processes for biobleaching of kraft pulp. Bioresour Technol 100:4736–4741
El-Batal AI, Osman EM, Shaima IAM (2013) Optimization and characterization of polygalacturonase enzyme produced by gamma irradiated Penicillium citrinum. J Chem Pharm Res 5(1):336–347
Esfandiari A (2007) Mechanical properties of PP/jute and glass fibers composites: the statistical investigation. J Appl Sci 7:3943–3950
Friedrich J, Cimerman A, Steiner W (1990) Production of pectolytic enzymes by Aspergillus niger, effect of inoculum size and potassium hexacianoferrate II-trihydrate. Appl Microbiol Biotechnol 33:377–381
Gado HM, Salem AZM, Robinson PH, Hassan M (2009) Influence of exogenous enzymes on nutrients digestibility extent of ruminal fermentation as well as milk production and composition in dairy cows. Anim Feed Sci Tech 154:36–46
Ghorai S, Banik SP, Verma D, Chowdhury S, Mukherjee S, Khowala S (2009) Fungal biotechnology in food and feed processing. Food Res Int 42:577–587
Gomes I, Saha RK, Mohiuddin G, Hoq MM (1992) Isolation and characterization of a cellulase-free pectinolytic and hemicellulolytic thermophilic fungus. World J Microbiol Biotechnol 8:589–592
Gomes J, Zeni J, Cence K, Toniazzo G (2011) Evaluation of production and characterization of polygalacturonase by Aspergillus niger ATCC 9642. Foods Bioprod Process 89(4):281–287
Guo F, Zou M, Li X, Zhao J, Qu Y (2013) An effective degumming enzyme from bacillus sp. y1 and synergistic action of hydrogen peroxide and protease on enzymatic degumming of ramie fibers. BioMed Res Int. doi:10.1155/2013/212315
Hartzell M, Durrant SK (2000) The efficiency of pectinase scouring with agitation to improve cotton fabric wettability. Text Chem Colo Am D 32:86–90
Hoondal GS, Tewari RP, Tewari R, Dahiya N, Beg QK (2002) Microbial alkaline pectinases and their industrial applications: a review. Appl Microbiol Biotechnol 5:409–418
Hossain ABMS, Ahmed SA, Ahmed MA, Faris MAA, Annuar MSM, Hadeel M, Norah H (2011) Bioethanol fuel production from rotten banana as an environmental waste management and sustainable energy. Afr J Microbiol Res 5(6):586–598
Ibrahim D, Weloosamy H, Sheh-Hong L (2014) Potential use of nylon scouring pad cubes attachment method for pectinase production by Aspergillus niger HFD5A-1. Proc Biochem 49:660–667
Iconomou D, Arapoglou D, Israilides C (2010) Improvement of phenolic antioxidants and quality characteristics of virgin olive oil with the addition of enzymes and nitrogen during olive paste processing. Grasas Aceites 61:303–311
Irshad M, Anwar Z, Mahmood Z, Aqil T, Mehmmod S, Nawaz H (2014) Bio-processing of agro-industrial waste orange peel for induced production of pectinase by Trichoderma viridi; its purification and characterization. Turk J Biochem 39(1):9–18
Jayani RS, Saxena S, Gupta R (2005) Microbial pectinolytic enzymes: a review. Process Biochem 40:2931–2944
Johnson AA, Ayodele OS, Afolake O, Christiana OM (2012) Production of cellulase and pectinase from orange peels by fungi. Nat Sci 10:107–112
Kalantzi S, Mamma D, Kalogeris E, Kekos D (2010) Improved properties of cotton fabrics treated with lipase and its combination with pectinase. Fibres Text East Eur 18:86–92
Kapoor M, Beg QK, Bhushan B, Singh K, Dadhich KS, Hoondal GS (2001) Application of an alkaline and thermostable polygalacturonase from Bacillus sp. MG-cp-2 in degumming of ramie (Boehmeria nivea) and sunn hemp (Crotalaria juncea) bast fibers. Process Biochem 36:803–807
Karapinar E, Sariisik MO (2004) Scouring of cotton with cellulases, pectinases and proteases. Fibres Text East Eur 12:79–82
Kareem SO, Adebowale AA (2007) Clarification of orange juice by crude fungal pectinase from citrus peel. Niger Food J 25(1):130–136
Kashyap DR, Chandra S, Kaul A, Tewari R (2000) Production, purification and characterization of pectinase from a Bacillus sp. DT7. World J Microbiol Biotechnol 16:277–282
Kashyap DR, Vohra PK, Chopra S, Tewari R (2001a) Applications of pectinases in the commercial sector: a review. Bioresour Technol 77:215–227
Kashyap DR, Vohra PK, Soni SK, Tewari R (2001b) Degumming of buel (Grewia optiva) bast fibres by pectinolytic enzyme from Bacillus sp. DT7. Biotechnol Lett 23:1297–1301
Kashyap DR, Soni SK, Tewari R (2003) Enhanced production of pectinase by Bacillus sp. DT7 using solid state fermentation. Bioresour Technol 88(3):251–254
Kaur A, Mahajan R, Singh A, Garg G, Sharma J (2010) Application of cellulase-free xylano-pectinolytic enzymes from the same bacterial isolate in biobleaching of kraft pulp. Bioresour Technol 101:9150–9155
Kaur A, Mahajan R, Singh A, Garg G, Sharma J (2011) A novel and cost effective methodology for qualitative screening of alkalo-thermophilic cellulase free xylano-pectinolytic microorganisms using agricultural wastes. World J Microbiol Biotechnol 27:459–463
Kertesz Z (1930) A new method for enzymic clarification of unfermented apple juice. New York State Agricultural Experimentation Station (Geneva). US. Patent 1,932,833. Bull. No. 689
Khan M, Nakkeeran E, Kumar SU (2013) Potential application of pectinase in developing functional foods. Ann Rev Food Sci Technol 4:21–34
Kilara A (1982) Enzymes and their uses in the processed apple industry: a review. Process Biochem 35:35–41
Kirk TK, Jefferies TW (1996) Role of microbial enzymes in pulp and paper processing. In: Jefferies TW, Viikari L (eds) Enzymes for pulp and paper processing. ACS symposium series. American Chemical Society, Washington DC, pp 1–14
Klug-Santner BG, Schnitzhofer W, Vrsanska M, Weber J, Agrawal PB, Nierstrasz VA, Guebitz GM (2006) Purification and characterization of a new bioscouring pectate lyase from Bacillus pumilus BK2. J Biotechnol 121:390–401
Kothari MN, Baig MMV (2013) Production and characterization of extracellular polygalacturonase by Erwinia carotovora MTCC 1428. Int J Adv Biotechnol Res 4(1):981–998
Lang C, Dornenburg H (2000) Perspectives in the biological function and the technological application of polygalacturonases. Appl Microbiol Biotechnol 53:366–375
Lenting HBM, Zwier E, Nierstrasz VA (2002) Identifying important parameters for a continuous bioscouring process. Text Res J 72:825–831
Li Y, Hardin IR (1998) Enzymatic scouring of cotton-surfactants, agitation, and selection of enzymes. Text Chem Color 30:23–29
Lieu LN, Le VVM (2010) Application of ultrasound in grape mash treatment in juice processing. Ultrason Sonochem 17:273–279
Lu H (2005) Insights into cotton enzymatic pretreatment. Int Dyer 190:10–13
Makky EA, Yusoff MM (2015) Bioeconomy: pectinases purification and application of fermented waste from Thermomyces lanuginosus. J Med Bioeng 4(1):76–80
Mandhania S, Jain V, Malhotra SP (2010) Culture optimization for enhanced production of microbial pectin methylesterase under submerged conditions. Asian J Biochem 5(1):12–22
Marimuthu S, Manivel L, Katreem AA (1997) Hydrolytic enzymes on the quality of made tea. J Plant Crops 25:88–92
Marimuthu S, Senthilkumar RS, Balasubramanian S, Rajkumar R, Christie SA (2000) Effect of addition of biopectinase on biochemical composition of CTC black tea. Recent Adv Plant Crops Res 28:265–269
Martin N, Guez MAU, Sette LD, Da Silva R, Gomes E (2010) Pectinase production by a Brazilian thermophilic fungus Thermomucor indicae-seudaticae N31 in solid-state and submerged fermentation. Microbiol 79(3):306–313
Miller NJ, Rice-Evans CA (1997) The relative contributions of ascorbic acid and phenolic antioxidants to the total antioxidant activity of orange and apple fruit juices and blackcurrant drink. Food Chem 60:331–337
Moghe VV, Nabar PS (2006) Bio-scouring: an ecological way of scouring. Colourage 53:95–96
Mohamadi AS, Shahbazi S, Behgar M, Fard SM, Askari H (2014) A study of pectinase enzyme activity changes in gamma- irradiated Trichoderma reesei mutants. Intl J Farm Alli Sci 3(5):555–561
Murad HH, Hanfy MA, Kholif AM, Gawad A, Murad HA (2009) Effect of cellulases supplementation to some low quality roughages on digestion and milk production by lactating goats. J Biol Chem Environ Sci 4:791–809
Murthy PS, Naidu MM (2011) Improvement of robusta coffee fermentation with microbial enzymes. Eur J Appl Sci 3:130–139
Murugesan GS, Angayarkanni J, Swaminathan K (2002) Effect of tea fungal enzymes on the quality of black tea. Food Chem 79:411–417
Naidu GSN, Panda T (1998) Production of pectolytic enzymes—review. Bioprocess Eng 19:355–361
Palaniyappan M, Vijayagopa V, Viswanathan R, Viruthagiri T (2009) Statistical optimization of substrate, carbon and nitrogen source by response surface methodology for pectinase production using Aspergillus fumigates MTCC 870 in submerged fermentation. Afr J Biotechnol 8(22):6355–6363
Pathak P, Bhardwaj NK, Singh AK (2010) Enzymatic deinking of office waste paper: an overview. Ippta J 22:83–88
Patil NP, Chaudhari BL (2010) Production and purification of pectinase by soil isolate Penicillium sp. and search for better agro-residue for its SSF. Recent Res Sci Technol 2(7):36–42
Patil SR, Dayanand A (2006) Production of pectinase from deseeded sunflower head by Aspergillus niger in submerged and solid-state conditions. Bioresour Technol 97:2054–2058
Patist A, Bates D (2008) Ultrasonic innovations in the food industry: from the laboratory to commercial production. Innov Food Sci Emerg Technol 9:147–154
Petersen S (2001) Enzymes to upgrade plant nutrients. Feed Mix 9:12–15
Phutela U, Dhuna V, Sandhu S, Chadha BS (2005) Pectinase and polygalacturonase production by a thermophilic Aspergillus fumigatus isolated from decomposting orange peels. Braz J Microbiol 36(1):63–69
Pilnik W, Voragen AGJ (1993) Pectic enzymes in juice manufacture. In: Nagodawithana T, Reed G (eds) Enzymes in food processing. Academic Press, New York, pp 1462–1469
Praveen KG, Suneetha V (2014) A cocktail enzyme—pectinase from fruit industrial dump sites: a review. Res J Pharm Biol Chem Sci 5(2):1252–1258
Praveen KG, Suneetha V (2015) Efficacy of pectinase purified from bacillus VIT sun-2 and in combination with xylanase and cellulase for the yield and clarification improvement of various culinary juices from South India for pharma and health benefits. Inter J Pharm Tech Res 7(3):448–452
Pusic T, Tarbuk A, Dekanić T (2015) Bio-innovation in cotton fabric scouring—acid and neutral pectinases. Fibres Text East Eur 1(109):98–103
Qureshi AS, Bhutto MA, Chisti Y, Khushk I, Dahot MU, Bano S (2012) Production of pectinase by Bacillus subtilis EFRL 01 in a date syrup medium. Afr J Biotechnol 11(62):12563–12570
Rajendran R, Sundaram SK, Radhai R, Rajapriya P (2011) Bioscouring of cotton fabric using pectinase enzyme its optimization and comparison with conventional scouring process. Pak J Biol Sci 14:519–525
Ramadan MF, Moersel JT (2007) Impact of enzymatic treatment on chemical composition, physicochemical properties and radical scavenging activity of goldenberry (Physalis peruviana L.) juice. J Sci Food Agric 87:452–460
Reddy LV, Reddy OVS (2009) Production, optimization and characterization of wine from mango (Mangifera indica Linn.). Nat Prod Radiance 8:426–435
Revilla I, Ganzalez-san jose ML (2003) Addition of pectolytic enzymes: an enological practice which improves the chromaticity and stability of red wines. Int J Food Sci Technol 38:29–36
Revilla I, González-SanJosé ML (1998) Methanol release during fermentation of red grapes treated with pectolytic enzymes. Food Chem 63:307–312
Rombouts FM, Pilnik W (1980) Pectic enzymes. In: Rose AH (ed) Microbial enzymes and bioconversions, 5th edn. Academic Press, London, pp 227–272
Roosdiana A, Prasetyawan S, Mahdi C, Sutrisno S (2013) Production and characterization of Bacillus firmus pectinase. J Pure App Chem Res 2(1):35–41
Salariato D, Diorio LA, Mouso N, Forchiassin F (2010) Extraction and characterization of polygalacturonase of Fomes sclerodermeus produced by solid-state fermentation. Rev Argent Microbiol 42:57–62
Seifollah F, Khodaverdi G (2013) Pectin esterase production by Aspergillus niger: optimization of fermentation condition. J Basic Appl Sci Res 3(2):896–910
Selinger LB, Forsberg CW, Cheng KJ (1996) The rumen: a unique source of enzyme for enhancing livestock production. Anaerobe 2:236–284
Senthilkumar RS, Swaminathan K, Marimuthu S, Rajkumar R (2000) Microbial enzymes for processing of tea leaf. In: Muraleedharan N, Kumar RR (eds) Recent Adv Plant Crops Res. Allied publishers limited, India, pp 265–269
Servili M, Begliomini AL, Montedoro G, Petruccioli M, Federici F (1992) Utilisation of a yeast pectinase in olive oil extraction and red wine making processes. J Sci Food Agric 58:253–260
Sharma DC, Satyanarayana T (2012) Biotechnological potential of agro residues for economical production of thermoalkali-stable pectinase by Bacillus pumilus dcsr1 by solid-state fermentation and its efficacy in the treatment of ramie fibres. Enz Res. doi:10.1155/2012/281384
Sharma S, Mandhan RP, Sharma J (2012) Utilization of agro-industrial residues for pectinase production by the novel strain Pseudozyma sp. SPJ under solid state cultivation. Ann Microbiol 62:169–176
Sharma A, Shrivastava A, Sharma S, Gupta R, Kuhad RC (2013a) Microbial pectinase and their application. In: Singh A (ed) Kuhad RC. Biotechnology for environmental management and resource recovery, Springer Science & Business Media, pp 107–124
Sharma N, Rathore M, Sharma M (2013b) Microbial pectinase: sources, characterization and applications. Rev Environ Sci Biotechnol 12:45–60
Siddiqui MA, Pande V, Arif M (2013) Polygalacturonase production from Rhizomucor pusillus isolated from fruit markets of Uttar Pradesh. Afr J Microbiol Res 7(3):252–259
Silva D, Martins ES, Da Silva R, Gomes E (2002) Pectinase production by Penicillium viridicatum RFC3 by solid state fermentation using agricultural wastes and agro-industrial by-products. Braz J Microbiol 33:318–324
Singh S, Gupta R (2004) Apple juice clarification using fungal pectinolytic enzyme and gelatin. Indian J Biotechnol 3:573–576
Singh S, Mandal SK (2012) Optimization of processing parameters for production of pectinolytic enzymes from fermented pineapple residue of mixed Aspergillus species. Jordan J Biol Sci 5(4):307–314
Singh A, Yadav RD, Kaur A, Mahajan R (2012) An ecofriendly cost effective enzymatic methodology for deinking of school waste paper. Bioresour Technol 120:322–327
Singh A, Kaur A, Dua A, Ritu M (2015) An efficient and improved methodology for the screening of industrially valuable xylano-pectino-cellulolytic microbes. Enz Res. doi:10.1155/2015/725281
Soares MMCN, da Silva R, Carmona EC, Gomes E (2001) Pectinolytic enzyme production by Bacillus species and their potential application on juice extraction. J Microbiol Biotechnol 17:79–82
Sreenath HK, Sudarshanakrishna KR, Santhanam K (1994) Improvement of juice recovery from pineapple pulp/residue using cellulases and pectinases. J Ferment Bioeng 78:486–488
Swain MR, Ray RC (2010) Production, characterization and application of a thermostable exopolygalacturonase by Bacilus subtilis CM5. Food Biotechnol 24:37–50
Taskin M (2013) Co-production of tannase and pectinase by free and immobilized cells of the yeast rhodotorula glutinis MP-10 isolated from tannin-rich persimmon (Diospyros kaki L.) fruits. Bioprocess Biosyst Eng 36:165–172
Tochi BN, Wang Z, Xu SY, Zhang W (2009) The Influence of a pectinase and pectinase/hemicellulases enzyme preparations on percentage pineapple juice recovery, particulates and sensory attributes. Pak J Nutrition 8:1184–1189
Tzanov T, Calafell M, Guenitz GM, Cavaco-Paulo A (2001) Bio-preparation of cotton fabrics. Enzyme Microb Technol 29:357–362
Vasanthi Meenakshisundaram (2012) Optimization of pectinase enzyme production by using sour orange peel as substrate in solid state fermentation. Asian J Biochem Pharm Res 2(1):16–26
Versari A, Biesenbruch S, Barbanti D, Farnell PJ, Galassi S (1998) Effects of pectolytic enzymes on selected phenolic compounds in strawberry and raspberry juices. Food Res Int 30:811–817
Vigneswaran C, Anbumani N, Ananthasurbramanian M, Rajendran R (2012) Prediction and process optimization of pectinolytic reaction on organic cotton fabrics for bioscouring with alkaline pectinase. Indian J Fibre Text Res 37:183–190
Viikari L, Tenkanen M, Suurnakki A (2001) Biotechnology in the pulp and paper industry. In: Rehm HJ (ed) Biotechnology. Wiley, Hoboken, pp 523–546
Wang Q, Fan X, Hua Z, Gao W, Chen J (2007) Influence of combined enzymatic treatment on one-bath scouring of cotton knitted fabrics. Biocat Biotransf 25:9–15
Xu Q, Fu Y, Gao Y, Qin M (2009) Performance and efficiency of old newspaper deinking by combining cellulase/hemicellulase with laccase-violuric acid system. Waste Manag 29:1486–1490
Xu QH, Wang YP, Qin MH, Fu YJ, Li ZQ, Zhang FS, Li JH (2011) Fibre surface characterization of old newprint pulp deinked by combining hemicellulase with laccase-mediated system. Bioresour Technol 102:6536–6540
Yadav S, Yadav PK, Yadav D, Yadav KDS (2009) Purification and characterization of pectin lyase produced by Aspergillus terricola and its application in retting of natural fibers. Appl Biochem Biotechnol 159:270–283
Zheng L, Du Y, Zhang J (2001) Degumming of ramie fibers by alkalophilic bacteria and their polysaccharide-degrading enzymes. Bioresour Technol 78:89–94
Acknowledgments
The authors gratefully acknowledge the financial support provided by the University Grant Commission (UGC), New Delhi, India.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Garg, G., Singh, A., Kaur, A. et al. Microbial pectinases: an ecofriendly tool of nature for industries. 3 Biotech 6, 47 (2016). https://doi.org/10.1007/s13205-016-0371-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13205-016-0371-4