
Abstract
We study a hybrid system where the demand of customers can be satisfied by both manufacturing new products and remanufacturing used products. To manage the serviceable inventory, we implement a proportional order-up-to (POUT) replenishment policy. In this context, we first analyse the system efficiency by assessing its capacity to meet customer demand in a cost-effective manner. To this end, we consider both inventory performance (i.e., the balance between inventory holding and stock-out costs) and production smoothness (by measuring the Bullwhip effect in the supply chain). Second, we investigate the system resilience to demand volatility. In particular, we explore the impact of demand shocks on the inventory and production of the closed-loop system. Interestingly, we find that tuning the POUT controller to optimise efficiency may be problematic in terms of resilience to demand shocks. In this sense, a key trade-off exists that needs to be carefully considered by supply chain managers. Linking efficiency to resilience in such supply chains thus becomes essential to strengthen the transition towards more circular economic models. All in all, our analysis, via control-theoretic and simulation techniques, provides professionals with valuable insights into how to identify the appropriate ‘formula’ for building both efficient and resilient closed-loop supply chains.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Efficiency and resilience are two fundamental properties of modern supply chains. Efficiency refers to the ability of the supply chain to satisfactorily meet the demands of consumers or users at a reasonable cost, see Beamon (1999). From this perspective, efficiency is essential to ensure the short- and mid- term financial sustainability of the supply chain and the profitability of its members. Meanwhile, resilience covers the capacity of the supply chain to regain stability after being disturbedFootnote 1; that is, it refers to the ability of the production and distribution system to respond to harmful events. These include both uncontrollable (such as natural disasters and political conflicts) and partially controllable (such as employee strikes and machine breakdowns) disruptions, see Ponomarov and Holcomb (2009). In this fashion, being resilient is key to ensure the long-term viability of the supply chain.
It can be argued that, in general terms, efficiency represents the priority for supply chain managers. Indeed, evolutions in production and distribution systems have been largely driven by the search of greater efficiencies (Nieuwenhuis 2016; Galston 2020). However, specific impactful events, like the current COVID-19 pandemic,Footnote 2 which pose significant challenges to the operation of supply chains, emphasize the need for gaining resilience. This is fundamental to make survival of supply chains certain, which is in turn indispensable to ensure that the (sometimes urgent) needs of modern societies are addressed.
Nevertheless, efficiency and resilience are not independent properties of supply chains, but they are strongly interrelated. Indeed, some collaborative strategies for supply chains, such as vendor-managed inventory (VMI) or collaborative planning, forecasting and replenishment (CPFR), can allow for a simultaneous improvement of the efficiency and resilience of supply chains (see e.g. Disney and Towill 2003; Sari 2008; Büyüközkan and Vardaloğlu 2012; Brusset and Teller 2017). The problem emerges as supply chain efficiency may sometimes be further increased at the expense of sacrificing resilience; see the comprehensive discussions by Nieuwenhuis (2016), Galston (2020) and Reeves and Varadarajan (2020). This might encourage some managers to take short-term focused decisions, aimed at increasing current profits, that could put in risk the long-term sustainability of the supply chain.
From this perspective, some recent works have discussed the ‘rising tensions’ between efficiency and resilience in the context of modern supply chains, such as Gölgeci et al. (2020). Interestingly, the authors highlight the need for managers to find an appropriate balance between the efficiency and the resilience of their supply chains, as both properties will be of utmost importance in the post COVID-19 era; efficiency is necessary to compete in a fiercely competitive business scene, whereas resilience is required to prevent the supply chain from being vulnerable to said disruptions. A similar argument was made, before the pandemic started, by Ridley (2019), who claimed that ‘efficiency is not fragility, nor is resilience wasteful’, thus underlining the importance of blending efficiency with resilience. A few years earlier, Ivanov et al. (2014) proposed the name of ‘Ripple effect’ to describe the impact of a disruption on supply chain performance. They suggested different control strategies for dealing with this phenomenon to optimise the trade-off between efficiency and resilience in supply chains.
The present article investigates these tensions from the perspective of closed-loop supply chains, which have gained strategic importance in modern societies due to their quest of circular economies. Specifically, we explore whether optimising efficiency may also stand in contradiction with pursuing resilience in these supply chains, and, if that happens, how managers can find the appropriate trade-off between both properties when bringing together the forward and reverse flows of materials.
1.1 Context: supply chains for a circular economy and their dynamic behaviour
Supply chain management includes the processes concerned with designing, planning, and controlling the materials, information, and financial flows involved in satisfying customer needs for a particular range of products. In recent years, sustainability concerns have been found to be strong determinants of consumer preferences and have prompted the introduction of new legislation, mainly due to the scarcity of natural resources and the deficiencies in our waste management systems (Genovese et al. 2017). This promotes the creation and development of a circular economic model that makes supply chain evolve from the traditional linear structure to closed-loop variants (see Guide et al. 2003).
These emerging, closed-loop supply chains entail new sources of complexities and uncertainties in addition to those of traditional supply chains, see Goltsos et al. (2019). For instance, we may refer to the (typically great) uncertainty in the quantity and quality of the consumed or used products that return to the supply chain (e.g. Zeballos et al. 2012). Also, we may consider the complexity of integrating the upstream and downstream flows of materials into the same supply chain (e.g. Dominguez et al. 2020a). In line with previous discussions, such integration needs to provide the supply chain with efficient and resilient capabilities with the aim of connecting the environmental gains of circular economic models with the financial viability and profitability of the relevant actors.
The efficiency of (both traditional and closed-loop) supply chains can be examined from the lens of the supply chain dynamics discipline (Towill 1991). This allows academics and practitioners to consider the key trade-off between inventory performance and operation smoothness, which provides clear insights into the relationship between the level of customer service and the operating costs incurred by the supply chain nodes; see Disney and Lambrecht (2008). Note that inventory performance analyses the relationship between customer service and inventory holding costs, while operation smoothness is generally measured through the Bullwhip effect in the supply chain (Lee et al. 1997). This dynamic phenomenon, which manifests itself through the amplification of the variability of orders as they move through the different echelons of supply chains, is well known to be symptomatic of high production and transportation costs (e.g. Metters 1997; Wang and Disney 2016).
Interestingly, resilience can also be assessed via supply chain dynamics techniques by using a different set of metrics. In this sense, Spiegler et al. (2012) proposed the use of control engineering techniques to explore the resilience of supply chains to drastic changes in demand by analysing the step response of the system —that is, the resilience to demand volatility, from the perspective of Purvis et al.’s (2016) framework. This promising idea was developed further in a subsequent study: Spiegler et al. (2016). Recent works have also analysed the dynamics of resilience to supply volatility by investigating disruptions of supply in the upstream echelons of supply chains, including Sokolov et al. (2016), Ivanov and Sokolov (2019), Dolgui et al. (2020), and Li et al. (2021). Notwithstanding, it is relevant to note that the vast majority of the works that allow us to better understand the dynamic resilience of supply chains address traditional systems without a reverse flow of materials.
1.2 Objective, methods, timeliness, and structure of the paper
The aim of this paper is to investigate the trade-off between efficiency and resilience in circular economy, closed-loop supply chains. We do this by first exploring the efficiency of a hybrid manufacturing/remanufacturing system. Specifically, we analyse how to adjust the inventory controller of proportional order-up-to (POUT) replenishment policies for maximizing the performance metrics that are indicative of the system efficiency. Second, we address the same issue from the perspective of resilience, which allows us to identify the key trade-off. In particular, we assess the resilience of the hybrid system to demand volatility. Third, we explore how two parameters that characterise the hybrid system (specifically, the return yield and the remanufacturing lead time) affect the relevant trade-off. To meet our research objective, our methodological approach is based on control-theoretic and simulation techniques, a combination that facilitates the in-depth understanding of the behaviour and performance of supply chains over time (e.g. Tang and Naim 2004; Ivanov et al. 2011; Zhou et al. 2017).
Our analysis is particularly well timed, given that disruptive events have recently provoked drastic changes in the demand of multiple products (Nikolopoulos et al. 2021). By way of illustration, Fig. 1 displays the worldwide interest in masks, laptops, and printers from January 2010 to October 2020, which can be considered as indicative of their demand. The curves show that the interest in printers has remained stable in the last decade, with a slightly decreasing trend, and without being greatly impacted by the COVID-19 pandemic. The interest in laptops had also experienced a decreasing trend, with a substantial seasonal (yearly) component. However, the pandemic inverted this trend by drastically increasing demand, probably because of the sudden transition in most countries to remote work and online teaching, among others. In the case of masks, this increase is even much steeper, as the worldwide interest in this product multiplied by 5 in the early stages of the pandemic outside of China, i.e. March 2020. Indeed, it took several months for most countries to get a regular supply of this product, which illustrates the difficulties of managing supply chains that face high demand volatility.

Source of data: Google Trends. Note: The data is normalised in the 0–100 range to facilitate the analysis
The worldwide interest in masks, laptops, and printers from January 2010 to October 2020
This first section has positioned our research paper and highlighted the importance and timeliness of the topic we address. In Sect. 2, we briefly review the relevant literatures, and outline our contribution. In Sect. 3, we describe the closed-loop supply chain model, together with the underlying assumptions and the key performance metrics. In Sect. 4, we perform the dynamic analysis of the supply chain performance under stochastic and step demands, with the aim of investigating the balance between efficiency and resilience in closed-loop systems. Finally, in Sect. 5, we conclude, reflect on the main implications for supply chain management derived from our work, and propose interesting avenues for future research.
2 Background and contribution
This work revolves around, and brings together, two main literatures. First, the field that explores the dynamic behaviour of closed-loop supply chains, whose papers generally focus on optimising their efficiency. Second, the field that investigates the resilience of supply chains, which predominantly studies traditional, or open-loop, contexts. In the following two subsections, we briefly review both literatures, highlighting the main insights of the research articles and underlining relevant gaps that need to be addressed. In the third subsection, we discuss our contribution to these fields.
2.1 The dynamics of closed-loop supply chains
Over the last two decades, a relatively small number of studies (in comparison with those for traditional supply chains) have explored the dynamics of closed-loop supply chains. From the paper by Tang and Naim (2004), generally regarded as the first one in this area, to recent studies, such as Dominguez et al. (2020b) and Ponte et al. (2020), these papers have contributed to the comprehension of the operational and economic performance of these supply chains, including others such as those by Zhou and Disney (2006), Adenso-Diaz et al. (2012), Hosoda et al. (2015), Cannella et al. (2016), Zhou et al. (2017), Hosoda and Disney (2018), Dominguez et al. (2019a), and Ponte et al. (2019).
The contributions of these works include two main streams. First, they have provided a fair understanding of the impact of uncontrollable—or partially controllable—factors that characterise closed-loop supply chains, such as return rates and lead times. For example, Tang and Naim (2004) considered the consequences of the mean values of the return rates and the consumption and remanufacturing lead times when there is a strong correlation between demand and returns. In contrast, Hosoda et al. (2015) analysed different degrees of correlation, and observed that the closed-loop system behaves differently for low correlations. Zhou et al. (2017) studied the impact of the same parameters in longer supply chains, which led to emergence of new insights derived from the multi-echelon effects. Recently, Dominguez et al. (2020b) also considered a multi-echelon setting, through which they explored the dynamic impact of uncertainties in the remanufacturing lead times. Finally, we note that Dominguez et al. (2019a) investigated the interplays between the dynamics induced by the capacities of the manufacturing and remanufacturing lines.
Second, these works have also provided important ideas on how to appropriately manage these closed-loop supply chains by looking at the impact of collaborative strategies and the effects of control parameters. For example, several works highlighted the benefits of information sharing and proposed inventory control policies for making the best use of this information, including Tang and Naim (2004), Hosoda et al. (2015) and Cannella et al. (2016). Interestingly, a few works studied how to tune the inventory controller of POUT models for the serviceable stock, specifically, Zhou et al. (2006), Adenso-Diaz et al. (2012), and Cannella et al. (2021). Other works suggested specific inventory policies for managing the reverse flow of materials. For instance, Zhou et al. (2006) implemented a Kanban policy to manage the remanufacturing line, while Ponte et al. (2019) developed a parallel return inventory control policy aimed at improving the dynamics of the closed-loop supply chain when facing high uncertainty in the collection channel.
By using metrics like the Bullwhip ratio, the fill rate, and the inventory holding costs under predefined conditions of the supply chain environment (i.e. without disruptions), we may conclude that these previous works have mainly focused on exploring and optimising the efficiency of closed-loop supply chains. The analysis of efficiency has an unquestionable value from an academic- and a practitioner-based viewpoint; however, at the same time and in line with previous discussions, the efficiency perspective needs to be supplemented with an analysis of the resilience of such systems. Otherwise, optimising the closed-loop system may jeopardise its future viability.
2.2 The resilience of supply chains
Supply chain resilience emerged as a discipline in the 2000s following wide-ranging, dramatic events such as the 9/11 in the US,Footnote 3 the Indian Ocean tsunami in December 2004, and the Katrina in August 2005 (Purvis et al. 2016; Smeltzer and Siferd 1998). Indeed, several scholars consider the article by Christopher and Peck (2004) as the seminal work in this area. The discipline experienced a subsequent boost during the 2010s, driven by additional disruptive events like the global financial crisis. For example, a quick Web of Science search of ‘supply chain resilience’ yields 0 articles before 2001, 11 articles in the 2001–2010 decade, and 348 articles in the 2011–2020 decade (until October 2020). In addition, it might be reasonable to assume that this discipline will continue to grow in the start of the 2020s, where the business scene will be strongly impacted by the COVID-19 pandemic.
Most experts agree on the (conceptual) definition of supply chain resilience as the ability of the supply chain to recover quickly and effectively from disruptions in its operations (e.g. Ponomarov and Holcomb 2009). However, measuring resilience is not a straightforward task, mainly due to the different nature of the disruptive events that threaten the operation of supply chains in a wide variety of forms; see e.g. Yazdanparast et al. (2021), Hosseini et al. (2019), and Özçelik et al. (2021). Purvis et al. (2016) proposed a framework for the design of resilient supply chains that underline that these systems need to be resilient both to demand volatility and to supply volatility, each of which may require a different set of metrics. After reviewing the set of methodological approaches and indicators used in the literature for assessing supply chain resilience, Behzadi et al. (2020) highlighted that, ideally, resilience metrics should capture three dimensions: the time to recovery (TTR), the lost performance during the recovery period (LPR), and the recovery level after the recovery period (RL). However, they noted that, in practice, most of the used metrics focus only on one of the three dimensions.
One of these methodologies that may be employed to assess supply chain resilience is based on control engineering. This was proposed by Spiegler et al. (2012), and it was further developed in Spiegler et al. (2016). Building on previous articles, such as Sheffi and Rice (2005), the authors suggested to measure resilience through the impact that the disturbance has on the end customer. From this perspective, they justified that the integral of time multiplied by the absolute error (ITAE)—a popular metric in control-theoretic studies—of the serviceable inventory appropriately captures the different dimensions of resilience, including TTR, LPR and RL (see Fig. 4, Spiegler et al. 2012).
Interestingly, Spiegler et al. (2012) also showed that pursuing resilience does not come at no cost to supply chains. They observed a key trade-off between production costs and resilience to demand volatility that need to be considered by managers. This trade-off is in line with our discussion in the introduction section on the tensions between optimising efficiency and resilience in modern supply chains, which were examined by Ridley (2019) and Gölgeci et al. (2020). At this point, it is also interesting to highlight that previous works have analysed the relationship between efficiency and other important properties of production systems and supply chains,Footnote 4 such as flexibility (e.g. Kannan 1998), leanness (e.g. Chuang et al. 2019), and responsiveness (e.g. Yılmaz and Pardalos 2017; Yılmaz 2020). Finally, we note that Dolgui et al. (2020) recently studied the interplays of the Bullwhip and the Ripple effects, which are closely related to the efficiency and resilience of supply chains, respectively.
All in all, we can conclude that the body of knowledge related to supply chain resilience is still in a relatively early stage. Existing papers have led to useful findings and insights that help professionals design more resilient supply chains. In this sense, we refer interested readers to the systematic review of models for supply chain design under disruptions by Aldrighetti et al. (2021). However, with few exceptions (e.g. Ivanov 2018; Yılmaz et al. 2021), most of the efforts have focused on exploring traditional supply chains. The same applies to those papers investigating the trade-offs between efficiency and resilience, which have primarily focused on traditional systems. Nevertheless, closed-loop supply chains also need to gain resilience to accelerate the global transition towards more sustainable economic models (Cardoso et al. 2015; Dominguez et al. 2019b; del Rosario et al. 2020).
2.3 Our contribution
The main contribution of the present paper lies in the closed-loop supply chain dynamics literature, recently reviewed by Braz et al. (2018) and Goltsos et al. (2019).Footnote 5 In particular, we complement previous research works by incorporating the analysis of resilience to demand volatility, which provides meaningful findings that are discussed later in this paper. By studying the impact of the inventory controller of a POUT policy, we observe the aforementioned tensions between optimising efficiency and gaining resilience; thus, managers need to find an appropriate trade-off for their closed-loop supply chains. In this sense, our paper sheds more light on the dynamic behaviour and performance of these systems, which is of valuable help in pushing the shift towards the desired circular economy.
Analysing these tensions in closed-loop settings also add to the discipline of supply chain resilience and, in particular, to the field exploring the trade-offs between efficiency and resilience. In line with the previous discussions, this field includes interesting analyses of a conceptual or qualitative (e.g. Ridley 2019; Gölgeci et al. 2020) and quantitative nature (e.g. Spiegler et al. 2012; Ivanov et al. 2014) of traditional supply chains, but closed-loop systems have not been studied sufficiently so far.Footnote 6 From this perspective, we aim to contribute to increasing the managerial understanding of the appropriate balance between both properties in supply chains that are compatible with a circular economy.
3 Closed-loop supply chain model
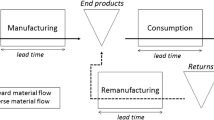
There are several structures of closed-loop supply chains in practice. Nonetheless, most of the previous works in the closed-loop supply chain dynamics literature have investigated hybrid manufacturing/remanufacturing systems, in which the demand of products can be satisfied by both manufactured, new products and remanufactured, as-good-as-new products (Souza 2013). The prevalence of hybrid systems in the literature is mainly due to two reasons. First, their industrial relevance in some sectors, such as the spare parts industry. Indeed, hybrid systems are popular when the assumption of ‘perfect substitution’ (between manufactured and remanufactured products) holds. Second, the added complexity they bring, as in these systems the forward and reverse flows of materials need to be effectively integrated to satisfy customer demand efficiently and resiliently.Footnote 7
Due to the same reasons, and for benchmarking purposes, in this paper we also explore a hybrid system. In this sense, we consider the type-3 control-theoretic model developed by Tang and Naim (2004), which assumes full transparency in the closed-loop supply chain and makes best use of the information available. This model has been used in several other previous studies in this area (e.g. Cannella et al. 2016; Zhou et al. 2017; Ponte et al. 2019), and is in turn a closed-loop version of the popular Automatic Pipeline, Inventory and Order-Based Production Control System (APIOBPCS). This model was developed by John et al. (1994) and has been used in countless supply chain dynamics studies in the last 25 years; see Lin et al. (2017) for a review on the matter.
3.1 Hybrid manufacturing/remanufacturing system
Figure 2 represents the mathematical model of the hybrid manufacturing/remanufacturing system under study in the form of a block diagram. This shows the relationship between the key operational variables of the system in the Laplace domain,Footnote 8 ‘s’. Meanwhile, Table 1 clarifies the nomenclature of the main parameters, both controllable and uncontrollable, and variables. Note: in this and the next sections, and following common convention, we use the notation X(s) for the generic variable X in the Laplace domain and Xt to refer to the same variable in the discrete-time domain.

The block diagram of the hybrid manufacturing/remanufacturing system
To facilitate the understanding of the model for readers that are not familiar with control-theoretic techniques, “Appendix I” provides the difference equations required for modelling the hybrid manufacturing/remanufacturing system in the discrete-time domain. This appendix allows the reader to appreciate how the closed-loop supply chain operates over time and some important assumptions.
It is important to note that there are two main inventories in this model, which control the flow of materials throughout the closed-loop supply chain: the recoverable inventory (RINV) and the serviceable inventory (AINV). In this representation of a hybrid system, the recoverable inventory operates according to a ‘push’ policy. That is, the returns are processed in the remanufacturing facilities as soon as they are collected. This policy has been widely used for controlling the recoverable stock of hybrid systems, as it easily implements the prioritization of remanufactured products (over new ones) for economic and/or environmental reasons (e.g. van der Laan et al. 1999; Hosoda et al. 2015).
Meanwhile, the serviceable inventory operates according to a POUT model that issues the manufacturing orders. This is a generalization of the traditional order-up-to (OUT) model that allows managers to optimise the trade-off between production smoothness and inventory performance (Disney and Lambrecht 2008). In this sense, the replenishment policy incorporates a proportional controller, whose time constant is \({\mathrm{T}}_{\mathrm{I}}\),Footnote 9 which determines the portion of the gap between the desired and the actual position of the serviceable inventory and work-in-progress that is considered to issue the order.
Developing transfer functions that relate in the Laplace domain the relevant outputs (in our case, ORATE and AINV) to the key inputs (in our case, CONS) facilitates the subsequent analysis of the dynamics and performance of the hybrid manufacturing/remanufacturing system. These transfer functions are provided in “Appendix II”, allowing the reader to replicate the experiments of this paper.
3.2 Key performance metrics
In line with the objective of our study, we measure the operational efficiency and resilience of our closed-loop supply chain. With regards to the former, we employ two common ratios that consider the fundamental trade-off between inventory performance and production smoothness that we highlighted before. First, the Bullwhip ratio (\(BW\)) expresses the variance of the manufacturing order rate in relative terms to the variance of consumer demand, see Eq. (1), where \({\upsigma }_{\mathrm{X}}^{2}\) is the variance operator. As discussed by Disney and Lambrecht (2008), among many others, \(BW\) can be linked to the capacity-related production costs incurred by the supply chain actors. Second, we study the Net Stock Amplification (\(NSAmp\)) ratio, which compares inventory variance to demand variance, by Eq. (2). \(NSAmp\) determines the organisational ability to satisfy the demand of customers in a cost-effective way, as also discussed by Disney and Lambrecht (2008), among many others.
Using \(BW\) and \(NSAmp\), we can define the cost-related, efficiency metric \({J}_{e}\) to consider the key trade-off between both ratios, according to Eq. (3). This is based on the assignation of a weight to the square root of each metric, denoted by \({\mathrm{k}}_{\mathrm{BW}}\) and \({\mathrm{k}}_{\mathrm{NSA}}\) (such that \(0\le {\{\mathrm{k}}_{\mathrm{BW}},{\mathrm{k}}_{\mathrm{NSA}}\}\le 1,{\mathrm{k}}_{\mathrm{BW}}+{\mathrm{k}}_{\mathrm{NSA}}=1\)). Ponte et al. (2017) can be consulted for further details behind the rationale and usefulness of this metric. At this point, it is relevant to note that the metric Je can be especially useful to adjust the controllable parameters of the hybrid system, and particularly the time constant of the POUT model, \({\mathrm{T}}_{\mathrm{I}}\). This analysis would allow managers to achieve the target customer service level at a minimum operating cost, considering both inventory costs and production costs.
To measure the resilience of the hybrid system, we follow the approach proposed by Spiegler et al. (2012). This can be illustrated by means of Fig. 3a, which shows an example of the response of the (serviceable) inventory when facing a disruptive event that provokes a sudden increase of consumer demand from \({\mathrm{t}=\mathrm{t}}_{\mathrm{R}}\). Note that the event provokes a sharp decrease in the position of the inventory, thus generating a trough (a negative peak), where the system may incur stock-outs. Later, the inventory system reacts, and the stock grows in the search of the target value, i.e. the safety stock. Indeed, it may tend to over-react, potentially creating a (positive) peak in the inventory response, such as the one shown in this figure. Later, from \({\mathrm{t}=\mathrm{t}}_{\mathrm{S}},\) the system returns to operating in ‘normal’ mode.

The response of the serviceable inventory and the order rate when facing a shock in demand
The ITAE metric considers the area highlighted in Fig. 3a, i.e. that between the inventory response and the target inventory level, but it weighs deviations more heavily as time increases. Note that this perspective allows us to capture in only one metric two of the three dimensions underlined by Behzadi et al. (2020).Footnote 10 First, deviations in the y-axis entail a temporary loss of performance due to the disruption (LPR), which manifests itself in stock-outs and/or excessive inventory storage. In this fashion, the ITAE captures information about the severity of the impact of the event. Also, this metric considers the time between the disruptive event appears and the system returns to its normal state, or time to recovery (TTR), in the x-axis, by weighing areas more as they move away from \({\mathrm{t}}_{\mathrm{R}}\). All in all, the ITAE metric can be formally expressed by Eq. (4), where E(t) / \({\mathrm{E}}_{\mathrm{t}}\) is the relevant error function.Footnote 11
In Fig. 3a, E(t)/\({\mathrm{E}}_{\mathrm{t}}\) represents the difference between the actual and the target position of the inventory, i.e. \({\mathrm{E}}_{\mathrm{t}}={\mathrm{AINV}}_{\mathrm{t}}-{\mathrm{DINV}}_{\mathrm{t}}={\mathrm{AINV}}_{\mathrm{t}}-\mathrm{SS}\), \(\forall \mathrm{t}\ge {\mathrm{t}}_{\mathrm{R}}\), leading to what we denote by \({ITAE}_{AINV}\). Nonetheless, the same idea can be applied to consider the impact of the disruption on the manufacturing system, which may also suffer from a temporary loss of performance. This is illustrated in Fig. 3b, which shows that the disruption may entail potentially costly overproduction and/or idle time. In this case, E(t) represents the difference between the manufacturing order rate and its target value in steady state, that is, \({\rm{E}}_{\rm{t}}={\rm{ORATE}}_{\rm{t}}-(1- {\upalpha }){\rm{CONS}}_{\rm{t}}\), \(\forall \mathrm{t}\ge {\mathrm{t}}_{\mathrm{R}}\).Note that a portion of the demand, αCONSt, can be satisfied by remanufacturing used products.Footnote 12 We use \({ITAE}_{ORATE}\) to refer to the ITAE metric when considering the error function in manufacturing orders.
Taking both perspectives into account, we define the resilience metric \({J}_{r}\) as a weighted average of \({ITAE}_{AINV}\) and \(ITAE_{ORATE}\), as per Eq. (5). Using a similar structure as before (for \(J_{e}\)), the parameters \({\text{k}}_{{{\text{IR}}}}\), for inventory resilience, and \({\text{k}}_{{{\text{OR}}}}\), for order resilience, define the weight of both terms (such that \(0 \le \{ {\text{k}}_{{{\text{IR}}}} ,{\text{k}}_{{{\text{OR}}}} \} \le 1,{\text{k}}_{{{\text{IR}}}} + {\text{k}}_{{{\text{OR}}}} = 1\)).
4 Performance of the hybrid system
In this section we explore the behaviour and measure the performance of the hybrid manufacturing/remanufacturing system. We aim to gain a better understanding into how to appropriately control the inventory in these closed-loop supply chains via POUT policies. According to previous discussions, we do this by considering two complementary angles.
First, we analyse the efficiency of the hybrid system; that is, its capacity to meet customer demand in a cost-effective manner. From this perspective, the goal of the system is to achieve high customer service levels at a reasonably low operating cost (considering both inventory holding and capacity-related Bullwhip costs). To this end, we use the efficiency metric \(J_{e}\). Second, we consider the resilience of the system to abrupt changes in customer demand. Taking this into account, the goal of the system is to accommodate the disruption with the minimum possible decrease in performance as well as to recover stability in a reasonable amount of time. This will be assessed via the resilience metric \(J_{r}\). Before, we define the scenario that we will explore in detail to meet our research objectives.
4.1 Design of the simulations
To study the control of the operational dynamics of the hybrid system both in a steady state (to analyse the efficiency) and in the transient state provoked by a shock in demand (to study the resilience), we first consider a base scenario defined by the values of the uncontrollable and controllable parameters shown in Table 2. First, we focus on the uncontrollable parameters. As regards the lead times, this scenario attempts to mimic the real-world operation of most hybrid systems (see e.g. Ponte et al. 2019), where: (i) the consumption lead time is generally the longest one (i.e. \({\text{T}}_{{\text{C}}} \gg \left\{ {{\text{T}}_{{\text{M}}} ,{\text{T}}_{{\text{R}}} } \right\}\)); and (ii) manufacturing normally takes longer than remanufacturing (i.e. \({\text{T}}_{{\text{M}}} > {\text{T}}_{{\text{R}}}\)). Finally, we use \({\upalpha } = 0.4\) to study a ‘generic’ industry where the volume of returns is neither excessively low nor very high.
Now we address the controllable parameters. In this paper, we examine the effects of the time constant of the inventory controller of the POUT policy, \({\text{T}}_{{\text{I}}}\), in the most common interval for this parameter, i.e. \({\text{T}}_{{\text{I}}} > 1\). For the time constant of the exponential smoothing, we use \({\text{T}}_{{\text{A}}} = 9\). This generates a smoothing constant of 0.1 (see “Appendix I”), which is within the typically recommendable range for this constant, [0.05,0.25], see e.g. Teunter et al. (2011). Regarding the work-in-progress policy, we follow the suggestion put forward by Tang and Naim (2004) to avoid a negative offset in the on-hand inventory for this hybrid system, given by \({\text{T}}_{{\text{P}}} = \left( {1 - {\upalpha }} \right){\text{T}}_{{\text{M}}} + {\upalpha T}_{{\text{R}}}\). In this case, we easily obtain \({\text{T}}_{{\text{P}}} = \left( {1 - 0.4} \right) \times 6 + 0.4 \times 4 = 5.2\). Finally, we clarify that we do not need to define a level for the safety stock in our analysis, \({\text{SS}}\), as it does not impact on the linear dynamics of the system; this can also be derived from the inspection of the transfer functions in “Appendix II”.
In the following subsections, we investigate the efficiency and resilience of the hybrid system in the base scenario by analysing its response to a stochastic, normally distributed demand and a step demand, respectively. Second, we analyse the robustness of our findings and seek additional insights by evaluating the effects of the return yield and the relationship between the lead times on the relevant trade-offs between the efficiency and resilience of the closed-loop supply chain. To this end, we have implemented the supply chain model in MATLAB R2019b. This has been validated and verified following common practices, which are not included in this paper due to space limitations.
4.2 Analysis of efficiency
To assess the relationship between the efficiency of the hybrid system (indicated by \(J_{e}\)) and the regulation of the inventory controller (characterised by \({\text{T}}_{{\text{I}}}\)), we explore three cost structures. First, we consider \(\left\{ {{\text{k}}_{{{\text{BW}}}} = 1/2; {\text{k}}_{{{\text{NSA}}}} = 1/2} \right\}\), which is representative of practical settings where both sources of variability (i.e. order and inventory) are equally, or similarly, expensive. Second, we define \(\left\{ {{\text{k}}_{{{\text{BW}}}} = 2/3;{\text{ k}}_{{{\text{NSA}}}} = 1/3} \right\}\), which assumes that (reducing) order variability should be prioritised as it has a higher impact on the economics of the organisation. Finally, we use \(\left\{ {{\text{k}}_{{{\text{BW}}}} = 1/3;{\text{ k}}_{{{\text{NSA}}}} = 2/3} \right\}\), representing the practical settings in which inventory variability is more costly than that in the order rate.
Figure 4a represents the metric \(J_{e}\) as a function of the time constant \({\text{T}}_{{\text{I}}}\).Footnote 13 Notice that we use a logarithmic scale in the x-axis, \({\text{log}}_{2} \left( {{\text{T}}_{{\text{I}}} } \right)\), as this time constant generally takes values in the power-of-two set. To better interpret these graphs, Fig. 4b shows the curves of the \(BW\) and \(NSAmp\) ratios. First, we can see that \(BW\) is a decreasing function of \({\text{T}}_{{\text{I}}}\). This shows that increasing \({\text{T}}_{{\text{I}}}\) is an effective solution for mitigating the Bullwhip phenomenon in the hybrid system, like in traditional production systems without the reverse flow of materials. Nevertheless, the Bullwhip reduction occurs at the cost of an increase in inventory variability, which can be concluded from the inspection of the \(NSAmp\) graph. That is, increasing \({\text{T}}_{{\text{I}}}\) smooths the operation of the hybrid system, but may provoke a deterioration of customer satisfaction. Under these circumstances, decision makers need to carefully manage the trade-off between both metrics when \({\text{T}}_{{\text{I}}}\) grows, as is well known (e.g. Disney and Lambrecht 2008).

Relationship between \(BW\), \(NSAmp\) and \(J_{e}\) with the time constant of the controller, \({\text{T}}_{{\text{I}}}\)
As a result of both effects, the metric \(J_{e}\) tends to exhibit a convex, U-shaped form, see Fig. 4a, where ▽ shows the minimum of each curve. Hence, \(J_{e}\) can be optimised by setting \({\text{T}}_{{\text{I}}}\) to the optimal value, which we label by \({\text{T}}_{{\text{I}}}^{*}\). This U-shaped form can be clearly perceived for \(\left\{ {{\text{k}}_{{{\text{BW}}}} = 1/2; {\text{k}}_{{{\text{NSA}}}} = 1/2} \right\}\). In this case, \(J_{e}\) is minimised for \({\text{log}}_{2} \left( {{\text{T}}_{{\text{I}}}^{*} } \right) \approx 1.15\), that is, \({\text{T}}_{{\text{I}}}^{*} \approx 2.2\). When \(\left\{ {{\text{k}}_{{{\text{BW}}}} = 2/3;{\text{ k}}_{{{\text{NSA}}}} = 1/3} \right\}\), \({\text{log}}_{2} \left( {{\text{T}}_{{\text{I}}}^{*} } \right) \approx 2.7\), resulting in \({\text{T}}_{{\text{I}}}^{*} \approx 6.5\), minimises \(J_{e}\). Note that \({\text{T}}_{{\text{I}}}^{*}\) increases as \({\text{k}}_{{{\text{BW}}}}\) grows, which is an implication of the positive effect of increasing \({\text{T}}_{{\text{I}}}^{*}\) on the Bullwhip ratio. In contrast, when \(\left\{ {{\text{k}}_{{{\text{BW}}}} = 1/3;{\text{ k}}_{{{\text{NSA}}}} = 2/3} \right\}\), the highest performance of the hybrid system is obtained for \({\text{T}}_{{\text{I}}}^{*} = 1\) (i.e. \({\text{log}}_{2} \left( {{\text{T}}_{{\text{I}}}^{*} } \right) \approx 0)\). That is, adding the inventory controller to the classic OUT policy does not add value when variability in inventory should be greatly prioritised over that in orders.
To illustrate the impact of \({\text{T}}_{{\text{I}}}\) on the efficiency of the closed-loop supply chain, Fig. 5 shows the stochastic response of the manufacturing order rate and the serviceable inventory due to a random demand signal in 100 consecutive periods of one of the simulation runs.Footnote 14 Figure 5a considers \({\text{T}}_{{\text{I}}} = 2^{0} = 1\), and Fig. 5b shows the same information for \({\text{T}}_{{\text{I}}} = 2^{4} = 16\). Comparing the ORATE curves in both graphs, we can clearly see the smoothing effect of increasing \({\text{T}}_{{\text{I}}} \)—indeed, Bullwhip occurs for \({\text{T}}_{{\text{I}}} = 1{ }(BW > 1\), see Fig. 4b), but does not occur for \({\text{T}}_{{\text{I}}} = 16\) (\(BW < 1\)). Meanwhile, the inspection of the AINV curves reveals that the increase in \({\text{T}}_{{\text{I}}}\) also results in high swings in the inventory levels. This perspective highlights again that closed-loop supply chain managers need to find the appropriate balance between BW and NSAmp, which needs to be in line with the cost structure of their systems.

Response of orders and inventory levels to a random demand in one of the simulations
4.3 Analysis of resilience
In this subsection we follow a similar procedure but now we focus on the metric \(J_{r}\) with the aim of analysing the resilience of our closed-loop supply chain to demand shocks. In this sense, we address the ability of the hybrid system to recover from a sudden change in demand by minimising its impact on both the inventory levels (i.e. demand satisfaction) and the order rate (i.e. production smoothness).
Again, we consider the impact of the time constant \({\text{T}}_{{\text{I}}}\) in the base scenario defined in Table 2. To this end, we also explore three cost structures, identified by the weights \({\text{k}}_{{{\text{IR}}}}\) and \({\text{k}}_{{{\text{OR}}}}\). First, we study the case defined by \(\left\{ {{\text{k}}_{{{\text{OR}}}} = 0.5;{\text{k}}_{{{\text{IR}}}} = 0.5} \right\}\), where both ITAEs are equally damaging to the transient performance of the hybrid system. Also, we use \(\left\{ {{\text{k}}_{{{\text{OR}}}} = 2/3; {\text{k}}_{{{\text{IR}}}} = 1/3} \right\}\), where minimising the ITAE of the order rate should be prioritised. For instance, this may happen when the unsatisfied demand can be backlogged (i.e. stock-outs do not translate into lost sales), or when increasing the volume of production is particularly costly (e.g. due to rigid capacities). Last, we consider the opposite case, \(\left\{ {{\text{k}}_{{{\text{OR}}}} = 1/3;{\text{k}}_{{{\text{IR}}}} = 2/3} \right\}\), which may apply if the priority is to satisfy as much customer demand as possible in the recovery period, even at the expense of increasing production costs during that time.
Figure 6a displays the relationship between \(J_{r}\) and \({\text{T}}_{{\text{I}}}\) expressed in a logarithmic scale.Footnote 15 To better understand this curve, Fig. 6b shows the evolution of \(ITAE_{ORATE}\) and \(ITAE_{AINV}\) as \({\text{log}}_{2} \left( {{\text{T}}_{{\text{I}}} } \right)\) grows. The analysis of Fig. 6 yields interesting insights that allow us to understand the dynamic resilience of hybrid systems. To facilitate the visualization of the curves, we use normalised values of \(ITAE_{ORATE}\), \(ITAE_{AINV}\), and \(J_{r}\), i.e. we represent these metrics in relation to their value for \({\text{T}}_{{\text{I}}} = 1\) (\({\text{log}}_{2} \left( {{\text{T}}_{{\text{I}}} } \right) = 0\)).

Relationship between \(ITAE_{ORATE}\), \(ITAE_{AINV}\) and \(J_{r}\) with the time constant of the controller, \({\text{T}}_{{\text{I}}}\)
From inspection of Fig. 6b, we can see that both \(ITAE_{ORATE}\) and \(ITAE_{AINV}\) are increasing functions of the controllable parameter \({\text{T}}_{{\text{I}}}\). Specifically, the curves suggest the existence of exponential relationships. It is also interesting to note that the increase, relative to \({\text{T}}_{{\text{I}}} = 1\), is more accentuated for \(ITAE_{AINV}\) than for \(ITAE_{ORATE}\). Note that the former increases by four times (approx.) when \({\text{T}}_{{\text{I}}}\) grows from 1 (\({\text{log}}_{2} \left( {{\text{T}}_{{\text{I}}} } \right) = 0\)) to 16 (\({\text{log}}_{2} \left( {{\text{T}}_{{\text{I}}} } \right) = 4\)), while the latter only increases by 1.5 times (approx.).
The fact that both ITAEs increase as \({\text{T}}_{{\text{I}}}\) grows makes that there is no trade-off in terms of resilience between the perspectives of orders and inventories. Therefore, we find an important difference between the study of resilience and the previous analysis of efficiency. As a result, \(J_{r}\) also grows in an exponential-like manner when \({\text{T}}_{{\text{I}}}\) increases, as indicated by Fig. 6a. That is, from a resilience viewpoint, the classic OUT policy outperforms the POUT model (with \({\text{T}}_{{\text{I}}} > 1\)). In other words, while adding the inventory controller has a clear value in terms of efficiency (see the previous subsection, which is in line with many previous studies of traditional systems), this controller tends to reduce the capacity of the hybrid system to respond to demand shocks and return to steady state.
To exemplify these findings, Fig. 7 plots the unit-step response of the order rate and the serviceable inventory for \({\text{T}}_{{\text{I}}} = 1\) (a) and \({\text{T}}_{{\text{I}}} = 16\) (b), respectively. First, we consider the inventory responses. Comparing Fig. 7a, b, it becomes evident that increasing \({\text{T}}_{{\text{I}}}\) sharpens the impact of demand shocks on the service level. Both the time to recovery and the lost performance during this period grow dramatically. This explains why the inventory resilience decreases enormously as \({\text{T}}_{{\text{I}}}\) rises. Looking at the order rate, we can see that high values of \({\text{T}}_{{\text{I}}}\) provoke a lower peak in the response (a positive effect); however, the time to recovery is also longer (a negative effect). Given that the ITAE weights the area more heavily as we move away from the step time, the negative effect outweighs the positive effect, as shown by Fig. 6b. However, due to both effects, the increase of \(ITAE_{ORATE}\) as \({\text{T}}_{{\text{I}}}\) grows is comparatively lower.

Response of orders and inventory levels to a step in customer demand
4.4 Analysis of sensitivity
Following from the discussion in the previous subsections, incorporating an inventory controller into the traditional OUT policy—leading to the so-called POUT policy—allows for a considerable improvement in the efficiency of hybrid manufacturing/remanufacturing systems. This improvement mainly stems from the controller smoothing the operation of the closed-loop supply chain, which has an undeniable economic value. Nevertheless, the inventory controller may be detrimental resilience-wise, as it would decrease the ability of the supply chain to cope with unexpected and drastic changes in the demand of customers. This highlights the importance of taking both perspectives into consideration (i.e. efficiency and resilience) when regulating inventory controllers. Otherwise, pursuing efficiency in the day-to-day operations of closed-loop supply chains might compromise their long-term viability, given that different disruptions are likely to occur in the future.
Nonetheless, in our previous analysis, we explored the base scenario (of uncontrollable and controllable parameters) specified in Table 2. In the light of this consideration, we now perform additional tests aimed at: (i) verifying that the general insights on the trade-off between efficiency and resilience (to demand volatility) in hybrid systems hold in a wider parameter space; and (ii) gaining an understanding of how relevant parameters of the reverse flow, such as the return yield and the remanufacturing lead time, affect such trade-off. To this end, we first explore two additional values of the return yield, α, along with the baseline (α = 0.4), in particular: α = 0, representing the traditional supply chain (without a reverse materials flow); and α = 0.8, modelling a closed-loop system with a higher degree of circularity, where most of demand can be satisfied by remanufacturing used products.
Figure 8 shows the impact of α on the set of key performance metrics defined above. Specifically, Fig. 8a, b display the efficiency analysis; and Fig. 8c, d focus on resilience.Footnote 16

The impact of the return yield on the efficiency-resilience trade-off. Note: The symbol * identifies the base scenario
Figure 8a reveals that, in the three cost structures, the supply chain becomes more efficient (i.e. \(J_{e}\) decreases) as α grows, which is in line with the findings reported by Tang and Naim (2004). This occurs because, in general terms, both \(BW\) and \(NSAmp\) reduce when α increases,Footnote 17 see Fig. 8b. In contrast, Fig. 8c shows that the system becomes less resilient (i.e. \(J_{r}\) grows) as α goes up. That is, a steady increase in the volume of returns may decrease the resilience of the system to demand volatility. According to Fig. 8d, this mainly occurs due to the fact that \(ITAE_{ORATE}\) increases when α grows; also, \(ITAE_{AINV}\) tends to increase when α grows. Nonetheless, Fig. 8d also shows that, for high levels of \({\text{T}}_{{\text{I}}}\) (approx., when \({\text{log}}_{2} \left( {{\text{T}}_{{\text{I}}} } \right) > 3.2)\), \(ITAE_{AINV}\) reduces as α grows. This explains why, in Fig. 8c, when \({\text{T}}_{{\text{I}}}\) is very high, reducing α does not necessary translate into a decrease of \(J_{r}\).
Having discussed the impact of the return yield, it is important to underline that, regardless of the value of α, we can also observe here the trade-off between efficiency and resilience stressed before. That is, a conflict of interest emerges when regulating \({\text{T}}_{{\text{I}}}\) in the closed-loop supply chain under study; the efficiency analysis suggests using an intermediate value of \({\text{T}}_{{\text{I}}}\) (except when \({\text{k}}_{{{\text{NSA}}}} \gg {\text{k}}_{{{\text{BW}}}}\)), while the resilience analysis recommends employing the lowest reasonable value of \({\text{T}}_{{\text{I}}}\), i.e. \({\text{T}}_{{\text{I}}} = 1\).
The same conclusion also holds from the analysis of the impact of the remanufacturing lead time, \({\text{T}}_{{\text{R}}}\), which is represented in Fig. 9. In this case, together with the baseline (\({\text{T}}_{{\text{R}}} = 4\)), we investigate \({\text{T}}_{{\text{R}}} = 2\), \({\text{T}}_{{\text{R}}} = 6\), and \({\text{T}}_{{\text{R}}} = 8\). Note: \({\text{T}}_{{\text{R}}} = 2\) allows us to study the impact of a reduction in this lead time; \({\text{T}}_{{\text{R}}} = 6\) represents the case in which remanufacturing used products takes exactly the same time as manufacturing new ones; and \({\text{T}}_{{\text{R}}} = 8\) considers the case in which remanufacturing takes longer.Footnote 18

The impact of the remanufacturing lead time on the efficiency-resilience trade-off. Note: The symbol * identifies the base scenario
Figure 9b indicates that reducing \({\text{T}}_{{\text{R}}}\) has a positive impact on \(BW\), particularly for low and moderate levels of \({\text{T}}_{{\text{I}}}\). Meanwhile, we also observe that reducing \({\text{T}}_{{\text{R}}}\) tends to increase \(NSAmp\), especially for low \({\text{T}}_{{\text{I}}}\). This has been named the ‘lead-time paradox’ of remanufacturing lead times in hybrid systems (Hosoda and Disney 2018). However, the paradox does not prevent that, in our experiments, the efficiency of the closed-loop supply chain always grows (i.e. \(J_{e}\) decreases) as \({\text{T}}_{{\text{R}}}\) is reduced, see Fig. 9a.
In addition, it is worth mentioning that the optimal value of \({\text{T}}_{{\text{I}}}\) from the perspective of efficiency generally grows as \({\text{T}}_{{\text{R}}}\) increases, see Fig. 9a. That is, managers should consider this lead time when tuning inventory controllers of POUT policies for their hybrid manufacturing/remanufacturing systems. Indeed, \({\text{T}}_{{\text{I}}}^{*}\) is more sensitive to \({\text{T}}_{{\text{R}}}\) than to α—notice that Fig. 8a shows that the return yield does not have a significant impact on \({\text{T}}_{{\text{I}}}^{*}\); only if \({\text{k}}_{{{\text{BW}}}}\) is high does \({\text{T}}_{{\text{I}}}^{*}\) (slightly) increase as α grows.
Finally, we analyse how \({\text{T}}_{{\text{R}}}\) affects the resilience of the system to demand shocks. In this regard, Fig. 9c is notably interesting, as it shows that \(J_{r}\) is minimised for \({\text{T}}_{{\text{R}}} = 6\). In this sense, we observe that the resilience of the system is maximised when both lead times (manufacturing and remanufacturing) are equal. In view of our results, when this occurs, either reducing \({\text{T}}_{{\text{R}}}\) or increasing \({\text{T}}_{{\text{R}}}\) makes the system less resilient to demand volatility. From this perspective, our results reveal that the well-documented lead-time paradox also exists from a resilience point of view. Figure 9d explains that this occurs because, while \(ITAE_{ORATE}\) is not very sensitive to changes in \({\text{T}}_{{\text{R}}}\), \(ITAE_{AINV}\) is a convex function of \({\text{T}}_{{\text{R}}}\) that achieves the minimum for \({\text{T}}_{{\text{R}}} = {\text{T}}_{{\text{M}}}\) (within the range of values considered).
5 Conclusions
Implementing efficient and resilient closed-loop supply chains is fundamental to consolidate the move towards more circular models in the economy of modern societies. From this perspective, this research article has evidenced the tensions between the efficiency of a hybrid manufacturing/remanufacturing system and its resilience to demand shocksFootnote 19 when a POUT policy is used to manage the serviceable inventory and a push model is employed in the recoverable inventory. In addition, we have discussed how the volume of returns in the closed-loop supply chain and the relationship between the manufacturing and remanufacturing lead times affect such tensions.
In this fashion, we contribute to the advancement of closed-loop supply chain theory and we provide practitioners with a deeper understanding of the control of these supply chains. These insights, which we discuss below, aim to prompt academics to investigate this area further and aid organisations in adopting efficient and resilient circular economy practices in their operations.
5.1 Implications for theory and practice
Adding a proportional controller into an OUT inventory policy is well-known to be an effective solution for enhancing the efficiency of traditional supply chains. This paper shows that the same happens in a hybrid system. Basically, the improvement occurs because the controller smooths the operation of the system by mitigating the Bullwhip effect, which is a major source of wastes. However, the controller may have a negative impact on customer service level. Therefore, managers need to consider a (first) fundamental trade-off when tuning their inventory controllers. That is, to optimise the efficiency of their hybrid systems, decision makers need to find the optimal configuration of the controller considering its effects on both production smoothness and inventory performance. This optimal configuration depends heavily on the cost structure of the closed-loop supply chain.
Nevertheless, this is not the only perspective that needs to be addressed when designing inventory controllers for closed-loop supply chains. In this regard, this paper reveals that the controller significantly affects the resilience of hybrid systems to demand volatility. Specifically, by assessing the control-theoretic ITAE metric, this paper has found that resilience decreases as the time constant of the controller (\({\text{T}}_{{\text{I}}}\)) grows. This occurs as the time to recovery and the lost performance during this period tend to increase when \({\text{T}}_{{\text{I}}}\) grows. Interestingly, this applies when considering both the transient behaviour of serviceable inventories and that of manufacturing orders in the closed-loop supply chain.
Thus, a (second) key trade-off has to be considered by managers: that between the efficiency and the resilience of the closed-loop supply chain. From a purely efficiency perspective, the optimal solution is often characterised by \({\text{T}}_{{\text{I}}}^{*} > 1\); however, a perspective focused on maximising resilience recommends \({\text{T}}_{{\text{I}}} = 1\). Therefore, a logical solution for the hybrid system would be to use a time constant \({\text{T}}_{{\text{I}}}\) in the interval \(1 < {\text{T}}_{{\text{I}}} < {\text{T}}_{{\text{I}}}^{*}\). To decide where to fix \({\text{T}}_{{\text{I}}}\) in that interval, quantifying the probability of disruption risks would be of crucial help. When the probability of disruption events in a certain time interval is deemed to be low, managers should use configurations that are closer to the efficiency-optimal setting (i.e. \({\text{T}}_{{\text{I}}} \approx {\text{T}}_{{\text{I}}}^{*}\)). Meanwhile, as disruptions risks become more likely, managers should use lower values of \({\text{T}}_{{\text{I}}}\) to minimise the impact of the disruption on the hybrid system when it occurs.
Our analysis has also shed light into the impact of the return yield and the remanufacturing lead times on the efficiency and resilience of hybrid systems. In relation to the former, we have observed that the closed-loop supply chain becomes more efficient but less resilient when the level of circularity increases (except for very high values of \({\text{T}}_{{\text{I}}}\), which are neither efficient nor resilient). In this sense, highly circular supply chains may be at risk of being more vulnerable to demand disruptions. This is due to the reverse flow of materials: when the return yield is high, it takes more time for the system to return to its original state due to the influence of (generally long) consumption lead times.
In relation to the latter, our results reveal that the well-documented lead-time paradox of the remanufacturing lead time in hybrid systems also applies to the resilience of these system. Specifically, managers should be aware of the benefits of making both lead times equal (i.e. manufacturing and remanufacturing), as it maximises the resilience of the hybrid system. Indeed, it seems to have a higher impact on resilience than on efficiency; given that the efficiency of the closed-loop supply chain generally increases as the remanufacturing lead time decreases. Finally, we highlight that the relationship between both lead times should be carefully taken into consideration when tuning POUT controllers.
5.2 Limitations and future research avenues
Our study contributes to advance our understanding about the management of closed-loop supply chains to appropriately balance their efficiency and resilience. However, it is not exempt of limitations, which we acknowledge as interesting avenues for future research. Next we discuss the three most important ones from our point of view.
First, our analysis has focused on a hybrid manufacturing/remanufacturing system, a particular type of closed-loop system, for the reasons previously mentioned. Subsequent studies may be directed towards the investigation of other closed-loop supply chain structures that are also relevant in practice, including recycling systems and pure remanufacturing systems, which are gaining ground in the current business landscape due to both environmental and economic reasons. Second, we restricted our study to the resilience to demand volatility. Investigation of the resilience to supply volatility and the Ripple effect of disruptions along the supply chain was beyond the scope of our paper but would be an interesting avenue of future research. Finally, as previously noted, we considered a POUT policy for the serviceable inventory and a push policy for the recoverable inventory. Nonetheless, other combination of inventory models may allow for a better integration of efficiency and resilience in closed-loop supply chains. This is an interesting topic for further study, as it would support professionals in the adoption of circular economy practices in real-world industrial systems.
Availability of data and material
The results generated in this research are available upon request.
Code availability
The code developed in this research is available upon request.
Notes
Resilience is highly related to other supply chain properties, such as responsiveness, agility, and flexibility. However, there is still no consensus in the scientific literature on how they relate each other; all of them have overlapping notions and various frameworks have been proposed. In our work, we apply the theorem developed by Purvis et al. (2016), who suggest that ‘resilience is a function of robustness, agility, leanness and flexibility’. In this sense, these other properties are understood as necessary capabilities in achieving supply chain resilience.
This is only the clearest example nowadays, as the pandemic has had an enormous impact on the global business scene from many perspectives—indeed, it is leading to what is now being called ‘the post COVID-19 era’. Nonetheless, we may also think of many other recent examples that have had a significant impact on global supply chains, including Brexit, the 2018 Sunda Strait tsunami, the China-US trade war, or the 2020 Beirut explosion.
Although it is convenient to note that some research efforts were carried out earlier to study related matters, such as supply chain risks.
Note that these properties are linked to resilience. Kindly refer to footnote #1.
Interestingly, both papers refer to the concept of supply chain resilience in their reviews. Braz et al. (2018) identify several important avenues for future research. The second one is related to the study of the ‘resilience dimensions’ in closed-loop supply chains. Also, Goltsos et al. (2019) highlight that understanding the behaviour of the ‘boomerang’ that describes the demand-returns cycles of products in closed-loop supply chains is key to integrate the forward and reverse flows of materials into resilient circular economy systems.
The article by Ivanov et al. (2019) maintains that disruptions in closed-loop supply chains have been rarely investigated, and identifies ‘closed-loop supply chains, sustainability, and humanitarian logistics’ as one of the key research avenues that deserve near-term attention in the supply chain resilience and Ripple effect literature.
When the manufacturing and remanufacturing processes serve different markets, which may occur when their products are not perfect substitutes, their operations do not need to be necessarily aligned —the different sources of uncertainties can be addressed independently. Inventory policies for hybrid systems, however, need to be able to accommodate simultaneously the uncertainties of customer demand, returns, and the manufacturing and remanufacturing processes.
Using the Laplace transform, from the time domain ‘t’ to the complex domain ‘s’, highly simplifies the representation, manipulation, and analysis of the supply chain. Readers that are not familiar with these techniques may find a good introduction into them and complete mathematical details in Leigh (2004).
In this paper, we study a special configuration of the generic POUT model, probably the most popular in both theory and practice, in which the gaps in the on-hand inventory and the work-in-progress are controlled by the same time constant, TI. This is the sometimes referred to as the Deziel and Eilon (1967) configuration.
It is not necessary to consider the third dimension, i.e. the recovery level after the recovery period (RL), as it seems reasonable to assume that after a sufficiently long period of time the inventory level will be able to return to the target value, see Spiegler et al. (2012).
A clarifying comment about notation: in Eq. (4), E(t) refers to the continuous-time version of the discrete-time error variable, \({\mathrm{E}}_{\mathrm{t}}\).
In Fig. 3(a), the initial and final position of the inventory is the same: the fixed safety stock. However, in Fig. 3(b), the final position of the order rate is higher than the initial position —the difference is indicated by ΔORATE. This occurs because a positive step in demand increases the needs of manufacturing products.
To achieve statistical significance and facilitate the understanding of the main effects of \({\mathrm{T}}_{\mathrm{I}}\), we have run simulations of the supply chain over 200,000 periods, with multiple levels of \({\mathrm{T}}_{\mathrm{I}}=\left\{1, 1.1, 1.2, 1.3, \dots , 16\right\}.\) The demand follows a normal distribution with a mean of 100 and a standard deviation of 20.
In this example, we have established a safety stock of 60 units for the serviceable inventory. Notice that the mean manufacturing rate (60 units) is lower than the mean demand (100 units), as a portion of the demand (specifically, the return yield, 40%) is satisfied by remanufacturing used products.
To measure \({J}_{r}\), we simulate the response of the hybrid manufacturing/remanufacturing system against a unit step in customer demand, representing an abrupt change in customer needs.
We note that, for low values of \({\mathrm{T}}_{\mathrm{I}}\), the closed-loop supply chain benefits from a slight reduction of \(NSAmp\) as α grows. This is an interesting observation; however, it does not have a significant impact on the efficiency, which always improves as α grows in our experiments.
For example, this may be the case when the disassembly of used product is very time-consuming. In turn, this often occurs when the condition of returns is highly variable and there is a high rate of manual operations; see e.g. Yılmaz and Yazıcı (2021).
This point of view is particularly relevant nowadays, given that the demand of many products suffered drastic changes in the different stages of the COVID-19 pandemic, which resulted in supply chains experiencing multiple additional problems. For example, masks, sanitation and disinfectant products, and laptops experienced a dramatic increase in the early stages of the pandemic, while plane tickets, hotel reservations and many other services hit rock bottom due to the lockdowns and travel restrictions.
References
Adenso-Díaz B, Moreno P, Gutiérrez E, Lozano S (2012) An analysis of the main factors affecting bullwhip in reverse supply chains. Int J Prod Econ 135(2):917–928
Aldrighetti R, Battini D, Ivanov D, Zennaro I (2021) Costs of resilience and disruptions in supply chain network design models: a review and future research directions. Int J Prod Econ 235:
Beamon BM (1999) Measuring supply chain performance. Int J Oper Prod Manag 19(3):275–292
Behzadi G, O’Sullivan MJ, Olsen TL (2020) On metrics for supply chain resilience. Eur J Oper Res 287(1):145–158
Braz AC, De Mello AM, de Vasconcelos Gomes LA, de Souza Nascimento PT (2018) The bullwhip effect in closed-loop supply chains: A systematic literature review. J Clean Prod 202:376–389
Brusset X, Teller C (2017) Supply chain capabilities, risks, and resilience. Int J Prod Econ 184:59–68
Büyüközkan G, Vardaloğlu Z (2012) Analyzing of CPFR success factors using fuzzy cognitive maps in retail industry. Expert Syst Appl 39(12):10438–10455
Cannella S, Bruccoleri M, Framinan JM (2016) Closed-loop supply chains: What reverse logistics factors influence performance? Int J Prod Econ 175:35–49
Cannella S, Ponte B, Dominguez R, Framinan JM (2021) Proportional order-up-to policies for closed-loop supply chains: the dynamic effects of inventory controllers. Int J Prod Res 59(11):3323–3337
Cardoso SR, Barbosa-Póvoa AP, Relvas S, Novais AQ (2015) Resilience metrics in the assessment of complex supply-chains performance operating under demand uncertainty. Omega 56:53–73
Christopher M, Peck H (2004) Building the resilient supply chain. Int J Logist Manag 15(2):1–14
Chuang HHC, Oliva R, Heim GR (2019) Examining the link between retailer inventory leanness and operational efficiency: Moderating roles of firm size and demand uncertainty. Prod Oper Manag 28(9):2338–2364
del Rosario E, Vitoriano B, Weber GW (2020) Editorial: OR for sustainable development. Central Eur J Oper Res 28:1179–1186
Deziel DP, Eilon S (1967) A linear production-inventory control rule. Prod Eng 46(2):93–104
Disney SM, Lambrecht MR (2008) On replenishment rules, forecasting, and the bullwhip effect in supply chains. Found Trends Technol Inf Oper Manage 2(1):1–80
Disney SM, Towill DR (2003) The effect of vendor managed inventory (VMI) dynamics on the Bullwhip Effect in supply chains. Int J Prod Econ 85(2):199–215
Dolgui A, Ivanov D, Rozhkov M (2020) Does the ripple effect influence the bullwhip effect? An integrated analysis of structural and operational dynamics in the supply chain. Int J Prod Res 58(5):1285–1301
Dominguez R, Cannella S, Framinan JM (2020a) Remanufacturing configuration in complex supply chains. Omega 101:
Dominguez R, Cannella S, Ponte B, Framinan JM (2020b) On the dynamics of closed-loop supply chains under remanufacturing lead time variability. Omega 97:102106
Dominguez R, Ponte B, Cannella S, Framinan JM (2019a) On the dynamics of closed-loop supply chains with capacity constraints. Comput Ind Eng 128:91–103
Dominguez R, Ponte B, Cannella S, Framinan JM (2019b) Building resilience in closed-loop supply chains through information-sharing mechanisms. Sustainability 11(23):6746
Galston WA (2020) Efficiency isn’t the only economic virtue. Wall Street J, 10 March 2020. Available via https://www.wsj.com/articles/efficiency-isnt-the-only-economic-virtue-11583873155 (accessed: 08.10.20)
Genovese A, Acquaye AA, Figueroa A, Koh SL (2017) Sustainable supply chain management and the transition towards a circular economy: Evidence and some applications. Omega 66:344–357
Goltsos TE, Ponte B, Wang S, Liu Y, Naim MM, Syntetos AA (2019) The boomerang returns? Accounting for the impact of uncertainties on the dynamics of remanufacturing systems. Int J Prod Res 57(23):7361–7394
Gölgeci I, Yildiz HE, Andersson UR (2020) The rising tensions between efficiency and resilience in global value chains in the post-COVID-19 world. Transnatl Corp J 27(2):127–141
Guide VDR, Harrison TP, Van Wassenhove LN (2003) The challenge of closed-loop supply chains. Interfaces 33(6):3–6
Hosoda T, Disney SM (2018) A unified theory of the dynamics of closed-loop supply chains. Eur J Oper Res 269(1):313–326
Hosoda T, Disney SM, Gavirneni S (2015) The impact of information sharing, random yield, correlation, and lead times in closed loop supply chains. Eur J Oper Res 246(3):827–836
Hosseini S, Ivanov D, Dolgui A (2019) Review of quantitative methods for supply chain resilience analysis. Transp Res Part E Logist Transp Rev 125:285–307
Ivanov D (2018) Revealing interfaces of supply chain resilience and sustainability: a simulation study. Int J Prod Res 56(10):3507–3523
Ivanov D, Dolgui A, Sokolov B (2019) Ripple effect in the supply chain: definitions, frameworks and future research perspectives. Handbook of ripple effects in the supply chain. Springer, Cham, pp 1–33
Ivanov D, Sokolov B (2019) Simultaneous structural–operational control of supply chain dynamics and resilience. Ann Oper Res 283(1–2):1191–1210
Ivanov D, Sokolov B, Dolgui A (2014) The Ripple effect in supply chains: trade-off ‘efficiency-flexibility-resilience’ in disruption management. Int J Prod Res 52(7):2154–2172
Ivanov D, Sokolov B, Kaeschel J (2011) Integrated supply chain planning based on a combined application of operations research and optimal control. CEJOR 19(3):299–317
John S, Naim MM, Towill DR (1994) Dynamic analysis of a WIP compensated decision support system. Int J Manuf Syst Des 1(4):283–297
Kannan VR (1998) Analysing the trade-off between efficiency and flexibility in cellular manufacturing systems. Prod Plan Control 9(6):572–579
Lee HL, Padmanabhan V, Whang S (1997) Information distortion in a supply chain: the bullwhip effect. Manage Sci 43(4):546–558
Leigh JR (2004) Control Theory (2nd Ed.). The Institution of Electrical Engineers, London (UK)
Li Y, Chen K, Collignon S, Ivanov D (2021) Ripple effect in the supply chain network: forward and backward disruption propagation, network health and firm vulnerability. Eur J Oper Res 291(3):1117–1131
Lin J, Naim MM, Purvis L, Gosling J (2017) The extension and exploitation of the inventory and order based production control system archetype from 1982 to 2015. Int J Prod Econ 194:135–152
Metters R (1997) Quantifying the bullwhip effect in supply chains. J Oper Manag 15(2):89–100
Nieuwenhuis P (2016) Humans strive for efficiency but could learn so much from nature’s resilience. The Conversation, 15 December 2016. Available via https://theconversation.com/humans-strive-for-efficiency-but-could-learn-so-much-from-natures-resilience-66103 (accessed: 08.10.20)
Nikolopoulos K, Punia S, Schäfers A, Tsinopoulos C, Vasilakis C (2021) Forecasting and planning during a pandemic: COVID-19 growth rates, supply chain disruptions, and governmental decisions. Eur J Oper Res 290(1):99–115
Özçelik G, Yılmaz ÖF, Yeni FB (2021) Robust optimisation for ripple effect on reverse supply chain: an industrial case study. Int J Prod Res 59(1):245–264
Ponomarov SY, Holcomb MC (2009) Understanding the concept of supply chain resilience. Int J Logist Manag 20(1):124–143
Ponte B, Framinan JM, Cannella S, Dominguez R (2020) Quantifying the Bullwhip Effect in closed-loop supply chains: The interplay of information transparencies, return rates, and lead times. Int J Prod Econ 230:
Ponte B, Naim MM, Syntetos AA (2019) The value of regulating returns for enhancing the dynamic behaviour of hybrid manufacturing-remanufacturing systems. Eur J Oper Res 278(2):629–645
Ponte B, Wang X, de la Fuente D, Disney SM (2017) Exploring nonlinear supply chains: the dynamics of capacity constraints. Int J Prod Res 55(14):4053–4067
Purvis L, Spall S, Naim M, Spiegler V (2016) Developing a resilient supply chain strategy during ‘boom’and ‘bust.’ Prod Plan Control 27(7–8):579–590
Reeves M, Varadarajan R (2020) When resilience is more important than efficiency. BCG/Henderson Institute, 30 January 2020. Available via https://www.bcg.com/publications/2020/resilience-more-important-than-efficiency (accessed: 08.10.20)
Ridley M (2019) Blending efficiency and resilience. Medium, 11 February 2019. Available via: https://medium.com/@Mark_Ridley/blending-efficiency-and-resilience-1ff876e7f0c9 (accessed: 15.10.20)
Sari K (2008) On the benefits of CPFR and VMI: A comparative simulation study. Int J Prod Econ 113(2):575–586
Sheffi Y, Rice JB Jr (2005) A supply chain view of the resilient enterprise. MIT Sloan Manag Rev 47(1):41–48
Smeltzer LR, Siferd SP (1998) Proactive supply management: the management of risk. Int J Purch Mater Manag 34(4):38–45
Sokolov B, Ivanov D, Dolgui A, Pavlov A (2016) Structural quantification of the ripple effect in the supply chain. Int J Prod Res 54(1):152–169
Spiegler VL, Naim MM, Wikner J (2012) A control engineering approach to the assessment of supply chain resilience. Int J Prod Res 50(21):6162–6187
Spiegler VL, Potter AT, Naim MM, Towill DR (2016) The value of nonlinear control theory in investigating the underlying dynamics and resilience of a grocery supply chain. Int J Prod Res 54(1):265–286
Souza GC (2013) Closed-loop supply chains: A critical review, and future research. Decis Sci 44(1):7–38
Tang O, Naim MM (2004) The impact of information transparency on the dynamic behaviour of a hybrid manufacturing/remanufacturing system. Int J Prod Res 42(19):4135–4152
Teunter RH, Syntetos AA, Babai MZ (2011) Intermittent demand: Linking forecasting to inventory obsolescence. Eur J Oper Res 214(3):606–615
Towill DR (1991) Supply chain dynamics. Int J Comput Integ Manuf 4(4):197–208
van der Laan E, Salomon M, Dekker R (1999) An investigation of lead-time effects in manufacturing/remanufacturing systems under simple PUSH and PULL control strategies. Eur J Oper Res 115(1):195–214
Wang X, Disney SM (2016) The bullwhip effect: Progress, trends and directions. Eur J Oper Res 250(3):691–701
Warburton RD, Disney SM (2007) Order and inventory variance amplification: The equivalence of discrete and continuous time analyses. Int J Prod Econ 110(1–2):128–137
Yazdanparast R, Tavakkoli-Moghaddam R, Heidari R, Aliabadi L (2021) A hybrid Z-number data envelopment analysis and neural network for assessment of supply chain resilience: a case study. Central Eur J Oper Res 29:611–631
Yılmaz ÖF (2020) Examining additive manufacturing in supply chain context through an optimization model. Comput Ind Eng 142:106335
Yılmaz ÖF, Özçelik G, Yeni FB (2021) Ensuring sustainability in the reverse supply chain in case of the ripple effect: A two-stage stochastic optimization model. J Clean Prod 282:124548
Yılmaz ÖF, Pardalos PM (2017) Minimizing average lead time for the coordinated scheduling problem in a two-stage supply chain with multiple customers and multiple manufacturers. Comput Ind Eng 114:244–257
Yılmaz ÖF, Yazıcı B (2021) Tactical level strategies for multi-objective disassembly line balancing problem with multi-manned stations: an optimization model and solution approaches. Ann Oper Res, in press
Zeballos LJ, Gomes MI, Barbosa-Povoa AP, Novais AQ (2012) Addressing the uncertain quality and quantity of returns in closed-loop supply chains. Comput Chem Eng 47:237–247
Zhou L, Disney SM (2006) Bullwhip and inventory variance in a closed loop supply chain. Or Spectrum 28(1):127–149
Zhou L, Naim MM, Disney SM (2017) The impact of product returns and remanufacturing uncertainties on the dynamic performance of a multi-echelon closed-loop supply chain. Int J Prod Econ 183:487–502
Zhou L, Naim MM, Tang O, Towill DR (2006) Dynamic performance of a hybrid inventory system with a Kanban policy in remanufacturing process. Omega 34(6):585–598
Acknowledgements
The authors appreciate the financial support provided by the Council of Gijón through the University Institute of Industrial Technology of Asturias (IUTA), under the project “Design of Logistics Networks for a Circular Economy” (ref. SV-20-GIJÓN-1-20). The authors also appreciate the feedback provided by our colleagues at the 14th International Conference on Industrial Engineering and Industrial Management (ICIEIM 2020), organised virtually in July 2020, where an earlier version of this paper was presented.
Funding
This work was partially supported by the Council of Gijón through the University Institute of Industrial Technology of Asturias (IUTA) (ref. SV-20-GIJÓN-1–20).
Author information
Authors and Affiliations
Contributions
Authors' contributions (CRediT taxonomy)
MA: data curation, formal analysis, investigation, methodology, software, visualization, writing—original draft. BP: conceptualization, investigation, methodology, supervision, validation, writing—original draft. RP: funding acquisition, project administration, resources, supervision, writing—review and editing.
Corresponding author
Ethics declarations
Conflict of interest
We declare that there are no financial interests or personal relationships that could have influenced this work.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendices
Appendix I: difference equation model
The difference equations that are required for modelling the hybrid manufacturing/remanufacturing system are shown in Table
3. They can be interpreted as the discrete-time equivalence of the block diagram displayed in Fig. 2. We refer the interested readers to John et al. (1994) for complete details of the link between the continuous- and discrete-time analyses, and Warburton and Disney (2007) for a discussion of their equivalence from a managerial viewpoint. The model is briefly explained below.
Eq. (A1) implements the POUT replenishment policy in the serviceable stock. Note that the order —which is issued at the beginning of each period— is the sum of three terms: (i) the gap between the forecast of the demand and the remanufacturing completion rate, i.e. a net demand forecast; (ii) a portion of the gap between the desired and the actual position of the serviceable inventory; and (iii) a portion of the gap between the desired and the actual work-in-progress, which considers both the manufacturing and remanufacturing processes. The time constant of the inventory controller determines the portion of the gaps (1/\({\text{T}}_{{\text{I}}}\)) that is considered in the replenishment rule.
In this model, the lead times are represented as first-order delays. Eq. (A2) models the lead time of the manufacturing system, where \({\text{T}}_{{\text{M}}}\) is the average lead time. Eq. (A3) applies the same rationale for modelling the relationship between the past demand and the returns, which increase the position of the recoverable inventory. Here, \({\text{T}}_{{\text{C}}}\) is the average consumption lead time, and the return yield \({\upalpha }\) determines the percentage of used products that return to the supply chain. Then, Eq. (A4) also uses a first-order delay to model the remanufacturing lead time, where \({\text{T}}_{{\text{R}}}\) is the average value.
Eq. (A5) uses a simple exponential smoothing to forecast consumer demand as a function of the past values of the series. Note: the smoothing constant is \(1/\left( {1 + {\text{T}}_{{\text{A}}} } \right)\), where \({\text{T}}_{{\text{A}}}\) is the time constant.
Eq. (A6) establishes a fixed safety stock model for the serviceable stock; while Eq. (A7) calculates the actual serviceable stock as the accumulated difference between receipts (from both the manufacturing and remanufacturing processes) and customer demand. Finally, Eq. (A8) calculates the target work-in-progress as the product of the demand forecast and the time constant \({\text{T}}_{{\text{P}}}\); while Eq. (A9) expresses the work-in-progress as the sum of the accumulated difference between the manufacturing orders and receipts, and that between returns and the remanufacturing completion rate.
For full technical details and additional assumptions of the closed-loop supply chain model, the readers may want to consult the original paper by Tang and Naim (2004).
Appendix II: transfer functions
To analyse the efficiency and resilience of the closed-loop supply chain, we have used the transfer functions shown in Eqs. (A10) and (A11). These can be obtained by applying basic properties of block diagram transformation and reduction (see e.g. Leigh, 2004).
Rights and permissions
About this article

Cite this article
de Arquer, M., Ponte, B. & Pino, R. Examining the balance between efficiency and resilience in closed-loop supply chains. Cent Eur J Oper Res 30, 1307–1336 (2022). https://doi.org/10.1007/s10100-021-00766-1
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10100-021-00766-1