
Abstract
Accelerated aging treatments are often much more severe than necessary for final panel products that are being installed. It is thought that tests under these conditions are unable to exhibit properly the degradation mechanism in approach for evaluating durability performance of wood panel products. This study aimed to determine the effects of a mild accelerated aging treatment and to characterize the degradation behavior of wood-based panels under this condition. We used four groups of panels: plywood, oriented strand board, particleboard, and medium density fiberboard. The panels were subjected to a wet–dry cycle treatment for 80 cycles. We used a vibrational non-destructive test to evaluate the strength properties and trace degradation behaviors of the panels during the cycle treatments. The mild aging condition that we chose generated fairly small weight and thickness changes, which indicated that there was mild intensity in the aging process. Elastic constant (Ed) values decreased, whereas loss tangent (tan δ) values increased when the number of cycles increased. The wet–dry cycle treatments were clearly responsible for the reduced strength properties and the degradation behavior of each panel product. However, our results suggest that the proposed mild aging conditions used in this study, though not certified for use, may be sufficient to degrade wood-based panels in ways that lead to predictable durability performance.
Similar content being viewed by others

Introduction
The use of wood-based panels, as commonly for housing and building construction purposes, in Japan has been steadily increasing [1]. As a building material, wood-based panels are exposed to the environment during their use. Therefore, the durability performance of panel products must be determined as it affects the longevity of the product over its service life.
Durability performance can be assessed in two ways. The products can be directly exposed to the real usage environment and accelerated aging test. Accelerated aging treatments are practical for evaluating the durability performance of panel products. They can be used for quality control of panel products and can estimate how long a product will last. The accelerated aging test can be carried out in long-term test and short-term test. Outdoor exposure test is kind of long-term accelerated aging test while simulated condition is a short-term aging test. The outdoor exposure test can provide basic data because it combines various influencing factors. Many researchers have conducted these tests, including Deppe and Schmidt [2], Krahmer et al. [3], Hayashi et al. [4, 5], and Sekino and Suzuki [6], to study various panel types and locations over many years. However, the test has some shortcomings, such as requiring long exposure periods for testing. Deppe [7] reported that getting reliable data from outdoor exposure tests required at least 5 years of exposure, and since the product tests apply to a specific location, the test results cannot be generalized for use elsewhere.
The simulated condition test is employed over a particular time frame and is commonly used for short period tests. The test is intended to rapidly approximate the effects of many years of outdoor exposure and avoid the time consuming of long-term test. A number of studies have used this kind of aging test to determine the durability performance of panel products by using either standardized or laboratory-scale methods. Kajita et al. [8], Alexopoulos [9], Kojima et al. [10], and Kojima and Suzuki [11, 12] have worked with standardized methods such as the ASTM 6-cycle [13], V313 [14], APA D-1 [15], and JIS [16]. Others such as McNatt and Link [17] and McNatt and McDonald [18] have used laboratory-scale methods, with some modified procedures. Some studies have also discussed this method’s relationship with outdoor exposure. Most of the results from these standardized methods tests have found much more severe damage than those from outdoor exposure tests. As a result, simulated tests cannot be used to reliably estimate outdoor exposure, as reported by Hann et al. [19], Vick [20], River [21], and Korai et al. [22].
The severity of simulated aging tests is caused by the extreme conditions of the treatment, particularly those involving liquid water, such as boiling, soaking, spraying, and vacuum pressure soaking. Therefore, several studies have attempted to use vapor water conditions in their aging tests. Chiu and Biblis [23] and Pu et al. [24] have reported on humid conditions in aging tests over short periods, which involved several hours of cycles that were evaluated using destructive bending tests. However, researchers have recognized a key shortcoming of the destructive testing: once the specimen is broken, it cannot be used again and many specimens are needed to conduct the test. Non-destructive evaluation has been well investigated for wood products, and some (e.g., Zhenbo et al. [25], and Bos and Casagrande [26]) have focused on wood-based panels. Nevertheless, there are few studies that focus on non-destructive evaluations under accelerated aging tests. However, Sun and Arima [27] have performed these tests using particleboard and oriented strandboard as specimens. The specimens were treated with boiling water for 60 min and then evaluated for strength properties and dimensional stability over several time periods. We observed that elongated cycle times with milder aging treatments led to only small losses in the product’s properties. Thus, this method may effectively degrade a product in ways that emulate environmental conditions. Furthermore, using non-destructive test helps to gather information about the degradation behavior of the wood panels over the course of the treatment.
Our research proposes milder conditions for the simulated aging test over longer time exposure. We consider a humid condition as a mild treatment, and this involves using vapor-based water to degrade panel products. Our objective in this research is to investigate the effects of the proposed aging condition, to assess the degradation rate of the panel products, and to distinguish degradation behaviors induced by our mild aging test. Degradation behaviors can provide practical information on the durability of a panel product, which is especially relevant for commercial panel products in Japan.
Materials and methods
Specimen preparation
We used four groups of commercial panel products as specimens: plywood (PW), oriented strand board (OSB), particleboard (PB), and fiberboard (MDF). Each group of panels consisted of two panel types that differed in adhesive type, panel thickness, or wood species. The characteristic for each panel type are shown in Table 1. All specimens were prepared to be 50 mm wide and 250 mm long with four replications for each measurement. The specimens were initially conditioned at 40 °C for 48 h, after which we measured the dimensions and weight of each specimen and specified as the initial dimensions and weight.
Mechanical properties
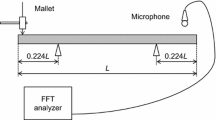
We conducted a dynamic bending test using transverse vibration. A microphone was placed at one end of the specimen and the specimen was hit using a small hammer at the opposite end. The vibration signal, which was obtained by a microphone, was converted into a power spectrum by a fast Fourier transform (FFT) analyzer. We calculated the elastic constant (Ed) and the loss tangent (tan δ) from the peak resonance frequency, which corresponded to the first vibration mode and the amplitude of the resonance curve, respectively, as shown in the following equations:
where ρ is density (g cm−3), L is the length (mm), f is the frequency of the resonance peak (Hz), t is the thickness (mm), and λ is the logarithmic decrement of the resonance amplitude which calculated by Hilbert transformation.
An accelerated aging treatment
We used an accelerated aging treatment designed as a mild test. Figure 1 shows the schematic diagram of the treatment. The treatment included a wet–dry cycle where each cycle had wet and dry states; 40 °C and 90 % relative humidity (RH) for 120 h was characterized as the wet state, while 40 °C for 48 h without humidity control was characterized as the dry state. We repeated this treatment for 80 complete cycles in a climate-controlled chamber.

Schematic diagram of a wet–dry cycle treatment
At the end of every state, we measured the dimensions and weight of each specimen and determined E d and tan δ via the dynamic bending test. We calculated weight change (WC) and thickness swelling (TS) in every cycle on the basis of the initial weight and dimensions of the specimen, respectively. For conformity intensity of the condition test, we determined ΔWC and ΔTS with the following formulas:
where \( {\text{WC}}_{{{\text{w}}_{i} }} \) is WC of wet condition at i cycle and WCd i is WC of dry condition at i cycle.
where \( {\text{TS}}_{{{\text{w}}_{i} }} \) is TS of wet condition at i cycle and TSd i is TS of dry condition at i cycle.
Results and discussion
Intensity of the wet–dry cycle treatment condition
The effects of the aging treatment are shown in Figs. 2 and 3. Figure 2 shows the mean value and standard deviation of ΔWC for 80 cycles. We found that the wet–dry cycle treatment caused 8–11.5 % ΔWC in the panels. There were a few differences in ΔWC for the mat-formed panel types (PB, MDF, and OSB) and in the veneer-based type. The ΔWC of plywood was approximately 11.5 %, whereas the mat-formed panels ranged from 8 to 10 %. This suggests that plywood absorbs much more moisture than do mat-formed panels. The mean value and standard deviation of ΔTS for all panel types are given in Fig. 3. We found that the wet–dry cycle treatment caused a 2.5–6 % ΔTS. The ΔTS for the plywood was 2.5 % and the mat-formed panels ranged from 5 to 6 %.

Δ Weight change (%) of panel products after a complete 80 cycles

Δ Thickness Swelling (%) of panel products after a complete 80 cycles
Figures 2 and 3 show that the intensity of the wet–dry cycle treatment accelerated the mat-formed panels. The conditions of this treatment yielded a ΔWC of ~10 %. However, author private note by Kojima et al. [28], ΔWC of ASTM 6-cycle test has been found that could reach almost 53 %. For ΔTS, the values reached approximately 6 % for the wet–dry cycle treatment, while a study by Kojima et al. [28] found a value of approximately 26 %. Our wet–dry cycle treatment resulted in smaller ΔWC values, indicating that this treatment is milder than the standardized method. However, we consider that 10 % of the moisture change in the wet–dry cycle treatments could be quite high. As a result, our method could still misrepresent degradation in the real environmental conditions.
Interestingly, the particleboards TS for each 1 % change in moisture content was estimated using approach of weight change value and found to be about 0.4–0.6 %. This was quite close to the thickness change in standard particleboard, which is approximately 0.3–0.5 % for each 1 % change in moisture content [29]. This confirmed that the designed conditions for this wet–dry cycle treatment yielded fairly small thickness changes for the panels and was nearly ideal for evaluating moisture changes that would occur during alternating wet and dry conditions in the environment. This is relevant though our method is not yet certified.
TS of all panels increased with increasing the number of cycle with the exception of veneer base panels. Although the trend was similar but the increasing TS among the panels has differently proceeded during the wet–dry cycle treatment. To clarify the effects of the treatment on TS behavior, we observed OSB and PW for comparison as shown in Fig. 4. TS increased during the wet state because panels swell from moisture absorption and decreased during the dry state because panels shrink from moisture desorption. We dropped points and drew lines for the TS values in each state during the cycles. There is obviously repeated rise and fall over the 80 cycles. The thickness swelling of the OSB rapidly increased in the early cycles of the treatment, and then tended to level off after the first 20 cycles.

The fluctuation of Thickness Swelling (%) for PWa and OSBa over 80 cycles
When panel products absorb moisture, either in vapor or liquid form, overall TS occurs both from the swelling of the particles themselves and the springback [30, 31]. Particle swelling occurs because wood, from which the particles are made, is naturally hygroscopic. Furthermore, absorbed moisture could cause bond breakage and bring about particle separation. Springback is a result of releasing the stress of the board, which is caused by the compression of pressing. Nevertheless, when a board desorbs moisture and returns to a dry stage, there is part of the overall swelling never recovers to its original form. That is springback which generates permanent change of thickness and henceforth called irrecoverable TS.
The overall TS of the OSB after completed cycle was approximately 15 % and about 9 % of that did not recover which we defined as irrecoverable TS. When OSB was exposed to a wet state in the first cycle, TS was about 9 % and when OSB continued to a dry state, only 6 % of its swelling recovered, which we defined as recoverable TS. Notably, 3 % was irrecoverable TS. The TS from the 20th cycle to the end of the cycles was quite similar. This indicates that the amount of irrecoverable TS increased from the first cycle up to 20 cycles but that the amount of recoverable TS in each subsequent cycle did not increase. Unlike OSB, the overall TS for the PW panel was about 3 % and the PW panel almost retained its initial thickness when it was exposed to a dry state in subsequent cycle. Even at the end of cycle, the treatment resulted in almost 3 % TS value for PW. The amplitude of recoverable TS is almost same with advancing cycles in PW. As a result, we found that a wet–dry cycle treatment is not adequate for assessing the degradation of PW.
Overall, our wet–dry cycle treatment can cause TS to reach 9 % after completing cycle. Conversely, ASTM 6-cycles can cause TS to reach about 24 % [28]. Thus, the wet–dry cycle treatment resulted in smaller thickness changes than did the ASTM 6-cycles. Therefore, this condition was well designed to act as a mild accelerated aging test.
Strength retention under the wet–dry cycle treatment
We examined strength property changes during the treatment using E d. E d values during 80 cycles for all panel types are shown in Fig. 5. E d values also show an alternating rise and fall during the treatment, which corresponded to changes in TS and WC. These rise–fall curves illustrate E d behaviors during the wet–dry cycle treatment. Generally, they decreased gradually during the early cycles and then leveled off with later cycles.

E d (GPa) changes during each state over 80 cycles
There were some differences in E d amplitude, which we calculated from dry to wet state between the panel types. In other words, the effect of this treatment was different among panels. To explore this, we selected two of the eight panel types for comparison, i.e., PBa and MDFa which had same 1.1 GPa initial amplitude. At the end of total cycle, it became 0.4 GPa for PBa and 0.8 GPa for MDFa. Thus, PBa experienced a larger loss of strength than did MDFa.
We tested the extent of E d retention in the wet state of cycle treatment and defined as follows:
E d retention of panel products is shown in Fig. 6. The wet–dry cycle treatment resulted in decreasing E d values over 80 cycles, with different changes for each panel. Retention values were largest in PB, then followed by MDF, OSB, and PW. E d retentions in the wet state were 70–90 % in the first cycle, then declined to 50–80 % at the end of the cycle. Furthermore, the E d retention value at the end of the complete cycle for the PW panels was higher than that for the mat-formed panels. That indicates that PW panels retained greater strength than did mat-formed panels. The rate of retention decreased fairly rapidly during the early cycles and then continued to decrease gradually until the final cycle. These retention values represent a loss of strength due to moisture deteriorating the structure of the panels during the adsorption process.

E d retention (%) of the panel products in the wet state
The E d retention for all panels in Fig. 6 shows a clear decreasing trend, but in fact retention behavior during the wet–dry cycle treatment was very different for the different panels. To further explore this phenomenon, we used a degradation model developed by Suzuki and Saito [32] to elucidate the strength loss behavior for each of the panels over a prolonged treatment. Calculating E d retention behavior for all the panels is based on the data in Fig. 6. The degradation model was as follows:
Coefficient A is the saturation value of the E d retention and refers to the durability of the panel. Coefficient B is the decreasing rate and refers to how fast retention decreases. When panels are continuously subjected to the same treatment condition, we assumed that their strength would never reach zero. This means the panels would retain their strength after an infinite number of cycles. Using this model, we can predict the specific saturation value for strength retention after successive treatment cycles. Table 2 shows the coefficient values for all the panels, which are determined by Eq. (6).
The coefficients in Table 2 were determined by non-linear least-squares regression analysis and show great variation. These coefficients also provided a useful overview of the different E d retention behaviors among the panels over certain cycles. Except PWb, all panels show that the values of A are higher in the dry state than in the wet state. Another finding, except MDFb, the PW types had higher values of A than did the mat-formed panel types. Comparing between mat-formed panels during the wet state, the values of A for PBa and OSBa were 52 and 63 %, respectively. These results indicate that, by this calculation, PBa was less durable than OSBa during the wet–dry cycle treatment, even though thickness swelling of PBa was slightly less than that of OSBa.
Based on the values of B, some panels experienced a decrease in strength at the very beginning of the cycles, and others toward the end of the cycles. However, to better explain this difference, we compared PBa and OSBa during their dry states. PBa, where B is 13, has a higher coefficient than OSBa, where B is 8. Since the rate of decrease corresponds to the number of cycles, the strength retention of PBa needed more time to reach its saturation value than did that of OSBa.
To clearly identify the different behaviors of strength loss for both PBa and OSBa panels, we plotted all E d retention data during the wet–dry cycle treatments and drew regression lines calculated by non-linear least-squares regression. Plots show the values of E d retention rates, while the solid and dotted lines represent the predicted value of the strength loss. Figure 7 shows the relationship between E d retention, when panels were tested at a dry state, and the number of cycles. As shown in those curves, the wet–dry cycle treatment degradation rates of the two panels differed significantly. The strength loss of PBa decreased continuously and moved more slowly toward its saturation value, whereas OSBa rapidly decreased within the first few cycles and then became relatively stable, as it had almost reached its saturation value.

E d retention and retention model (F(t)) of PBa and OSBa during the wet–dry cycle treatment in the dry state
The regression lines agreed well with the E d retention values from our experimental data as shown in Fig. 5. This means that Eq. (3) can be used effectively to evaluate the strength loss of panels under wet–dry cycle treatments for an infinite number of cycles.
Estimating internal bond strength
The loss tangent (tan δ) values of all the panels, which were computed by Eq. (2), are plotted in Fig. 8 for each number of cycles. The tan δ behavior of the panels during the wet–dry cycle treatment is shown in Fig. 8. Loss tangent is a rheological term that corresponds to internal loss when a material vibrates. This is likely related to element attribution inside a board. Logically, this could be used as an indicator of internal bond strength.

Tan δ of the panel products in relation to the wet state during the wet–dry cycle treatment
The values of tan δ increased with each increase in the number of cycles. As shown by Obataya et al. [33], a TS of wood that results in E d reduction also results in increasing tan δ. Notably, the internal bond strength, which is represented by the tan δ value, decreased for all panels during the wet–dry cycle treatment. The tan δ values showed an overall increasing trend, growing for the first 20 cycles and subsequently leveling off. This trend resembled the TS trend. This is understandable because moisture changes occurred during the treatment by adsorption and desorption, which caused TS in the panels. TS reduces the number of bonding points inside the board and leads to the degradation of internal bond strength.
Figure 8 shows the changes of tan δ during the wet–dry cycle treatment for 80 cycles. The tan δ values differed among the panels. The largest tan δ occurred in MDFa, which ranged from 0.03 at the first cycle to 0.045 at the end of cycles. The smallest change in tan δ from the first cycle to the last occurred in PBa, which ranged from 0.025 to 0.03. There was no big difference for both PW types while OSB types and PBb were found to be quite same trend. However, under this aging condition, the changes of tan δ were not consistent when associated with sequences of the changing TS values. We assumed that this was due to differences in wave propagation through the board, as element size, element direction, and adhesive type varied among panels. We thought that tan δ could be used as an index of mechanism degradation inside the panel. Therefore, relation between tan δ and durability is important issue to be discussed furthermore.
Conclusion
We subjected four groups of commercial panel products to a wet–dry cycle treatment. The proposed aging conditions yielded an 8–11.5 % ΔWC and a 2.5–6 % ΔTS. Our test used considerably milder conditions than those used in the ASTM 6-cycle standardized method. Our wet–dry cycle treatment caused a rise and fall of thickness swelling during the treatment and resulted in a significant irrecoverable thickness swelling for mat-formed panel types, though not for plywood types.
Our wet–dry cycle treatment considerably reduced the E d value over increasing numbers of cycles. The rate of E d retention decreased fairly rapid during early cycles in the treatment and then tended to level off. The residual E d retention rate of the panel products in the wet state was between 50 and 80 % after completing 80 cycles.
The degradation behavior of each panel product was caused by extended wet–dry cycle treatments. This was well traced using vibrational non-destructive test and was also obvious from the predictive model. The value of tan δ increased with increasing numbers of cycles. However, our results suggest that this proposed aging condition was fairly well designed and may be effective for providing degradation information on wood-based panels. This could help predict the durability performance of mat-formed panel products.
References
FAO (2015) Forestry production and trade. http://faostat3.fao.org/download/F/FO/E. Accessed 18 Nov 2015
Deppe HJ, Schmidt K (1989) Outdoor exposure tests of wood-based materials (in German). Holz Roh Werkst 47:397–404
Krahmer RL, Lowel EC, Dougal EF, Wellons JD (1992) Durability of southeast-Asian hardwood plywood as shown by accelerated-aging test and 10-year outdoor exposure. For Prod J 42:40–44
Hayashi T, Miyatake A, Harada M (2002) Outdoor exposure tests of structural laminated veneer lumber I: evaluation of the physical properties after 6 years. J Wood Sci 48:69–74
Hayashi T, Miyatake A, Fu F, Kato H, Karube M, Harada M (2005) Outdoor exposure tests of structural laminated veneer lumber II: evaluation of the strength properties after 9 years. J Wood Sci 51:486–491
Sekino N, Suzuki S (2003) Durability of wood-based panels subjected to 10-years outdoor exposure in Japan. Bull Iwate Univ For 34:23–36
Deppe HJ (1981) Long-term comparative tests between natural and accelerated weathering exposures of coated and uncoated wood-based material. In: Proceedings of the 15th WSU Symposium on Particleboard, Pullman, pp 79–100
Kajita H, Mukudai J, Yano H (1991) Durability evaluation of particleboards by accelerated aging tests. Wood Sci Technol 25:239–249
Alexopoulos J (1992) Accelerated aging and outdoor weathering of aspen waferboard. For Prod J 42:15–22
Kojima Y, Nakata S, Suzuki S (2010) The durability of diphenylmethane diisocyanate- and phenol-formaldehyde-bonded Japanese Cypress particleboard. For Prod J 60:282–288
Kojima Y, Suzuki S (2011) Evaluation of wood-based panel durability using bending internal bond strength results from accelerated aging treatments. J Wood Sci 57:7–13
Kojima Y, Suzuki S (2011) Evaluation of wood-based panel durability using bending properties after accelerated aging treatments. J Wood Sci 57:126–133
ASTM-D1037 (1999) Standard test method for evaluating properties of wood-base fiber and particle panel materials. American Society for Testing and Materials (ASTM), West Conshohocken, PA, USA, p 19
EN321 (1993) Fiberboards: cyclic testing humid condition. European Standard, Brussels, Belgium
APA PRP 108 (1994) Performance standards and policies for structural-use panels. APA-The Engineered Wood Association, Tacoma, WA, USA, p 33
JIS A-5908 (2003) Particleboard. JIS standard specification, Japanese Standards Association, Tokyo, Japan, p 14
McNatt JD, Link LC (1989) Analysis of ASTM D 1037 accelerated-aging test. For Prod J 39:51–57
McNatt JD, McDonald D (1993) Two accelerated-aging tests for wood-based panels. For Prod J 43:49–52
Hann RA, Black JM, Blomquist RF (1962) How durable is particleboard? For Prod J 12:577–584
Vick CB (1987) Exterior and accelerated aging of an acid-phenolic molding resin in RF-cured Douglas-fir joints. For Prod J 37:43–48
River BH (1984) Accelerated, real-time aging for 4 construction adhesives. Adhes Age 27:16–21
Korai H, Saotome H, Ohmi M (2014) Effects of water soaking and outdoor exposure on modulus of rupture and internal bond strength of particleboard. J Wood Sci 60:127–133
Chiu YM, Biblis EJ (1973) Effect of wet and dry cyclic exposures upon strength and stiffness of exterior grade southern pine plywood. For Prod J 23:55–59
Pu J, Tang RC, Price EW (1992) The effect of hot and humid environmental conditions on the creep behavior of commercial structural oriented strandboards. For Prod J 42:9–14
Zhenbo L, Yixing L, Haipeng Y, Junqi Y (2006) Measurement of the dynamic modulus of elasticity of wood panels. Front For China 4:425–430
Bos F, Casagrande BS (2003) On-line non-destructive evaluation and control of wood-based panels by vibration analysis. J Sound Vib 268:403–412
Sun YG, Arima T (1998) Structural mechanics of wood composite materials I: ultrasonic evaluation of internal bond strength during an accelerated aging test. J Wood Sci 44:348–353
Kojima Y, Norita H, Suzuki S (2009) Evaluating the durability of wood-based panels using thickness swelling results from accelerated aging treatments. For Prod J 59:35–41
EWPAA (2008) Facts about particleboard and MDF. Australian Wood Panels Association Incorporated, Queensland, p 5
Halligan AF (1970) A review of thickness swelling in particleboard. Wood Sci Tech 4:201–312
Moslemi AA (1974) Particleboard. In: Materials, Vol 1. Southern Illinois University Press, Carbondale, p 138
Suzuki S, Saito F (1988) Fatigue properties of particleboards. I. Effects of aging treatment on tensile properties parallel to the surface. Mokuzai Gakkaishi 34:590–596
Obataya E, Furuta Y, Gril J (2003) Dynamic viscoelastic properties of wood acetylated with acetic anhydride solution of glucose pentaacetate. J Wood Sci 49:152–157
Acknowledgments
The authors extend their sincere thanks to Mr. Takuya Sasaki for the support in providing the experimental data.
Author information
Authors and Affiliations
Corresponding author
About this article

Cite this article
Saad, S., Kobori, H., Kojima, Y. et al. Performance evaluation of wood-based panels under a mild accelerated aging treatment. J Wood Sci 62, 324–331 (2016). https://doi.org/10.1007/s10086-016-1564-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10086-016-1564-5