
Abstract
The load carrying capacity of gears can be significantly increased by nitriding. However, the required nitriding hardening depth depends on the stress level and the gear size. In order to achive a high fatigue resistance and durability of nitrided gears an adequate nitriding hardening depth is necessary. In industrial practice, a nitriding hardening depth (NHD) of about 0.6 mm is currently regarded as the upper limit that can be reached within a reasonable time and cost. This also limits of the load carrying capacity of nitrided gears, in particular with increasing gear sizes. Therefore, case hardening is the main treatment used with increasing gear sizes, although nitriding provides some advantages over case hardening. However, with an increased nitriding hardening depth, a significant increase in the load carrying capacity of nitrided gears for medium and larger gear sizes could be expected, which will be discussed in this publication. In order to evaluate the expected potential of the load carrying capacity of nitrided gears with an increased nitriding hardening depth of NHD ≈ 0.8 to 1.0 mm (deep nitriding heat treatment) made out of the materials 31CrMoV9 (1.8519), 30CrNiMo8 (1.6580) and 32CDV13 (alloy for aerospace applications according to AIR 9160), experimental investigations were carried out, which will be discussed in this publication. Both, the tooth root bending strength and the flank load carrying capacity were investigated.
Zusammenfassung
Durch Nitrieren kann die Beanspruchbarkeit von Zahnrädern hinsichtlich der Zahnflanken- und Zahnfußtragfähigkeit signifikant gesteigert werden. Die Dauerfestigkeit und damit die Lebensdauer nitrierter Bauteile steigen mit zunehmender Nitriertiefe, wobei die benötigte Nitriertiefe abhängig von der Baugröße der Verzahnung ist. In der Praxis wird eine Nitrierhärtetiefe (NHD) von etwa 0,6 mm als Grenzwert angesehen, die mit vertretbarem Zeit- und Kostenaufwand erreicht werden kann, so dass mit zunehmender Baugröße der Verzahnung überwiegend das Einsatzhärten Anwendung findet. Beim Tiefnitrieren werden Nitrierhärtetiefen von etwa 0,8 – 1,0 mm angestrebt, daher ist durch diese Behandlung eine deutliche Steigerung der Belastbarkeit der nitrierten Zahnräder bei mittlerer und größerer Baugröße zu erwarten. Um das erwartete Tragfähigkeitspotenzial von nitrierten Zahnrädern mit erhöhter Nitrierhärtetiefe von NHD ≈ 0,8 bis 1,0 mm (Tiefnitrieren) aus den Werkstoffen 31CrMoV9 (1.8519), 30CrNiMo8 (1.6580) und 32CDV13 (Legierung für Luftfahrtanwendungen gemäß AIR 9160) zu bewerten, wurden experimentelle Untersuchungen zur Zahnflanken- und Zahnfußtragfähigkeit durchgeführt.
Similar content being viewed by others


1 Introduction
In addition to case hardening, nitriding is an important heat treatment option for increasing the load carrying capacity of highly loaded gears by means of surface hardening. In some cases, nitrided gears are comparable to or even exceed case hardened gears in terms of contact and bending strength. Generally, nitrided gears are characterized by a thin but very hard compound layer of iron and alloy element nitrides directly on the surface. The thickness of the compound layer is only a few micrometers, followed by a diffusion layer which reaches more deeply into the material. Nitrided gears are especially resistant to scuffing, wear and corrosion and due to their increased heat resistance are also suitable for the use at higher operating temperatures [1]. Since no phase transformation takes place in the material during nitriding, nitrided gears are characterized by low distortion, which is a significant advantage over the classic case hardening process. For this reason, depending on the application, grinding after nitriding is usually not necessary. As a result, nitriding offers potential for cost savings in gear manufacturing. Nevertheless, in comparison with case hardened gears, the level of knowledge about nitriding gears is more limited.
2 Motivation and research objects
In addition to the current gear standard ISO 6336‑5 [2] and the strength numbers specified therein for the tooth root and tooth flank fatigue strength, individual investigations have been carried out on nitrided gears over the past 55 years. In some cases, the results of these tests indicate high load carrying capacity numbers in comparison to case hardened gears. The reported test results were mainly determined on test gears with nitriding hardening depths selected as a function of the test gear size, taking into account the recommendations for an adequate nitriding hardening depth of the gear standard ISO 6336‑5 [2]. Consequently, the NHD of the gears is limited to a range of 0.1 to 0.6 mm [3,4,5,6,7,8,9,10].
Higher nitriding hardening depths (NHD > 0.6 mm) have not yet been systematically investigated. For this reason, knowledge about the load carrying capacity of nitrided gears with a NHD greater than 0.6 mm is still limited, which means further research on this topic is needed. However, with an increased nitriding hardening depth, a significant increase in the load carrying capacity of nitrided gears for medium and larger gear sizes could be expected, which will be discussed in this publication. In order to evaluate the expected potential of the load carrying capacity of nitrided gears with an increased nitriding hardening depth of NHD ≈ 0.8 to 1.0 mm (deep nitriding heat treatment) made out of the materials 31CrMoV9 (1.8519), 30CrNiMo8 (1.6580) and 32CDV13 (alloy for aerospace applications according to AIR 9160), experimental investigations were carried out as part of the research project FVA 615 II [8] (IGF 17321 N), on which this publication is mainly based. Both the tooth root bending strength and the flank load carrying capacity were investigated.
3 Methods and materials
This section describes the test setup for the experimental investigations of the tooth root and flank load carrying capacity as well as the test gears and test variants. The tests are based on the requirements of ISO 6336‑5 [2] for gears of material quality MQ and on the specifications of FVA guideline 563 I [11].
3.1 Test rigs
As part of the research project [8], experimental investigations were carried out on the tooth root and the flank load capacity. The tooth root bending strength tests were performed on electromagnetic pulsator test rigs as shown in Fig. 1a. The test gears were fixed symmetrically between two jaws. A special tool was used to adjust the exact position of the test gear. Flank angle deviations were compensated by means of detailed adjustment, so that a uniform load distribution over the face width of the entire tooth can be assumed [1].

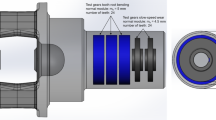
Test rigs (schematically) [8]. a Pulsator test rig. b FZG back-to-back test rig, a = 91.5 mm
The experimental investigations for the flank load carrying capacity were carried out on a FZG back-to-back gear test rig [8] with a center distance of a = 91.5 mm, as shown schematically in Fig. 1b. Test pinion and test gear are mounted on two parallel shafts, which are connected to a drive gear stage with the same gear ratio. The shaft of the test pinion consists of two separate parts, which are connected by a load clutch. A defined static torque is applied by twisting the load clutch using defined weights on the load lever or by twisting the load clutch with a bracing device. The torque can be controlled indirectly at the torque-measuring clutch as a twist of the torsion shaft. A three-phase asynchronous engine drives the test rig [10, 12, 13].
3.2 Test gears and test variants
The main geometry data of the test gears are shown in Table 1. The experimental investigation of the load carrying capacity was carried out on three variants as listed in Table 2. Furthermore, Table 2 shows the targeted NHD, as well as the specifications of the heat treatment and the machining condition of the test gears. The test gears were extensively characterized by means of destructive and non-destructive measuring methods. This included, for example, a 2- and 3‑dimensional surface measurement, metallographic examinations of the surface layer and the core material, as well as documentation of the hardening profile.
Before nitriding, all the test gears investigated in the test runs were ground with a short tip relief of Ca = 40 μm on the pinion and wheel in order to avoid a reduction in the gear quality and subsequent dynamic effects. The application of a grinding process for each test gear ensured the required gear quality (Q ≤ 5) and flank surface roughness (Ra ≤ 0.30 µm). In order to compensate the expected edge bulges after nitriding, the pinion and wheel were also corrected with an end relief on both sides, with a maximum amount of 45 μm each at the edge of the flank over a width of approx. 3.5 mm. The necessary gear tooth modifications were determined in preliminary tests.
3.2.1 Chemical analysis
The chemical composition of the three materials investigated was determined on the nitrided gear (core material) in the spark spectrometer. The values determined are in accordance with the specifications of the DIN EN ISO [14, 15] and show no further anomalies.
3.2.2 Gear quality
All running test gears investigated were uniformly measured before (Fig. 2a and b) and after the nitriding treatment (Fig. 2c and d) with regard to gear quality, in accordance with DIN 3962 [16] (profile line, flank line, pitch) in each case on three teeth evenly distributed over the circumference on a Klingelnberg P40 3D coordinate measuring system. In addition, the gears of all the variants examined, which were used for the investigations of the tooth root load capacity, were evaluated in terms of the gear quality. The respective measurement records show a comparable quality of the test gears for each test gear geometry, which, with the exception of the face profile angle deviation of the nitrided gear teeth, correspond to the specifications and the required gear qualities (gear quality Q ≤ 7 for the investigation of the tooth root bending strength or Q ≤ 5 for the investigation of the flank load carrying capacity). The measurements taken after nitriding treatment, as illustrated in Fig. 2c and d, show that the long nitriding times negatively affect the profile angle and lead to deviations from the desired tooth quality. In addition, it can be determined that despite tooth flank corrections, slight edge bulges are present in the transition area of the active tooth flank to the tip relief or to the end relief on both sides, which, however, should not lead to any significant meshing disturbances in the running test due to their low extent.

Comparison of the profile (a, c) and flank lines (b, d) of a pinion ground before nitriding with tip and endrelief. a, b Before nitriding. c, d After nitriding
The surface topography of all running test gears was measured with a Hommel T8000 electrical scanning device using the surface scanning method. The measurement was carried out in the profile direction and using a phase-corrected high-pass filter in accordance with DIN EN ISO 11562 [17]. After nitriding, the arithmetic mean flank roughness Ra of the variants has been determined in the range of 0.28 to 0.42 μm. In order to improve the flank topography and avoid micropitting as far as possible, a one-stage run-in has been applied to all variants (Torque at pinion T1 = 135 Nm, pinion speed n1 = 2250 rpm, FVA 3A (ISO VG 100) acc. to [18], oil temperature ϑOil = 60 °C, number of load cycles N = 260 • 103). After the run-in procedure, a comparable flank surface roughness of 0.15 to 0.25 μm has been measured on all variants. In addition, the surface topography in the area of the tooth root fillet was determined on one pulsator test gear per variant for the evaluation of the pulsator results. The measurement results of the three investigated variants are largely comparable and were averaged, showing a value of Rz = 5.1 µm.
3.2.3 Hardening depth profiles
Metallographic investigations were carried out to determine the hardening depth profile on the cross-section of each variant. The measuring points were set uniformly at the level of the pitch circle and in the area of the 30° tangent to the tooth root fillet normal to the component depth on both sides of the tooth flank. In Fig. 3, the results of the Vickers hardness measurements in the tooth flank and root areas are summarized redundant for all three investigated deep nitrided test gear variants investigated. To determine the nitriding hardening depth, a hardness of 400 HV0.5 was defined as the limit value in accordance with ISO 6336-5 [2]. Depending on the nitriding treatment used, the test variants investigated here show different hardness depth profiles both on the tooth flanks (at the level of the pitch circle diameter) and in the root fillet in the area of the 30° tangent. The comparable core hardness of the three variants is independent of the nitriding treatment and is within the usual range of quenched and tempered materials.

Hardness depth profiles of the test gears, average values of left and right tooth flank respectively right and left tooth root fillet. a Tooth flank (pitch circle diameter). b Tooth root fillet (30° tangent)
However, there are clear differences in the hardness characteristics near the surface. The surface hardness values determined for 30CrNiMo8 and 32CDV13 are in a comparable range despite the different nitriding treatments and are approx. 620 to 630 HV0.5. For the material 31CrMoV9, a significantly higher surface hardness (approx. 709 to 719 HV0.5) was determined on the tooth flank and in the tooth root fillet (30° tangent). It should be noted that for technical reasons the surface hardness values shown here were not determined in, but just below the compound layer. The core hardness of 30CrNiMo8 (approx. 311 HV0.5) and 31CrMoV9 (approx. 309 HV0.5) are almost identical. In contrast, a slightly higher core hardness of approx. 337 HV0.5 was determined for 32CDV13. A summary of the metallographically determined material properties (mean values) of the variants investigated is shown in Table 3.
3.2.4 Microstructural condition
Exemplary etched metallographic cross sections per test gear variant are shown in Fig. 4. The test gears show a uniformly structured diffusion layer with quenched and tempered structure, which is uniformly thick in the tooth tip, tooth flank and tooth root areas. With the exception of the 30CrNiMo8 variant, the materials do not show any visible grain boundary nitride network within the diffusion layer. The present compound layers (white layers) of the different material variants vary in thickness depending on the nitriding treatment applied. Compared with the thinner compound layer thickness of approx. 8 µm of the 30CrNiMo8 and 31CrMoV9 variants, the 32CDV13 variant shows a thicker compound layer of approx. 20 µm due to the higher nitriding treatment temperature. In all cases, the compound layers are uniformly and continuously shaped over the tooth profile and show no visible cracks or other damages. The formation of porous seam can be classified as low in all three variants. The quenched and tempered core structure following the diffusion layer is comparable in all three variants investigated, with the 30CrNiMo8 characterized by a comparably slightly larger grain structure. The microstructures of all the variants investigated here correspond to the state of the-art/industrial practice and show no other anomalies.

Exemplary metallographic cross sections of the test gears
4 Results and discussion
4.1 Tooth root bending strength
The tooth root bending strength of the deep nitrided gears has been uniformly investigated in the pulsator test rig. The fatigue strength tests carried out showed that some failures have already occurred due to tooth root fracture in relatively low numbers of load cycles. Therefore, based on test experience, no explicit tests were undertaken in the area of finite life fatigue strength but tests were focused on the range of long (infinite) life. Fig. 5 shows the experimental determined tooth root bending strength (single test points and evaluated endurance strength for 50% failure probability).

Results of the pulsator tests on the tooth root bending strength
The results show that the tooth root fractures that occurred for all variants occur primarily in the area of relatively low numbers of load cycles. A high overload sensitivity of nitrided gears is also reported from past investigations [4] and [6]. This indicates a relatively high overload sensitivity of the investigated gears. This must be taken into account when evaluating the determined tooth root bending strength of the investigated variants. Therefore, tests in the area of finite-life fatigue strength do not provide any additional benefit. In addition, the variant 30CrNiMo8 show a relatively high test scatter, which must be taken into account when converting the endurable nominal tooth root stress for 50% failure probability into a nominal stress number, e.g. according to ISO 6336‑5 [2] (1% probability of failure). All fracture surfaces examined show no significant anomalies, e.g. no tooth root fractures with crack initiation below the surface of the gear.
Table 4 shows the results of the determined durable nominal tooth root stress numbers at 50% failure probability σF0,pulsator,∞,50% and the estimated nominal stress numbers (bending) at 1% failure probability σF lim. Furthermore, Table 4 gives a comparative comparison of the estimated nominal stress numbers (bending) at 1% failure probability σF lim with the stress numbers (bending) at 1% failure probability for nitrided nitriding and case hardened steels acc. to ISO 6336‑5 [2].
The determined durable nominal tooth root stress numbers at 50% failure probability are in the medium (30CrNiMo8 and 31CrMoV9) or upper (32CDV13) strength range of case hardened, shot blasted gears of comparable size. Estimates of the nominal stress numbers at 1% failure probabililty acc. to ISO 6336‑5 [2] (σF lim ≈ 490 to 550 N/mm2) are in the middle (30CrNiMo8 and 31CrMoV9) and upper (32CDV13) range of the strength numbers of case hardened, shot blasted gears of comparable size and clearly exceed the strength numbers for gas nitrided gears specified in the ISO 6336‑5 [2] standard. Despite lower surface hardness than the 30CrNiMo8 variant, the tooth root load carrying capacity of the 32CDV13 variant is approx. 10% higher compared to the 30CrNiMo8 and 31CrMoV9 variants. The determined value for the material 31CrMoV9 exceeds the values documented in the research projects [4] and [6]. In addition, a high overload sensitivity was also determined for the tested variants, which is already known from previous investigations of completed research projects [4] and [6]. This must be taken into account accordingly when using nitrided gears in practical applications.
4.2 Flank load carrying capacity
The flank load carrying capacity of deep nitrided gears has been investigated in the FZG back-to-back gear test rig with a center distance of a = 91.5 mm. As only a limited number of test gears was available, a limited number of test runs in the range of the expected high and medium limited life was performed. Further tests are scheduled within a new project FVA 615 III [19]. All gear running tests were carried out with lubricants from the FVA reference oil catalog [18]. The reference oil FVA 3A (ISO VG 100) with an additive content of 4% by volume Anglamol 99 was used for the tests. All gear running tests were carried out using injection lubrication at an oil temperature of 60 °C and a spray rate of approx. 2 liters per minute. The speed at the pinion has been constantly set to n1 = 3000 rpm. Due to the fact that the experimental investigations have been focused on the area of finite life fatigue strength, an explicit limiting number of load cycles has not been defined. Tests with no significant damage on the loaded tooth flank surface after 30 or 50 million load cycles respectively were stopped and counted as passed specimens. The results for the flank load carrying capacity are summarized in a Woehler diagram in Fig. 6.

Results of the running tests on the flank load carrying capacity
The tooth flank condition and any tooth flank damage of the respective test gears were uniformly documented after the tooth flank load capacity tests. Fig. 7 shows exemplary tooth flank damages that occurred in the running tests and tooth flanks that show no significant changes on the tooth flank surface even after the limiting number of load cycles of 30 or 50 million load cycles were reached.

Exemplary tooth flank pictures after the running tests
For each test variant, metallographic examinations were carried out on tested gears, with the focus of the examination on the microstructure near the surface, in particular the condition of the compound layer at the level of the pitch point of the tooth flank. Fig. 8 shows pictures of a damaged (30CrNiMo8, 31CrMoV9) and an intact (32CDV13) tooth flank surface, respectively, and the corresponding as-tested condition for comparison.

Comparative representation of exemplary microsections of the tooth flank surface in new and tested condition
The microstructure images of the 30CrNiMo8 and 31CrMoV9 variants show that the pore seam present in the new condition is almost non-existent after testing. In addition, it can be seen that the compound layer is damaged and partially eroded. The material structure below the removed compound layer already shows the beginning indications of fractured microstructures, which can lead to corresponding pitting in the further progress. Due to the higher treatment temperature, the 32CDV13 variant shows a significantly thicker compound layer in new condition. In the tested condition, this compound layer shows no damage or significant changes after approx. 30 million load cycles and relatively high nominal contact stress number of σH0 = 2050 N/mm2. As well as detection of a smoothing of the active flank surface, it is clear that the oxidic layer (thin, white layer above the pore seam) present in the new state was removed during the running test. A possible shrinkage or compression of the existing pore seam is not visible on the basis of the available microstructural images. To obtain indications of possible plastification of the compound layer, the ultramicrohardness (UMH) measurement acc. to DIN EN ISO 14577 [20] was used to measure the hardness of the compound layer (below the pore seam) on material the 32CDV13 before and after the running test. At 1116 HV0.001 (± 105 HV0.001) before the running test and 1130 HV0.001 (± 57 HV0.001) after the running test, the difference in hardness of the compound layer is within the range of scatter of the measurement, so no significant difference can be detected.
The running tests reveal that the test variants investigated here show significantly different tooth flank load carrying capacities. Compared with variant 32CDV13, variants 30CrNiMo8 and 31CrMoV9 are classified with lower flank load carrying capacity in relation to the expected one. Even at relatively low nominal contact stresses, changes in the tooth flank condition occur in the running tests at low numbers of load cycles, which resulted in significant damages to the active tooth flank. In all the tests with tooth flank damage, erosion of the compound (white) layer was observed first, followed by damage to the tooth flank surface in the similar form of pitting. Compared with the results of the “basic” variant from [6], the test variants 30CrNiMo8 and 31CrMoV9 investigated here suggest a comparable flank load carrying capacity. In contrast, no significant change or damage to the tooth flank surface was detected once the limiting number of load cycles of 30 or 50 million load cycles had been reached in the test runs for variant 32CDV13, even in the range of high nominal contact stress (σH0 = 2050 N/mm2), which is clearly higher as the pitting durabiltiy levels for nitrided gears acc. ISO 6336‑5 [2] and also clearly above the pitting durability of case hardened gears. Based on the available test results, a significantly higher flank load capacity can be estimated for variant 32CDV13. Due to the scope of the test on the flank load carrying capacity, an explicit classification of the results in the strength fields of ISO 6336‑5 [2] was deliberately not done.
5 Summary and conclusions
By nitriding, the load carrying capacity of gears, in particular the tooth flank and tooth root load carrying capacity, can be significantly increased. A good tempering resistance of the material is important for deep nitriding, as tempering effects can occur even below the tempering temperature of the pretempering due to the long treatment times. Good nitriding characteristics are also important in order to achieve treatment durations within the bounds of economic efficiency [9].
The experimental tooth root bending strength numbers determined for the investigated deep nitrided variants 31CrMoV9, 30CrNiMo8 and 32CDV13 were even higher than the strength numbers for the highest material quality grade ME specified in ISO 6336‑5 [2] for nitrided nitriding steels and can be classified in the middle resp. upper range of case hardened gears of comparable sizes. Nevertheless, the results also basically confirm the increased overload sensitivity known from literature [4] of nitrided gears even at increased nitriding depth. Based on the tests carried out on the tooth root load carrying capacity, no significant influence of the compound layer (e.g. thickness) could be derived. In summary, based on the studies conducted here, an increase in NHD leads to an increase in bending strength.
The running tests for the tooth flank carrying capacity indicate significantly different tooth flank carrying capacities of the investigated variants. If the compound layer is damaged or if it is not sufficiently thick, as in case of the variants 31CrMoV9 and 30CrNiMo8, the compound layer is eroded after only a few load cycles and the tooth flank will be damaged even at relatively low nominal contact stresses. In contrast, with a sufficiently thick compound layer without pre-damage (e.g. micropitting), as in case of the variant 32CDV13, flank load carrying capacities, that exceed the material specifications for nitrided nitriding steels according to ISO 6336-5 [2] can be expected. The variant 32CDV13 can be classified in the range of resp. above common material strength numbers for case hardened gears. Summarizing, it can be concluded that as long as the compound layer stays intact, a high flank load carrying capacity can be estimated. If the compound layer is damaged or starts to delaminate, a significantly reduced flank load carrying capacity can be observed.
To summarize:
It can be stated that, as also shown by the test results from [4], an intact compound layer positively affects the tooth flank load carrying capacity. In the event of damage to the compound layer, however, a strong decrease in the flank carrying capacity can be expected.
6 Outlook
Based on the promising results of the test variant 32CDV13, further experimental investigations are currently being carried out for statistically validated statements regarding the expected tooth root, and especially tooth flank carrying capacity, as part of the follow-up project FVA 615 III [19]. In addition, a further study on the influence of the compound layer during deep nitriding is currently in progress. For this purpose, investigations are being carried out on the load carrying capacity of deep nitrided gears in which the compound layer is ground off before use (which is standard practice in many companies today for conventional nitriding), and on gears with thick, compact compound layers, as in the case of the 32CDV13. The base material also has a significant influence on deep nitriding, since a high tempering resistance is essential for both the hardness in the core and in the nitrided layer during the long nitriding times. Therefore, investigations of alternative high-temperature materials with regard to their suitability for deep nitriding are currently ongoing.
References
Dobler F, Nadolski D, Tobie T, Steinbacher M, Stahl K, Hoffmann F (2016) Influence of hardening pattern, base material and residual stress condition on the tooth root bending strength of induction hardened gears. In: Proceedings of the International Conference on Power Transmissions 2016 (ICPT 2016), pp 287–294
ISO 6336-5:2016(E): Calculation of load capacity of spur and helical gears—Part 5: Strength and quality of materials
Zornek B (2018) Untersuchungen zur Flankentragfähigkeit vergüteter und nitrierter Innen- und Außenverzahnungen [Investigations into the flank load carrying capacity of through hardened and nitrided internal and external gears]. Dissertation, Technical University of Munich
Bretl N, Schurer S, Tobie T, Stahl K, Höhn B‑R (2012) Nitrieren II [Nitriding II]. Research project no. 386 II, final report. FVA journal, vol 1025. Forschungsvereinigung Antriebstechnik e. V. (FVA), Frankfurt a.M.
Geitner M, Zornek B, Tobie T, Stahl K (2021) Investigations on the micro-pitting and wear behavior of nitrided internal gears. IOP Conf Ser Mater Sci Eng 1097(1):12005
Günther D, Pouteau P, Bruckmeier S, Hoffmann F, Tobie T, Mayr P, Zoch H‑W, Höhn B‑R (2005) Nitrierte Zahnräder [Nitrided gears]. Research project no. 386, final report. FVA journal, vol 777. Forschungsvereinigung Antriebstechnik e. V. (FVA), Frankfurt a.M.
Hoja S, Hoffmann F, Zoch H‑W, Schurer S, Tobie T, Stahl K (2015) Entwicklung von Prozessen zum Tiefnitrieren von Zahnrädern [Design of deep nitriding treatments for gears]. HTM 70(6):276–285
Hoja S, Schurer S, Hoffmann F, Tobie T, Zoch H‑W, Stahl K (2015) Tiefnitrieren [Deep nitriding]. Forschungsvereinigung Antriebstechnik e. V. (FVA), Frankfurt a.M.
Hoja S, Hoffmann F, Steinbacher M, Zoch H‑W (2018) Investigation of the tempering effect during nitriding. HTM 73(6):335–343
Sitzmann A, Tobie T, Stahl K, Schurer S (2019) 08182019: Influence of the case properties after nitriding on the load carrying capacity of highly loaded gears. In: 2019 International Power Transmission and Gearing Conference, American Society of Mechanical Engineers, vol 10
Matt P, Tobie T (2012) Empfehlungen zur Vereinheitlichung von Tragfähigkeitsversuchen an vergüteten und gehärteten Zylinderrädern [Recommendations for the standardisation of load capacity tests on hardened and tempered cylindrical gears. Forschungsvereinigung Antriebstechnik e. V. (FVA), Frankfurt a.M. (Research project no. 563 I, FVA guideline)
König J, Felbermaier M, Tobie T, Stahl K (2017) Tribologische Einflussfaktoren auf die Entstehung von Graufleckigkeit an einsatzgehärteten Zahnrädern [Influencing factors on the formation of micropitting on case-hardened gears]. Tribol Schmierungstech 64(2):21–27
König J, Tobie T, Stahl K (2018) Nitriding of heavily loaded gears—Potentials and challenges. In: European Conference on Heat Treatment—Nitriding and Nitrocarburising, Bremen, pp 40–45
DIN EN ISO 683-2:2018: Für eine Wärmebehandlung bestimmte Stähle, legierte Stähle und Automatenstähle – Teil 2: Legierte Vergütungsstähle [Heat-treatable steels, alloy steels and free-cutting steels—Part 2: Alloyed quenched and tempered steels]
DIN EN ISO 683-5:2017: Für eine Wärmebehandlung bestimmte Stähle, legierte Stähle und Automatenstähle – Teil 5: Nitrierstähle [Heat-treatable steels, alloy steels and free-cutting steels—Part 5: Nitriding steels]
DIN 3962:1978-08: Toleranzen für Stirnradverzahnungen [Tolerances for spur gears]
DIN EN ISO 11562:1998-09: Oberflächenbeschaffenheit: Tastschnittverfahren – Meßtechnische Eigenschaften von phasenkorrekten Filtern [Surface finish: Contact scanning method—Measuring properties of phase-corrected filters]
Laukotka EM (2007) Referenzölkatalog. Forschungsvereinigung Antriebstechnik e. V. (FVA), Frankfurt a.M.
Hoja S, Sitzmann A, Steinbacher M, Tobie T, Fechte-Heinen R, Stahl K (2021) Tiefnitrieren III [Deep nitriding III]. Research project no. 615 III, interim report. Forschungsvereinigung Antriebstechnik e. V. (FVA), Frankfurt a.M.
DIN EN ISO 14577-1: Instrumentierte Eindringprüfung zur Bestimmung der Härte und anderer Werkstoffparameter – Teil 1 Prüfverfahren [Instrumented hardness determination of hardness and other material parameters—Part 1 Test method]
Acknowledgements
This research work was funded equally by the “Arbeitsgemeinschaft industrieller Forschungsvereinigungen e. V. (AiF)”, the German Federal Ministry of Economics and Technology (BMWi, IGF no. 17321 N) and the “Forschungsvereinigung Antriebstechnik e. V. (FVA)”. The results shown in this work were taken from the research project FVA 615 II “Tiefnitrieren” [8].

Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Stefan Schurer: former member of Gear Research Centre (FZG).
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sitzmann, A., Hoja, S., Schurer, S. et al. Deep nitriding—contact and bending strength of gears with increased nitriding hardening depth. Forsch Ingenieurwes 86, 649–659 (2022). https://doi.org/10.1007/s10010-021-00502-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10010-021-00502-w