
Abstract
The manufacturing of double curved surfaces in architecture is a time consuming and laborious process. There are many ways to fabricate double curved surfaces, however, most of these approaches require special molds, which is expensive for individual production. To create freeform surfaces from planar sheet materials, several design-to-fabrication strategies based on bending and forming processes have been developed in the past few years. Such strategies are based on certain mechanical or geometrical properties of the material, such as elasticity or thickness. In this research we focus on investigating design for the purpose of manufacturing double curved architectural panels, based on geometry and material processing. We propose a cost-efficient design-to-fabrication approach based on kerf bending, a manufacturing strategy which bends materials using a series of cuts called ‘kerfs’, to form planar sheet materials, often used in standard construction. Planar sheet materials, such as wood based or gypsum boards which can be applied in such a fabrication strategy, are widely used for interior wall finishing. For testing and evaluating this approach a full scale double curved panel is fabricated.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Along with the development of new algorithm-based strategies, design optimization, geometry processing and fabrication strategies have became an important research area in architecture. Manufacturing double curved panels for façade or interior finishing is a time consuming and laborious task. Furthermore, while surface discretization to planar panels may provide cost efficient results, curved panels might be more desirable from the aesthetic point of view.
The construction methods for creating double curved panels are reliant on a combination of specific material properties and various bending strategies for modifying planar sheet materials. In that sense, recent advances in architectural geometry, including solutions for the segmentation of freeform surfaces into single-curved panels (Pottmann et al. 2008; Eigensatz et al. 2010a, b), serve as a precedent for cost efficient manufacturing of double curved panels in architecture. The design-to-fabrication approach based on using developable strips, is an important design and research topic in contemporary architecture. Research in this area has been focused on geometric modeling using developable strips and planar quads (Gonzalez-Quintial et al. 2015; Tang et al. 2016a, b) and on material properties and efficient ways of manufacturing and assembling such structures (Kilian 2003). However, in order to achieve the desired spatial curvature of thin planar sheet materials with elastic properties, it is possible to subdivide a double-curved surface into developable strips, like in the case of the Investcorp Building at Oxford University by Zaha Hadid Architects (2018). Due to material properties, thin steel strips are easy to bend, following the shape of the substructure. While this problem could be easily solved with such thin metal sheets, wood-based boards or gypsum boards require different manufacturing strategies to achieve bending.
Several established strategies for bending thick sheet materials include wet, steam, vacuum and kerf bending. Due to the flexibility for bending and the design possibility, we focus our research on the investigation of a novel workflow based on kerf bending strategy for creating double curved surfaces. The main advantage of such an approach is that production of specialized molds, which is common in the other previously mentioned approaches, is avoided.
Kerf bending is the simplest and quickest method for bending materials. It is based on creating a series of cuts (kerfs) in close proximity in order to weaken the material in places and make it flexible. Kerf, as a method of cutting sheet materials, is widespread and well-known in everyday workshop situations. Notching of even thick materials in two perpendicular directions allows their spatial deformations in all directions, but such flexible material cannot be used for any predefined forms (D’Acunto and Kotnik 2013). When the material is completely cut, as it is the case in Dukta products, kerfing allows more flexibility in bending, but a smooth surface finish cannot be achieved (Dukta flexible wood products 2018). If the notches in the material are not set in parallel, but in the direction of the generatrices of a developable surface, a change in the direction of bending the material can be achieved (Hoffer et al. 2012). While a kerfing approach proposed by Menges and Schindler can be adapted to a given form (Menges 2011; Schindler 2008; Schindler and Espinosa 2011)—providing the depth of cut, its length, frequency and orientation as parameters for material and information processing—these approaches may only consider design applications based on developable surfaces and optimization in a production process based on surface curvature.
Past research into common kerf bending strategies has found that cutting the material provides additional flexibility for bending and adapting to the given shape. However, the disadvantage of this approach, as illustrated by the related examples and research, is that their use is applicable only to specific types of problems and shapes. Differences between previously analyzed kerf bending strategies, including the one presented in the paper, is presented in Table 1.
The aim of this paper is to show the potential of using standard wood-based planar sheet materials to form continuous double-curved surfaces in interior and exterior architectural spaces. This approach has many advantages including flat packing of elements used in the production of complex curved forms and substructure that can be also flat packed and manufactured from board materials. The proposed fabrication approach is based on a 2D tool path system for a 3-axis CNC milling machine; an approach which increases cost efficiency. In addition, it doesn’t require the costly production of molds for bending, which adds to the sustainability of the proposed approach.
Methods
The proposed fabrication strategy for double curved panels is based on converting a double curved surface into a set of developable strips. A semi-discrete surface that consists of a set of developable strips can provide a link between continuous and discrete surfaces necessary for a smooth visual appearance and efficient manufacturing (Pottmann et al. 2008). Material fabrication tests with different kerfing parameters (including frequency, depth, width and type of drill bit) for the selected type of board are provided in order to identify optimal values for bending and creating a smooth appearance of the resulting surface. Results from such material testing can provide necessary data for kerf distribution and optimization for manufacturing developable strips. The radius of curvature directly affects kerf depth, frequency and direction, for each type of wood-based material. In this work we constrained our research to 4 mm thick MDF (medium-density fiberboard) to create a set of developable ribbons. The manufacturing and assembly process of the approach are tested and presented in this paper.
Generation of Developable Strips from a Given Surface
The approximation of a freeform surface using developable strips was based on creating a set of corresponding edge curves. Various methods for the creation of a set of edge curves can be used according to design criteria such as surface smoothness and texture alignment. Along with this design criteria, the constructability of structures and a fabrication aware design process (Pottmann 2013; Schling et al. 2018), may provide additional set of constraints such as panel alignment, assembly and fixing to a substructure that can be used for edge curves and surface strip generation. According to the previously mentioned design and fabrication criteria, three different approaches for generating developable strips were used in this paper and three types of curves: principal curvature lines, geodesic lines and planar curves. Design and analysis of the aforementioned approaches are shown on a digital test model of a freeform surface (Fig. 1a) which is discretized into developable strips of similar width in all approaches.

Design strategies to generate developable strips from a given surface: a input surface; b principal curvature network; c evenly distanced curvature network based on principal curvature analysis; d semi-discretized surface with developable strips based on principal curvature lines; e geodesic-controlled developable strips; f developable strips based on planar curves
Principal curvature lines are widely used for generating edge curves of developable strips with the rulings placed in the direction of smaller principal curves. Additionally, curvature analysis based on the distribution of the principal curvature network is important in order to determine the orientation of edge curves for any kind of developable strip generation (Fig. 1b). Generating offset curves based exclusively on principal curvature lines might be a difficult task, due to the high number of umbilics or the complex topology of surfaces, where design optimization is necessary (Fig. 1c). In addition, due to the surface curvature strip, shapes of the developed strips can vary causing a large amount of material waste as well as difficulties in fixing elements to the substructure (Fig. 1d).
Geodesics are the straightest and locally the shortest curves on surfaces. Due to their straight developmental property, geodesic strips are suitable for architectural design when alignment of panels is the most important consideration (for example, wood grain texture direction). Additionally, geodesic strips provide minimal waste material compared to the two other analyzed approaches. However, developable strips based on geodesics may produce uneven width of the developed strip, affecting the appearance of smoothness and constructability (Fig. 1e). Proper orientation and distribution of geodesics, along with a width-bounded surface tiling algorithm (Kahlert et al. 2011) may reduce such deficiencies.
Planar curves on a given surface can be generated from the intersection of the surface and the intersecting plane. Utilizing planar curves to generate a set of edge curves for lofting developable strips can provide an easy way to achieve a distribution of strips with even width (Fig. 1f) that corresponds with the underlying rib substructure. On the other hand, surface shape and curvature may exacerbate limitations in the design process as well as affect the orientation of intersecting planes.
For the fabrication of prototypes, we further investigated an approach based on a planar set of curves. Such an approach adds to the cost effectiveness due to the fact that strips generated from planar curves can be supported with a substructure of parallel ribs. To generate developable strips from edge curves we used Evolute D. Loft, a plugin for Rhinoceros 3D, which enables the creation of developable strips from any pair of 3d curves, within a given tolerance of developability and maximum allowed distance to the input curves.
The approach for manufacturing double curved architectural panels is shown in this paper though the fabrication of one representative prototype. This prototype, a wall panel, was divided into 8 smaller square shaped panels providing for an easier manufacturing and assembly process (Fig. 2a). The largest distance between minimum and maximum height points on the wall was 180 mm.

a Reference double curved surface and b surface discretization with the developable strips
The first step in this process was the division of the double curved surface into an optimal number of single curved strips for each panel, which can be then further discretized into developable surfaces. The orientation of the strips was defined in relation to the degree of curvature in the surfaces to be divided, with regard to the substructure. Since the substructure has parallel ribs, the subdivision process includes a sectioning approach for the initial surface with the same width parameters as the underlying substructure. We generated surface strips in this fashion. The distance between the curves used to generate developable strips was set to 140 mm in the area of small surface curvature and 70 mm where surface curvature was higher, producing a smoother appearance and a better approximation of the given double curved surface. In the next step, developable surfaces that approximate the geometry of surface strips are generated (Fig. 2b). Discretization is realized with a defined tolerance of 0.01 mm, providing that the original section curves are within a very small proximity to directrix curves for the generation of developable strips.
Generation of Lines for Kerfing
Many commercial products based on wood or gypsum boards with kerfs have been marketed (V-cut flexiboard 2018; Glunz Topan Form 2018), which enable a very small bending radius. However, such products are not suitable for tailored architecture with freeform geometric surfaces. The proposed design-to-fabrication method in this paper requires automatic generation of rulings based on previously designed developable strips. Additionally, frequency and depth of kerfs may vary according to the properties of the material and board thickness. In this research we create several test designs based on a 4 mm MDF board.
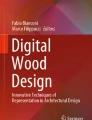
The first step in this process is the analysis of the direction of ruling and radius of surface curvature in order to define lines for the kerfing process. Although, the analytical relation between the minimal radius for cold bending wood-based products with (Schindler 2008) or without kerfs (Stevens and Turner 1970; Taylor 2001) are studied, additional tests were performed in this research to examine the flexibility and appearance of smoothness for the chosen material. These tests were made with a 4 mm MDF board in order to find the relationship between a smooth appearance of material surface, kerf depth and frequency. In this way, the flexibility in the material is provided only by the cutting process, without additional manufacturing techniques, such as thermal or chemical processing. The first design mock-ups were realized with parallel kerfs for a cylindrical surface with a variable degree of surface curvature. Initial testing with bending the material showed that the optimal distance between two kerfs varies depending on the material properties and thickness. As in Fig. 3, for a smaller radius of curvature, smooth surface appearance can be achieved only with dense frequency of kerfs (Fig. 3c).

Bending mock-ups showing the relationship between smoothness of the surface and faceted appearance based on kerf proximity and radius curvature: a kerf distance 15 mm; b kerf distance 10 mm; c kerf distance 5 mm
The relationship between kerf distances and curvature radius for the 4 mm MDF board used for the model presented in this work is provided in Table 2. A flat router with a 3 mm diameter bit was used for kerfing 3 mm depth slots.
Results from the mock-ups with a cylindrical surface have been used as a base for generating the ruling lines for developable strips. The ruling lines within a distance equal or smaller than 5 mm are generated for each developable strip. Unlike the cylindrical surface used in the mock-up, rulings of the developable strips generated from the reference model are not parallel. The radius of surface curvature at the edge of the osculating cone have different values. For this reason, the radius of osculating circles is measured for both edge ruling curves and the lower value is chosen for the process of evaluation to determine the distance between kerfs. As a result of developing this mock-up (Fig. 3), we found the radius of the curvature is within the recommended range and provided a smooth appearance of the surface after the bending process. Given the optimal range for radius curvature shown in Table 2, cull rulings were used from the list that provided proximity between kerfs (Fig. 4a, b). The remaining rulings were extracted for the unrolling process along with developable strips (Fig. 4c).

Color coded rulings for kerfing. Ruling colors show range of the radius of the surface curvature: a perspective view of rulings for sample panel; b unrolled developable strips of the sample panels with the color coded rulings; c extracted rulings within proximity presented in Table 2 (color figure online)
Manufacturing and Assembly
The previously described approach was used for manufacturing a full scale prototype with a size 2800 mm × 1400 mm with a 4 mm thick MDF board and a 3 mm kerf depth. Developable strips with extracted generators as lines were unrolled onto the horizontal plane to prepare the toolpath for CNC machining. Along with unrolling the process, an automatic creation of tags was used, improving the efficiency of the assembly process. During the production of the curved wall, substructure ribs were also created. The substructure ribs were used for the bending process. Strips were fixed to the substructure with nails providing shear connection. Strip edges that were facing the same way were fixed with glue. The need for mold production, which is common in the production of curved panels was avoided, a factor which decreased the time taken and costs of production.
After composing the surface from a number of assembled strips, final treatment may be needed, depending on the design requirements. For this presented project the surface was reinforced with glass fibers and coated for the dyeing process. The final manufactured and coated wall prototype is presented in Fig. 5. Each production phase—cutting and kerfing strips, cutting and assembly of rib substructure, fixing strips to substructure and coating and dyeing—required approximately 2 days in the process of manufacturing the full scale prototype.

a Final coated and dyed wall prototype, b back side of the wall panel with kerfs
Conclusions
In this research we presented a low-cost production system for the manufacture of double curved surface paneling of architectural elements based on kerf bending of wood-based boards. By dividing double curved surfaces into developable strips and their construction with standard planar sheet materials, which are commonly used in architecture, it is possible to speed up and simplify the construction process. The material tests indicate that the kerfs which follow the rulings of the set of developable surfaces can ease the bending and alignment with the supporting structure. In many cases the proposed cost-efficient method can replace the demanding and expensive process of casting freeform shapes, or carving with a CNC milling machine, to achieve similar visual results. Additionally, avoiding the production of molds decreases material waste and adds to the sustainability of the proposed method.
In this research we focused on using a single thickness MDF board. Future research will be directed toward experiments with various thicknesses and different types of materials for the kerf bending process. Thicker materials may provide different results due to different toughness and strength values. Exploration of this manufacturing strategy on surfaces with a higher genus is one of the possibilities for further research, since a more complex network of curves may be required in order to generate developable strips on such a model.
References
D’Acunto, Pierluigi and Toni Kotnik. 2013. AA/ETH-Pavilion. In: Proceedings of the TENSINET Symposium 2013 (Istanbul), ed. H. Bögner-Balz, M. Mollaert and E. Pusat 99-108. http://www.schwartz.arch.ethz.ch/Publikationen/Dokumente/tensinet1.pdf Accessed 18 April 2018.
Dukta, nd. Flexible wood products, http://www.schwartz.arch.ethz.ch/Publikationen/Dokumente/tensinet1.pdf Accessed 18 April 2018.
Eigensatz, Michael., Martin Kilian, Alexander Schiftner, Niloy J. Mitra, Helmut Pottmann and Mark Pauly. 2010a. Paneling architectural freeform surfaces. ACM Transactions on Graphics. 29 (4): 45:1–45:10 https://doi.org/10.1145/1778765.1778782
Eigensatz, Michael., Mario Deuss, Alexander Schiftner, Martin Kilian, Niloy J. Mitra, Helmut Pottmann, and Mark Pauly. 2010b. Case Studies in Cost-Optimized Paneling of Architectural Freeform Surfaces In: Advances in Architectural Geometry, eds. C. Ceccato, L. Hesselgren, M. Pauly, H. Pottmann and J. Wallner, 49–72. Vienna: Springer.
Glunz, nd. Topan Form https://www.stylepark.com/en/glunz/topan-mdf-form. Accessed 8 May 2018.
Gonzalez-Quintial, Francisco., Javier Barrallo and Ana Artiz-Elkarte. 2015. Freeform surfaces adaptation using developable strips and planar quadrilateral facets. Journal of Facade Design and Engineering. 3(1): 59–70 https://doi.org/10.3233/fde-150033
Hoffer, Brian., Gabriel Kahan, Tyler Crain and Dave Miranowski. 2012. Kerf Pavilion, Massachusetts Institute of Technology, Cambridge. https://architecture.mit.edu/architecture-and-urbanism/project/kerf-pavilion Accessed 18 April 2018.
Kahlert, Joe., Matt Olson and Hao Zhang. 2011. Width-bounded geodesic strips for surface tiling. The Visual Computer. 27(1): 45–56 https://doi.org/10.1007/s00371-010-0513-3
Kilian, Axel. 2003. Fabrication of Partially Double-Curved Surfaces out of Flat Sheet Material through a 3D Puzzle Approach. In: Proceedings of Association for Computer Aided Design in Architecture, (Indianopolis, Indiana), 75–83.
Menges, Achim. 2011. Integrative Design Computation: Integrating Material Behaviour and Robotic Manufacturing Processes in Computational Design for Performative Wood Constructions. In: Proceedings of Association for Computer Aided Design in Architecture 2011 (Los Angeles), 72–81.
Pottmann, Helmut. 2013. Architectural geometry and fabrication-aware design. Nexus Network Journal. 15(2): 195–208 https://doi.org/10.1007/s00004-013-0149-5
Pottmann, Helmut, Alexander Schiftner, Pengbo Bo, Heinz Schmiedhofer, Wenping Wang, Niccolo Baldassini and Johannes Wallner. 2008. Freeform surfaces from single curved panels, ACM Transactions on Graphics. 27(3): 76:1–76:10 https://doi.org/10.1145/1360612.1360675
Schindler, Christoph, and Margarita Salmerón Espinosa. 2011. ZipShape Mouldless Bending II A Shift from Geometry to Experience. In: 29th eCAADe Conference Proceedings. (Ljubljana), 477–484.
Schindler, Christoph. 2008. ZipShape – A Computer-Aided Fabrication Method for Bending Panels without Molds’. In: Proceedings of the eCAADe Conference. (Antwerp, Belgium), 795–802.
Schling, Eike, Denis Hitrec and Rainer Barthel. 2018. Designing Grid Structures Using Asymptotic Curve Networks. In: Humanizing Digital Reality, eds. De Rycke K., Gengnagel, C., Baverel, O., Burry, J., Mueller, C., Nguyen, M.M., Rahm, P., Thomsen, M.R. 125–140. Singapore: Springer.
Stevens, William Cornwall and Norman Turner. 1970. Wood Bending Handbook. London: Ministry of Technology, Her Majesty’s Stationary Office.
Tang, Chengcheng, Pengbo Bo, Johannes Wallner and Helmut Pottmann. 2016a. Interactive design of developable surfaces. ACM Transactions on Graphics. 35(2): 12:1–12:12 https://doi.org/10.1145/2832906
Tang, Chengcheng, Martin Kilian, Pengbo Bo, Johannes Wallner, and Helmut Pottmann. 2016b. Analysis and design of curved support structures. In: Proceedings of the Advances in Architectural Geometry Conference(Zürich): 8–23. https://doi.org/10.3218/3778-4_4
Taylor, Zachary. 2001. Wood Bender’s Handbook. Sterling, New York: Guild of Master Craftsmen.
V-cut flexiboard, https://vcut.co.uk/ Accessed 8 May 2018.
Zaha-hadid.com 2018. Investcorp Building - Architecture - Zaha Hadid Architects. [online] http://www.zaha-hadid.com/architecture/middle-east-centre-st-antonys-%20college/. Accessed 11 September 2018.
Acknowledgements
This research was supported by the Serbian Ministry of Education and Science (Project no. TR36042). The authors would like to thank Andrijana Kovačević, Andrija Mihelčić and Katarina Spasić for the engagement in the fabrication process.
Author information
Authors and Affiliations
Corresponding author
About this article

Cite this article
Mitov, D., Tepavčević, B., Stojaković, V. et al. Kerf Bending Strategy for Thick Planar Sheet Materials. Nexus Netw J 21, 149–160 (2019). https://doi.org/10.1007/s00004-018-0415-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00004-018-0415-7