
Abstract
Material extrusion-based additive manufacturing (MEX-AM) processes have enabled the fabrication of multi-material structures. Commercially available 3D printers already consist of more than two extruders to print structures with different materials. However, the fabrication of structures with both actuation and sensing (ActSense), in one single process by MEX-AM has been scarcely explored. In this work, we use a multi-material extrusion-based additive manufacturing process to couple magnetic actuation and strain-sensing into one additively manufactured structure. The ActSense multi-functional structure was achieved with a composite based on styrenic block copolymer type thermoplastic elastomer (TPE), soft ferromagnetic and carbon black filler particles. For comparison, elastomeric structures were printed with a composite comprising TPE and soft ferromagnetic filler particles only. In order to achieve improved efficiency, 30 vol% of carbonyl iron particles (CIP) were mixed with the elastomeric matrix. Owing to the fact that CIP and carbon black filler have different densities and a conductive network must be achieved, 15 vol% of each CIP and carbon filler was added to realize the ActSense composites. Morphing membranes with an elastomeric substrate and integrated ActSense elements were analyzed with an additively manufactured custom test setup based on a laser displacement sensor and an electromagnet. With the customized test setup a magnetic field was applied from underneath, and the deformation of the soft structure was analyzed by the laser. Due to the low deformation range, the change in resistance was small, and a diminished piezoresistive behavior of the self-sensing, magnetic composites was obtained. Thereby, to detect the small deformation, a piezoresistive sensing element was extruded separately on top of the magnetoactive part. With this approach, a change in relative resistance at low deformation could be successfully determined. As established by the results, the customized electromagnet-laser sensor setup is an interesting tool for the investigation of soft magnetic materials and structures for shape morphing structures.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
- Multi-material additive manufacturing
- Shape-morphing
- Magnetoactive
- Magnetoresistive
- Actuation
- Strain sensing
1 Introduction
Advancement in the field of magnetoactive soft materials (MSMs) has marked the start of an era of shape-morphing magnetoactive structures. These kinds of structures are able to reversibly change their shape under the application of an external magnetic field [1,2,3,4,5,6,7]. MSMs can comprise elastomers [4, 8, 9], hydrogels [10] as well as shape-memory polymers [1,2,3]. In addition to the shape-morphing ability, the MSM structures are interesting for shape translation and locomotion [3, 4, 6, 11]. Owing to these characteristics, such structures can be used for various soft robotic applications as sensors and actuators [6, 12,13,14,15] and in biomedical fields such as drug delivery [11], tissue scaffolds [1] and minimally invasive procedures [16].
In combination with conductive filler particles hybrid MSMs have been developed by embedding magnetic and carbon fillers like carbon black [17, 18], graphene [19, 20] and carbon nanotubes [21] into the elastomeric matrix. A combination of magnetic filler particles and conductive carbon fillers can induce both magnetoactive and piezoresistive behavior in the composite. This kind of composite can both actuate in presence of a magnetic field and sense the deformation with the change in electrical resistance, resulting in magnetoresistive sensors [22–24]. Thereby, they can be a potential candidate for structures with integrated actuator and sensor elements (ActSense structures). Li et al., demonstrated that the relative electrical resistance of a magnetorheological bearing based on CIP and carbon nanotubes changed by approximately 28–56% under an external magnetic field and mechanical load [21]. Ghafoorianfar et al., developed a wireless magnetoresistive sensor, solely based on conductive CIP, and the sensors demonstrated a significant change in electrical resistance when exposed to compressive strain [25].
Although hybrid filler-based magnetoactive soft composites show improved traits and multi-functionality, an increase in filler content can lead to a loss of compliance in these soft materials [26, 27]. Conventional fabrication techniques like molding and casting are time-consuming and limit the design freedom to develop magnetoresistive structures [4, 23]. To combine lower structural stiffness and high magnetoactive performance, soft structures with magnetoresistive elements are required which can be achieved using multi-material additive manufacturing methods like direct ink writing [28–30] or fused deposition modeling [31–33]. It is noteworthy that based on the recent ASTM norm, the term material extrusion-based additive manufacturing (MEX-AM) is presently used [34]. Bastola et al. successfully developed patterned magnetorheological elastomers by encapsulating magnetorheological fluids with an elastomer by direct-ink writing [35, 36]. Using two different magnetic inks Ma et al., have developed magnetomotive, shape-morphing structures with tunable mechanical properties [3]. However, this method holds certain limitations in comparison to fused deposition modeling (FDM) in terms of post-processing and lower resolution. Thermoplastic MEX-AM has been recently used by Costi et al., to develop magnetoresistive solid structures for investigation of the magnetoresistive properties [37]. However, the printing of structures with both magnetoactive and piezoresistive elements has not been explored with FDM before.
This work demonstrates the development of soft magnetoactive materials with self-sensing properties to be able to measure the deformation of morphing structures under an applying magnetic field. For the fabrication of the morphing membrane structures, thermoplastic multi-material extrusion-based additive manufacturing (MEX-AM) was investigated. To achieve the soft, morphing structure, magneto-active and -resistive elements were printed on a pure thermoplastic elastomeric substrate. Additionally, a piezoresistive element was extruded on top of the magnetoactive part to measure the deformation caused by applying a magnetic field. Owing to the low Shore hardness of the thermoplastic elastomer matrix, the magnetoactive, magnetoresistive and piezoresistive composites, multi-pellet-extruder printer was employed. The structures with integrated actuator and sensor elements (ActSense) were investigated by a custom-built 3D printed testing device consisting of an electromagnet and a laser to measure the deformation of the structure. Finally, the laser output and resistivity signal of the ActSense structure were investigated to define future research activities.
2 Materials and Methods
2.1 Thermoplastic Elastomer Substrate
To fabricate the soft elastomeric substrate, styrene-ethylene-butadiene-styrene (SEBS) based thermoplastic elastomer (TF2 CGT, Kraiburg TPE, Waldkraiburg, Germany) with Shore hardness 18A and density 0.88 g/cm3 was used. This material comprises SEBS, polypropylene (PP), fillers and stabilizers mixed in a certain ratio giving it both thermoplastic and elastomeric characteristics.
2.2 Magnetoactive Composite
For the magnetoactive composite, a styrene-ethylene-butadiene-styrene (SEBS) based thermoplastic elastomer (Mediprene 500120M, Hexpol, Malmö, Sweden) with Shore hardness 12 A and density 0.89 g/cm3 was mixed with two types of carbonyl iron powder, namely CC-grade (coated with SiO2) and HS-grade (uncoated) (BASF, Ludwigshafen, Germany) with a density of 7.89 g/cm3 and 7.73 g/cm3, respectively. The carbonyl iron powder (CIP) had an average particle size (d50) of 4.7 μm for CC and 1.9 μm for HS.
The compounding process involved the use of a torque rheometer, HAAKE Polylab Rheomix 600 (Thermofisher, Karlsruhe, Germany). Initially, the elastomer SEBS was added to the rheometer and heated to 180 ℃. After the polymer is molten, 30 vol% of CIP was added in regular intervals of 15 min to achieve the respective composites. For the compounding process, a speed of 30 rpm was maintained for the entire duration of mixing. Using a capillary rheometer RH7 (NETZSCH, Selb, Germany), magnetoactive filaments of 1.75 mm diameter were extruded at 180 ℃ and a speed of 20 mm/min. Finally, the filaments were then pelletized manually.
The process has been described in more detail by Mondal et al., [38].
2.3 Magnetoresistive Composite
To achieve magnetoresistive composite, conductive carbon black filler (Ensaco 260, Imerys, Paris, France) with an average particle size (d50) less than 100 nm was added. The magnetoresistive composite comprised 15 vol% of CIP and 15 vol% carbon black (CB). Similar to the magnetoactive composites, CC-grade and HS-grade CIP were used for the magnetoresistive composites. The compounding, filament extrusion and pelletizing were done as described for the magnetoactive composite, but extrusion speed was changed to 5 mm/min for both composites.
2.4 Piezoresistive Strain Sensor
The piezoresistive composite (SEBS-CB) was fabricated using the same elastomeric matrix and 40 wt% (23.5 vol%) carbon black. The compounding, filament extrusion and pelletizing were done in accordance with the procedure reported by Mattman et al., for strain sensors for textiles [39].
2.5 MEX-AM of Magnetoactive and Magnetoresistive Structures
A customized desktop multi-extruder printer, developed together with Soft Robotics Lab, ETH Zürich, was used for printing the soft elastomeric substrates with magnetoactive, magnetoresistive and piezoresistive elements. To investigate magnetoactive and strain-sensing behavior two designs were used as shown in Fig. 1a and c.

a and c) 3D model of the samples with two designs, namely line and line with a dot on the center of the membrane; b and d) view of the sliced version of the 3D model; e) side view of the 3D model highlighting the heights
For the first design, a center line of magnetoactive material was printed on top of a soft TPS membrane. For the second design, a combination of the center line and dot in the center of the membrane was selected. Additionally, for the SEBS-CIP_HS line sample, a piezoresistive strain-sensing element from SEBS-CB was printed on top of the center line with the aid of multi-material extrusion. To be able to measure the resistive signal during membrane deformation a centre line was integrated across the edge of the membrane. A second design with a dot at the center was used to achieve higher deformation at the same applied magnetic field (Fig. 1c and d). The elastomeric substrate was ø74 × 1 mm in dimension. The overall dimension of the magnetoactive or the magnetoresistive element was ø66 × 1.2 mm. The center line was set constant at 2 × 66 × 1.2 mm and the dot was 10 mm in diameter. PrusaSlicer was used to generate the different G-codes for additive manufacturing which were then loaded to the web control of the 3D printer. A representation of the slicing of the two different samples is shown in Fig. 1b and d.
As the 3D printer, being discussed, had only two pellet extruders, the piezoresistive sensing element was extruded on top of the sample in a separate printing process after the printing of the magnetoactive structure was completed.
2.6 Optical Microscopy Analysis
In order to investigate the structure of the ActSense element in different samples based on different composite, cross sections of the functional ActSense part were observed under the optical microscope (ZEISS SteREO Discovery.V20, Carl Zeiss Microscopy GmbH, Germany). The sample was cut across the center line to determine the layer height and the height of both the elastomeric substrate and functional part (ActSense).
2.7 Electromagnet Test Setup
The custom-made electromagnet test setup comprised a laser displacement sensor (Baumer Electric AG, Frauenfeld, Switzerland), a 15 mH electromagnet coil (Visaton, Haan, Germany), Arduino microcontroller, Adafruit MCP4725 Breakout Board - 12-Bit DAC (Adafruit Industries, New York, United States), Keithley Data Acquisition system (Keithley Instruments, Ohio, USA) and an amplifier (Toellner GmbH, Herdecke, Germany) to amplify the voltage applied to the electromagnet.
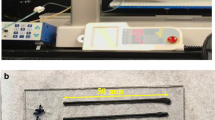
The various parts of the assembly as shown in Fig. 2, were developed using the filament extruder of the same custom-built printer with PLA (Spectrum Filaments, Pęcice Małe, Poland).
In order to investigate the magnetoactive and the magnetoresistive performance of the structures, a magnetic field was applied as a sine wave response of a voltage with 0.5 Hz frequency. Varying voltages from 1.5, 2, 2.5 and 3 V were set and amplified by the TOELLNER amplifier. The corresponding voltages applied to the electromagnet in order to achieve different deformations were 6, 8, 10 and 12 V, i.e. 4 times the set value of the Arduino controller. The printed magnetoactive structures were attracted by the magnetic field, resulting in their deformation. This deformation was measured with a laser displacement sensor.

a) Custom-built electromagnet-laser setup by additive manufacturing to investigate morphing behavior of soft membranes under an applied magnetic field. The setup consists of electromagnet housing and a laser displacement sensor. b) Schematic setup with different components to deform the morphing structure under an external magnetic field and to measure the deformation.
3 Results and Discussion
3.1 MEX-AM of the Multi-material Morphing Membrane
The printing parameters for different composites used in this study are listed in Table 1. Furthermore, the torque recorded during the compounding process and the Shore hardness has also been highlighted in the table. For better understanding, the different composites are named based on the type of CIP used.
Looking at the torque and Shore A hardness from Table 1, it is observed that a direct correlation can be drawn between them. The magnetoactive composites with 30 vol % CIP-CC and CIP_HS have a lower torque value in comparison to the magnetoresistive ones with 15 vol % of CB and 15 vol % of the same magnetic filler particles. This can be explained by the particle size of the CIP and CB. The particle size of the two CIP fillers has been reported by Tagliabue et al. [40]. The two CIP have a similar particle size and this results in a similar torque value at the end of the mixing whereas, the mean particle size for CB is significantly lower (<100 nm) and therefore the torque increases.
Lower particle size results in a higher surface area which needs to be covered with TPS matrix material. This results in a lower polymer volume that is able to flow and a higher torque value during compounding is recorded [41]. The highest torque could be observed for the piezoresistive compound based on pure CB even though the filler content was only 23.5 vol%. This can be explained by the smaller particle size as discussed previously.
Correspondingly, the Shore A hardness values, as highlighted in the table, followed a similar trend. The Shore A hardness of SEBS-CB was found to be the highest, which also demonstrated the effect of the particle size in the solidified state of the composite.
Higher torque and Shore A values required a higher extrusion multiplier and a higher printing temperature. In contrast, SEBS-CIP_CC and SEBS-CIP_HS, which had comparatively lower torque and Shore A hardness required a relatively lower extrusion multiplier and a lower printing temperature. It was observed that the composites with CB, namely SEBS-CIP_CC-CB, SEBS-CIP_HS-CB and SEBS-CB, needed a higher nozzle temperature to ensure consistent extrusion. At lower temperatures, clogging problems or disrupted extrusion were experienced. Moreover, it can be observed from Table 1 that the nozzle temperature observed a similar trend as torque values. A higher torque required a higher nozzle temperature because of the power limit of the extruder servomotor.
A substantially lower printing speed was required in order to print the magnetoactive, magnetoresistive and piezoresistive composites as compared to the pure SEBS substrate. Initially, a printing speed of 5 mm/s was set for the magnetoactive and magnetoresistive samples. However, in the case of printing with uncoated CIP (HS) this led to discontinuous extrusion lines and the printing speed needed to be decreased to 2.5 mm/s to achieve continuous extrusion lines. It can be hypothesized that this is a result of the improved adhesion between the coated CIP (CC) and the elastomer which is higher than the adhesion with the uncoated CIP (HS) as reported by Taglialbue et al. [40].
Using the printing parameters as shown in Table 1 the different multi-material membranes are shown in Fig. 3. From Fig. 3, it can be observed that the center lines of the samples with CIP and CB filler have higher widths and a less smooth surface finish. For the samples with SEBS-CIP-CB composites, a higher extrusion multiplier was needed. Hadian et al., have demonstrated a correlation between the feed rate of the material and the extrusion multiplier and a correlation between the feed rate and the material output [42]. Therefore, an increase in feed rate will result in a higher material output and sequentially result in a higher extrusion width.

3D printed multi-material morphing membranes with SEBS substrate and magnetoactive, magnetoresistive and piezoresistive lines printed on top, respectively. All scale bars shown in the figure correspond to 20 mm.
Based on the above discussion it can be stated that the material properties, like torque at the end of the mixing process and the Shore A hardness have a strong correlation to the requisite printing parameters and the printing quality.
3.2 Microscopic Analysis of Multi-material Morphing Membrane
Optical analysis of the printed samples was done to detect geometrical and microstructural effects that can influence the magnetic interaction. Figure 4 shows the microscopic view of the cross-section of the printed center line in the different multi-material morphing membranes.
The microscopic images of SEBS-CIP_CC (CIP coated with SiO2) in Fig. 4a and b exhibit printing defects in form of voids. Such defects are not visible for the SEBS-CIP_HS (uncoated CIP) line (Fig. 4c). According to Table 1 the extrusion multiplier for the CIP_HS was moderately higher and the extrusion speed was comparatively lower in comparison to the CIP_CC compounds. A higher multiplier value and a lower extrusion speed evidently result in a different material output and it is assumed that further improvement of printing parameters affecting the extrusion of the SEBS-CIP_CC needs to be performed to avoid printing voids due to under-extrusion. In MEX-AM, the term “under extrusion” is used to express the fact that the material extruded is not sufficient to fill the whole space and generate a fully dense structure. The other samples, namely, SEBS-CIP_HS, SEBS-CIP_CC-CB and SEBS-CIP_HS-CB, do not exhibit any voids caused by under-extrusion phenomena.
From Fig. 4d and e, it is evident that fusion between the printed layer improves upon using a hybrid filler-based composite. One reason for the better fusion will be the higher multiplier value used for the SEBS-CIP_CC-CB and SEBS-CIP_HS-CB-sensors. Achieving a better inter-layer fusion by hybrid filler concept due to the uniform distribution of the different fillers and improved filler-matrix interaction can be another reason as observed in the literature [43, 44]. Further investigations are needed to explore this phenomenon for the used magnetoactive materials.

Cross-sectional view of the center line cut perpendicularly for a) SEBS-CIP_CC line b)SEBS-CIP_CC dot c) SEBS-CIP_HS d) SEBS-CIP_CC-CB e) SEBS-CIP_HS-CB and f) SEBS-CIP_HS with the sensor. All scale bars in the figure correspond to 1 mm.
From Fig. 4, the interface between the functional magnetic element and the pure SEBS substrate can be distinguished vividly. However, it was not possible to remove the functional elements manually from the substrates and a strong adhesion can be expected. Further mechanical characterization is required to investigate the adhesion between the two interfaces.
Table 2 summarizes the substrate height, individual layer height and total height of the functional elements analyzed by optical microscopy (Fig. 4). Based on Table 2 it can be observed that there is a distinct difference in the original dimension of the 3D model and the dimensions of the printed version of the multi-material membranes. The height of the printed functional element is approximately 11–15% higher than expected. A similar trend is observed for layer height, as shown in the table. This difference in height arises due to the expansion of the thermoplastic elastomer after being extruded through the nozzle and is called “die swelling”. This effect is well known in case of extrusion of polymers due to their elastic properties [45].
The substrate height for all samples demonstrated the die swelling effect as well. However, the variation between the different substrate heights is high and cannot be solely explained by the swelling effect. Hadian et al. observed that the extrusion multiplier for the pellet printer has to be adjusted daily to achieve consistent printing [42].
3.3 Magnetoactive Performance of Multi-material Morphing Membranes
Figure 5a–h demonstrates the sine wave response of deformation versus time for SEBS-CIP_CC and SEBS-CIP_HS line samples at varying set voltages. It is to be noted that the voltage applied to the electromagnet by the Arduino controller is always increased 4 times in magnitude by the amplifier. As seen in Fig. 5, it is evident that with increased voltage by the Arduino controller the deformation increases. Visibly SEBS-CIP_HS sample shows a higher deformation at all voltages in comparison to SEBS-CIP-CC sample. This is because the CIP_HS filler particles, being uncoated have a higher magnetization than the coated CIP_CC filler particles [40, 46].
Additionally, a drift in the deformation was observed in the sine wave responses. The drift is substantial between the first two cycles and keeps decreasing with an increase in cycle numbers. It is evident that the deformation increases with cycle number which can be attributed to the stress-softening behavior of TPS materials when exposed to mechanical deformation [38]. Stress-softening typically occurs in elastomers and is termed Mullin's effect [45]. However, it is noteworthy that the membrane does not fully recover to its original shape when the deformation is revoked by turning off the electromagnet. Further experiments are needed to understand if this is a creep or time relaxation behavior of the material.

Sine wave response for deformation at a sine wave frequency of 0.5 Hz and 1.5 V, 2 V, 2.5 V and 3 V voltages respectively for multi-material morphing membranes with a–d) SEBS-CIP_CC line and e–h) SEBS CIP_HS line samples.
As mentioned above, the membrane with SEBS-CIP_CC line resulted in a lower deformation due to lower magnetization properties of the SiO2-coated CIP powder. Therefore the design of the magnetoactive part of the membrane was adjusted to achieve higher deformation (Fig. 1c and 1d). The results are presented in Fig. 6. Changing the design of the magnetoactive part did not result in a higher deformation than predicted. It is assumed that the increase of magnetoactive material as the center dot was minute in relation to the increase in structural stiffness of the multi-material morphing membrane. Further investigation with different structure designs and material stiffness is needed to investigate this behavior in a detailed manner.

Sine wave response for deformation at a sine wave frequency of 0.5 Hz and a) 1.5 V, b) 2 V, c) 2.5 V and d) 3 V voltages respectively for multi-material morphing membrane with a–d) SEBS-CIP_CC line and additional dot in the center.
Figure 7 shows the sine wave response of SEBS-CIP_CC-CB line samples at 1.5, 2, 2.5 and 3 V respectively. It can be observed, that the deformation induced in the structures is lower than the deformation in the structures with only CIP filler particles at all corresponding voltages. The magnetoresistive samples have only 15 vol % of magnetic filler content and evidently, will result in a much lower deformation.
A similar observation was made for the membrane with the SEBS-CIP_HS-CB line. Although the magnetization of CIP-HS particles is higher, the deformation of membranes based on magnetoresistive composite (i.e. CIP and CB hybrid filler) with CIP-CC and CIP-HS fillers were similar.

Sine wave response for deformation at a sine wave frequency of 0.5 Hz and 1.5 V, 2 V, 2.5 V and 3 V voltages respectively for multi-material morphing membrane with a–d) SEBS-CIP_CC-CB line and e–h) SEBS CIP_HS- CB line samples.
3.4 Investigation of Magnetoresistive Behavior of the Multi-material Morphing Membrane
In Table 3 the initial resistance (R0) values of the membranes with the four different magnetoactive elements are highlighted. Expectedly, the electrical resistance of the magnetoactive material with CIP_CC fillers was not measurable due to the insulation properties of the SiO2 coating. Despite comprising uncoated CIP_HS fillers, the magnetoactive composite based on it resulted in an electrical resistance value in the TΩ range. According to Costi et al. a concentration of approximately 45 vol% was needed to achieve an electrical resistance in the kΩ range [37].
In order to investigate the magnetoresistive composites SEBS-CIP_CC-CB and SEBS-CIP_HS-CB, the relative resistance was determined from the resistance measurements during the sine wave response measurements. The relative resistance is calculated as shown below,
Figure 8 shows the relative resistance change for the two membranes with magnetoresistive materials, namely SEBS-CIP_CC-CB and SEBS-CIP_HS-CB at 1.5, 2, 2.5 and 3 V. The corresponding deformation has been plotted again in these graphs in order to visualize the change in resistance with deformation. Upon observing a very low change in the relative resistance, a significant drift in the sensor signal can be observed. However, the change of relative resistance increased by increasing the voltage applied to the electromagnet, resulting in the deformation of the membrane. Consequently, it can be inferred that the SEBS-CIP_CC-CB and SEBS-CIP_HS-CB composites, demonstrate poor magnetoresistive behavior at low deformation ranges.

Relative resistance change with sine wave signal with frequency 0.5 Hz and at set voltages 1.5, 2, 2.5 and 3 V for multi-material morphing membrane with a–d) SEBS-CIP_CC-CB and e–h) SEBS-CIP_HS-CB.
3.5 Piezoresistive Element on Multi-material Morphing Membrane
Owing to the fact that the membranes with SEBS-CIP_CC-CB and SEBS-CIP_HS-CB lines did not demonstrate a desirable magnetoresistive behavior to self-sense the deformation, the membrane with SEBS-CIP_HS line was used to extrude a piezoresistive sensing element on top of the magnetoactive element. It is evident from Fig. 9 and Table 5 that in comparison to the membrane with only SEBS-CIP_HS line, the deformation decreased by 1.5–2 times after integration of the sensing element. As a result of adding the piezoresistive sensor based on SEBS and carbon black (CB) with a higher Shore A hardness, there is a change in the geometrical stiffness of the magnetoactive part of the membrane, leading to a decreased deformation.

Deformation curve for the multi-material morphing membrane with SEBS-CIP_HS-sensor line for a sine wave signal of 0.5 Hz frequency at different voltages a) 1.5 V b) 2 V c) 2.5 V and d) 3 V to the electromagnet by Arduino microcontroller.
The relative electrical resistance of the membranes with magnetic and piezoresistive printed elements is shown in Fig. 10 along with the deformation induced in the membrane. The relative electrical resistance signal shows an increase with increasing deformation, caused by the different voltages applied to the electromagnet. Unfortunately, a secondary peak is visible in the electrical resistance signal which can originate due to the viscoelastic properties of elastomeric material in general [47]. Another contributing factor can be hypothesized as the rotation of the CB particles during mechanical deformation [48] and can be removed by increasing the CB content [39].

Piezoresistive response of the multi-material morphing membrane with SEBS-CIP_HS line sample integrated with a strain sensing element on top of it at different applied voltages a)1.5 V b) 2V c) 2.5V and d) 3 V to the electromagnet by Arduino microcontroller
However, a substantial drift in the relative resistance can be observed with cyclic deformations. The respective drifts are highlighted below. With an increase in cycle number, the drift in the relative electrical resistance signal diminishes. It has already been pointed out in the literature, that owing to the viscoelastic nature of the elastomer and the changes in the conductive network due to deformation, a pronounced drift in relative resistance is visible between the first few cycles [49, 50]. The observed drift, as shown in Table 4 is in accordance with previous works.
Adding an individual piezoresistive element improved the sensor traits to evaluate the membrane deformation by the applied electromagnetic field. The sensor response can be correlated with the deformation of the membrane, measured by the laser displacement sensor setup.
Table 5 and Table 6 summarize the deformation and the drift in deformation data for all the multi-material morphing membranes. The deformation induced in the structure with an increasing voltage of the electromagnet shows an increasing trend for all structures in Table 5. It is evident that SEBS-CIP_HS sample with a printed line shows the highest average deformation as already discussed. However, upon the addition of the piezoresistive element on top, the deformation in this membrane decreases. Despite the decreased deformation, the SEBS-CIP_HS membrane with piezoresistive sensor element still shows a higher deformation than the magnetoresistive membranes, namely, SEBS-CIP_CC-CB and HS-CB.
From the drift % values in Table 6, it is observed that the drift is lower for the magnetoresistive membranes than the magnetoactive membranes. Additionally, the SEBS-CIP_HS-sensor membrane also demonstrates a low drift. This can be the result of the increased Shore A hardness of the magnetoresistive composite and the increased stiffness upon the addition of the piezoresistive element with higher Shore A value, to the CIP_HS sample. Stress-softening is dictated by Shore A hardness of the composite and thereby, the composites with higher Shore A hardness have lower stress-softening hence, lower drift.
4 Conclusion and Outlook
Utilizing multi-material extrusion-based additive manufacturing, magnetoactive morphing structures with actuation and sensing (ActSense) elements could be developed. Therefore, a custom-built four-extruder printer with two pellet extruders was used. To investigate the deformation of the membrane by applying an electromagnetic field, a custom-built electromagnet test setup, developed with MEX-AM, comprising of a laser displacement sensor, Arduino controller, amplifier and an electromagnet was designed and built up to measure the performance of the different magnetoactive structures on top of the soft membrane.
A strong influence of the equilibrium torque at the end of the mixing process and their Shore A hardness values of the composite materials, on the printing parameters and printing quality, was observed. Furthermore, using uncoated CIP filler (CIP_HS) for the magnetoactive printed line resulted in a higher deformation of the membrane due to the higher magnetization properties in comparison to the CIP fillers coated with SiO2 (CIP_CC). A self-sensing magnetoactive material could be achieved by mixing 15 vol%. CIP and 15 vol% CB, successfully. However, the sensitivity to detect low deformations was insufficient and further optimizations are needed.
In order to introduce the piezoresistive behavior, a SEBS-CB based piezoresistive strain sensor was successfully extruded on top of the SEBS-CIP_HS line using multi-material extrusion to determine low deformation of membrane. This resulted in an improved electrical resistive sensing behavior and the deformation of the membrane could be successfully determined. Unfortunately, the relative resistance curve showed a secondary peak for each deformation cycle and a drift between the subsequent deformation cycles was observed.
The customized test setup can be a potential tool in developing and investigating magnetoactive materials with self-sensing traits.
References
Wei, H., Zhang, Q., Yao, Y., Liu, L., Liu, Y., Leng, J.: Direct-write fabrication of 4D active shape-changing structures based on a shape memory polymer and its nanocomposite. ACS Appl. Mater. Interfaces. 9, 876–883 (2017). https://doi.org/10.1021/acsami.6b12824
Zhang, F., Wang, L., Zheng, Z., Liu, Y., Leng, J.: Magnetic programming of 4D printed shape memory composite structures. Compos. Part Appl. Sci. Manuf. 125, 105571 (2019). https://doi.org/10.1016/j.compositesa.2019.105571
Ma, C., et al.: Magnetic multimaterial printing for multimodal shape transformation with tunable properties and shiftable mechanical behaviors. ACS Appl. Mater. Interfaces. 13, 12639–12648 (2021). https://doi.org/10.1021/acsami.0c13863
Alapan, Y., Karacakol, A.C., Guzelhan, S.N., Isik, I., Sitti, M.: Reprogrammable shape morphing of magnetic soft machines. Sci. Adv. 6, eabc6414 (2020). https://doi.org/10.1126/sciadv.abc6414
Bastola, A.K., Hossain, M.: The shape – morphing performance of magnetoactive soft materials. Mater. Des. 211, 110172 (2021). https://doi.org/10.1016/j.matdes.2021.110172
Hu, X., Ge, Z., Wang, X., Jiao, N., Tung, S., Liu, L.: Multifunctional thermo-magnetically actuated hybrid soft millirobot based on 4D printing. Compos. Part B Eng. 228, 109451 (2022). https://doi.org/10.1016/j.compositesb.2021.109451
Cui, J., et al.: Nanomagnetic encoding of shape-morphing micromachines. Nature 575, 164–168 (2019). https://doi.org/10.1038/s41586-019-1713-2
Tang, Y., Li, M., Wang, T., Dong, X., Hu, W., Sitti, M.: Wireless miniature magnetic phase-change soft actuators. Adv. Mater. n/a, 2204185. https://doi.org/10.1002/adma.202204185
Lum, G.Z., et al.: Shape-programmable magnetic soft matter. Proc. Natl. Acad. Sci. 113, E6007–E6015 (2016). https://doi.org/10.1073/pnas.1608193113
Tang, J., Yin, Q., Qiao, Y., Wang, T.: Shape morphing of hydrogels in alternating magnetic field. ACS Appl. Mater. Interfaces. 11, 21194–21200 (2019). https://doi.org/10.1021/acsami.9b05742
Hu, W., Lum, G.Z., Mastrangeli, M., Sitti, M.: Small-scale soft-bodied robot with multimodal locomotion. Nature 554, 81–85 (2018). https://doi.org/10.1038/nature25443
Wang, L., et al.: Reprogrammable, magnetically controlled polymeric nanocomposite actuators. Mater. Horiz. 5, 861–867 (2018). https://doi.org/10.1039/C8MH00266E
Kobayashi, K., Ikuta, K.: 3D magnetic microactuator made of newly developed magnetically modified photocurable polymer and application to swimming micromachine and microscrewpump. In: 2009 IEEE 22nd International Conference on Micro Electro Mechanical Systems, pp. 11–14 (2009). https://doi.org/10.1109/MEMSYS.2009.4805306
Ze, Q., et al.: Magnetic shape memory polymers with integrated multifunctional shape manipulation. Adv. Mater. 32, 1906657 (2020). https://doi.org/10.1002/adma.201906657
Hu, T., Xuan, S., Ding, L., Gong, X.: Stretchable and magneto-sensitive strain sensor based on silver nanowire-polyurethane sponge enhanced magnetorheological elastomer. Mater. Des. 156, 528–537 (2018). https://doi.org/10.1016/j.matdes.2018.07.024
Kim, Y., Parada, G.A., Liu, S., Zhao, X.: Ferromagnetic soft continuum robots. Sci. Robot. 4, eaax7329 (2019). https://doi.org/10.1126/scirobotics.aax7329
Nayak, B., Dwivedy, S.K., Murthy, K.S.: Fabrication and characterization of magnetorheological elastomer with carbon black. J. Intell. Mater. Syst. Struct. 26, 830–839 (2015). https://doi.org/10.1177/1045389X14535011
Burgaz, E., Goksuzoglu, M.: Effects of magnetic particles and carbon black on structure and properties of magnetorheological elastomers. Polym. Test. 81, 106233 (2020). https://doi.org/10.1016/j.polymertesting.2019.106233
Bica, I., Anitas, E.M., Bunoiu, M., Vatzulik, B., Juganaru, I.: Hybrid magnetorheological elastomer: influence of magnetic field and compression pressure on its electrical conductivity. J. Ind. Eng. Chem. 20, 3994–3999 (2014). https://doi.org/10.1016/j.jiec.2013.12.102
Li, W., Kostidis, K., Zhang, X., Zhou, Y.: Development of a force sensor working with MR elastomers. In: 2009 IEEE/ASME International Conference on Advanced Intelligent Mechatronics, pp. 233–238 (2009). https://doi.org/10.1109/AIM.2009.5230010
Li, R., Zhou, M., Wang, M., Yang, P.: Study on a new self-sensing magnetorheological elastomer bearing. AIP Adv. 8, 065001 (2018). https://doi.org/10.1063/1.5025384
Hudziak, S., et al.: Magnetoresistive phenomena in an Fe-filled carbon nanotube/elastomer composite. Nanotechnology 21, 125505 (2010). https://doi.org/10.1088/0957-4484/21/12/125505
Shabdin, M.K., et al.: Material characterizations of Gr-based magnetorheological elastomer for possible sensor applications: rheological and resistivity properties. Materials 12, 391 (2019). https://doi.org/10.3390/ma12030391
Bica, I.: Influence of the magnetic field on the electric conductivity of magnetorheological elastomers. J. Ind. Eng. Chem. 16, 359–363 (2010). https://doi.org/10.1016/j.jiec.2010.01.034
Ghafoorianfar, N., Gordaninejad, F.: A magnetorheological elastomer compressive and shear sensor. In: Sensors and Smart Structures Technologies for Civil, Mechanical, and Aerospace Systems 2015, pp. 427–433. SPIE (2015). https://doi.org/10.1117/12.2086335
Farshad, M., Clemens, F., Le Roux, M.: Magnetoactive polymer composite fibers and fabrics -processing and mechanical characterization. J. Thermoplast. Compos. Mater. 20, 65–74 (2007). https://doi.org/10.1177/0892705707070442
Bergström, J.S., Boyce, M.C.: Mechanical behavior of particle filled elastomers. Rubber Chem. Technol. 72, 633–656 (1999). https://doi.org/10.5254/1.3538823
Chen, D., Zheng, X.: Multi-material additive manufacturing of metamaterials with giant, tailorable negative poisson’s ratios. Sci. Rep. 8, 9139 (2018). https://doi.org/10.1038/s41598-018-26980-7
Han, D., Lee, H.: Recent advances in multi-material additive manufacturing: methods and applications. Curr. Opin. Chem. Eng. 28, 158–166 (2020). https://doi.org/10.1016/j.coche.2020.03.004
Hardin, J.O., Ober, T.J., Valentine, A.D., Lewis, J.A.: Microfluidic printheads for multimaterial 3D printing of viscoelastic inks. Adv. Mater. 27, 3279–3284 (2015). https://doi.org/10.1002/adma.201500222
Georgopoulou, A., Clemens, F.: Pellet-based fused deposition modeling for the development of soft compliant robotic grippers with integrated sensing elements. Flex. Print. Electron. 7, 025010 (2022). https://doi.org/10.1088/2058-8585/ac6f34
Georgopoulou, A., Eckey, L.M., Mondal, S., Clemens, F.: Case study of a rapid prototyping method for optimizing soft gripper structures with integrated piezoresistive sensors. In: 2022 IEEE 5th International Conference on Soft Robotics (RoboSoft), pp. 539–544 (2022). https://doi.org/10.1109/RoboSoft54090.2022.9762202
Georgopoulou, A., Vanderborght, B., Clemens, F.: Fabrication of a soft robotic gripper With integrated strain sensing elements using multi-material additive manufacturing. Front. Robot. AI. 8 (2021)
14:00-17:00: ISO/ASTM 52900:2021. https://www.iso.org/cms/render/live/en/sites/isoorg/contents/data/standard/07/45/74514.html. Accessed 31 Mar 2022
Bastola, A.K., Hoang, V.T., Li, L.: A novel hybrid magnetorheological elastomer developed by 3D printing. Mater. Des. 114, 391–397 (2017). https://doi.org/10.1016/j.matdes.2016.11.006
Bastola, A.K., Paudel, M., Li, L.: Dot-patterned hybrid magnetorheological elastomer developed by 3D printing. J. Magn. Magn. Mater. 494, 165825 (2020). https://doi.org/10.1016/j.jmmm.2019.165825
Costi, L., Georgopoulou, A., Mondal, S., Iida, F., Clemens, F.: 3D-printable self-sensing magnetorheological elastomer
Mondal, S., Katzschmann, R., Clemens, F.: Magnetorheological behavior of thermoplastic elastomeric honeycomb structures fabricated by additive manufacturing. Compos. Part B Eng. 252, 110498 (2023). https://doi.org/10.1016/j.compositesb.2023.110498
Mattmann, C., Clemens, F., Tröster, G.: Sensor for measuring strain in textile. Sensors. 8, 3719–3732 (2008). https://doi.org/10.3390/s8063719
Tagliabue, A., Eblagon, F., Clemens, F.: Analysis of styrene-butadiene based thermoplastic magnetorheological elastomers with surface-treated iron particles. Polymers 13, 1597 (2021). https://doi.org/10.3390/polym13101597
Heiber, J., Clemens, F., Graule, T., Hülsenberg, D.: Fabrication of SiO2 glass fibres by thermoplastic extrusion. Glass Sci. Technol. 77, 211–216 (2004)
Hadian, A., Fricke, M., Liersch, A., Clemens, F.: Material extrusion additive manufacturing of zirconia parts using powder injection molding feedstock compositions. Addit. Manuf. 57, 102966 (2022). https://doi.org/10.1016/j.addma.2022.102966
Yun, G., Tang, S.-Y., Lu, H., Zhang, S., Dickey, M.D., Li, W.: Hybrid-filler stretchable conductive composites: from fabrication to application. Small Sci. 1, 2000080 (2021). https://doi.org/10.1002/smsc.202000080
Wang, Y., et al.: Control of conductive and mechanical performances of poly(amide-imide) composite films utilizing synergistic effect of polyaniline and multi-walled carbon nanotube. Polym. Eng. Sci. 59, E224–E230 (2019). https://doi.org/10.1002/pen.25032
Mbow, M.M., Marin, P.R., Pourroy, F.: Extruded diameter dependence on temperature and velocity in the fused deposition modeling process. Prog. Addit. Manuf. 5, 139–152 (2020). https://doi.org/10.1007/s40964-019-00107-4
Kwon, S.H., An, J.S., Choi, S.Y., Chung, K.H., Choi, H.J.: Poly(glycidyl methacrylate) coated soft-magnetic carbonyl iron/silicone rubber composite elastomer and its magnetorheology. Macromol. Res. 27, 448–453 (2019). https://doi.org/10.1007/s13233-019-7065-9
Mersch, J., Winger, H., Nocke, A., Cherif, C., Gerlach, G.: Experimental investigation and modeling of the dynamic resistance response of carbon particle-filled polymers. Macromol. Mater. Eng. 305, 2000361 (2020). https://doi.org/10.1002/mame.202000361
Flandin, L., Hiltner, A., Baer, E.: Interrelationships between electrical and mechanical properties of a carbon black-filled ethylene–octene elastomer. Polymer 42, 827–838 (2001). https://doi.org/10.1016/S0032-3861(00)00324-4
Georgopoulou, A., Kummerlöwe, C., Clemens, F.: Effect of the elastomer matrix on thermoplastic elastomer-based strain sensor fiber composites. Sensors 20, 2399 (2020). https://doi.org/10.3390/s20082399
Duan, L., D’hooge, D.R., Spoerk, M., Cornillie, P., Cardon, L.: Facile and low-cost route for sensitive stretchable sensors by controlling kinetic and thermodynamic conductive network regulating strategies. ACS Appl. Mater. Interfaces. 10, 22678–22691 (2018). https://doi.org/10.1021/acsami.8b03967
Acknowledgment
This project has received funding from the SMART project, European Union's Horizon 2020 research and innovation under the Marie Sklodowska-Curie (grant agreement ID 860108).
Author information
Authors and Affiliations
Corresponding authors
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Mondal, S., Kwaśniowski, M., Georgopoulou, A., Sapiński, B., Graule, T., Clemens, F. (2024). Soft Magnetoactive Morphing Structures with Self-Sensing Properties, Using Multi-Material Extrusion Additive Manufacturing. In: Klahn, C., Meboldt, M., Ferchow, J. (eds) Industrializing Additive Manufacturing. AMPA 2023. Springer Tracts in Additive Manufacturing. Springer, Cham. https://doi.org/10.1007/978-3-031-42983-5_25
Download citation
DOI: https://doi.org/10.1007/978-3-031-42983-5_25
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-42982-8
Online ISBN: 978-3-031-42983-5
eBook Packages: EngineeringEngineering (R0)